Summer 2009 - Popular Woodworking Magazine
Summer 2009 - Popular Woodworking Magazine
Summer 2009 - Popular Woodworking Magazine
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
FnL1 04 012001 02 03 04 Qy1BDDA3NDQ3MDAxMzU1NgA=JUYrVyBQdWJsaWNhdGlvbnMsIEluYyAocnVlZ2VyAEk3vSkEMTAuNAI4MAExBVVQSW9sYSBkaXZpc2lvbikPR3JlZ29yeSBLA <strong>Magazine</strong> Committed to Finding the Better Way to BuildFilled with Good Craftsmanship, the Best Techniques and No AdsSimpleStickleySideboardFinish the Inside?It’s a Stinking LieWhy Wood Warps –And How to Stop It3 Tips for Stout TenonsAnd 3 Tools to GetThem Just-right TightDon’t Get the Shaft:We Test Drawbore PinsNew Technique: MakeRipple Mouldings WithYour Router Tablepopular woodworking presentsUS $5.99CAN $7.99930 74470 01355 6Display until August 17, <strong>2009</strong>woodworking-magazine.com ■ SUMMER <strong>2009</strong>
Contents“Failure is instructive. The person who really thinks learnsquite as much from his failures as from his successes.”— John Dewey (1859 - 1952), American philosopher and psychologist1 On the LevelAre there any true secrets left in woodworking?Should there be?2 LettersQuestions, comments and wisdom fromreaders, experts and our staff.4 ShortcutsTricks and tips that will make yourwoodworking simpler and more accurate.6 Why Wood WarpsIt’s an inescapable fact that wood warps.The challenge is in predicting that movementand working with that knowledge toavoid problems.10 Stickley SideboardWood selection is the key component inbuilding this handsome sideboard – theStickley No. 802. Get that right and the restfalls into place.making frames: page 2118 Wave-form MouldingsReplicate this traditional decorative mouldingusing modern machinery; the result makeseven the blandest wood come alive with detail.21 Making FramesSooner or later someone is bound to ask youfor a picture frame – and it’s not as simple as itseems. Here’s how to get it right the first time.24 Tuning TenonsBefore you can make your tenons fit just so,understand the strengths and weaknesses ofthe joint, so you can exploit them.27 New Drawbore PinsWe review four new examples of a veryold tool, and they’re all a little different.Learn how to pick the one that’s right foryour work.30 Finish the Inside?Period woodworkers rarely – if ever –finished the insides of their drawers andcases, yet many modern makers swearby it. Learn the pros and cons before youdecide on your approach.32 Lessons fromCraftsman FarmsGustav Stickley envisioned a differentapproach to education than compulsoryschooling – an approach that aimed to ensurethe continuation of the woodworking trade.why wood warps: page 6 tuning tenons: page 24 new drawbore pins: page 27
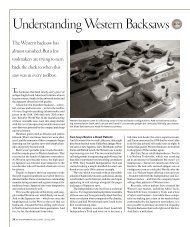
LettersIlluSTrATIOnS By rOBErT W. lAng & MAry JAnE FAvOrITEShould You Sand After Planing?I see that in many of his projects, Editor ChristopherSchwarz handplanes all surfaces withsmoothing planes.My question is: Does Chris sand after that andwith what grits – or does he apply the finish overthe planed surface?I plan to use shellac on a piece I just completedthat is ready for finish. I handplaned all surfacesand the wood is very smooth.Luis MartinsLisbon, PortugalLuis,The answer is: It depends on the work.For the interiors of casework, I don’t refine thesurfaces any further than the jointer plane.For exterior surfaces that are not “high-style”pieces, I will finish the surfaces with a smoothingplane, which leaves a very gentle scallopedsurface. This is attractive (to me) and is evidenton a lot of old furniture.However, when I am shooting for a surface thatis perfect, I will plane with the smoothing plane,scrape out any small bits of tear-out, then sandwith #220 grit and a cork-back sanding block tolevel the surface.Also, the finish I plan to use helps dictate mysurface preparation. If I am going to use a dyestain, I have found that I get the best results bysanding the entire surface with #220-grit paper.A surface that is planed seems to soak up dyeunevenly in my experience.A clear finish alone can be used with any ofthese approaches.Christopher Schwarz, editorColor Match in ComposingI noticed in your article on matching wood grain(Spring <strong>2009</strong>, Issue 13) that you didn’t say muchabout matching color. Or rather, you suggestedthat this was as simple as using wood from thesame board. But in my observation, it’s not sosimple. The hue of the wood seems to depend onthe viewing angle.I have been working on a file cabinet with solidwoodpanel sides made from quartersawn cherry.Some of the wood had a nifty ray flake pattern onhalf of the board. My initial idea was to follow themethod in your article and position the boards sothat the ray flake sides were together. This avoidsan abrupt transition between the part of the woodwithout the flakes and the part with it.Well, after a couple hours of moving boardsback and forth I gave up on this idea. It appearedthat any time I flipped a board either end for endor over to the other side, its hue would change.Or rather its hue would change when viewedfrom certain angles (it was hard to be sure whatwas going on). And the mismatch in hue appearsmuch more glaring than the mismatch in grainor figure.So do you have any advice on this sort of matching?Why does this happen? When can I get awaywith changing board directions in a panel andwhen can’t I?Adrian Marianovia e-mailLight castsshadows oncell interiorsAt opposite anglelight reflects fromcell interiorsAdrian,Your observations are correct, and what you areseeing is one of the downsides to bookmatching(flipping a board over). This is known as the “barberpole effect” and it will be more pronounced insome species and in some cuts. The bad news foryou is that cherry, along with maple, is one of thespecies most likely to do this. The rest of the badnews is that it is more evident in quartersawn andrift-sawn lumber than in plain-sawn lumber.What you are seeing is the result of light reflecting(or not reflecting) from the individual cells ofthe board. Depending on the angle of the lightsource, and the angle of your point of view, theavailable light will either cast a shadow in thecanal of a cell, or it will reflect off the face of thecell wall. These opposite conditions are perceivedby our eyes as differences in color. As you move,or the wood or light source moves, the color seemsto change. Often, features of the figure, such asthe ray flakes in your cherry or the curl in curlymaple, may seem to disappear.There isn’t much you can do about it. Somewoodworkers will never use a bookmatch, but inthe furniture and architectural millwork industryit is the most-often used method of matchingveneers. The effect can be reduced somewhatin the finishing process but not entirely eliminatedunless you paint or apply a stain that’smuddy enough to obscure the wood grain. Dullfilm finishes or oil finishes that are wet sandedcan reduce the appearance of the effect by reducingthe amount of light that is reflected. Therearen’t any guarantees though, and you’re luckyyou noticed it before you had the panels gluedand the piece finished.Personally, I like the effect of the color changingas I move by a piece, but others on our staffare annoyed by it and think I’m nuts. It also makesour photographer quite cranky.Robert W. Lang, senior editorMust Drawbore Pegs ExtendClear Through the Mortise?I read your article on drawbored mortise-andtenonjoints (Autumn 2005, Issue 4), and wouldlike to use that technique on a workbench I’mbuilding. The legs and cross pieces that form theend trestles are made of four laminated oak 1x4s,so they are quite thick, more than 3". The tenonsare 1"-wide through-tenons. The first time out, myjoinery was not too good, so the added strengthof the drawbore technique is appealing. I amplanning on using 3 ⁄ 8" oak dowels as pegs.Am I correct in assuming that the steel drawborepins work only with pegs that go all the waythrough the mortise? I don’t see how they wouldbe used with stopped holes.Do you insert the drawbore pin into the jointand twist it until it completely fills the hole youhave drilled for the dowel? I assume this kind ofreams out the offset hole in the tenon?I understand that the peg gets tapered forease of insertion, but doesn’t the peg have to belong enough so that its full width, rather thanjust the tapered part, comes all the way throughto the back side so that the sawn-off peg end fillsthe bore completely? ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
What special considerations are there with atenon that is 1" thick?Finally, it’s been suggested that I not placeboth pins in a straight line equidistant from theedge, but that I stagger their positions. What doyou think of that idea?George Rolandvia e-mailGeorge,1. Drawboring works best if all your holes passcompletely through your workpieces. However,you can use stopped holes. You just have to calculatewhere the taper on your peg ends and makesure that it has passed entirely through the holein the tenon. I prefer to use through-holes andrarely used stopped holes.2. Except in softer woods, it is very difficultto deform the wood as much as you describe. Iinsert the pin and apply pressure until the jointis drawn tight at the shoulder. This will deformthe hole in the tenon a bit, but that’s a good thing.It creates a ramp for the peg and makes it easierto bend it through the tenon.3. If the exit hole is visible to everyone, thenyes, you want to make the peg long enough thatyou saw off the tapered section in the end. Otherwise,I wouldn’t worry about it. As long as youget a good portion of the untapered part of thepin in there, you’ll be fine.4. I cannot think of any special considerationswith a 1"-thick tenon. Just be sure to use the stoutestpegs possible. I’ve drawbored 2 1 ⁄ 2"-thick tenonswith no problems whatsoever.5. You can stagger your pin locations. Or not.Some people do this to reduce the chance of splittingyour mortised piece. If both holes are inthe same growth ring, there is a small chancethe area could split once you introduce tensioninto the wood. I’ve done it both ways. I think it iscosmetic more than anything.Christopher Schwarz, editor“A prudent question is one halfof wisdom.”— Francis Bacon (1561 - 1626)English philosopher, statesman, scientist and authorAlternative Technique forSquaring Through-mortises“Make Clean Through-mortises,” in Winter 2008,Issue 12 was a good survey of hand- and powertooltechniques. let me offer an additional aide tosquaring the corners of router-cut mortises.When faced with the task of squaring a largenumber of mortises in thick oak, I turned naturallyto a corner chisel, but progress was slow in thehard wood. I removed the handle then chuckedthe chisel in my drill press.With the motor off, simply lower the feed arminto the workpiece. The downward force quicklycuts clean and accurate corners. Deeply incisedlayout lines have the beneficial effect of aligningthe corner chisel properly for the cut – the chiselsettles in the lines. Turn the spindle slightly ifneeded. Once the chisel is properly aligned, applystrong downward force. Cut from both sides ofthe mortise to avoid tear-out.unplug the drill press before you use this techniqueif you might be tempted to turn it on.Donald C. BrownHavana, FloridaWhat Rasps are Recommended?I am building the “Hanging Shelves” from theWinter 2008 issue. Could you let me know whatsize rasp was used in the article? Also, what cutis it and where can I buy it?Robert Robertsonvia e-mailRobert,I used the Gramercy rasps available from Toolsfor Working Wood (toolsforworkingwood.com).Either of the smallest sizes would be a good placeto start, but if I had to choose only one it wouldbe the 6 1 ⁄ 2" 18 teeth-per-inch (tpi) tool.The larger ones will work faster but leave arougher surface; the smaller one will cut moreslowly but leave a nicer surface. I usually use twoor three in succession, but the one I suggest is agood middle ground. If you follow the rasp with acard scraper it leaves a pretty decent surface.Robert W. Lang, senior editorBuild Workbench Tops from theWidest, Thickest Stock AvailableI am planning to use some reclaimed 4" x 12"Douglas fir beams for the top, legs and stretchersof my bench. It seems that the benchtop will bebetter if constructed from ripped and laminatedsections of the beams. Alternatively, I could laythe beams on their sides and join them edge toedge. Which method would you prefer?Second, I don’t have a jointer and don’t wantto acquire one. Is it folly for a beginning woodworkerto attempt to build this bench using handtools only?Pat Donnellyvia e-mailPat,Personally, I would not rip those beams up tolaminate them. Every glue joint is an opportunityfor failure, and you really won’t gain anything bylaminating the top from narrow strips.Historically, benches were made from the widest,thickest stuff that could be found – sometimesit was one plank.I’d take two of those 4" x 12" beams, join themedge to edge and be done with it. It will lookbetter, too.As far as using handplanes for this joint, if youare going to do just one joint, I’d absolutely doit by hand. As to the rest of the bench, it wouldbe a challenge to do all the joinery by hand, butit’s do-able. Other beginners have had great luckand learned a lot in the process.Christopher Schwarz, editorCurrency CorrectionIt’s actually the penny, not the dime, that’s 3 ⁄ 4" indiameter (as was suggested in the Spring <strong>2009</strong>“Shortcuts” column).A dime is only .700" in diameter. So the investmentin four setup blocks is much less than the 40cents Mr. leko suggests. The dime comes up a bitshort in 1 ⁄ 16" thickness, too. The penny is slightlythicker, but a few thousandths shy of 1 ⁄ 16".That’s my four cents worth. WMJohn Foxvia e-mailHOW TO CONTACT USSend your comments and questions viae-mail to letters@fwmedia.com, or byregular mail to <strong>Woodworking</strong> <strong>Magazine</strong>,Letters, 4700 E. Galbraith Road,Cincinnati, OH 45236. Please includeyour complete mailing address and daytimephone number. All letters becomeproperty of <strong>Woodworking</strong> <strong>Magazine</strong>.woodworking-magazine.com ■
ShortcutsILLUSTRATIONS BY MARY JANE FAVORITEResaw by Hand – the Easy WayI do all my woodworking with hand tools, and Itake a certain amount of pride in that, along withthe fact that I just can’t own power tools because Imove about once every year or every other year. Iwanted to find a way to avoid borrowing a friend’sband saw every time I needed to resaw stock.My first thought was to build a frame saw. Myhesitation was that I can hardly saw straight fordovetails using a backsaw let alone a few feetwhile trying to track a thin metal blade.I set out to create something simple, portable,consistent, easy to use, easy to move and functional.So I turned my workbench into a resawingmachine.When all was said and done, all I did was stretcha 3 ⁄ 4"-wide 3 tpi band saw blade along the lengthof my bench (which is only 48" long).To do this, I drilled two holes, one in either endof the bench. I screwed one end of the blade intoSpacerthe end grain of my 3"-thick maple benchtop. Iscrewed the other end into the wooden chop of myend vise. I opened the vise to tension the blade andI made two small spacers to set under the bladeto establish a uniform and consistent height offthe benchtop. The spacer needs to be a bit thickerthan the finished resawn thickness you want, totake into account the kerf of the blade.When everything was tensioned and adjusted(which is quick and easy) I simply pushed andpulled the piece of wood across the blade usinglight pressure and long strokes. I found that startingthe cut was easiest while pushing but onceI was in the cut I could go very quickly with apulling movement while I was standing at theend of the workbench. In a few minutes I reduceda 6/4 board of hard maple down to two piecesof 1 ⁄ 2"-thick lumber – with a small veneer-likepiece left over.Friar Peter C. Tremblay O.F.M. Conv.Baltimore, MarylandGet a Grip on the HandplaneYou Are Using for ShootingWhenever I use my shooting board I find it awkwardto find a comfortable way to hold the planeby its side without crushing my fingers amongstthe innards of the tool.Not wanting to drill the sidewall of my planeto install a handle, and not being able to afford adedicated miter plane or Stanley shooting boardplane, I eventually hit on the following solution:an F-style clamp. I simply clamp a small F-styleclamp to the plane while it is lying on its side sothat the clamp’s bar is pointing up. This gives youa much more comfortable hold for the plane.Alan EnnisDublin, IrelandThe Holdfasts You Already OwnRecently, while pondering the cost and annoyanceof ordering a couple holdfasts, I had a eurekamoment. The illustration at right should makeit obvious.I ground the retaining rivet off an F-style clampthat had a 1"-wide bar, and tapped it into one ofthe 1"-diameter dog holes in my workbench. Tomy amazement, it worked perfectly – it held downany thickness of wood I threw at it, and a lighttap released it.Encouraged by this success, I tried another– and again it worked. Across my shop I spied adifferent brand of F-style clamp with a slightlynarrower bar – say 7 ⁄ 8". I tried this third clamphead, and it worked just as well. The wiggle roomin the dog hole doesn’t seem to affect its performance.The best part is, it takes about five seconds tore-attach the clamp’s screw assembly, and youhave your clamp back.Gavin MacRaeKimberley, British Columbia, Canada ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
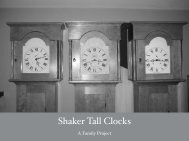
its length. This movement is so small it has almostno impact on our woodworking techniques. If,however, the hardwood is juvenile wood (lessthan 20 years from the tree’s center) the shrinkagecan be upward of 2 percent or some 20 timesgreater.Radial movement is shrinkage that occurs asyou move outward from the center of the tree.In flat-sawn lumber, radial movement affectsthickness. This shrinkage is intermediate to theother two kinds of movement and is generally,in North American species, stated to be between4 percent and 6 percent. On a flat-cut, 2"-thickpiece of hardwood, movement could be as muchas 1 ⁄ 8" in thickness.The third movement, and the one that is mostsubstantial, is tangential movement. This is movementacross the grain and should always be consideredwhen building projects. Wood movementacross the grain, again based on North Americanspecies, can be from a low of 6 percent to a highof around 12 percent. A flat-sawn 6"-wide boardcould move up to 3 ⁄ 4" from the green to the drystage. As you can see, tangential movement isnearly double that of radial movement.It’s important to note that each example givento this point is for flat-sawn stock. Quartersawnstock – where the width of the lumber is perpendicularto the growth rings – reacts differently.Quartersawn lumber is more stable because thefaces of the boards react to radial movementinstead of tangential movement.Any of the movements or shrinkages discussedthus far are natural, normal reactions to wooddrying. These are expected and accounted for bythose who cut or dry wood. For most of us thesemovements are not as severe. We’re not movingfrom a felled tree to dried lumber, but we do needto consider movement due to humidity changes(be they extreme changes or not) and exposure.Movement by the NumbersThe Department of Agriculture’s Forest ProductsLaboratory has established a set of numbers thatindicates the amount of movement you can expectwithin a given species for flat-sawn (tangential)and quartersawn (radial) boards. These numbers,which represent the amount of movement thatoccurs per unit of width given a 1-percent changein moisture content, can be found in their information-packed“Wood Handbook.”To determine what amount of movement toexpect, measure the width of your board, establishthe average yearly change in moisture contentfor your area, find the appropriate coefficientfor your wood and do the calculation. (For moreinformation see <strong>Woodworking</strong> <strong>Magazine</strong> Autumn2005, Issue 4.)Let’s work an example: If we have a 6"-wide,fully flat-sawn piece of red oak (a species with ahigh propensity for movement), and we experiencea moisture-content change of 3 percent, andillustration by robert w. langtangentialmovementlongitudinalmovementradialmovementtypical wood movementwith the guide coefficient at .0037, we can expectan overall movement of .0666", or just more than1⁄ 16" (6" x 3 x .0037 = .0666").This number is far different from the 3 ⁄ 4" figuregiven earlier and that illustrates the differencein working with lumber that is dry and is simplyfluctuating with changes in humidity, and lumberthat is moving from green to dry.Most woodworkers use this guide to confirmwhat they are already doing. We know woodmoves. We know you need to allow for movement.If you do the calculations, you begin tounderstand just how much wood moves.For me that’s a bit more information than necessaryand too exacting. Besides, most panelsTypes of CutsLee Valley Tools has compiled an easy-to-useguide that’s used to calculate wood’s potentialmovement and to determine which woods aremore prone to warp (leevalley.com).that we glue up, and any wide boards used inour projects, are generally not one type of cut.Most are a combination of quartersawn and flatsawn,and some may be rift-sawn (the face of theboard meets the growth rings at angles between30 degrees and 60 degrees). With different grainpatterns involved, to use the charts requires us tomake judgment calls – a potential for error.It’s better to keep in mind which woods havea higher potential to move, cup or twist. Armedwith that information, we can make calls thataffect the way we work in the shop. If you knowflat-sawncutquartersawncutrift-sawncutThe type of cut (flat-sawn,quartersawn or rift-sawn)and from where in the treethe piece is cut, both playvital roles in the potentialfor cup, twist and bow.woodworking-magazine.com ■
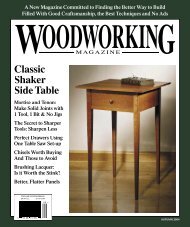
“Like age on a man, water makeswood softer, heavier and fatter –but not taller.”— Roy Underhill (1950 - )author, educator and host of the PBS television series“The Woodwright’s Shop”that Eastern white pine moves more than poplar,and you are assembling drawer bottoms in eitherwood, you know whether to complete the processthat day or if you can allow the panels to sit untilthe next time you’re in the shop.This information is available from the numberssupplied by the Forest Products Laboratory.To get a general assessment of wood warp,divide the number given for tangential movement(T) by the radial movement number (R).This figure, expressed as a ratio (T/R), is thetendency for wood to distort while drying. Thecloser this ratio is to 1, the less warp you have toworry about. Mahogany and walnut, each witha 1.4 T/R ratio, are more stable and less prone towarp with changes in humidity than red oak orTypes of Warpsoft maple (T/R = 2.2) or Eastern white pine witha T/R ratio at 2.9.What is Warp?Warp is comprised of a few different movementissues. The three major movement issues we considerin woodworking are cup, bow and twist. Ofthe three, the most common warp is cup.A board cups when one face shrinks more inwidth than the opposite face. The rule of thumbis that boards cup toward the bark side. An easyway to visualize this is to imagine that the growthrings are trying to straighten. While this is mostoften the case, you will find boards that cup inthe opposite direction. Again, this is an issue inflat-sawn lumber. In quartersawn stock, it’s notso much of a problem due to quartersawn stockbeing cut across the growth rings.Information about cup in stock is importantfor a couple reasons. First, if you know that in alllikelihood the cup is facing the bark side, you canquickly ascertain the face that should be milledfirst at the jointer. Additionally, if you’re planninga project you may choose to position the barkside of the stock in a particular manner. Attachingbackboards is an example. Position the barkKnowing that boards generally cup toward thebark side of the tree is a quick indication of howthe piece should be surface planed.side of each board to the cabinet, then if the boardwere to cup, the movement would force the edgesof each board tight to your case.Occasionally, although it is rare, boards haveenough moisture variation along the grain to causeexcessive movement. One face of a board shrinksmore than the opposing face. Wood movement ofthis kind is referred to as “bow” and it happens inboth flat-sawn and quartersawn lumber. Quartersawnlumber also experiences “crook.” Crook ismovement along one edge of the lumber. Boardsalmost always bow in one direction, toward thecenter of the tree.Bow and crook are found most often in lumbercut near the center of the tree. This lumber is generallydesignated as a lower grade of stock.crookpoint of greatestdeflectionbowtwistoppositecornersrisepoint of greatestdeflectioncupcup crook twist bowillustrations by john hutchinson and robert w. langChecking a piece of lumber for bow is somethingyou shouldn’t have to become good at becausebowing should seldom be an issue. ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
Twist is where the opposing pairs of diagonalcorners of a board are not in the same plane. Ifyou position a twisted board flat on your jointeror flattened benchtop, the opposing corners onopposite ends touch the surface and the two othercorners do not. Place pressure on one of the cornersthat is held off the surface and the boardrocks to that side. Remove the pressure and thepiece rocks back.If you have to flatten twisted material, trimthe high corners of the piece until you eventuallyplane the entire face. If you’re using handplanes,the process is simplified. If machines are yourmethod for milling, position the piece at yourjointer with pressure on the trailing end’s cornerthat’s hovering above the table to secure it to thesurface, then begin your pass over the knives.As the board reaches the middle of its length,switch the pressure off the trailing corner andonto the leading corner that is now off the table.This change causes the knives to trim the trailinghigh corner. After you flatten one face, usestandard procedures to get your workpiece readyto be surfaced on all four sides.Follow the BasicsAfter discovering why wood warps, types of warpand how to predict potential movement, you realizehow important a couple basic steps are to makemilling lumber easier.You should always allow lumber to acclimateto your shop – a period of seven to 10 days shoulddo the trick. Any movement prior to surfacingstock is much better than boards moving afteryou have reached your final dimensions. And it’sbest to trim your material to rough-cut sizes priorto milling operations. I suggest 1" of additionallength and 1 ⁄ 4" extra width. Reduce the pieces toTwist is the most difficult warpage to work with,as there are specific maneuvers needed to flattenthe material. If your twist is excessive, you’ll makeveneer before the board is thicknessed.your rough-cut size and you reduce the overallwarp in your stock. There is no reason to walkaway from an 8" board that’s cupped 1 ⁄ 2" at thecenter if you can rip that piece at 4" and greatlyreduce that warp. The same methodology holdstrue with bow and twist.Of course, the best advice is to buy properlycut and properly dried lumber – then cup, twistand bow will seldom visit your shop. WM— Glen D. HueyCasehardening: WoodMovement as You CutYou’ve selected the material for your project.Everything looks great. Your grainand color match are just what you wereafter. The next step is to rip your material tosize, and as you make your cut, the boardtwists more than Chubby Checker in hisprime. Wonder why? It’s stress in the woodknown as casehardening.Casehardening is a symptom of improperkiln drying. The wood was rushed througha kiln too quickly. Moisture pulls from theoutside surface of a board first, then as theouter surface begins to shrink, that shrinkageis restricted by the moist inside of thewood, which adds stress to the lumber.As the process continues, the inner woodbegins to dry, but is restrained by the dryouter wood. This also adds stress or tensionto the wood.As you make a cut through stressedlumber, you free the tension and your boardmoves; wood on one side of the cut movestoward or away from the blade, or one sidepushes down as the opposite side lifts offthe tabletop.Some species are more prone to casehardening.I’ve noticed walnut has this propensityand that fact was supported by mysupplier, especially in quartersawn walnut.To detect stress in wood use a prong test.Cut a defect-free cross section of your boardthat’s about 1" in width – somewhere awayfrom an original end. Saw out the centersection leaving a prong on each edge, asshown below.Upon cutting, if the board is stress free,the two prongs remain relatively straight orbow outward slightly. If the prongs exhibitsevere inward cup, the piece is under stress.In time, the prongs may move due to lossof moisture.— GHTo allow your boards to acclimate to your shop environment is a sage piece of advice. Small changes inhumidity can translate into movement. To make the process move along more quickly, rough cut yourpieces slightly oversized.Endgrainstressfreecasehardenedillustration by robert w. langwoodworking-magazine.com ■
StickleySideboardThe hardest part of buildingthis Arts & Crafts classic ischoosing just the right pieceof wood for each component.My grandmother – who always wore skirts,never pants – was too polite and proper to rollher eyes when I became enthralled with Arts &Crafts furniture.Jean West was a die-hard student of antiques.Her library was filled with books about periodAmerican, English and Asian furniture. Her homewas decorated with these pieces. Her taste inobjects, I now realize, was excellent.When I started collecting and building Arts& Crafts pieces about 17 years ago, she and Iwould go antique hunting in her haunts in Connecticutand Rhode Island. When I raved abouta signed Stickley armchair, she would just shakeher head.“Oh Christopher,” was all she’d say.When Jean was growing up, the Arts & Craftsstyle was on its way down. All of the cult objectsthat celebrities now pay thousands of dollars forwere – to her – the stuff in student ghettos, beachhouses and servant quarters. It was clunky, lifelessand dark.Though Jean and I never saw eye-to-eye onantiques, I hope she would have approved of (orat least tolerated) this version of Gustav Stickley’sNo. 802 server. Thanks to the pen of Harvey Ellis,this server has a bold curve that pulls the eyeupward. The double taper on the legs lightens itsoverall structure. And the choice of cherry (myonly addition to the soup) also reduces the severityof the original’s dark oak finish.Construction of this piece is surprisingly quickand easy for a major case piece. Like all Arts &Crafts projects, it is a mortising marathon. Theaprons, stretchers and web frame all use a mortise-The Stickley No. 802 server is one of the most graceful pieces from the era. Despite its heavy legs, thepiece has a lightness thanks to tapers and a curve.and-tenon joint. Once you get through that, you’rejust about home.You can build the drawers any way you please.I dovetailed mine by hand because Jean alwayspoo-pooed anything with machine-cut dovetails.Some family traits are too strong to overcome.The Heart is in the ExtremitiesThough the top of this server always commandsattention (that’s where the food is), the heart of thispiece’s design is in its legs. Paying close attentionwhen selecting the wood for your legs makes anenormous difference.While you’re at the lumberyard, look for wide8/4 cherry with rift grain on its edges and cathedralgrain in the center. You’ll rip off the riftThe grain on the legs should be rift-sawn. See howthe growth rings run diagonally across the endgrain? This ensures your legs will look good fromall angles of the room.lead photo by al parrish; step photos by the author10 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
grain from the edges to claim your legs – save thecathedral in the center for another project.The other critical thing to consider is thedirection of the grain lines on the front faces ofyour legs. Because the legs taper at the top andthe foot, I look for grain lines that have a gentlecurve that mimics this shape. While this soundsartsy-fartsy to beginners, it’s something that goodwoodworkers eventually do on instinct. Developyour instincts now.Prepare your legs with care. I get mine to boththeir final thickness and width using the planer.Then I remove the milling marks with a jointerplane and get ready to cut my joinery.Tips on TenonsThe back apron and all the stretchers are connectedto the legs with mortise-and-tenon joints.Selecting your stock for these parts also requiressome thought. For the back apron, pick somethingugly and sappy but straight. No one will see it.For the two bottom stretchers, pick pieces withquartered or rift grain. You want straight lines,not curves, down there. And for the curved frontstretcher you want to be a little picky. You can usequartered or flat stock here, but I’d look for somethingthat mimics the curve. Remember: Peopleare going to be looking at this part a lot.All the tenons on this piece are 1 1 ⁄ 4" long, 1 ⁄ 4"thick and have 7 ⁄ 16"-wide edge shoulders. Becauseof the consistency and quantity of the tenons onthis server, I like to cut them using a dado stackin the table saw.The key to accuracy with this method is to uselots of downward pressure during the cut – theblades push your work up. And test each tenon ina sample mortise. If it doesn’t fit, run it over theblades a second time.Table saw gospel is that you shouldn’t use therip fence and miter gauge in tandem. This is thegrand exception for me. This cut is safe becausethere is no wood trapped between the blades andthe rip fence.The tenon for the back apron is too wide for asingle tenon. The resulting mortise wall from asingle tenon would be significantly weakened. Soyou need to split the tenon. Yes, you could rig upsome jig on your table saw. Or you could handsawthe 1"-wide waste out and be done with it.Now bundle your legs together and mark outwhere all the stretchers and apron go. Then useUse a dovetail saw or other rip-tooth saw to firstdefine the edge cheeks of your twin tenons. This isa good way to warm up your sawing skills.After you have cut all the cheeks, raise the bladesand form the edge shoulders. The trick here is toensure your fence is 90° to your table. If it’s not,your shoulders will be mis-cut and ill-fitting.your actual tenoned parts to lay out the locationsof your mortises. There’s no need to measure– that encourages error.Cut all your mortises. Make them a shadedeeper than 1 1 ⁄ 4". This gives you a little room forexcess glue, plus the tenons are easier to fit if theydon’t hit bottom.A Bit Crazy on the CurveThe curve on the front stretcher has to be perfect.If it’s not centered and smooth, it will bug youfor the rest of your life. Normally for a broad andshallow curve I’ll lay it out using a flexible scrapbent between nails. But for this curve, I built atrammel from a scrap to get a smooth swoop.Clean up the waste that you couldn’t get withyour saw by using a chisel. I prefer a narrow toolfor this operation because it requires less effort topush forward than a wide chisel.Remove the waste between with some sort of frame saw. This is a bowsaw. You also could use a copingsaw – or just bash the waste out with a chisel.I mark out my mortise locations using my completedtenons. When I mortise the legs, I removethe pencil line with my chisel. That gives thetenon a little bit of room to move during assemblyso I can line things up.woodworking-magazine.com ■ 11
This is quick to do. And it’s accurate if youfollow these steps. Find a stick long enough foryour trammel. Drill a 1 ⁄ 4" hole at one end for thepencil. Whittle the pencil just a bit until it fitssnugly in the hole.From the tip of the pencil, measure yourcurve’s radius (45 7 ⁄ 8"), and mark that length onyour trammel. Drive a screw through the trammelat that point.Clamp your stretcher to your benchtop andscribe a centerline across its width. The next stepis critical: Use a square to shift the stretcher soit is exactly 90° to your benchtop’s front edge.Now position the screw’s tip so it’s in line withthe centerline and the pencil’s lead is on yourcenterline. Strike your arc.Dovetail the RailThe thin rail above the drawers is joined to the legswith a single dovetail at each end. The dovetailsare 1" long and are rabbeted on the underside tomake it easy to lay out the mating socket. Firstcut the sloped edges (I used a 1:6 slope).Saw the edge shoulders. Then saw a 1 ⁄ 8" rabbeton the underside. This should be no problem forany fine-tooth Western saw or dozuki.Then lay out the socket on the legs. The rabbeton your rail will allow you to easily hold thepiece in position as you trace around it with aknife and pencil. Mark the depth of the socketthen saw out its extents.Clamp the leg down to your benchtop andbrace the foot of the leg against a bench dog or astop. Then chisel out the waste, working down.Pop the waste out by driving the chisel into theend grain.“If you can’t saw a straight line at anangle, then you shouldn’t be practicingcutting dovetails – you should bepracticing sawing.”— Jim Kingshott (1932 - 2002)“Dovetails” DVDAssemble the BaseThe end assemblies on this server are odd. Thebottom stretchers are tenoned into the legs, butthe side panels at the top are not. The grain onthese side panels runs vertical, so tenons aren’tadvised. I joined my side panels to the legs withglue alone. It was easy.Picking the stock for your side panels isn’tas critical as it is for some other parts, but thereare some details to think about. On the prototypeI built, I glued up each side panel from twonarrower boards and went for a bookmatchedlook. On the second version I built, I found some14"-wide lumber and made the side panels fromIf you’ve measured your radius correctly there should be a small flat remaining at the ends of your curve.This is intentional. It strengthens the end of the curve, which can be fragile.Stickley No. 802 ServerNo. part sizes (inches) material notesBaseT W L❑ 4 Legs 1 3 ⁄ 4 2 1 ⁄ 4 35 1 ⁄ 8 Cherry 2" wide at top; 1 5 ⁄ 8" at foot❑ 2 Side panels 3 ⁄ 4 13 1 ⁄ 2 13 Cherry Glued to legs❑ 1 Back apron 3 ⁄ 4 6 3 ⁄ 4 36 1 ⁄ 2 Cherry 1 1 ⁄ 4" TBE; inset 1 ⁄ 8" from legs❑ 1 Drawer divider 3 ⁄ 4 15 3 ⁄ 4 5 Cherry Screwed to web frame & top rail❑ 1 Top front rail 1 ⁄ 2 1 1 ⁄ 2 36 Cherry 1"-long dovetail, both ends❑ 1 Curved stretcher 3 ⁄ 4 4 13 ⁄ 16 36 1 ⁄ 2 Cherry 1 1 ⁄ 4" TBE; inset 1 ⁄ 4" from front❑ 2 Bottom stretchers 7 ⁄ 8 3 5 ⁄ 8 16 Cherry 1 1 ⁄ 4" TBE; inset 1 ⁄ 2" inside of legs❑ 1 Shelf 3 ⁄ 4 12 1 ⁄ 2 35 Cherry Supported by cleats❑ 4 Cleats 3 ⁄ 4 3 ⁄ 4 11 Cherry Support for shelf, web frame❑ 2 Top attachment cleats 1 ⁄ 2 2 1 ⁄ 2 16 3 ⁄ 4 Wood Glued to back apronTop❑ 1 Top 7 ⁄ 8 18 42 Cherry Optional chamfer on underside❑ 1 Backsplash 3 ⁄ 4 3 3 ⁄ 4 38 Cherry Glued to topWeb frame❑ 2 Stiles 3 ⁄ 4 2 33 Pine❑ 2 Rails 3 ⁄ 4 2 13 1 ⁄ 2 Pine 1 1 ⁄ 4" TBE❑ 1 Midrail 3 ⁄ 4 4 3 ⁄ 4 13 1 ⁄ 2 Pine 1 1 ⁄ 4" TBEDrawers❑ 2 Fronts 3 ⁄ 4 4 1 ⁄ 2 16 5 ⁄ 8 Cherry❑ 4 Sides 1 ⁄ 2 4 1 ⁄ 2 15 Pine❑ 2 Backs 1 ⁄ 2 4 16 5 ⁄ 8 Pine❑ 2 Bottoms 1 ⁄ 2 14 3 ⁄ 4 16 1 ⁄ 8 PineTBE = Tenon on both ends12 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
This dovetail joint is more good sawing practice (and the resultswill never show). Keep it up, and you’ll want to hand-dovetail thedrawer, too.Here’s what the joint looks like before youmark out the socket. And people think handsawingis sloppier than machine work.Many woodworkers will saw over the lineon the end grain on purpose. It makeschiseling out the waste a tad easier. If youdo this, be sure to mark the location ofthe leg’s taper. You don’t want to crossthat line.18"38"34"13ø"1œ"Here I’ve clamped apiece of scrap at mysocket’s scribe line.It helps prevent mefrom crossing thescribe line whenchopping. It’s notfoolproof, but it isfool-resistant.1"1œ"2"16π" œ"42"section, plan2"2"42"œ" Rœ"2"42"2"3œ"13"2¬"34"œ"œ"5∫"6œ"15ø"4ø"4˙"25¬"19ƒ"2¬"1œ"R45ý"ý"36"illustrations by robert w. lang1š"34"section, elevation®"1π"Stickley No. 802 sideboardelevationwoodworking-magazine.com ■ 13
The point is to make all the legs look the same, not to obey some measurement.You can please your eyes or you can please your ruler. I go for the eyes.I use a fence on my planes when every shaving has to be perfect. Usually whenyou joint long edges for a tabletop, you have some extra wood that allows youto correct an off-kilter edge. Not so here.Any sort of soft secondary wood is good for a web frame. I used pine withsome blue stain. Here I’m jointing one edge of a stile right before assembly.Here I’m looking for squeeze-out at my seams. Too much squeeze-out will bea nightmare to clean up in this corner. Glue judiciously.Glue up a panel for the drawer divider. I use yellow glue for these jointsbecause it’s easy to set up these panels quickly.14 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
that. On the second version, I cut my panels soa cathedral was terminating near the top of thepanel. Both servers look good.Once you have your side panels selected andsized, you can taper your legs. Again, you canmake all manner of jigs to make this double taper.Or you can keep it simple. I marked out the taperson one leg. I cut them on the band saw and cleanedup the results with a jointer plane. Then I usedthat as a template for the other legs.If you’ve gotten this far in the story, you’reprobably wondering right now if this project isa bomb waiting to go off. I mean, look at thoseend assemblies. The grain runs horizontal in thebottom stretchers and vertical in the side panels.Won’t this piece tear itself apart?Wood movement aside, it hasn’t been a problemin the historical pieces or in the prototypeI built two years ago. My guess: The legs benda bit.Before you assemble the ends, ensure that theside panels are the exact same size as the distancebetween the shoulders of your bottom stretchers.A plane is a good tool for this sort of work.Glue up each end assembly. I used liquid hideglue to give myself plenty of time to shift my partsaround just so.After the glue has dried in both end assemblies,glue up the remainder of the base. You canuse the tapered offcuts from your band saw asclamping cauls, but I didn’t find it necessary. Donot glue in the dovetailed top rail yet. Drive it indry during assembly. You’ll need to remove it tofit the guts inside the server.The Guts of ItA web frame supports the drawers and squaresup the base. Measure the inside of your base andmake the web frame so it fills that space exactly,perhaps even a little too tight.The web frame is built using the same-sizemortise-and-tenon joints as the rest of the server.Cut your joints, assemble the frame, then levelall the joints (I used a jointer plane).The oddest thing about the guts of this serveris the divider between the drawers. It is very widebut not very tall – that’s because you want it tomove in the same direction as your side panels.So glue up a panel for the drawer divider and getthe sucker dead flat. Any bow or twist will bindyour drawers.Once I get my web frame squared up, I’ll fit it tothe base. Here I’m tracing how much waste I needto remove to get the frame to fit.Then I plane down to the line. Just make sure youdon’t make the web frame into a parallelogramwhen you do this. Keep it square.Fine Fitting for SquarenessThe web frame and drawer divider are the oftforgottenculprits with ill-fitting drawers. If theweb frame racks the carcase, it’s going to be hardto fit your drawers. And if the drawer divider iswarped or is installed cockeyed, you are makingwork for yourself when fitting your drawers.Once you get the web frame to fit, take 1 ⁄ 8" offone long stile to allow for wood movement at therear of the base.I think it’s helpful to clean up as much glue squeeze-out here as possible. This seam is just a tough place towork once everything is glued up.woodworking-magazine.com ■ 15
Reamed holefor screwSome woodworkers go to a lot of trouble to make holes that allow screws tomove (router jigs!). Here’s all you need to do: Drive your bit through the cleat.With the bit spinning, thrust up 1 ⁄ 8"; thrust down 1 ⁄ 8". Done.Rather than measure the notch you need, use the actual rail to mark your cut.Remember to cut next to the line, not on it.This is another place I like to work off centerlines. Strike a centerline across the cleat. Strike a centerline onthe stretcher. Line them up and nail things in place.When planing chamfers across the grain, you caneasily blow out your corners. With such a visiblejoint, I don’t take chances. I shave the corner witha chisel. Then I work the chamfer from the endsand into the middle. This eliminates any chance ofa mishap.Install the web frame by gluing it to the curvedstretcher. Use liquid hide glue if you’re skittishabout getting this joint just right. You don’t wantthings misaligned, because problems will be atricky fix.Once the glue is dry, reinforce the web framefrom below with some 3 ⁄ 4" x 3 ⁄ 4" cleats. Glue andnail the cleats to the web frame. Screw the cleatsto the side panels. To allow some wood movement,use pan-head screws and ream out yourclearance holes.Now you need to get the drawer divider andthe top front rail to mesh together to create squareopenings for your drawers. To position the drawerdivider, I like to work using centerlines. Strikethe centerline between the legs on the curvedstretcher. Then strike the centerline on the thick-ness of the drawer divider. Line them up and that’swhere the part goes.Lay the top front rail in position and markwhere it overlaps the drawer divider. Cut a notchin the drawer divider, then glue the rail in its dovetailsand drive a screw through the rail and intothe drawer divider.Hold the Food; Hold the NapkinsThe shelf and top are the easiest parts to install.However, you should spend extra time selectingand preparing the stock for them. They are quitevisible on the finished product.Install the shelf with cleats using the sametechnique you used to install the cleats below theweb frame. Glue and nail the cleats to the bottomstretcher. Screw the shelf in place.The top is a little more involved, but not much.I planed a 3 ⁄ 16" x 3 ⁄ 16" chamfer on the underside ofthe top. This is not an authentic detail, but it doeslighten the appearance of the top a bit.To complete the top, glue the splash in place.You can use some sort of mechanical fastener toalign the parts, but I don’t think it’s necessary.Apply glue to the bottom edge of the splash andclamp it to the top.The final detail for attaching the top is to createa way to attach the top to the base. At the frontof the server, you can screw up through the frontrail and into the top. At the rear of the case, youhave a couple options. You can use pocket screwsthrough the back apron (which I used on the prototype)or you can glue in a cleat to the rear andscrew through that.16 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
SuppliesLee Valley Tools800-871-8158 or leevalley.com2 ■ 50mm ring pulls#01A61.50, $4.20/ea.Price correct at time of publication.Two important details: Apply most of the glue toward the rear of the top. This will reduce squeeze-out atthe front of the splash. Second, I think it’s a good idea to clamp this assembly to your bench. Adding yourbench’s thickness into the equation spreads the clamping pressure along your joint line.I use a moving fillister plane to cut the shallow rabbeton the inside of the drawer sides. Each jointtakes about 15 seconds to make. Each joint savesme several minutes of fussing around with my tailboard to line it up with my pin boards.The temptation is to glue the cleats to the sides so they will act as kickers for the drawers. You’ll run intosome wood-movement problems if you do that. If you are going to install drawer kickers, I’d nail them tothe underside of the top once the case is together.And the DrawersEvery woodworker builds drawers differently, so Iwon’t waste too much ink describing my process.I build traditional American dovetailed drawerswith sides and bottoms that are 1 ⁄ 2" thick.The sides are dovetailed into the drawer’sfront and back. I use through-dovetails at therear and half-blinds at the front. The drawer’sbottom slips into a 1 ⁄ 4" x 1 ⁄ 4" groove in the sidesand the drawer front. The bottom, which is beveledon three edges, slips under the drawer’s backinto its groove.The one non-traditional thing I do is that Imake a shallow 1 ⁄ 8" x 1 ⁄ 2" rabbet on the tail boards.This helps me register the tail board against thepin board when I am transferring my layout. Ihave found that this is worth the time it takes meto cut the rabbet (by hand).A Finish as Simple as the PieceCherry makes its own stain. Sunlight and oxygendo a better job of coloring cherry than a pigmentor dye could. To jump-start the natural coloringprocess, I applied a coat of boiled linseed oil tothe project and allowed things to bask in the sunfor a day. A little UV goes a long way.After the oil cured for a couple weeks, I applieda protective topcoat. A wiping varnish or a lacquerfinish are both good choices for a server. Thispiece will take some abuse from heat and moisture,though nothing like your dining table.After I finished the prototype, I was torn aboutthe hardware. I had planned on using some handhammeredcopper stuff that looked straight outof 1907. But the more I thought of it, the more Ithought I needed something lighter. A trip throughmy grandmother Jean’s books (yes, I inheritedsome of them) convinced me that some Asianinspiredring pulls would be just right.Though I don’t think she was right about Arts& Crafts furniture, Jean was always right aboutdrawers. wm— Christopher Schwarzwoodworking-magazine.com ■ 17
Modern Wave-form MouldingsA new method for making an old moulding, and techniques for making multiple cuts quickly.Wave-form mouldings look like a product ofthe machine age, but this decorative style goesback much further. Joseph Moxon describes a“waving engine” in his “Mechanick Exercises,” adevice that required one worker to pull the mouldingthrough a device dozens of times to scrapethe profile to its finished shape.I wanted to replicate the look with contemporarytools, and while the results aren’t quite asintricate as some historic examples, I was ableto use my router table to generate some interestingpatterns in what was otherwise some blandlookingwood.The patterns are a combination of clean andprecise cuts made repeatedly in the face of thematerial. There is a randomness present that is akey part of the finished piece. This variation inthe spacing of the cuts keeps the finished mouldingfrom appearing too mechanical.I prepared several more pieces of stock than Ineeded to allow for some experimentation with mysetups and processes. If you follow my process, Iwould recommend preparing twice as much stockas you think you’ll need. This type of mouldingis typically used in small pieces, such as framesor boxes, so it’s is a great way to use small piecesand stuff with not-so-attractive grain.Running the modern-day “waving engine”is a basic process with several steps. None of thesteps is very demanding, but a momentary lapsecan mean starting over unless you have someextra pieces to use. After selecting a cutter anddetermining the spacing, the face of the stock ispushed into a spinning cutter at the router table,then moved off the cutter.Two sets of guide lines are made on the routertable fence and with each cut, the end of the boardis moved down one mark. The hard part is rememberingwhich set of marks to use. If you look atthe pictures, you will find that each row of cuts is“The only thing that interferes with mylearning is my education.”— Albert Einstein (1879 - 1955)physicistThese intricate-appearing mouldings were made with common tools and aligned by eye to a markedlayout. A complicated jig could have been made to space the cuts precisely, but that would have takenseveral times longer and destroyed the random character of the moulding.offset from its neighbor by about half the lengthof the individual cut. The effect is a pattern that isreminiscent of brickwork or basket weaving, andthis semi-regular irregularity makes producingthese mouldings more art than science.Cutters for ScoopingI used router bits that are typically used for cuttingslots. The square-ended cuts were made witha 1 ⁄ 4"-wide slot-cutter. These are available frommost suppliers in diameters of 1 1 ⁄ 2"-1 7 ⁄ 8". In additionto the width I used, similar cutters are availablein a number of sizes. These could be used tomake the finished surface more varied, and thereare also cutters available that stack or adjust tomake varied widths.The round-ended slots were made with onehalf of a set that is normally used to make matchinghollow and round edges for strip-built canoes.Of course, both the square and round-edge cutscould be combined, as can cuts of differentwidths, if you’re willing to change bits in themidst of production.For your first attempt, I recommend keepingphoto by al parrish18 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
things simple by making all the cuts the samewidth until you are familiar with the process.After deciding on a router bit and the width ofcut to make, the depth and length of the cut aredetermined. Each of these dimensions is a functionof the other. I decided on a depth of about 1 ⁄ 4",and after setting the fence of the router table toachieve that depth, I measured the length of thecut with dividers.On a project such as this, numbers becomea cumbersome and time-consuming method ofmeasuring. Setting the dividers by eye and steppingoff increments is far faster. Each cut is separatedfrom the next by a flat space of about 1 ⁄ 4"long. This dimension is, of course, a matter oftaste, so decide what looks right and set the dividersto the actual length of cut, plus the amount ofspace in between cuts.I placed a strip of painter’s tape on the fenceto protect the surface, and rotated the cutter untilthe edge of the bit was in line with the fence. I thenplaced the dividers with one point on the end ofthe cutter, and drew a mark where the other legmet the fence.I continued marking along the fence until Ireached the end. Make at least one mark on thefence on the other side of the bit, working fromthe point where the face of the fence aligns withthe edge of the bit as before. I made a second setof marks working from the middle of the firstset. I made the first set of marks in pencil andthe second set with a red pen so that it would beeasy to differentiate between the two.Built for SpeedIf the moulding is designed with an even numberof rows, pairs of rows can be milled with thesame height setting of the cutter. An odd numberof rows can be used, but one row will need to beperfectly centered in the width of the stock.Cut your stock to a width that allows for all therows, and the spaces in between. There is nothingwrong with non-uniform spacing between therows, but leave enough room for at least a heavy1⁄ 16" between them. Anything less than that willlikely be too fragile.After routing one complete row, the boardis flipped end for end, and the matching row iscut. These cuts will come close to lining up providedthat the overall length of the workpiece isan increment of the distance between the pencilmarks on the fence.The easy way to set the depth of cut is with a combinationsquare. Set the blade at the desired incrementand when the bit kisses the blade, it’s right.The first mark is made from the point in the cuttingarc that intersects with the plane of the fence.You can measure the distance and multiply ifyou are a glutton for numbers, but it is far easier touse a stick, hold it to the fence and mark the lengthdirectly. Cut several pieces to that length, and youare ready to begin milling. Choose your ugliestpiece of material for the first cuts. It will take a tryor two to develop a feel for the technique.Practice the motion you will make before turningon the router. Line up the far end of a boardwith the last mark on the fence. Place the fingersDividers make measuring and marking numberless.Set the points to what looks right and step offthe spaces.Continue stepping off the marks with the dividersuntil you reach the end of the fence.Swing forthe fenceTo ensure that the rows are cut in matching pairs, the length of the materialshould be a multiple of the wavelength (the cut itself and the space inbetween).Cuts are made by swinging the work into the fence; gripping the wood toprevent lateral movement gives good control.woodworking-magazine.com ■ 19
Keep track of where you are by using two stacksof material as you work through the progressionof cuts.Begin each cut by placing the end of the boardagainst one of the marks on the fence.illustration by the author¬"¬"of your right hand around the end of the board tokeep it from moving laterally to the right. Withyour other hand, swing the board into the fence.When you do this for real, stop briefly when theface of the board meets the face of the fence, thenswing it back.It may seem strange to be working with theboard on its edge, but the cut being made is verylight, and it’s easy to maintain control. But if thismakes you nervous in any way, you can temporarilyattach a couple thick blocks of wood to the backof the workpiece. This will give you a surer gripand will prevent the piece from tipping back onedge, but it will slow down the process considerably.If you have a variable-speed router, throttleback the speed about halfway. This will reduceany burning and the chance of losing control ofthe work.Complete the cut by swinging the other end gentlyagainst the fence. Swing it back out and moveto the next mark.1ø" 1ø"1¬"Layout is simple and minimal. The distancebetween the end of one cut and the next is equalto the center-to-center distance.Get RhythmAs you near the end of the first row of cuts, changeyour end reference to the left-hand end of theboard, and use the marks on the left-hand fence.The motion will be the reverse of the cuts madeso far. Place the left end of the board against thefence and swing the right end in and out. Keepyour fingers a safe distance from the spinningcutter at all times.Cut one row, flip the board end for end to cutthe second row and repeat this process for all ofthe pieces being milled at one time. I found ithelpful to stack uncut material on one side of thetable, and place it in a stack on the other side asthe cuts were completed. When both rows of slotshave been milled in the entire stack, it’s time toadjust the height setting of the router bit for thenext run of cuts.Bear in mind that the cutter needs to travelvertically the width of the cutter, plus the widthof the desired gap, to change height settings forthe next row. It is helpful to draw the row layoutsomewhere before you start, and compare that tothe cutter height as you change settings. Mis-settingthe cutter will have dire consequences; therisk is wiping out the space between rows of cutsor at the edge of the material.After making a few rows of cuts, you’ll likelyestablish a rhythm of cutting. This helps to speedthe work, but it also can be hypnotic. Focus onwhere your hands are at all times and pay attentionto make certain you haven’t left a piece outor missed a cut within a row. It is possible, butnot easy, to go back and correct missed cuts. Atthe end of each round of cuts, check your work.Going back and resetting the height adjustmentof the bit is time-consuming.The condition of the bit is crucial to the qualityof cuts. If you are using a bit that has somemiles on it, clean off the crud and touch up theface of the carbide with a diamond hone, makingan equal number of strokes on each cutter. Ifyou experience any burning, speed needs to beadjusted somewhere in the process – either therotation speed of the bit or the speed at which youmove the material.Some species of wood may be prone to tearoutas half the cut is made with the bit enteringthe wood, and the other half with the bit exiting.And within a given species, tight, straight-grainedwood will work the best. For this article, I usedwalnut, and with sharp bits and moderate rpms,tear-out was insignificant.I used this material to make the picture framesfor the article on the following pages. Because Iknew there would be some sanding after assembly,I didn’t do anything to the surface until then.When I did sand, I found that hand sanding with asanding sponge worked well both for smoothingthe flat areas between the cuts, and for breakingthe edges at the perimeter of the cuts. For theareas below the surface, I decided to leave wellenough alone. WM—Robert W. Lang20 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
MakingFramesSooner or later, someone willask you to make a pictureframe. Here is how to getit right the first time.Picture frames are one of those woodworkingprojects that we all assume we know how tomake. After all, a frame is only four pieces ofwood mitered together – isn’t it? And there’s apiece of glass of course, along with the mat andsomething behind it. Framing is actually a specialtywithin woodworking, and the people whodo it all the time have it pretty well figured out.This article will review the basics so you don’tneed to reinvent the wheel.The drawing below at right shows the parts ofa standard frame. The glass fits within a rabbeton the inside edges of the wood frame members.Behind the glass are, in order, the mat, the imageand a piece of foam board. These should all fiteasily in the opening without being forced; glazierpoints driven into the wood from behind thefoam board hold everything together.If you want to take do-it-yourself to anextreme, you can cut your own glass and mat.But to get good results, you will need some specializedtools. So unless you plan on making lotsof frames, you are better off simply buying precutmat and glass. You can purchase these either at aframe shop (pricey) or a large crafts store (prettyreasonable). I made two frames for this article,and I started with 8" x 10" printed photos. Theglass, mat, foam board and hardware cost about$10 per frame.There is a good reason to stay with standardimage sizes if you can. Most sources, such asMichael’s or Hobby Lobby, stock glass and matsprecut to fit 5" x 7", 8" x 10" and 11" x 14" images.I saved time and money by pulling precut glassand mat board from a bin, instead of having themcustom cut at an odd size.Tight corners and clean joints are the hallmarks of a quality frame. Deceptively simple in concept, yetdemanding in execution, it is only simple to assemble a frame if all the parts are near perfection.The foam board that goes behind everythingis sold in pieces, and the common size found instores is 20" x 30". It isn’t expensive, and youcan easily cut it with a table saw. Without a tablesaw, it can be cut with a straightedge and a utilityknife by making repeated passes alongside thestraightedge.Most woodworkers assume that the rabbet inthe frame needs to be both wide and deep. Pictureframers realize that you only need enough widthto keep things from falling out; 1 ⁄ 4" is plenty. In theother direction, you want to keep the image closeto the outer face of the frame. I cut my rabbetsGlassmatimagefoam boardcomponents of a framePHoTo BY AL PArrISHILLuSTrATIon BY THe AuTHorwoodworking-magazine.com ■ 21
in the frame stock 1 ⁄ 2" deep, leaving about 1 ⁄ 4" ofmaterial at the show face of the frame.The rabbet in the back of the frame material doesn’t need to be wide, but it must be deep enough to fitthe glass, mat and foam board.An accurate cut is essential. Check with a goodsquare, holding the angled piece up to a sourceof light.Check an assembled corner to be certain it issquare. Place the material on a flat surface and usea reliable square.Be ConsistentIf the profile of your frame material isn’t consistent,it will create problems at some point incutting and assembling the frame. Square stock,such as the wave-form mouldings I used, shouldbe as straight, flat and square as possible.If you’re making a frame with a shaped profile,use featherboards on the router table when youmill the profiles. Variations may not be noticeablein a stick of frame material, but they will bescreaming for attention when two parts meet ata mitered corner.The miter cuts also need to be as close to perfectas you can make them. A fraction of a degreemay not seem worthy of concern in one cut, butthere are eight edges in a mitered frame to putagainst each other. “Close enough” times eightbecomes an ugly gap when you try to close thelast corner.Make some test cuts and check them with areliable square. When you think your saw is cuttinga good 45˚ angle, place two pieces together ona flat surface, such as the table of your table saw.Check the assembly with a good square. You cancatch a variation you may have missed becausethe error will be doubled at the corner.If your saw setting is 1 ⁄ 64" off the correct angle,you might miss it. A 1 ⁄ 32" gap in the corner will beeasier to see. If you don’t fix that tiny error beforeyou cut all of the pieces, you will have 1 ⁄ 8" of spaceto deal with at the last corner of the frame.The length of the individual pieces is as importantas the angle. Parts on opposite sides need tobe exactly the same length to avoid gaps. YouCalculating the length you need can be confusing. Mark your stock directlyfrom what will fit within the frame.A stop block on the miter saw will keep your parts at a consistent length.22 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
can try to force them together at the end, but thechances of success are slim. Closing a gap on onecorner opens another one at a different corner.Instead of measuring, place the mat in the rabbet,and mark the stock directly. Make the 45˚ markfrom this point, and leave 1 ⁄ 16" or so of extra room.Set up a stop on the miter saw so you can repeatthe exact length.It’s fashionable among handplane aficionadosto make a shooting board to fit the miters. With adecent blade in the miter saw, you can set a stopfor the length. If you make sloppy cuts and try toshoot the miters, you will need to reference onepiece off another to make them equal lengths, thenadjust the rabbet with a shoulder plane. Glasssmoothsurfaces on the miters may be impressive,but they won’t show in the finished frame. Gapsfrom varying lengths will.You Need to Have Some PullUnless the frame is extraordinarily large, gluedbutt-miter joints will have sufficient strength. Gettinga good glue joint requires some extra care asthe nature of the wood cut at an angle introduces aproblem. The gluing surface is mostly end grain,and glue tends to wick into the wood and awayfrom the joint. Coat the surfaces with glue andleave them alone for five or 10 minutes.This sizing coat will allow a second coat ofglue, applied just before jointing, to do its job. Theangled cuts also tend to slip and slide as clamp“The truth is more important thanthe facts.”— Frank Lloyd Wright (1867 - 1959)architectpressure is applied. It isn’t the same situation asgluing a square end to a straight surface. Specialclamps, such as the spring clamps shown in thephoto below, pull the faces of the joint toward oneanother, and are more effective than the clampsyou use every day.Some framing clamps hold the pieces at aright angle, but don’t exert any pressure acrossthe joint. These are fine if a fastener, such as anail or brad, is used to pull the joint tight. Withouta fastener, they are good only for positioning– they can’t press the parts against each other as aclamp should. Don’t be afraid or ashamed if youdecide to use nails. Drive them in from the topand bottom rather than the sides of the frame andthey won’t be obviously visible.The glue joints should be given ample time todry. Wood glues dry in stages; you may be able toremove the clamps within an hour, but the bondwon’t achieve full strength for a much longerperiod. If you use good old yellow glue, let it sitovernight before doing anything to the frame thatmight stress the joints.When the glue has dried, you can sand theframe and finish it. On flat stock, use a plane ora flat sanding block to level the surfaces at thejoints. On a moulded edge, you can roll a piece ofsandpaper into a tube, or wrap it over a sponge orpiece of foam. Work carefully to bring the highersurface down to the level of the lower surface.I like to keep the glass, mat board and imageout of the shop until the frame is completelyfinished and I’m ready to assemble it. Dust or agreasy fingerprint on the image or the inside ofthe glass will mean taking the assembly apart.Put a pad on your bench and lay the framefacedown on the pad. Next, drop in the glass, matboard, image and foam board. Glazier points arethe preferred way to hold everything in the frame.Place them flat on top of the foam board and pushthem into the wood. There is a special driver forthese points, but if you don’t want to buy a toolfor one task, you can push in the points with theend of a common screwdriver.A hanging loop is screwed to each of the verticalframe parts, and a length of braided wiregoes between the loops. Twist the ends of thewire around the loops to secure it. If the frame islarge or heavy, add a third loop in the middle ofthe bottom frame member and run the wire in atriangle around all three loops. This will take theweight of the frame off the joints at the bottomand transfer it to the wire. WM— Robert W. LangSize the joints bybrushing on a coatof glue and walkingaway for five or 10minutes. Apply asecond, thin coatjust before youclamp.The right clampswill make a worldof difference. Thesespring clamps pullthe pieces towardone another, so thejoints are tight andthe pieces don’tslide around.There is a specialdriver made forglazier points, butthey can also bepressed into thewood with thetip of a commonscrewdriver.Braided wire istwisted around theloop in the hanger,and the hanger isheld in place witha screw.woodworking-magazine.com ■ 23
TuningTenonsBefore you can make yourtenons fit ‘just so,’ you needto understand the strengthsand weaknesses of the jointso you can exploit them.When it comes to tenons, there are reams ofrules and scientific data that will tell you exactlyhow big each tenon should be for every application,glue and wood species.If you try to follow these rules, however, you’llbe doing so many calculations that you’ll neverget any woodworking done. So let me boil downthe last 60 years of research for you:1. With tenons, wider and longer is stronger.2. Never cheat the face cheeks.3. Shoulders add strength.While these might sound obvious, there area lot of things you can do with these three ruleswhen making and fitting tenons that result in thestrongest joint possible and the absolute tightestfit at your shoulder.So let’s look at exactly what gives the tenonits strength so we can take away any unnecessarywood that might be interfering with the jointclosing properly.A Brief Dip in the DataWe’re not a peer-reviewed scientific journal, so Iwon’t take up your time with citations and footnotes,but here is the current thinking on tenons,based on research that goes back to 1949 andinvolves the testing and destruction of hundredsof sample joints by researchers.Studies done in 1949 and 1986 concluded thatthe strongest joints happened when there was aclose fit between the tenon and its mortise. Whilethis might not sound like headline-grabbing news,there is some interesting data here. The 1986 studyA tightly fit tenon is key to lasting strength. How you get there is a matter of choice, and all our choicesinvolve hand tools: a shoulder plane, a Shinto rasp, a chisel or a float (not pictured).concluded that you could get significant strengthwhen your tenon was undersized by as much as.008" and oversized by as much as .012".That range covers a wide spectrum. When Iprepared tenons that were .008" undersized andshowed them to the staff, everyone declared theywere “too loose.” And .012" oversized tenonswould go together only with heavy mallet blows(if at all). Most research favors tenons that areno more than .002" oversized or undersized. Thejoint should hang together without glue.When deciding on your tenon size, both itslength and width matter. Of course, this makessense when you think about it because addinglength and width increases the gluing surfaceof the tenon’s cheek, which is the joint’s mostimportant bonding surface.This tenon’s face cheeks are about .008" thinnerthan its mortise. Though government researchsays this joint will develop sufficient strengthwhen glued, it seemed too loose to the staff.photo by al parrish24 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
Tenons: The Critical Detailsmake mortise Ð" deeper thanthe length of the tenontenon length5 x tenonthicknessendtenon thickness1 /3 of stock thicknessResearch shows that gluing both surfaces is superiorto gluing just the mortise.So you might think: Why should I add edgeshoulders? Wouldn’t tenons without edge shouldersbe the strongest of all? Nope. A 2005 studyfrom Forest Products Journal concluded thattenons with edge shoulders were 20 percent stifferthan tenons that were without shoulders but werethe same length.One more fact about tenons: The joint isstronger if you glue both surfaces, according toresearch from the 1960s published in FurnitureDesign and Manufacturing <strong>Magazine</strong>. Applyingglue to both surfaces ensures – without a doubt– that both surfaces have absorbed the glue, whichis the key to good adhesion. Many woodworkers(including this one) have skimped on this detailto avoid squeeze-out.How to Bend the RulesNow that we know what makes a strong tenon (bigface cheeks), we also know what doesn’t affectthe strength of the joint (all the other parts). Sowe can shave at those parts to improve the fit ofour joints if need be.Take a look at the diagram at right and youcan see you have a lot of options. If a joint won’tclose, there are two places to begin your investigation.look in the bottom of the mortise. Manymortising techniques leave a ragged mortise floorthat is a nest for loose chips. root around in therewith an awl and clean out the corners. (If youhave glue open, the emergency fix is to cut yourtenons 1 ⁄ 8" shorter.)better yet, avoid the problem next time. Makeyour mortise 1 ⁄ 8" deeper so that your joint willclose, even if your mortise looks like a frat houseon Monday morning. This 1 ⁄ 8" space is also handyif you’ve used too much glue – the glue will fill thebottom of the mortise instead of squirting (yes,squirting) out of the joint at the shoulder.The second place to investigate is your faceand edge shoulders. look for unintentional humpsor try to determine if your shoulders are angled.I use a chisel that is sharpened dead square forthis. The cutting edge and one long edge makean effective square. The long edge alone makesan effective straightedge.face cheekfaceshoulderanatomy of a tenonyou can undercut these shoulders with achisel – as long as your cuts don’t extend to thevisible part of the shoulder. I usually stay about1⁄ 16" away from the visible edge. plunge in witha chisel and remove a triangular chip that is 1 ⁄ 16"at its thickest.Another problem you’ll encounter when fittinga tenon is that its rail won’t go where it needs togo in your finished assembly. A good example iswhen you cannot get the rail flush to the end ofthe stiles of a door. The problem is usually thatthe edge cheek is too beefy and is interfering withYour cutting tools can be measuring tools as well.The tip and long edge of a chisel makes a goodsquare. The long edge alone makes an effectivestraightedge. Note the undercut shoulder.edge cheekedgeshouldercriticalgluingsurfacestockthickness œ"ideal mortise depthnon-criticalsurfacescritical tenon partsthe tenon going where it needs to go. So chisel offa shaving from the edge cheek – that area doesn’tcontribute significantly to the joint’s strength.Fixing Those Cheekshowever, most of the tenon tuning happens onthe joint’s face cheeks – that’s where the tolerancesare close and the stakes are high. There area variety of tools and techniques to use. Most ofthese tweaks are hand-powered. Even if you cutyour tenons with power equipment, we think yourjoints can benefit from some hand-tuning.I like to use a narrow chisel to undercut my shouldersbecause it’s easier to plunge into end grain.If you think this cheating, remember that yourancestors were consummate cheaters.IlluSTrATIONS by rObErT W. lANgwoodworking-magazine.com ■ 25
One common tool used for this process is ashoulder plane. (Though this tool’s name suggestsit is used for tenon shoulders – and it is– the sucker also excels at tuning the cheeks.) Forthis reason, we recommend most woodworkerspurchase the large shoulder plane. These toolsare 1 1 ⁄ 4" wide, which means they will shave thestandard 1 1 ⁄ 4"-long tenon in one pass. Plus, theselarge tools have more mass, which makes themeasier to keep in the cut.Set your tool to remove a predictable amountof material. We think .001" is a good target. Besure to count your strokes when you work a facecheek and remove the same amount of material onthe opposite face (unless you are trying to offsetyour tenon’s face).The ergonomics of a shoulder plane are similarto that of any handplane. You need to shift yourhand pressure as you plane or you will make awedge-shaped tenon.There are many less-expensive ways to tunea tenon effectively. Senior Editor Glen D. Hueyuses a replacement blade for a Shinto saw rasp($16 from Highland Hardware, highlandwoodworking.com). This clever device is 10 hacksawblades riveted together. One side has a grid of 11points-per-inch (ppi) teeth. The other side is agrid of 32 ppi teeth.Glen orients the tool so the coarse teeth areon the cheek and the tool cuts on the pull stroke.He uses almost no downward pressure. The toolis 1 1 ⁄ 8" wide, so he has to shift the tool in and outto surface the entire length of an 1 1 ⁄ 4"-long tenon.One more detail: If you are doing a lot of tenons ina day, Glen recommends you wear gloves.For fine-tuning a fit, he’ll sometimes switchto the fine side of the rasp. The tool is ideal forcheeks because it won’t cut the shoulder as youwork – like a traditional rasp will.“A home workshop can be a cheappsychiatrist, especially if we let go ofour grim purposefulness and just enjoywhat we are doing.”— Gene Schnaserfrom “The Home Workshop Planner”Another tool you can adapt for trimming atenon cheek is a float. Floats are traditional toolsthat were commonly used in planemaking orin cleaning out through-mortises. They are, inessence, like a saw with a very wide sawplate.Like the Shinto saw rasp, a float is superiorto a traditional rasp in that it won’t damage thecritical shoulder of the tenon because it has a“safe edge.” Senior Editor Robert W. Lang likesto use the 3 ⁄ 16" bed float from Lie-Nielsen Tool-Put all your pressure on the toe and above thecutter. As you push the tool forward, pivot thisweight so you end up with the pressure over thecutter and the rear of the plane.Here you can see the teeth. Orient them so theycut on the pull stroke.works ($60, lie-nielsen.com). He tuned up hisfloat by stroking the teeth with a triangular sawsharpeningfile.The float cuts on the push stroke. To improvehis control, Bob uses two hands: One on the handleand one at the toe. As a result, he needs to keepthe work clamped firmly to the benchtop.Bob says he thinks the float cuts faster thana shoulder plane and offers more control. Thedownside to the float is that it’s 1" wide, so it cannothandle a 1 1 ⁄ 4"-long tenon in one pass.Final ThoughtsThe funny thing about traditional rules and toolsis that sometimes there is no reasonable explanationfor why they exist. (Why do woodworkerswho don’t cut dovetails use bevel-edge chisels?)But sometimes, the traditional rules are ingrainedin a craft because of centuries of trial and error.When a tenon gets longer than 1" and beforeit reaches 1 1 ⁄ 2" in length, it gets incredibly strong– it can withstand about 4,000 in./lbs. of pressure.And the tenon reaches a point where it becomes asstout as the stile it’s attached to. But every pieceof work is different. There isn’t one single hardand-fastrule in this sort of work.The Shinto saw rasp is a bundle of 10 hacksawblades that can shape a cabriole leg or tune up atenon cheek with ease.A two-handed grip ensures you won’t round overthe face cheek of your tenon. Push forward firmly– and don’t forget to clear the teeth occasionally.Floats have wide, saw-like teeth. There are a varietyof shapes and sizes available for many shapingand cleaning tasks.In other words, absolutely nothing has changedsince the first English instructions for the jointwere written down in 1678 by Joseph Moxon:“You must take care in mortising and tenoning,that as near as you can equalize the strength of thesides of the mortise to the strength of the tenon,”he writes. “(B)ut because no rule is extant to do itby, nor can … a rule be made, therefore this equalizingof strength must be referred to the judgmentof the operator. Now to the work.” WM— Christopher Schwarz26 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
New Drawbore PinsWe review four newexamples of a very old tool.They’re all a little different.Here’s how to pick the onethat’s right for your work.There are some days when a quick séance witha departed cabinetmaker would make our woodworkinglives a lot easier. If any of you have anyspecial powers, let me know. We need to ask Englishwoodworker A. J. Goddard about his set ofboxwood-handled drawbore pins.After purchasing a matched pair of antiquedrawbore pins with his name stamped on them,I’ve used them to assemble many mortise-andtenonjoints, but I still don’t fully understand whythey are the way they are.Both tools have tapered octagonal handles,which make them great for twisting in and out ofa joint. Both have the same metal bolster. But thetapered metal shank of each tool is different.On one of them, the shank is a simple taper– it’s a 6"-long cone of steel that tapers from .165"at its tip to .430" at the bolster. On the other tool’sshank, the raw measurements are the same, butthe taper is different. Instead of being a simplecone, the shank appears to be in the shape of an“eccentric cone.”What’s an eccentric cone? That’s when the tipof the cone is offset from the center. The result isthat the shank has one area that is a flat, straightline – no taper.Both tools work well, albeit they work a littledifferently. Their different shapes make me wonder:Was this difference intentional? Or has oneof the tools been bent during its years of service,which turned the standard cone into an eccentricone?Many woodworkers are asking themselvesthese same questions now because four tool manufacturershave started making drawbore pins forcabinetmaking operations. Some of these toolsuse a standard cone; some use an eccentric one.We decided to take a look at all four brands toDrawbore pins make the job easier. They test the fit of your joint and ease the path of the wooden peg.see if we could find meaningful differences thatyou should consider when you purchase drawborepins or make your own.A Bit About the JointThe process of drawboring is used in many trades,from woodworking to bridge building to automotiverepair and restoration. We wrote an articleexplaining the process in our Spring 2005 issue(“Drawboring Resurrected”), and the article isnow available for free on our web site.In essence, drawboring is where you bore ahole through your disassembled mortise. Thenyou drill the same-size hole through the tenon,but you locate that hole a little bit closer to theshoulder. The result is that the two holes are offsetwhen the joint is assembled.Insert the steel drawbore pin through bothphoto by al parrishwoodworking-magazine.com ■ 27
holes to tighten the joint and to slightly deformthe hole in the tenon. Check the fit of your components,remove the steel pin, then drive in atapered wooden peg through the hole. The peglocks the joint together, reducing your need to relyon clamps or glue to keep things tight.It’s a useful technique. And though you don’thave to own a drawbore pin to do the operation,the steel pin helps ensure the process will gosmoothly with fewer catastrophic failures.The Center of EccentricityEnglish toolmaker Ray Iles makes his drawborepins in two sizes, and both have eccentric shanks.The smaller tool is best for furniture. The shank is7 1 ⁄ 2" long and tapers from .160" to .365". I foundit ideal for pegs that are 1 ⁄ 4" and 5 ⁄ 16" in diameter.His bigger tool is better suited for making the bigstuff – workbenches, sash and entry doors come tomind. Its shaft is about 8 1 ⁄ 2" long and tapers from.210" to .475". It’s ideal for 3 ⁄ 8"-diameter pegs.So how do you use the eccentric shank? Aftermaking about 20 joints with the small Ray Ilestool, here’s what I found. When your tenon isinside its mortise and your holes are offset, thereare three points of contact for the drawbore pin.One point is the rim of the hole in the tenon thatis closest to the end of the tenon. The other twoç"1"µ"œ"drawbore pincontacts hereand here¬" holea typicaldrawboreillustrations by robert w. langpoints are the surfaces of the hole in the mortisethat are close to the joint’s shoulder.When I inserted an eccentric-cone shaft andtwisted the tool down, the joint tightened upwhen the flat side of the cone was against thetwo points in the mortise, and the tapered sectionof the cone was against the rim of the tenon. Thenice thing about the eccentric cone was that whenyou pushed straight down, the pin didn’t deformthe hole in the mortise, which is visible when thejoint is assembled and pegged.The beech handles are beefy, which makesthem easy to grab and twist. The fit and finish isgood, though not as nice as the other tools in thisreview. The one thing I didn’t like about the tool isthat it had a tendency to roll off the bench with theslightest knock – I prefer octagonal handles.One Size; Simple TaperThe Lie-Nielsen drawbore pins come in one size.The shaft is 8 1 ⁄ 4" long and tapers from .155" at thetip up to .435" at the ferrule. It works best with aoffsethole intenonhow a drawbore pin worksstraight sideeccentricdrawbore pintaperedsideDifferent handlesfor different hands.From left: Ray Iles,Blue Spruce, Lie-Nielsen, my vintagehandle and the LeeValley pin.5⁄ 16" hole and peg. The tools have an extremelywell-finished maple handle and a brass ferrule.Unlike the Ray Iles, they do not have a bolster.The shaft is a simple cone, so the procedureto use this tool is a little different than using aneccentric one. You push the tool into your offsetholes and tip the tool slightly away from thetenon’s shoulder as you push it down. This causesthe tool’s shaft to contact the mortise at two pointsand the tenon at one point. If you drive the toolstraight down without tipping, there is a risk ofdeforming the hole in the mortise so that you’llhave a sliver of a gap in your now-oblong holewhen you drive the wooden peg in.It’s not hard to learn to tip and twist. You’ll bean expert after a few joints.My only complaint about the Lie-Nielsen toolis the round handle. Like the Ray Iles, it rolls allover (and off) the benchtop. Perhaps Lie-Nielsenwould consider putting the excellent octagonalhandle from its mortise float on this tool.Blue Spruce ToolworksLike every tool that comes from Blue SpruceToolworks, the fit and finish are off the charts.Toolmaker Dave Jeske has perfected the art ofturning and finishing hardwood handles.Blue Spruce drawbore pins come in three sizesdesigned to handle 1 ⁄ 4", 5 ⁄, 16" and 3 ⁄ 8" holes. Thehandles come in curly maple, African blackwoodand cocobolo. As with the other round-handledtools, these had a tendency to roll around. But theunusual shape of the handle is surprisingly goodfor drawboring. The hollow in the handle is idealfor pushing the tool into the joint and pulling it up.The finish on all Blue Spruce tools is tactile andgrabby – these tools are unlikely to slip.The Blue Spruce tools use a straight taper,so it’s a simple matter of twisting and tipping totighten things up.28 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
Now you see it, now you don’t. The shaft of the Ray Iles tool is in the shape of an eccentric cone. One edgeis straight (top); the other is tapered (bottom).Here’s an eccentric-cone pin from Ray Iles beinginserted into the joint. The flat side of the cone isagainst the left wall of the hole. The tapered partof the cone is against the tenon’s hole, which ishidden inside the joint.The Shopmade TaperThe drawbore pins from Lee Valley are considerablydifferent than the other two brands. Theshafts are stainless steel and pass entirely throughthe wooden handle. They’re capped on top with abutton you could strike if you wanted.There are two sizes. The small pin has a 6 1 ⁄ 4"-long shaft that tapers from .092" to .310". Accordingto my ruler, its shaft is an eccentric cone. Itworks very well with 1 ⁄ 4"-diameter holes. Thelarger tool has a 7 7 ⁄ 8"-long shaft that tapers from“Literature is nothing but carpentry…. Both are very hard work. With bothyou are working with reality, a materialjust as hard as wood …. I have neverdone any carpentry, but it’s the job Iadmire most.”— Gabriel Garcia Marquez (1928 - )Columbian novelistPart of the role of any drawbore pin is to slightlyelongate the hole through the tenon. This makesit easier for the wooden peg to be inserted..120" to .445". It worked well with 5 ⁄ 16" and 3 ⁄ 8"holes. Its shaft is a simple cone.This tool had my favorite handle. Though itis smaller than the others, its octagonal shapemakes it easy to grip, twist, insert and remove.The handle isn’t finished quite as well as the Lie-Nielsen or Blue Spruce, but it is very good.But why does the small tool have an eccentriccone and the larger one has a simple cone? I askedthe officials at Veritas, the manufacturing arm ofLee Valley. Their answer?It doesn’t. I had bent the tool in use. And afterexamining an unused drawbore pin from Lee ValleyI confirmed that what looked like an eccentriccone was really just a bend in the shaft. Myguess is that I caused it when I twisted and tippedthe tool. The slight bend doesn’t affect the tool’sperformance at all (in fact, some people wouldargue that it helps it).And this makes me look at my antique toolsdifferently. What appeared to be a mystery nowappears to be a simple case of a tool that saw somereal action, was a bit soft or was handled by oneof my gorilla-handed ancestors. WM— Christopher SchwarzThe drawbore pin from Lee Valley has the besthandle. Its octagonal shape makes it easy to twistand it doesn’t roll off the bench.SourcesTools for Working Wood800-426-4613 ortoolsforworkingwood.com■ Ray Iles drawbore pinsSmall pins, $89.95/pairLarge pins, $99.95/pairLie-Nielsen Toolworks800-327-2520 orlie-nielsen.com■ Drawbore pins, $90/pairBlue Spruce Toolworksbluesprucetoolworks.com■ Pins for 1 ⁄ 4" holes, $75/pairPins for 5 ⁄ 16" holes, $75/pairPins for 3 ⁄ 8" holes, $80/pairLee Valley Tools800-871-8158 orleevalley.com■ Small pins, $59/pair or $29.50/ea.Large pins, $59/pair or $29.50/ea.Prices correct at time of publication.woodworking-magazine.com ■ 29
Finish the Insides – Or NotThere’s no mechanical need tofinish the inside of drawers orcasework – to which antiquesbear witness. But aestheticchoices are harder to debunk.A quick peek inside the drawers of just aboutany piece of antique furniture will show that ourforebears didn’t finish the insides of drawers (orthe backs, bottoms and inside surfaces of casepieces, for that matter). After all, there are extantpieces of furniture with far more than a centuryof wear that are still holding strong. So why doescontemporary conventional wisdom seem to dictatethat the insides of drawers, and non-showsurfaces in general, be finished?An Internet search reveals the most prevalentargument for finishing the insides of drawersand other furniture parts, such as tabletops, isto equalize moisture loss. In other words, if youapply a finish to only one side of the workpiece,moisture will escape more quickly from the unfinishedside, which will result in warping.While this seems like a logical assumption,well, you know what they say about assumptions.Finishing expert Bob Flexner investigated thismyth in “Finish Both Sides: It’s Not Necessary”for <strong>Popular</strong> <strong>Woodworking</strong> (issue #143), and as hepoints out, finish only slows moisture exchange,and both sides of a board will adjust fairly rapidlywhether they’re finished or not. Old tabletopsserve as a case in point. Usually, tabletops liftup on the edges, forming a shallow bowl shape;they cup in the direction of the finished side ratherthan shrink (bow) toward the unfinished side,from which more moisture might presumablybe lost.Moisture exchange doesn’t necessarily meanthat wood will warp. Wide panels and tabletopscan expand and contract while remaining flat.This is the way wood behaves. If a board warpsafter drying and milling, it is most often the resultof one side being subjected to extreme conditionsthat the other side never sees.These antique drawers bear evidence that our forebears rarely (if ever) finished surfaces that wouldn’tshow – nor were they always careful to avoid runs and drips onto interior surfaces.And the way in which a board is sawn doesn’taccount for warpage, either. Boards that see constantsoaking and drying, such as the boards on adeck or cutting boards, will cup in the directionof the abuse, regardless of the wood grain.So what, then, accounts for warpage, if thefinish has little to do with it? Compression shrinkage(also known as compression set). Flexnerexplains that a tabletop (and by extrapolationthe outside of a case piece) is more likely to beexposed to moisture than a bottom (or that whichlives inside a case, such as a drawer). When moistureenters the surface, the wood swells and triesto expand, “but the wood’s thickness remainsstable and prevents this,” writes Flexner. “As aresult, the cells at the top surface are compressedfrom their original cylindrical shape to an ovalshape. The top surface thus shrinks, pulling theboard concave.”The best bet for avoiding this problem is toensure that all exposed surfaces have a good filmfinish (see “Watersafe Finishes,” Issue 13).No Interior Finishes on Period PiecesDon Williams, senior furniture conservator at theSmithsonian’s Museum Conservation Institute,says that the equalization argument is simply amisunderstanding of the relationship betweenmoisture and wood, that “the unfinished woodwould serve as a more efficient microclimatebuffer than would the varnished wood.”The historical argument against finishing theinsides boils down to money. “We have no ideafrom our age of technological adequacy and his-photos by al parrish30 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
torically incomprehensible wealth, to imaginewhat it was like to be one step ahead of the grimreaper,” Williams says. “And except for a fewidiosyncratic moments in craft history, (woodworking)was not a religious expression; it wasa means of staying alive.” Finishing the insideof a cabinet and drawers – surfaces that wouldrarely, if ever, show – would have taken a coupleextra days. “That would have been a couple extradays that you spent time doing something nonproductive.”Williams has looked closely at tens of thousandsof American and European pieces; he hasyet to see one on which the non-presentationsurfaces were finished. “Looking at pre-1850swoodworking, the next piece of furniture I lookat with the inside finished would be the first,”he says.So, if you’re involved in reproduction work,don’t finish the insides; it will simply look wrong– and may cause trouble. Senior Editor Glen D.Huey came to this realization in a hard way. In hisearly days as a professional maker of reproductionfurniture, he religiously finished all surfaces ofhis pieces, assuming that’s the way it was done.One customer, however, didn’t have air conditioning,and Glen neglected to allow extra room forsummer expansion.The drawers swelled up and the lacquer on thedrawer sides fused with the lacquer on the insideof the cabinet. Even after the humidity dropped,the drawers stayed locked to the case side. A fewmallet blows later and an afternoon of sandingoff the lacquer, had the drawers in working order– and had Glen looking closely at lots of periodpieces. Now, his reproductions follow the finishingpractices of his forebears.If you choose the traditional route, however,add a little paste wax or paraffin to the areas wherewood rubs on wood – this time-honored approachwill keep things sliding smoothly.Spray Finishes are Harder to LocalizeIn the modern era, production finishing techniquescan actually make it harder to not finishthe insides. If you’re spraying a finish, it may takemore time to mask off what you don’t want to hitthan it does to simply spray everywhere.If you are using a stain, and spraying on yourtopcoat, you could finish the drawer fronts beforeassembly (after taping off the glue surfaces), butthere’s a risk of marring the show surface whenyou knock everything together, so be very careful.This is a time-consuming method and the risksare usually greater than the rewards.You could, of course, do the finishing workon the drawer front by hand with the drawerassembled, but if you’re persnickety about runsand feathering onto the drawer sides, make sureto tape off everything you don’t want finish totouch – otherwise your drawers will look likethe antique examples pictured above.On this drawer front, you can see the stain bleedat the corners – and that the sides are unfinished.Ease of CleanupAnother argument in favor of finishing the inside– even if not using a spray gun – is that it makescleanup easier for the end user, which is particularlyuseful in drawers that are likely to experiencemesses, such as in the kitchen, bathroom or shop.It’s hard to argue with that logic, actually. Afterall, a spill will wipe up more easily and completelyoff of a slick finish than from raw wood. But oneof the dangers of finishing the inside of drawersis the possibility of lingering odor – especially ifyou use an oil-based product or lacquer.Because drawers are usually closed, the finishodor can get trapped in the interior, and evenif the drawers are left out for weeks to dry andoff-gas, you’re likely to get whiffs of the finishfor years to come when you open the drawers. Soif you must use polyurethane because you swearby its damage-defying properties, you’re betteroff choosing a water-based product.I still use the Victorian dresser that was in mychildhood bedroom. The drawers are unfinished,and the bottoms are nowhere near smooth. Soevery time I open a drawer, I’m reminded of thewallpaper I hated at age 8 – offcuts of it still linethe drawer bottoms. Shelf paper is a traditionalmeans of protecting both the wood and a drawer’scontents – and it’s easy to clean or replace.“Perhaps the sketch of a work is sopleasing because everyone can finish itas he chooses.”— Eugene Delacroix (1798 - 1863)French Romantic artistMany woodworkers who do finish the insidesof drawers and casework choose shellac, becauseit seals the wood and leaves no bad smell. Anothercommon argument in favor of interior finishing isthat the piece simply looks more complete, morepolished – and hence of higher quality. Whileextant high-end antique pieces categoricallydebunk this approach, it’s hard to argue withaesthetics – or the customer if he or she likes thelook of a fully finished drawer.In his book “The Art of Cabinetmaking,”James Krenov suggests four to five layers of a verythin shellac polish which, when bleached shellacis used, leaves wood almost unchanged in colorwhile imparting a nice luster and smooth surface,and no offensive odor. Flexner, too, often usesa French polish of just a coat or two of thinnedshellac for the same reasons, or a simple coat ofwax over a smooth sanded surface.Silky Smooth InteriorsSplinters are another argument in favor of applyingan interior finish. If you add a layer of anyfilm-building finish on the surface, it will helpkeep splinters attached to the wood, rather thanto your fingers. We find this spurious, however.If you use your plane or sandpaper correctly,this shouldn’t be an issue. Not applying a finishto the inside of drawers shouldn’t be taken as anexcuse to not prepare the surface of the wood.The person who gets miffed at you when his silkboxer shorts smell like lacquer will also be upsetif his undies gets snagged on a tear that shouldhave been sanded.A Pleasing ScentEven if your work tends toward the contemporaryand you like the aesthetics of a completelyfinished drawer, there are some cases where youshould simply let the wood alone – and that’s whena finish would defeat the purpose of the woodyou’ve chosen. Let’s face it – one of the reasonsmost of us like woodworking is the evocative scentof fresh-cut wood. And some woods smell so goodit would simply be a crime to cover them up.Eastern white pine and Port Orford cedar,for example, impart a perfume. And when thesewoods are used on the inside of drawers, thatperfume infuses the drawers’ contents – in thiscase, a good thing. And cedar is a prime example.We’ve all seen (or built) blanket chests lined withcedar, for the wood naturally repels many of thepests that enjoy chomping on blankets. If you puta finish over the cedar, you’ve defeated its purpose(and it may turn black and gunky).Editor Christopher Schwarz owns the bestargument I’ve heard for not finishing the interiorof drawers – the joke factor. He has a carved andpainted skunk from artist John Nelson; in its posterioris hidden a small, unfinished cedar drawer.It is one sweet-smelling skunk butt. WM— Megan Fitzpatrickwoodworking-magazine.com ■ 31
End Grainphotograph from the archives of, and used with permission of, the craftsman Farms foundation, parsippany, njLessons from Craftsman FarmsStickley offered a differentpath to achieve success in life.Thirty miles outside New York City, in the rollingNew Jersey hills near Parsippany (back in theday this was the first train stop outside the wealthyarea known as Morris Plains), sits 26 acres ofground that played an important part in furniturehistory. In today’s hustle, I doubt many peoplerealize the property is even there. I didn’t until afriend suggested we stop in for a visit.The land, once part of a 650-acre parcel, wasat one time the home of Gustav Stickley, the manresponsible for major growth in the Arts & Craftsmovement throughout the United States.Stickley wasn’t just a furniture maker; he fanciedhimself a designer and architect as well. Andothers agreed. I picture this man as strong-willedand very opinionated.In The Craftsman, a magazine he began in1901 and published until 1916, Stickley wrotenot only about how people should decorate theirhomes, but also on how to shape their entire lifestylesaround this new Arts & Crafts movement.And Stickley gained credibility with each publication.His publishing business grew as quicklyas his furniture sales.In 1905, Stickley moved his headquartersfrom Syracuse to New York City. (This city wasthe heart of business then, as many feel it is today.)In 1912, he opened a lavish, multi-floor showroomthat displayed most of the products onewould need to adopt an Arts & Crafts style. Oneach floor a different home-decorating elementwas shown. Everything from rugs to pottery tolighting and – lest we forget – furniture was ondisplay. A restaurant occupied the top floor.To be close to his business, Stickley took anapartment in the city while his family stayed inSyracuse. To relax, Stickley would travel outsidethe city. After a visit to the Morris Plains area,Stickley decided to purchase ground near thereand he began to develop the idea of CraftsmanFarms. Craftsman Farms was to eventually be thefamily home. And it was to be much more.Stickley, also an astute philosopher, noticedthat a number of children around the age of 13were losing interest in school, discontented withthe typical classroom education. Obviously theseyoungsters were not ready to venture into theworld and earn a living. Understanding the issueand with the ability to influence actions throughThe Craftsman, Stickley rationalized that if thesechildren, mainly boys, were not going to stay inschool, they should be taught a trade.Craftsman Farms would be a self-supportingorganization that would teach many differentlife skills to the youngsters who either droppedout of school or floundered without any interest.Building, farming, animal husbandry and manymore skills could be taught and the farm wouldflourish as the children benefited.We’ll never know if Craftsman Farms wouldhave made a difference. As Stickley’s idea developed,the desire for Arts & Crafts furniture andthe Craftsman way of life slowly spiraled downward.The Stickley family moved to the farm, butthey had to adapt the main building, originallyplanned as the clubhouse, to be their home as justa few other buildings were completed. Slowly,portions of the farm were sold off. The familyeventually sold the home and moved on.While there are different reasons for ceasingeducational studies today, I wonder if we havereached a similar plateau. In the early 1900s,Stickley understood that school wasn’t for everyoneand learning a trade would be beneficial tothose who didn’t continue their academic educations.Yet today, 100 years later, we continue tobelieve that higher education is the best bet forsuccess in life.As tuition continues to escalate, many youngpeople are not able to attend a university or college.And perhaps not everyone even wants to.Maybe it’s time we look back to the 18th-centuryapprenticeship programs or take another lookat vocational programs. It’s time we teach folksto become plumbers, furniture makers or automechanics via actual work experience. It turnsout there is another path to life success. Wesimply need someone like Stickley to point itout to us. WM— Glen D. Huey32 ■ woodworking magazine <strong>Summer</strong> <strong>2009</strong>
Extras“Our remedies oft in ourselves do lie.”— William Shakespeare (1564 - 1616), English playwright and poetHot Off the Press!<strong>Woodworking</strong> <strong>Magazine</strong>:Issues 8-12 in Hardcover<strong>Woodworking</strong> <strong>Magazine</strong> 8-12 is now available in ahandsome hardcover book! Bring your hardcovercollection of <strong>Woodworking</strong> <strong>Magazine</strong> up to datewith this new compilation and keep your backissues in great shape for years to come.Like the hardcover edition of issues 1-7 (whichis, by the way, still available), this book features asturdy, red cover with a foil-stamped title, heavyweightinterior matte-finish pages, colored endpapers and a full-color glossy dust jacket – perfectfor your permanent collection.Order your copy now (just $24.99 plus shipping)at woodworking-magazine.com/WMbooks or call800-258-0929 (ask for product #Z5434).Furniture Construction& DesignAugust 14-16, <strong>2009</strong>St. Charles, Ill.Join top craftsmen, designers and furnitureexperts as they share their design skills and constructiontechniques for Shaker, Arts & Crafts,Early American and Contemporary furniture.IMPORTANTSAFETY NOTESafety is your responsibility. Manufacturersplace safety devices on their equipment for areason. In many photos you see in <strong>Woodworking</strong><strong>Magazine</strong>, these have been removedto provide clarity. In some cases we’ll usean awkward body position so you can bettersee what’s being demonstrated. Don’tcopy us. Think about each procedure you’regoing to perform beforehand. Safety First!www.<strong>Woodworking</strong>InAmerica.comHand Tools & TechniquesOctober 2-4, <strong>2009</strong>Valley Forge, Pa.Discover hand tools and techniques from thecountry’s top hand-tool woodworkers and testdrivehand tools from some of the world’s topmakers (old and new!).CONTACT USE 2008UES OFHere’s a look at some of the highlightsyou’ll find on this easy-to-use8 Furniture ProjectsEvery issue of <strong>Woodworking</strong> <strong>Magazine</strong> featuresan attractive cover project that is easy to build,yet has an impressive historical pedigree. Evenwoodworkers with only basic skills and toolswill be able to construct fine pieces of furniturewith our complete plans and clear instructionsForgotten TechniquesAt <strong>Woodworking</strong> <strong>Magazine</strong>, we explore thenewest and best techniques – and theforgotten ones. We test them all in our shop tofind the most accurate methods that use thefewest number of tools.Better Tool Reviews(And No Advertising)We review the essential tools that no othermagazine discusses – sliding bevels, screws andsaddle squares to name a few. And we do it allwithout any advertising. We work for you.On this CD, you’ll find the complete collection of2008 issues. And we’ve enhanced them all with linksto expanded material on our web site. Launched in2004 with a mission to find a better way to buildfurniture, <strong>Woodworking</strong> <strong>Magazine</strong> has grown from asmall publication found only on the newsstands toa quarterly magazine with thousands of subscribersworldwide.SEARCHABLE ■ PRINTABLE ■ PORTABLEWe welcome letters from readers withcomments about this magazine, or aboutwoodworking in general. We try to respondto all correspondence. To send us a letter:■ E-mail: letters@fwmedia.com■ Fax: 513-891-7196■ Mail carrier:Letters • <strong>Woodworking</strong> <strong>Magazine</strong>4700 E. Galbraith RoadCincinnati, OH 45236SEARCHABLE ■ PRINTABLE ■ PORTABLEIssues 9-12 WOODWORKING MAGAZINE 2008 ANNUALCopyright <strong>2009</strong> F+W Media<strong>Woodworking</strong> <strong>Magazine</strong>2008 Now Available on CD!All four issues of <strong>Woodworking</strong> <strong>Magazine</strong> from2008 are now available on one CD! In thiscollection, you’ll find the complete contentof issues 9-12 in PDF format, enhanced withlinks to supplemental material on the web.For example, you can click on the image ofthe router plane in Issue 9, and our review ofrouter planes will be automatically called up inyour browser’s window. It’s a great way to digdeeper into the topics you care most about.Plus, all of the “supplies boxes” for projects arelinked to supplier web sites – if, for example,you want the same rattail hinges we used in theAmerican Hanging Cupboard article in Issue 11,a quick click will take you right to the maker.You’ll also find a new, easy-to-use interface.When you launch the CD you’ll get a windowwith images of all four covers. From there youcan click on a cover to browse the issue page bypage (just like the printed version). Or you canclick on the “Search” button and search all fourissues by any keyword, then call up the storiesyou want with one click.Order your copy today (just $19.99 plus shipping)at woodworking-magazine.com/CDs orcall 800-258-0929 (ask for product #Z4251).2008 ANNUAL ■ ISSUES 9-12WM_2008_CD case.indd 1 1/30/09 11:18:21 AM2008 ANNUALCopyright ©<strong>2009</strong> F+W Media, Inc.WWC802WM_2008_CD label.indd 1 1/30/09 11:22:11 AMNumber 14, <strong>Summer</strong> <strong>2009</strong>. <strong>Woodworking</strong> <strong>Magazine</strong> (ISSN 1941-5834) is published 4times a year in March, May, August and December by F+W Media, Inc. Editorial officesare located at 4700 E. Galbraith Road, Cincinnati, Ohio 45236; tel.: 513-531-2222.Unsolicited manuscripts are not accepted. Subscription rates: A year’s subscription(4 issues) is $19.96 in the U.S., $24.96 in Canada, and $29.96 elsewhere. Producedand printed in the U.S.A.
Gauges <strong>Summer</strong> <strong>2009</strong>Anatomy of a Typical Marking GaugeThumbscrewFaceStem or beamPinHead or fenceBrass wear plateHow to Sharpen the Pin on a Marking GaugeThe factory-suppliedpin in a marking gaugedoes more scratchingand gouging than cutting.You can easily fixit with a small, fine file.We first picked up thistip from James Krenovand David Charlesworth.It works quite well.Original tipFirst round overthe sharp point ofthe pin to more ofa domed shape.Then use your file tocreate a notch in thepin as shown.This surface should always face thepart of the work you want to keep.This surfaceshould alwaysface the waste.Other Common Forms of GaugesMortising GaugeThe modern mortise gauge hastwo pins.:one is fixed and theother is adjustable. Set thedistance between the pins tomatch the width of your mortisechisel.Cutting GaugeThe traditional cuttinggauge has a small knifeinstead of a pin. The knifesevers the grain instead ofscratching it. It’s excellentfor marks across the grain.Tite-Mark GaugeTechnically a cutting gauge,the Tite-Mark uses a roundsingle-bevel cutter that isfixed (it does not roll). Avoidgauges with rolling cuttersand two bevels.Panel GaugeA panel gauge has a longstem that is used to markboards to width before ripping.It Can use a pin or aknife to make its mark.Illustrations by Mary Jane Favorite