The Cold Corrugator - Fcbm.org
The Cold Corrugator - Fcbm.org
The Cold Corrugator - Fcbm.org

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
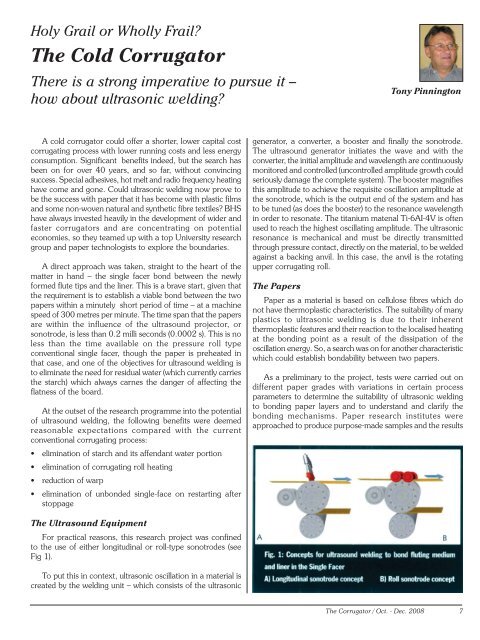
Holy Grail or Wholly Frail?<strong>The</strong> <strong>Cold</strong> <strong>Corrugator</strong><strong>The</strong>re is a strong imperative to pursue it –how about ultrasonic welding?Tony PinningtonA cold corrugator could offer a shorter, lower capital costcorrugating process with lower running costs and less energyconsumption. Significant benefits indeed, but the search hasbeen on for over 40 years, and so far, without convincingsuccess. Special adhesives, hot melt and radio frequency heatinghave come and gone. Could ultrasonic welding now prove tobe the success with paper that it has become with plastic filmsand some non-woven natural and synthetic fibre textiles? BHShave always invested heavily in the development of wider andfaster corrugators and are concentrating on potentialeconomies, so they teamed up with a top University researchgroup and paper technologists to explore the boundaries.A direct approach was taken, straight to the heart of thematter in hand – the single facer bond between the newlyformed flute tips and the liner. This is a brave start, given thatthe requirement is to establish a viable bond between the twopapers within a minutely short period of time – at a machinespeed of 300 metres per minute. <strong>The</strong> time span that the papersare within the influence of the ultrasound projector, orsonotrode, is less than 0.2 milli seconds (0.0002 s). This is noless than the time available on the pressure roll typeconventional single facer, though the paper is preheated inthat case, and one of the objectives for ultrasound welding isto eliminate the need for residual water (which currently carriesthe starch) which always carnes the danger of affecting theflatness of the board.At the outset of the research programme into the potentialof ultrasound welding, the following benefits were deemedreasonable expectations compared with the currentconventional corrugating process:• elimination of starch and its affendant water portion• elimination of corrugating roll heating• reduction of warp• elimination of unbonded single-face on restarting afterstoppagegenerator, a converter, a booster and finally the sonotrode.<strong>The</strong> ultrasound generator initiates the wave and with theconverter, the initial amplitude and wavelength are continuouslymonitored and controlled (uncontrolled amplitude growth couldseriously damage the complete system). <strong>The</strong> booster magnifiesthis amplitude to achieve the requisite oscillation amplitude atthe sonotrode, which is the output end of the system and hasto be tuned (as does the booster) to the resonance wavelengthin order to resonate. <strong>The</strong> titanium matenal Ti-6AI-4V is oftenused to reach the highest oscillating amplitude. <strong>The</strong> ultrasonicresonance is mechanical and must be directly transmittedthrough pressure contact, directly on the material, to be weldedagainst a backing anvil. In this case, the anvil is the rotatingupper corrugating roll.<strong>The</strong> PapersPaper as a material is based on cellulose fibres which donot have thermoplastic characteristics. <strong>The</strong> suitability of manyplastics to ultrasonic welding is due to their inherentthermoplastic features and their reaction to the localised heatingat the bonding point as a result of the dissipation of theoscillation energy. So, a search was on for another characteristicwhich could establish bondability between two papers.As a preliminary to the project, tests were carried out ondifferent paper grades with variations in certain processparameters to determine the suitability of ultrasonic weldingto bonding paper layers and to understand and clarify thebonding mechanisms. Paper research institutes wereapproached to produce purpose-made samples and the results<strong>The</strong> Ultrasound EquipmentFor practical reasons, this research project was confinedto the use of either longitudinal or roll-type sonotrodes (seeFig 1).To put this in context, ultrasonic oscillation in a material iscreated by the welding unit – which consists of the ultrasonic<strong>The</strong> <strong>Corrugator</strong> / Oct. - Dec. 20087
of ultrasonic welding tests were analysed. Defined fibrous rawmaterials (bleached and unbieached pine pulp as well asmechanically ground wood pulp) were produced. <strong>The</strong>seincluded 100 per cent bleached pulp, 100 per cent mechanicalpulp and 50 per cent bleached and 50 per cent mechanicalpulp.Exploratory tests were carried out on samples under differentconditions of loading pressure, exposure time and oscillationamplitude – with and without added moisture or starch – in aneffort to determine which parameters could really make adifference. Initial results indicated that additional starch andmoisture are both essential to achieving viable bonding. It simplywas not possible to bond papers, made of pulp alone, byultrasonic welding.In a second series of tests, starch in four separate levels ofdilution in water were applied to the paper surfaces andultrasonic bonding was achieved under certain conditions.Peeling resistance tests were used to ‘measure’ the effectivenessof the bond in every case. <strong>The</strong> conclusions were broadly that:• It was not possible, ultrasonicaily, to establish a finn bondin non- humidified papers or those which contain no glue,even if they were rich in lignin.• lt was possible, ultrasonically, to weld humidified paperswhich contained various levels of starch size. <strong>The</strong> bondingstrength, however, displayed wide variations.Tests with Common Medium and Liner PapersA third series of tests involved commonly used mediumand liners and measured results of standard corrugated boardbonding were used as reference values. <strong>The</strong> samplecombinations in Table 3 were tested for suitability for ultrasonicwelding.In preliminary tests,the ultrasound exposureperiod, static weldingpressure and oscillationamplitude were varied tolimit the variationsrequired in processparameters. <strong>The</strong> testseries which followedused dry papers (naturalmoisture content 5-8%)then the same paperswith added moisture. <strong>The</strong>flute geometry wasC flute.More than 550 board samples were produced for thisultrasonic test series with the bonding strength determined usingthe Pin Adhesion Test (TAPPI T821) and statistically evaluated.<strong>The</strong> <strong>Corrugator</strong> / Oct. - Dec. 20089
<strong>The</strong> ‘dry’ tests were carried out first and proved to be limited– between poor bonding at the one extreme and burning thepaper at the other. Bonding strength increased with highercontact pressure and with longer time exposure. <strong>The</strong> bestbonding achieved was 26 per cent of conventional glue bondstrength at an exposure time of 0.1 seconds – over one hundredtimes more than that available under normal productionconditions.<strong>The</strong> ‘moist’ tests proved more complex. <strong>The</strong> equipmentwas limited by the lowest available exposure time setting being0.06 seconds. <strong>The</strong>se tests showed that the higher bondingstrengths were achieved with lower exposure times and highercontact pressures. In one sample, a higher bonding strengththan with conventional bonding was reached. Of course, theexposure time is still considerably in excess of that available indaily production conditions. Reducing the oscillation amplitudeonly has a marginal effect on bonding strength. <strong>The</strong> summaryconclusions from these tests were:• Moisture is essential to achieving sufficient bonding incommonly used papers, in contrast to the special papers,which under certain conditions (even if unsatisfactory),welding was possible without added moisture.• Bonding strength varied greatly with the medium and linersused.• Loading pressure and time exposure to ultrasound bothinfluence bonding strength.Optical and electronic microscope examination of thewelding seams as well as infra-red spectrometry yielded thefollowing:• <strong>The</strong> bond strength of ultrasonic welding is significantlyinfluenced by activation of starch in the papers. Moisture isneeded in the medium flute tips prior to bonding, allowingthe starch to swell and improving starch migration into thepaper to key the bond. All tests indicated that with ultrasonicwelding of corrugated, conventional starch size in productionof medium and liner play a major role related to wateraddition at the bonding points.• Interlacing of fibres contributes to adhesion to a minorextent. In the electron microscope picture, fibres can beseen to have moved to a vertical orientation at the seam.<strong>The</strong> application of ultrasound oscillations could be realigningand weaving the fibres anew. (Figs.6.1 and 6.2)Table 5: Pin Adhesion Test results• Any influence of lignin content seems minor.• Based on past studies, the influence of chemical reactionsbetween free hydroxyl groups in the cellulose fibres on theadhesion between medium and liner is also to be regardedas minor. During welding, the fibres are modified such thatthey are unable to swell later, suggesting that chemicalreactions play at best a minor role in the bondingmechanism.• Evaluation of microtome sections of humidified papers ledto no findings regarding the appearance of cavitation ormicrojet formation. (Figs. 6.3 and 6.4)Production Trials.Continuous Welding of Fluting Medium andLiner Using Ultrasonics<strong>The</strong>re are two different approaches to continuous weldingof medium and liner. One has multiple adjacent sonotrodesarranged vertically, in line across the working width, so thatwhen a flute tip passes below this line, ultrasonic oscillationsare applied under pressure onto the liner and medium and anarrow welded seam is made. (Fig.1a - longitudinal concept).<strong>The</strong> second approach is the roll concept (Fig.1 b) in which two(Contd. on page 15)<strong>The</strong> <strong>Corrugator</strong> / Oct. - Dec. 200811
(Contd. from page 11)or preferably three roll sonotrodes can be arrangedaround the circumference of the corrugating roll.While oscillating axially, the rolls are designed toinduce a radial oscillation and thus a ‘pressure’oscillation in the paper. <strong>The</strong> radial effect is howeverlimited to certain sections of the sonotrodes’ length,which is why more than one sonotrodes offsetaxially to each other are required. <strong>The</strong> flutingmedium is humidified in both cases.On the basis of the preliminary static tests, aseemingly suitable medium-liner combination waschosen and the welding parameters – pressure, gapbetween sonotrode and corrugating roll andoscillation amplitude – were set. Since the statictests had shown up considerable temperatureincreases, both in the paper and the sonotrode, aninfrared camera was set up to record temperaturesduring the continuous trials (Fig.8). It transpiredthat as running speed increased, so the measuredpaper temperature decreased and that additionalheating of the paper was necessary to improvebonding strength. It was also deduced, on thestrength of past experience, that flute formationwithout heating of the medium only producesadequate and consistent flute formation at relatively low speedsand with special papers. So, for all practical purposes, thecorrugating rolls have to be heated for ultrasonic welding, justas they are with conventional production of single faced board.Two basic findings resulted from tests using unheatedcorrugating rolls. One was that continuous ultrasonic weldingdid not form a successful bond without additional humidificationof the medium. Probably, the natural moisture content of thepaper (5-8%) is insufficient to reactivate surface starch in thepapers during the extremely short contact time betweensonotrode and flute tip (fig. 9). <strong>The</strong> second was that viablebonds could be made only with added moisture in the flutingmedium, but the strength of the bond progressively fell as thespeed increased. This was clear from both peeling and PinFig. 11: Effects of web speed on bonding strength PATFig. 8: Infrared thermal scanner imageduring ultrasonic weldingAdhesion Tests (Fig 9and 10).Even at low runningspeeds, bondingstrength values showwide variations,Indicating major qualityvariations during theprocedure (Fig. 10).This can be explainedby the low frequencyFig. 9: Effects of web speed on bonding strengthFig 10: Reproductibility of ultrasonic bondingconsidering peeling force scatter.vibration induced in the sonotrode by the repetitive passage offlute tips and valleys under the sonotrode (a hard anvil followedby unsupported paper). This superimposed low frequencyvibration interferes with the ultrasonic oscillations, which notonly imposes a mechanical stress on the sonotrode itself, butalso stresses the piezo ceramics in the converter to an extremelevel. This can result in periodic variations in the gap betweensonotrode and corrugating roll with consequent effects onbonding quality.Fig. 7: Finite Element Method (FEM) simulationfor roll sonotrode<strong>The</strong> reduction in bonding strength at speeds over 10 m/min can be due to shorter welding exposure periods. Althoughthe performance increases, the oscillation energy applied tothe seam decreases with the reduced contact time (fig. 12).<strong>The</strong> times per flute tip are still at about 0.005 sec at a runningspeed of 10 m/min. Extrapolating to 200 m/min, the timefalls to 0.0003 secs. This can be compared to the satisfactorybonding in static tests needing more than 0.06 sec.<strong>The</strong> <strong>Corrugator</strong> / Oct. - Dec. 200815
<strong>The</strong> mechanical boardstrength values ECT (edgecrush) and FCT (flat crush),which are frequently used toevaluate board quality, arenot much influenced by thebond qualities achieved byultrasonic welding. FCTshows a decrease from140N to 40N withincreasing running speed,but this is probably due tothe poor flute formation inunheated corrugating rolls(figs. 13 and 14).<strong>The</strong> ECT does notdecrease significantly withincreasing productionspeed (figs. 15 and 16). <strong>The</strong>crush value of board tendsto be more dependent onthe SCT values of thepapers and the take-upfactor than the bondstrength.Summary andConclusions<strong>The</strong> tests revealed thefollowing:• <strong>The</strong> use of paperscontaining starch glue isa must. Bondingstrength dependssignificantly on thepaper grade used.• Additional moisturemust be added to theflute tips, as the naturalmoisture content of thepaper is insufficient toachieve a viable weld.• Production trials showedthat bond strengthreduced as runningspeed increased.• <strong>The</strong> mechanical properties of the board in terms of ECTand FCT are below those of conventionally produced board.• <strong>The</strong>rmal problems can be expected during continuousrunning with heated rolls, in that the temperature sensitivepiezo unit would need cooling.• Vibration induced in the ultrasonic unit by the passage offlute tips can damage the sonotrode, booster and converter.It will be highly failure-prone.• <strong>The</strong> sonotrode is expensive to produce and wears as a resultof the pressure contact with abrasive paper. This willadversely affect running costs.• It proved impossible to make the double facer bondultrasonically. It will still have to be made in the conventionalmanner with starch adhesive and hotplates.<strong>The</strong> possibilities of applying ultrasonic welding principlesto corrugated board were quite comprehensively explored. <strong>The</strong>system achieved bonding but the restrictions on paper selectionand running speed, the high cost of maintaining or replacingtitanium sonotrodes, the requirement to continue applyingmoisture and heat to the medium – all coupled with the inabilityto apply the same principles to the double facer bond – clearlyrender ultrasonics unsuited to this application. Even under statictests, results varied considerably. Heat is still needed forsatisfactory flute formation and as a tool for warp control. Ifultrasonic welding cannot work without supplementary heatingand can only be applied to the single facer bond, there seemslittle chance of it offering sufficient advantage to be worthconsidering for the conventional corrugating process. It couldbe of interest in some specialist niche product applications,especially in small width. Fire risk would have to be guardedagainst.<strong>The</strong> cold corrugator would appear to be no nearer practicalreality – in spite of new technology. This is largely down to thenature of paper and the importance of recyclability.This article is adapted by TonyPinnington from the paper “Useof Ultrasonic Welding forproduction of single-facedcorrugated board” by dipling.Norbert Staedele (TechnicalDirector, BHS CorrugatedGMBH, Germany) andProfessor Dr. -Ing.ClausSchliekmann (RegensburgUniversity of Applied Science).(First printed in International Paper Board Industry, April 2005.Reprinted with the permission of the author and the publication.)Mr. Tony Pinnington is based in the UK. He is acontributing author for the reputed magazine InternationalPaper Board Industry and other Brunton Publications. He isthe author of the industry reference book “<strong>The</strong> CorrugatingIndustry – in Pursuit of Excellence”.To reach Mr. Tony PinningtonE-mail: tony.pinnington@btopenworld.com<strong>The</strong> <strong>Corrugator</strong> / Oct. - Dec. 200816