View Full September PDF Issue - Utility Contractor Online
View Full September PDF Issue - Utility Contractor Online
View Full September PDF Issue - Utility Contractor Online
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Performance Indicators:‣ Demonstrate proficiency in fulfilling the “essential duties” (above).‣ Demonstrated commitment to being a “team player” in helping YCAP andthe Newberg-Dundee Youth Outreach Services fulfill its mission.‣ Dependability and reliability.‣ Professional appearance and behavior.‣ Willingness to grow with the requirements of the position.
Hozzá kell tennem, hogy Peggy, mint Jeromos, a Meringe Lagúnánál, a Meringe Lagúnánál,a Meringe-ültevényen született, amely Isabella szigetén van, s az Isabella-sziget Florida-szigetközvetlen északi szomszédja; itt székel a kormányzat, és itt lakik Mr. C. M. Woodford főbiztos.Továbbá és végezetül, jól ismertem Peggy anyját és apját, s gyakran éreztem szívem forródobbanását, mikor a hűséges kutyapár egymás mellett végigfutott a parton. Az apát valóbanTerence-nek hívták. Az anyát Brigginek.Jack LondonWaikiki PartHonolulu, Oahu, T. H.1915. június 5.3
GROUNDBREAKING NEWSReduce, Reuse, RemanufactureCNH Global and Springfield Remanufacturing Corp.’s Joint VentureCNH Parts and Services’ new abode in beautiful Portland, Ore.That’s the mantra of companies that are currently looking tohelp contractors maintain their equipments’ efficiency and providea longer life cycle through parts and service. CNH GlobalN.V. has agreed to develop a full-scale remanufacturing operationand services company as a joint venture with Springfield RemanufacturingCorp. (SRC) to be called CNH Reman. The partnershipbrings together CNH Parts and Service product expertise (its accessto equipment and dedicated dealer networks) with SRC’s remanufacturingoperations, capabilities and expertise.“We see remanufacturing continuing to grow in importancein North America, so CNH is expanding its long-term relationshipand partnership with SRC,” said Eric Bippus, Vice Presidentof Sales and Marketing, CNH Parts and Service, North America.“Together with SRC, we are positioned to reach aggressive growthtargets designed to serve our dealer and customer needs and meetinvestor expectations.”Remanufacturing is the process of recovering used systems andcomponents, repairing and/or replacing worn out or obsolete partsto make a new product for the buyer. Dealers and customers willrealize several advantages with an expanded selection of remanproducts. Remanufacturing gives customers the opportunity topurchase replacement assemblies and components that are just likenew, sometimes better than new, due to engineering enhancementsat a reduced price and with a competitive warranty.“For us, this is like coming home again,” said Jack Stack, Presidentand CEO of SRC. “The creation of CNH Reman takes us backto our origins, and we’re excited to partner with CNH to provide amore robust line of reman products.”8 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009CNH plans to improve and increase product coverage acrossfive product lines so that dealers can better serve their customers:• Engines and components• Drivetrain and components• Rotating electrics• Electronics• HydraulicsCNH Parts and Service also unveiled plans to occupy a newlydeveloped 250,000-sq-ft distribution center in Portland, Ore. Companyofficials expect the state-of-the-art parts distribution facilityto be fully operational in the first quarter of 2010. The facility willserve more than 130 New Holland, Case IH and Case Constructionequipment dealerships in the Pacific Northwest and is expected tobring 35 to 40 new jobs to the Portland area, according to Anu Goel,Vice President of North American Parts Operations for CNH Partsand Service. CNH is investing more than $15 million in the newdistribution center, which also allows for future expansion.“This particular site was chosen for its proximity to the PortlandInternational Airport and port facilities, as well as its access to themajor interstate highways in the region,” according to Goel. “Once itis operational, we anticipate that the new Portland distribution facilitywill be a key logistics and transportation hub within our networkand our new gateway to the Pacific Northwest market.”Finally, CNH Global N.V. and Fiat Powertrain Technologies(FPT), both companies of the Fiat Group (FIA:MI), announced ajoint agreement to expand the FPT North America dealer network.
GROUNDBREAKING NEWSFPT NA and CNH Parts and Service will cooperate in the areasof after sales service and parts. FPT NA will select and designateapproximately 300 independently owned dealers from the CNHfamily of brands to operate as authorized FPT service dealers.“The dealer principals have expressed a high level of interest,capability and commitment for expanding their participation inthe North American engine business,” said Ted Bregar, GeneralManager and COO of FPT North America. Case, New Hollandand Kobelco Construction and Case IH and New Holland Agriculturedealers are attracted to the unique opportunity to becomea part of the FPT brand in North America because of itsinternational reputation.Retro UpgradeMaking Sure Your Equipment Passes CARB StandardsLong talked-about engine emissions standards are nowbecoming a reality with California contractors required toreport their fleets to the California Air Resources Board(CARB). (Check out www.utilitycontractoronline.com forour April feature on engine emssions and CARB.) For contractorswith older fleets, Volvo Construction Equipmenthas a solution.In late 2008,Volvo ConstructionEquipmententered into astrategic partnershipwith HUSSLLC to provideretrofit systemsfor Volvo constructionequipmentthat will significantlyreduceNo cash for new machines to makeyour fleet engine emissions-compliant?No problem with Volvo’s new HUSSretrofit system.exhaust emissions.The HUSSMK system nowhas final approvalfrom Californiafor Volvo Tier 3 IEGR-equipped machines in that state.The HUSS MK system, approved for use on Volvo enginesutilizing V-ACT technology with internal exhaust gas recirculation(IEGR), meets California’s CARB Level 3+ requirements.Volvo equipment owners can utilize the system to help complywith the “In-Use Off-Road Diesel Vehicle Regulation” or toprovide the best available control technology (BACT) for thenewest machines in owners’ fleets. Previously, engines usingany type of EGR had been excluded from applying exhaustretrofit technology in California. This has now changed withthe recent system verification by the state.The HUSS retrofit system for Volvo equipment is capableof collecting up to 99 percent of diesel particulate matter(PM) emissions, substantially exceeding the California CARBrequirements. The system is equipped with a HUSS ControlUnit that constantly monitors filter function to precisely controldiesel PM loading and regeneration. This is an active filterregeneration system, accomplished through an integratedfuel burner system. Regeneration typically takes place afterapproximately 8 to 10 operating hours and is completed duringbreaks or shift change in 5 to 35 minutes with no externalsupport needed. Engine exhaust backpressure is set toVolvo requirements.In addition to the reduction of 99 percent PM, there is noincrease of NO2 or other secondary emissions. The HUSStechnology is adaptable to low- and high-horsepower equipment(up to 700 hp), providing reliable installations for bothrubber tired and tracked machines. With the active system,there is no need to be concerned with exhaust temperatureprofiles, changing duty cycles, ULSD fuel, stocking extra filtersor incuring undue downtime swapping filters due to theclogging and cleaning cycle of misapplied passive systems.Internet InfrastructureStarting a Citizen DialogueInfrastructureUSA.org is a just-launched, nonprofit Web site focusedon generating “citizen dialogue about civil infrastructure” — all infraareas, any topic and every viewpoint. The “Infra Blog” is where InfrastructureUSAregularly goes out of its way to generate thoughtfuldebate. The likes of Senator Robert Menendez, PA Gov. Ed Rendell,former US Comptroller General David Walker, who is now Presidentof the Peterson Foundation and Claude Shostal, Past President of RegionalPlan Association, now a member of the faculty at NYU, haveall made an appearance. “Show Us Your Infra” offers the very firstopportunity to share stills, video and stories about local and nationalinfra issues.<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 9
GROUNDBREAKING NEWSUnderground Locating, Airborne DivisionTaking to the skies to locate buried objects<strong>Utility</strong> contractors know that before you dig, you have tocall. Knowing what’s under the ground is a must. While thattypically means buried existing utility lines for the averagecontractor, the U.S. military occasionally has more excitingburied finds. Ranging from unexploded land mines to oil,petroleum and diamond deposits, these underground discoveriescan be life-threatening or beneficial. In true militaryfashion, the underground locating process is as intenseas its missions.Battelle, a non-profit research and development company,has developed a system that incorporates state-of-the-artairborne geophysical survey technologies for precision subsurfacetarget detection and mapping. As an attachment tothe bottom of a helicopter, these magnetically and electromagnetically-basedtechnologies are able to detect belowsurfacetargets such as landfills, unexploded land-mines, oiland cultural artifacts that have been buried for centuries.The systems typically operate from about 1 to 3 meters offof the ground to ensure safety standards. The collected informationis monitored through an on-board data managementconsole for processing. The systems commonly operate at airspeeds ranging from 35 to 105 km/hr, depending on the targetbeing scanned.Battelle has performed over 30 airborne geophysicalsurveys using the UXO Helicopter that have spannedover 20,000 hectares at U.S. DoD ranges across 15 states.These surveys have all been conducted in nearly every categoryof geography, topography, vegetative cover, aquaticand operating environment for various government agencies.A recent survey conducted by Battelle found that the UXOtechnology detected 109 out of 110 buried ordnance items.How does that sound for accurate locating?The Return to ICUEENew Products and TechnologyProgram and Ride and Drive DemoRounding out the 2009 trade showyear, International Construction and <strong>Utility</strong>Equipment Exposition (ICUEE) is thelast big utility hurrah until the <strong>Utility</strong> ConstructionEXPO ‘10 in January. For thosereturning to ICUEE, you’ll see some familiarevents and brand new experiences.A New Products and Technology Programwill highlight exhibitors’ new-to-marketinnovations and a Ride and Drive track foron-road commercial vehicles will expandthe hands-on working equipment demonstrationsthat the show is known for.“These are just a few of the ways weboost the value proposition of the show.Attendees’ time and money are in shortsupply, so we want to be sure they get themaximum ROI out of their show visit,”stated ICUEE Show Director Melissa Magestro.“Undoubtedly, this is a tough timeto do business. But savvy professionalsknow they need to be up to speed on thelatest industry innovations and that they’llfind them at ICUEE.”When you’re walking the show floor, don’t forget to set aside time for the expansiveoutdoor booths and demos.ICUEE 2009 will be held Oct. 6-8,2009, at the Kentucky Exposition Centerin Louisville, Ky. Show managementhas partnered with other industrygroups to bring additional exhibitsand education options to the 2009show. ICUEE registration also gives attendeesaccess to the new H2O-XPOexposition (from the National RuralWater Association), the iP Safety Conferenceand Expo and the IUV TechnicalConference.ICUEE 2009 exhibits will cover morethan 1 million net sq ft of exhibit space,displaying the latest technologies forthe electric, phone and cable, sewerand water, gas, general construction,landscaping and public works sectors.10 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009
THE WEIGH STATIONFuel forThoughtThe Energy Information Administration Discusses DieselDistribution and PricingCompiled by UC StaffThe main fuel for your trucks and constructionequipment is called diesel, and the cost to produceand deliver this distillate fuel to customers includesa myriad of factors — the costs of crude oil, refineryprocessing, marketing and distribution and retail stationoperation, among others. The retail pump price reflects thesecosts and the profits (and sometimes losses) of the refiners,marketers, distributors and retail station owners.According to the Energy Information Administration (EIA),an independent statistical agency within the U.S. Department ofEnergy, the relative share of these cost components to the retailprice varies over time and among regions of the country. For onething, the price at the pump includes federal, state and local taxes.In 2008, federal excise taxes were 24.4 cents per gallon and stateexcise taxes averaged about 22 cents per gallon. Some states andcounty and city governments levy additional taxes. The retail pricealso reflects local market conditions and factors such as the locationand the marketing strategy of the owner. Some retail outlets areowned and operated by refiners, while others are independentbusinesses that purchase diesel fuel for resale to the public.Historically, the average price of diesel fuel has been lowerthan the average price of gasoline. However, this is not alwaysthe case. In some winters, where the demand for distillateheating oil is high, the price of diesel fuel has risen above thegasoline price. Since <strong>September</strong> 2004, the price of diesel fuelhas been generally higher than the price of regular gasoline all12 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009year round for several reasons. Worldwide demand for dieseland other distillate fuel oils has been increasing steadily, withstrong demand in China, Europe and the United States, puttingmore pressure on the tight global refining capacity. In theUnited States, the transition to ultra-low-sulfur diesel (ULSD)fuel has affected production and distribution costs. Also, thefederal excise tax on diesel fuel is 6 cents higher per gallon(24.4 cents per gallon) than the tax on gasoline.Retail diesel fuel prices are likely to remain elevated as longas crude oil prices and world demand for distillate fuels remainhigh. According to EIA’s 2008 Short-Term Energy Outlook, nationalaverage retail diesel fuel prices peaked in the third quarter of 2008at $4.75 per gallon but might fall to $4.11 per gallon by the fourthquarter of 2009, primarily due to the forecast for the price of WestTexas Intermediate crude oil to average between $121 and $133per barrel during this same period. However, the recent volatilityseen in crude oil and petroleum product prices, if continued, maysignificantly alter these price projections.The phase-in of the U.S. Environmental Protection Agency’s(EPA) sulfur standards for diesel fuels has the potential to continueto influence diesel fuel prices. The logistics of delivery of ULSDto retail service stations can be a challenge. Most ULSD travelsthrough pipelines on the way to bulk terminals for final transferby tanker truck to retail stations. Other diesel fuels and petroleumproducts with a higher sulfur content in the pipeline, storageand local distribution systems might contaminate ULSD (jet fuel,
THE WEIGH STATIONfor example, can have 3,000 ppm of sulfur). If contaminated, itmay not be possible to correct a ULSD fuel batch by blendingwith additional low-sulfur product, and contaminated batcheshave to be returned to a refinery for reprocessing, a difficult andexpensive problem. Even without potential delivery problems, itcosts relatively more to produce ULSD fuel.Diesel prices on the West Coast, especially in California,are relatively higher than other regions of the country, partlybecause of taxes, but mainly because of supply issues. The stateof California assesses a combined state and local sales and use taxof 7.25 percent on top of the 24.4 cents per gallon federal excisetax and an 18 cents per gallon state tax. Washington’s tax of 34cents per gallon is one of the highest in the country.Besides taxes, West Coast retail prices are more variable thanothers because there are relatively few supply sources: 21 ofthe 36 refineries located in West Coast states are in California.California refineries need to be running at near full capacityjust to meet in-state demand. If more than one refinery in theregion experiences operating difficulties at the same time, thediesel supply may become very tight and prices may spike.The West Coast’s substantial distance from Gulf Coast andforeign refineries is such that any unusual increase in demandor reduction in supply results in a large price response in themarket before relief supplies can be delivered. The farther awaythe necessary relief supplies are, the higher and longer the pricespike will be.For more information on diesel fuel, visit the Energy InformationAdministration, the official energy statistics association for theU.S. government at www.eia.doe.gov/bookshelf/brochures/diesel/index.html.Backing BioThe Energy Information Administration Talks Biofuels and How Much We UseCompiled by UC StaffWith growing demand for alternative fuel choices, thebiomass market is quickly maturing. Construction equipmentand truck manufacturers are releasing news of biodiesel-readymachines, causing alternative fuel producers to pop up acrossthe country. New sources of biofuel are being discovered at anincredible rate, and a distribution network is being built tomeet the supply and demand. As the market becomes popular,professionals will need to understand their alternatives in theexpanding fuel source industry.Biofuels are liquid fuels produced from biomass materialsand are used primarily for transportation. The term biofuelsmost commonly refers to ethanol and biodiesel. In 2007,the United States consumed 6.7 billion gallons of ethanoland 358 million gallons of biodiesel. By comparison, 2007consumption of motor gasoline and diesel (not inclusiveof biofuels) was 136 billion gallons and 53 billion gallons,respectively.Biofuels are made by converting various forms of biomasssuch as corn or animal fat into liquid fuels and can be usedas replacements or additives for gasoline or diesel. Biofuelsgenerally have lower life-cycle carbon dioxide emissions thantheir fossil fuel counterparts. In recent years, several federallaws have been designed to increase the production andconsumption of domestic biofuels.The Energy Policy Act of 2005 established the RenewableFuel Standard, which mandated that transportation fuels<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 13
THE WEIGH STATIONsold in the United States must contain a minimum volume ofrenewable fuels, the level of which increases yearly until 2022.In December 2007, the Energy Independence and SecurityAct of 2007 increased the mandatory levels of renewablefuel blending credits to a total of 36 billion gallons by 2022,including 16 million gallons of cellulosic biofuels.make a flex-fuel automobile compared with a conventionalgasoline vehicle. As of August 2008, more than 1,400 of the170,000 total gas stations in the United States are offeringE85 to the public. Ethanol is expected to play a major role inreaching the annual minimum renewable fuel consumptionrequired by the Renewable Fuel Standard.What Is Ethanol?Ethanol is a clear, colorless alcohol — the same as is found inalcoholic beverages. Ethanol is produced when yeast fermentssugar in a process similar to that used to produce beer. Ethanol canbe made from the starches or sugars found in various agriculturalcrops, such as corn, barley and sugar cane or from cellulosicresidues from woody biomass, such as bark or switchgrass.Cellulosic ethanol is consideredan “advanced” biofuel andinvolves a more complicatedproduction process thanconventional ethanol made fromstarches or sugars. However, itscommercial viability has yet tobe demonstrated.Prior to the passage ofthe Energy Policy Act of2005, gasoline sold incertain geographic areas wasrequired to contain oxygen,which helps the fuel mixturecombust more completely.Originally, a chemical called methyl tertiary butyl ether(MTBE) was the preferred oxygenate, but it was phasedout due to concerns about seepage into groundwater, andethanol was mandated as a replacement. The usage of ethanolcontinued to gain market share due to the Renewable FuelStandard requirements of the Energy Policy Act of 2005.Today, a little more than half of the gasoline in theUnited States has some amount of ethanol blended into it.These blends are named by their ethanol content.For example, a blend of 90 percent gasoline and 10 percentethanol (by volume) is known as E10. However, becauseethanol contains approximately 67 percent the energycontent of gasoline per gallon, usage of ethanol blends resultsin decreased gas mileage. Despite this fact, high crude oilprices and government incentives have resulted in the usageof increasing amounts of ethanol.While almost any regular gasoline car can run on blendsof ethanol up to E10, special cars or trucks known as“flex-fuel” vehicles are required to use blends above E10.Flex-fueled vehicles are currently available from every majorAmerican automobile manufacturer and are almost identicalto regular gasoline vehicles, except for a few modificationsto the fuel system and minor engine components. On a massproduction basis, it costs less than $200 extra per car to14 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009Did you know that a little morethan half of thegasoline in the UnitedStates has some amount ofethanol blended into it?It helps the fuel mixturecombust more completely.What Is Biodiesel?Biodiesel consists of chemicals known as fatty acid methylesters (FAME) that can be used as a diesel fuel substituteor diesel fuel additive. Biodiesel is typically made fromoils produced from agricultural crops such as soybeans orcanola but can also be made from various other feedstockssuch as animal fats.Currently, most biodiesel inthe United States is producedfrom soybean oil, but recentincreases in soybean cropprices have caused producersto switch to other feedstocks,such as waste animal fats fromprocessing plants or recycledgrease from restaurants.Biodiesel can be made fromvirtually any feedstock thatcontains an adequate amountof free fatty acids, whichare the raw materials thatare converted to biodieselthrough a chemical process. Research is underway to harvestalgae for biodiesel production because they contain fatpockets that help them float. This fat can be collected andprocessed into biodiesel.In addition to biodiesel derived from FAME, it is alsopossible to make a diesel fuel substitute from cellulosicmaterial. This fuel, sometimes called renewable diesel, wouldalso count toward meeting the Renewable Fuel Standardmandate. Like cellulosic ethanol, its commercial viability hasyet to be demonstrated.Biodiesel has chemical characteristics much likepetroleum-based diesel and, therefore, can be used as adirect substitute for diesel fuel or blended with petroleumdiesel in any percentage without suffering any significantloss of fuel economy. Blends are named in the samemanner as ethanol-gasoline mixes. For example, a blendof 20 percent biodiesel with 80 percent petroleum diesel isknown as B20. Low level (i.e., B2-B5) biodiesel blends are apopular fuel in the trucking industry because biodiesel hasexcellent lubricating properties, which can be beneficialfor engine performance. Biodiesel also has virtually nosulfur content, making it a popular additive for low- andultra-low-sulfur diesel fuels required by the EnvironmentalProtection Agency.
Loader BackhoeDifferentialDiagnosisDetermining the Roots of Common Loader Backhoe ProblemsBy Jason MorganSitting in the waiting room, your leg bounces restlessly asyour mind races. Those tremors…The shaking was unnatural.Something has to be wrong with her. You pick upa magazine to calm your nerves and flip through the pagesto hide your wandering eye. A grizzled old timer, whose handsare bathed in dark oil, stares hopelessly into the floor. A youngman holding a coiled mess of hoses and metal fights the fear ofhis first loss.Just then your loyal mechanic — machine diagnostician andhealer of productive iron — enters the room. With a smile, heexplains that the jitters were just a gunked-up hydraulic lineon the quick-coupler. And the smoke on startup? A blocked airfilter. With a smile and handshake you thank the good machinedoctor. You were lucky this time.It’s the inevitable cycle of work — you’re going to haveproblems with your loader backhoe. You put your machinethrough its paces on tough jobsites and you expect it toperform. It’s only a matter of time before you have to takeyou dual-equipped machine in for a checkup. But some16 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009simple preventative maintenance and knowledge of machineinnards, will help keep you out of the mechanic’swaiting room.CardiologyThe engine is the heart of any machine and a cycle arrhythmiaor painful-sounding noises can worry a loaderbackhoe operator. If there’s a problem, you might see symptomsas soon as you turn the key.“An engine that does not want to start could have severaldifferent possible causes,” says Tim Boulds, ConstructionEquipment Product Manager for Kubota Tractor Corp.“There could be air in the fuel system lines, which wouldneed to be bled. If you’re located in an area that experiencesextreme cold temperatures, high viscosity of engine oilcould result in a hard starting engine. Use of a block heaterand/or oil pan heater would help to eliminate this issue.If there is a compression leak due to a head gasket or wornpiston and cylinder it would cause the engine to not want
to start or be very hard to start. A failure in the engine suchas seizure of the crankshaft, cam shaft, piston, cylinder orbearing will also cause the engine to be hard to start.”The engine is a complex machine — supplying a steadystream of power to your machine. So there’s always morethan one possible diagnosis. Don’t ignore the problem.If an engine is turning over faster than usual, it could bethat there’s no fuel getting to the cylinders. A blockedfuel filter or even an empty fuel tank could be the culprit.Or, it could indicate that an electric fuel pump is working.If the engine is slow to turn over, it could be a bad batteryor starter or that a cold-start device is not working,explains John Semosh, TCE Product Support Manager forTerex Construction Americas.“During startup, the way the engine and injection pumpare designed, the machine will send full [throttle] fuel tothe engine for initial startup and then immediately regulatethe fuel/air ratio back to the proper amount,” explainsBoulds. “During this sequence the operator will see a smallamount of black smoke come from the machine as it isstarted. This is normal.”When smoke isn’t normal is after the engine has beenrunning for a couple hours. This could mean that the pistonrings are getting worn and need to be replaced. It can evenresult in bad turbo chargers or signal that you simply needa new air filter.Depending upon the color of the smoke there could bedifferent issues, according to Boulds. Black smoke typicallymeans that the engine is not burning all of its fuel. The machineis running too lean (too much fuel, not enough air).This could be caused by a clogged air filter that’s not allowingenough air to enter. White smoke indicates the burningof water. This could be as simple as a damaged head gasket,but as serious as a cracked cylinder block. Blue smoketypically means that the engine is burning oil. One possibleproblem that causes this is the piston rings or cylinder wallsare worn and allowing the engine oil to pass into the combustionchamber.Visual problems are typically easy to spot, but you wantto keep an ear out for problems too. This doesn’t mean youhave to break out your stethoscope and closely monitoryour engine’s sonic nuances. Just take note of anything outof the ordinary.“An engine knock is always an indication of a problem,”says Semosh. “The ‘knock’ means that the engine has lostoil pressure. A pinging noise from the engine can indicate afuel problem — either that the fuel in the tank is a very lowgrade or that it has water in it.“To fix a low oil pressure issue, you will need to pull the engineout of the machine and replace the crankshaft bearings.If the issue is bad fuel or water in the fuel, you will have todrain the fuel tank, clean the fuel lines and then put newfuel in the machine.”Of course the best treatment is preventative maintenance.Water in the tank, for example, can be avoided by filling thetank each night after running the equipment to keep condensationfrom forming in the tank, according to Semosh.Also before starting work each day, the operator shouldfill all of the main fluid levels — hydraulic oil, engine oiland fuel. Do a walk-around of the equipment, checkingfor damage from the previous day. This visual inspectionshould also include checking for leaks and making sureall the machine’s systems are lubricated and functioningproperly. Have a grease gun handy for those squeaky boltsand zerks.Circulatory SystemThe loader backhoes’ hydraulic lines carry the dark lifebloodof oils and fluids to the machine’s hard-working extremities.You want to keep your hoses clean and clear.When your boom or bucket starts to shake — it’s notyour loader backhoe’s nerves. It could be contaminantsin the oil, two hydraulic oils that have mixed and arenot compatible or your oil viscosity does not match theenvironmental factors.<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 17
There’s always more than one possible diagnosis. Don’t ignorethe problem. Check your manufacturer’s maintenanceguidelines and talk to your dealer before small problemsbecome big ones.Many problems can be avoided if operators simply take 15minutes before startup, each day, to check the oils and generalcondition of the machine. This means inspecting for loose ormissing nuts and bolts, greasing all the lube points and, ofcourse, kicking the tires.Hoses should be checked for any signs of wear, accordingto the manufacturer’s recommendation. If there are signs ofrubbing or hoses being pinched they should be replaced orpossibly even re-routed slightly to ensure no future damage.Keeping the couplers clean and following the manufacturer’smaintenance recommendations for hydraulic oil and filters willhelp keep dirt and debris out of the hydraulic system components,says Boulds.You can keep your hoses clean and filled with the proper oil,but sometimes things go wrong. When preventative maintenancefails, your loader backhoe PhD can come in handy.“The most common way that the hydraulic lines becomedamaged is from the hoses rubbing against another object,”Semosh says. “This indicates that the clamps that hold thehoses in place were not installed correctly [this issue often occurswhen hoses are replaced]. To prevent this, two wrenchesshould be used when tightening a hydraulic hose, which minimizesthe chance of the hose turning and lying incorrectly andreduces the cause of the rub.”Contaminants in the lines can also be a problem. Quick couplersin the circuit can allow entry of contaminants, says Boulds.Keep couplers clean by installing their covers or protectivecaps. Wipe the coupler surfaces clean before attaching together.And following the manufacturer’s filter and oil maintenanceschedule helps to maintain clean, cool hydraulic oil.When adding fluid to the system, the lines are open to contamination,allowing dirt or small partials to work into thesystem and can cause valve spools to stick, which could causejittery or erratic movement.When your boom or bucket starts to shake — it’s not yourloader backhoe’s nerves. It could be the aforementioned contaminantsor two hydraulic oils that have mixed and are notcompatible. So be sure that you’re filling your machine withmanufacturer-recommended oil. If you used the same oil aslast time, it could be that your oil viscosity does not match theenvironmental factors. If your lines are clogged, the fix mightbe to replace your culprit hoses.When you replace any hose, be sure to follow the manufacturer’sguidelines and ensure that you clamp the hoses intightly. A high-pitch whining sound can mean that the clampsare loose, which would let in contaminants and start the entiremaintenance/problem circle all over again.Motor FunctionsFrom the first day you take your loader backhoe out for aspin, you depend on its powerful drive functions. Typically, thetransmission won’t give you too many problems, according toSemosh. “If a problem does occur, the operator will usuallyhear a whine or vibration in one of the gear ranges the problemis in. This typically indicates that a bearing has gone bad on oneof the shafts,” he says.If your transmission shifter has linkages, be sure that thelinkage and cables are properly adjusted, lubricated and functioningnormally. If there is a fair amount of “grinding” in thegears when shifting gear drive machines, the cause could be aworn shift fork or shifter.“A hard shifting transmission may lead to the actual shiftfork itself being bent because the operator forces the machineinto gear,” says Boulds. “Or, the linkage could be rusted andcausing the machine to shift hard between gears. For hydrostaticdrive transmissions, a loud squealing noise can possiblymean insufficient hydraulic transmission oil — its level is toolow. The machine might not want to pull itself if the oil levelis considerably low.”Just before you leave the mechanic’s emergency room,he produces a small pad from his pocket and quickly jotsdown a prescription. It’s ripped routinely from the pad.“Follow the manufacturer’s recommended maintenance intervalswithout fail.” You smile and thank him again for hishelp and expertise. You know that if you don’t heed his advice,next time the prognosis could be negative. But withyour new found wisdom and a watchful eye (and ear), you’llbe prepared to tackle nearly any loader backhoe ailment likea true digging diagnostician.Jason Morgan is Associate Editor of <strong>Utility</strong> <strong>Contractor</strong>.18 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009
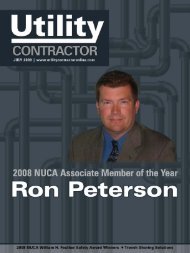
And the ShipSails OnStaying Afloat in Troubled Waters with WorkerManagement and RetentionBy Jason MorganCrashing over the bow, violent economic waveswash away resources and valuable plunder.As the ship rocks in the wake of the marketturmoil, your crew struggles to keep solid footing. You areexpected to steer your vessel through rough waters as thecaptain of your construction company. Though keeping alookout in the crow’s nest for jobs on the horizon is important,proper crew management is crucial in a time whenemployees are being lost and it feels like the ship could sinkat any moment.“The No. 1 concern is you don’t want to lose the bestworkers,” says Tom Kruglinksi, Senior Consultant at Retensa,an employee retention services firm based in New YorkCity. “You want to make sure that you retain those folks.So the problem is that when people start leaving, especiallyduring layoffs, others get frightened. You don’t want that bigjob to come along and not have the right people to do it.There’s always going to be some demand for employees outthere, and you don’t want your best people jumping shipand going to another organization.”Honest and open communication with employees will beyour strongest sails. Of course, you want to make sure that20 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009you communicate compassion and understanding, but youalso want to try to give your crew as much information aspossible. The worst thing that can happen, according toKruglinski, is people feeling as if they are in a vacuum ofinformation. People tend to fill that vacuum with the veryworst outcomes.Communicating with a positive spin can be difficult whenyou’re the one looking at the books, but it’s important tokeep your crews happy. They are the ones that will helpyou weather the storm. So before anyone walks the plank orearns a place in Davy Jones’ locker, ask your crew for theirideas and input.“I’ve been a consultant now for about 24 years and I’venever had a situation where you can walk into a workplaceand not get a lot of good employee ideas on where to cutcosts,” says Kruglinski. “You can go to the employees andsay, ‘I am trying to make ends meet here to avoid layoffs,can you think of any places where we might be able to cutsome corners?’”If you can’t pay the bills, then you have to make the toughdecisions. You have to trim. Retensa argues that a companywould be better off in the long-term if cutting workers is the
last resort. Unfortunately for some, it’sthe first. Before any unnecessary layoffs,the company should weigh its optionsand chart its best course through theerratic economic surf.O’ Captain,My CaptainNo captain wants to go down with theship, because no captain wants the shipto go down. To keep your company seaworthy,you need to give your crew fourimportant things.“There was an interesting article inHarvard Business Review [June 2009]by Robert I. Sutton called ‘How to bea Good Boss in a Bad Economy,’” saysKruglinski. “He talks about the importanceof four things that people need inhard times — No. 1 is predictability, No.2 is understanding, No. 3 is control andNo. 4 is compassion.“If you’re in a tough situation, youmight not be able to give employees somuch control, but you can give thempredictability. The bottom line is to givethem as much information as you canabout the state of the business. If you see the possibility oflayoffs down the road, it’s better to give people a heads up,”he continues. “That way they have the ability to get theirlives into some order before a layoff happens.”Aside from layoffs, voluntary buyouts are a popular option.Another cost-saving, layoff-avoiding trend is rollinglayoffs. Typically everyone takes a set amount of time off —say a day or two a month — without pay to save the neededamount of money. But you can’t go cost-saving crazy withthis method because it hits the people who have the lowestpaychecks the hardest, says Kruglinski.The reality is that you might have to lay employees off,but who? Do you let go of a senior employee, whose productivityhas gone down in the past couple years, or ayoung gun, who doesn’t yet have the skills that you need?The truth is you can’t single out just one group to solveyour problem. Every organization requires a good mix ofskills to get the work done. You want to ensure that youretain the best performers.Sometimes the most senior people with higher wages providethe best value, other times, they don’t. You have to becareful in any situation that you don’t discriminate againstany category of employee. The senior people who are morecostly often happen to be the oldest workers and they’reprotected by law. A company could get into some legal troubleif they target those folks. If you do need to restructure,take a good look at what skills you need now, what skillsyou’ll need in the next three to five years and who you haveon hand that has those skills.“Employers may say, ‘Here’s the situation. This is the wayit was last year and this is the way it is this year. We can seethe problem and the need for cutbacks,’” Kruglinski explains.Trim too much to save and you could end up with not enough workers or ones thatlack the skills you need. If it does come to layoffs, make sure you retain the workersthat have the right mix of skills to get the job done.“The reality is that people will appreciate it. You aren’t alienatingthe people you’re laying off, so when the downturn doescome to an end, you will be a more attractive employer tothose you may need to hire back.”In general, and this is true whether it’s good times or bad,you err on the side of sharing more information with youremployees, and that will serve you well as a businessman inthe long term.There’s one important ingredient that must not be overlooked— compassion. Sometimes when there are layoffs,the manager will try to get it over with as soon as possible,making the delivery terse and quick. But you have to realizethat people take some time to absorb information. You mightknow it for weeks or a month coming down the line, but theyare hearing about it for the first time.“You need to give the time an employee needs,” Kruglinskirecommends. “If he or she is having an emotional reaction, youneed to go with the flow. Don’t get upset and toss the personout of your office. Realize that what they are going through isa stage of grief.“When you lose your job, it’s natural to have an emotionalreaction. You want to make sure that they have allthe information they need regarding COBRA Health benefits,severance issues, things they need to do — cleaningout lockers, returning tools — and also as you communicatehow they do it, you have to be as compassionate aspossible. It’s an awful task and for those of us in HR, whogot into it because we like people, we can sometimes rushthrough it and not do a good job. It’s not good for theemployee and it’s not good for the organization. You maywant to hire that person back, and depending on how youdeal with the separation, that person might not want tocome back.”<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 21
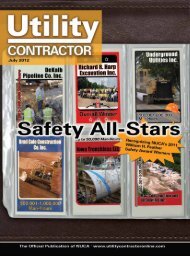
All Hands on DeckBefore the steady breeze gave way to a jobs doldrum, therewas a focus on the potential shortage of highly skilled workers.It’s estimated that 1 million new construction workerswill be needed by 2012 and there will be 2.4 million skilledproduction jobs — machinists, machine assemblers, operatorsand technicians — available, according to the Departmentof Labor. Despite recent economic factors, that darkcloud still looms.“Although many companies have been forced to make thepainful decision of laying off employees, all companies willface this same workforce issue by 2012,” says David Bannister,Workforce Development Manager for the Association ofEquipment Manufacturers (AEM). “For example, the employeeswho were laid off during these difficult times might haveretrained themselves for a different skill set or different industryall together. And, we have an aging workforce. Whenhiring levels increase, it will be even harder to find workersfor these already-difficult-to-fill positions because the pool ofcandidates has shrunk.”If the tide hasn’t turned your way as an employee, now isa great time to tackle new tasks. It’s always a good idea tolearn a new skill that may have a huge effect on your career.Look into specific training and other experiences with whichyou can build your résumé. These days, résumés are a dime adozen, so it’s a good idea to keep yours up to date.Sitting in front of a computer screen firing e-mail résumésto employers might feel counter-intuitive. In theconstruction field, the more you can network the better.While you might be able to find some connections oncareer-focused Web sites like CareerBuilder.com or networking-focusedones like the ever-popular Facebook,nothing is better than going out and meeting people faceto face. Getting involved in the local construction communitythrough organizations like NUCA is a great way tomeet new people in the industry and circulate your nameand skills.“What employers value most often, aside from highskills and being able to do the job, is a positive attitude,”says Kruglinski. “People who have that positive attitudeand a sense of team work would be very hard to get ridof. The reverse is true as well. So if someone is negative,overly critical, unwilling to take on new tasks or inflexible,that weakens his/her position in the organization.It’s important to stay positive. Even then it can be a selffulfillingprophecy.”Monitor the wind decks! All hands! Main sheet line, starboard!Hoist the main sail! The economic sea has calmedand the winds of work are steady. It’s time to set sail tonew productive lands of opportunity. Luckily, you manageyour crew as well as you plot your company’s course.Deck hands are aplenty, and you’re happy to share the newwealth with those stalwart men and women who helpedyou weather the storm.Jason Morgan is Associate Editor of <strong>Utility</strong> <strong>Contractor</strong>.From the worker who can run a complex motor grader to themechanic that works on it, there will be a shortage of workersto fill 2.4 million skilled production jobs by 2012, analysts say.22 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009
INSIDE WASHINGTON“Healthy Families Act” Would MeanCuts in Benefits, PersonnelBy Eben WymanSince the last election considerably increased theDemocratic majorities in both the House and Senate,NUCA and most of the business community fullyexpected more left-leaning legislation hostile to industry.The Democrats didn’t disappoint, and although all eyesare currently on the health care debate and the impasse overa “public option,” there are other bills out there that wouldnegatively impact the way you conduct your business. Further,although the goals of most of these bills are said to protect andempower workers, some of them will inevitably cause moreharm to workers than good. The so-called “Healthy FamiliesAct” (HFA) is a case in point.Last spring, the House Workforce Protections Subcommitteeheld a hearing on the HFA (HR 2460/S 1152), a billthat would require the vast majority of employers to providepaid leave to their workers, including those who workpart-time. NUCA and a group of like-minded contractorassociations quickly got together to evaluate the situationand just as quickly agreed to collectively oppose the measure.The provisions of the bill are not only unfriendly tobusiness, but also potentially harmful to the very workersthe bill aims to protect.Specifics of the HFAUnder the HFA, employers with 15 or more employeeswho work 20 weeks or more a (calendar) year would haveto provide up to 56 hours (approximately 7-8 days) of paidsick leave to all “full-time” employees (those working 1,680hours a year or more, an average of 32 hours a week). Thebill also includes language that would require paid sick leavefor part-time employees. Workers would begin accruing paidsick time on their first day of work and would be allowed tobegin taking the leave as soon as 60 days thereafter. Under theHFA, both full- and part-time employees would accrue paidsick time at the same rate (one hour of paid sick time for 30hours worked).Paid sick leave would carry over from year to year underthe bill, but an employer would not be required to permitan employee to accrue more than 56 hours at a given time.There would be no restriction, however, on how much paidsick leave an employee could accrue over the course of agiven year. Thus, employees who carry over paid sick timefrom prior years would be allowed to take more than 56hours over the course of one calendar year.Employees could use paid sick time for their own medicalcondition, including absences related to preventive medicalcare, or to care for a relative with a medical condition, includingassisting a relative to attend medical appointments. Underthe bill, a “relative” is considered anyone related by blood ora relationship with the employee that is the “equivalent of afamily relationship.” On top of that, the HFA prohibits employersfrom requiring that employees assist in the “search for...areplacement worker to cover hours during which the employeeis using the paid sick time.”In the only positive provision in the legislation, the HFAwould not require employers with existing sick leave and paidtime off (PTO) policies to provide additional leave if the employer’sleave is available to employees on the same terms asthose provided by the legislation.Battle Lines Quickly DrawnSupporters of the legislation claim that the mandate is neededto ensure that workers are not forced to choose between theirjobs and their own or their family’s health, and that providingemployees with paid sick leave would increase morale, productivityand reduce the possibility of employees showing upat the workplace sick, thereby prolonging their own illnesses orspreading illnesses to co-workers and the public.Opponents of the measure, including most business organizationsand certainly those representing the constructionindustry, maintain that a “one-size-fits-all” mandate on paidsick leave would limit an employer’s flexibility in designing82 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009
INSIDE WASHINGTONcompensation and benefits packages that meet the needs oftheir unique workforce and that a debate over an expensivemandate is not appropriate at a time when employers arestruggling to avoid layoffs and business closures.As noted above, NUCA and a group of fellow constructioncontractor organizations signed on to a letter to Congressindicating the industry’s strong opposition to theHFA in an effort to educate lawmakers about the harmfulramifications the bill might have on employees. Theletter stated in part: “According to Department of Labor(DOL) data, 82 percent of private employers currently offersome form of paid leave to their workforce. At thesame time, employers face economic realities and mustbalance leave benefits with other compensation offered toemployees such as wages and health benefits.” The letteralso states: “The HFA’s one-size-fits-all approach threatensan employer’s ability to provide the benefits that best fitthe needs of their workforce. The unique nature of theconstruction industry demands that the benefits reflectthe reality of the industry workforce.”In an attempt to back up its position with some hard numbers,NUCA conducted a survey of its contractor members onthe subject of paid leave and other benefits offered by utilityconstruction companies. When asked about the impact thatmandated paid leave would have on their companies, 77 percentof 85 respondents indicated that a mandate would forcecuts in employee compensation, and 50 percent said it wouldforce cuts in personnel.Common Sense WantedThe goals of the HFA are sound, but the bill appears tobe another case of a short-sighted “solution” that is likelyto create more problems than it solves. Employers of allstripes, especially in construction, develop their own balanceof compensation and benefits to meet the distinctiveneeds of the workforce they represent. Throwing a blanketrequirement of mandated paid leave on virtually all Americanbusinesses would only result in significant costs to employersand potentially threaten jobs held by employeeswho might prefer compensation or other benefits to paidsick leave. The results of the survey NUCA conducted fullysupport this conclusion.The fate of the HFA is uncertain, but what is clear is that thislegislation again illustrates that Capitol Hill is long overdue fora healthy shot of common sense. Rest assured that NUCA willstand among the rest of the construction contractor industryto ensure that our industry is not subject to arbitrary employeebenefit mandates dictated by the federal government.Eben Wyman is NUCA Vice President of Government Relations.<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 83National <strong>Utility</strong> <strong>Contractor</strong>s Association
SAFETY MANAGEMENTSafety Equipment: Are You BuyingSmart or Buying Blind?By George KennedyPurchasing the proper safety equipment for yourworkers is as important to jobsite safety as buyingthe right replacement part for an expensivemachine. And I’m not just talking about personalprotective equipment (PPE). Safety equipment also includesfirst-aid kits, fire extinguishers, guardrails, air monitors,trench protective systems, road cones and much more. And,all such equipment should be of good quality. That doesn’tnecessarily mean you have to buy the most expensive productson the market, but it does mean that you need to becomean informed buyer and not compromise on safety justto save a few dollars.Of course, there are additional considerations to keep inmind. First and foremost is compliance with federal, state andlocal regulations.Compliance StandardsMost of the products sold by reputable suppliers will complywith OSHA, DOT, EPA and other government regulations.That said, you need to know the standards that apply to theequipment you are thinking of purchasing and make thepersonal determination that the equipment meets the minimumstandards or requirements that have been established.For example, OSHA requires hard hats to meet the standardsset by the American National Standards Institute (ANSI Z89.1).Another example would be the compliance standards establishedby the Manual of Uniform Traffic Control Devices(MUTCD) for highway cones, signs and barriers.When you are making the determination, please be advisedthat just because a pair of safety glasses, hard hat orother product has ANSI stamped on it does not guaranteethat the product has actually met the stringent requirements.Likewise, PPE and other equipment may meet OSHArequirements, but OSHA does not “approve” anything. Don’tbe fooled by anybody telling you that their equipment hasbeen approved by OSHA.To avoid being taken in by false advertising, learn who thegood manufacturers are and only buy from reputable suppliers.A good place to start looking is in the Buyer’s Guide84 <strong>Utility</strong> <strong>Contractor</strong> | <strong>September</strong> 2009(p. 25) in this issue. You can also check out the guide availableon the Web site of the International Association of SafetyEquipment (ISEA) at safetyequipment.org.Worker Buy-InOSHA standards are just a starting point for determining whatpersonal protective equipment is required. OSHA’s Subpart E —1926.95(a) Criteria for personal protection equipment says: “Protectiveequipment, including personal protective equipment foreyes, face, head and extremities, protective clothing, respiratorydevices and protective shields and barriers, shall be provided, usedand maintained …” (emphasis added).OSHA recently added a paragraph (d) — “Payment for protectiveequipment. (1) Except as provided by paragraphs (d)(2) through (d)(6) of this section, the protective equipment,including personal protective equipment (PPE), used to complywith this part, shall be provided by the employer at no costto employees.”What OSHA does not say is that the equipment must fit theworker properly to ensure that the worker will actually use it.This is where choices come into play. If you give your employeesan opportunity to choose between different styles, typesand sizes, they will be much more likely to use and maintainthe equipment. Let’s take a look at some of the choices availablefor three common types of PPE.Hard hats are generally not a problem when it comes to fitbecause the suspensions in all hard hats are adjustable. (I preferthe ratchet adjustment to the standard adjustment because it iseasier to manipulate.) However, there are differences in hardhat construction. The first and most obvious is the cap vs. fullbrimstyle. Additionally, some makes and models are lighterthan others, rated for use around electricity or in hot environments,for example.Safety glasses are a different matter. They are not always easyto adjust to fit the size of the individual’s head and as a resultmay be too tight or big. Also, the nose-bridge on manyglasses is solid plastic and not adjustable, so the glasses may sittoo high or too low. Use is another consideration. If workerswill be exposed to bright sun, they will need safety glasses that
SAFETY MANAGEMENTwill protect their eyes from UV rays that can damage the eyes.In some situations, you may have to provide two pairs of safetyglasses — one for workers to wear outside in the sun and onefor inside, at night or on overcast days. Make sure that whateverglasses you provide do not distort the workers’ vision orthey will not wear them for long.Hand injuries, which are very common in the constructionindustry, can often be prevented by wearing workgloves. Save the company money by not purchasing a bunchof 99-cent, large, leather/canvas work gloves; most workerswill not wear them because they are too big, clumsy anduncomfortable. Although they offer protection when liftingand carrying, they are hard to work in when using toolsor equipment. Shop around and find gloves that fit andare flexible, comfortable and cut-resistant. (Check out, forexample, the new Kevlar gloves with coated palms.) Gloveholders that clip to the workers belt and hold the gloveswhen not in use are another good investment; they willhelp prevent gloves from being lost and ensure that they areavailable when needed.Other PPE includes respirators, hearing protection, harnessesand high visibility vests and clothing. There are plentyof choices available for those pieces of equipment as well. Employersneed to research the products to find the best equipmentat the right price and that fits the various needs of thecompany’s workforce. It’s also a good idea to offer the workersa choice when it comes to comfort and style. Remember: A $5pair of safety glasses not worn is a waste of money; a $10 pairthat is worn is a good investment.All the choice in the world is not going to ensure that employeeswill use the PPE and other equipment provided fortheir safety if they don’t understand why it is required andhow to use and maintain it for maximum effectiveness. Trainingis therefore an important part of the process of “providing”what the regulations require.Beyond PPEThe average utility construction jobsite requires a lot ofadditional safety devices to make it safe. Once again it isimportant to become an informed buyer. If you expect theequipment to comply with regulations and be reusable, selectquality equipment. Here are some examples of products youmay have to purchase.Traffic control devices must meet the requirements of theManual on Uniform Traffic Control Devices (MUTCD), whichdefines the standards used by road managers nationwide toinstall and maintain traffic control devices on all streets andhighways. The MUTCD is published by the Federal HighwayAdministration (FHWA) under 23 Code of Federal Regulations(CFR), Part 655, Subpart F. Note: Some states have modifiedthe MUTCD to meet their own needs or have developed theirown standards for traffic control.Air monitors, which may be one of the most importantpieces of life-saving equipment in your company’s inventory(depending on the type of work you do), are available withone sensor for checking for individual gases or with combinationsof different sensors to detect gases like oxygen, chlorine,carbon monoxide, hydrogen sulfide, ammonia, methaneand many others. Beyond determining what sensors will beneeded, purchasers need to consider durability and ease ofcalibration and maintenance.Trench protective systems — shields and shoring — can bepurchased or rented. What system(s) you use will dependon what you are installing under what ground conditions.For example, does the job require a big steel box that mustbe handled by a large excavator or a lightweight modularsystem that can be handled by a rubber-tire backhoe ormini excavator?The list goes on, but the point is that informed choice is thename of the purchasing game. Once you master it, your inventoryof quality safety equipment can be relied upon to helpyou prevent injuries, save lives and otherwise protect yourmost valuable company asset — your employees.George Kennedy is NUCA Vice President of Safety.<strong>September</strong> 2009 | <strong>Utility</strong> <strong>Contractor</strong> 85National <strong>Utility</strong> <strong>Contractor</strong>s Association