Plexus Adhesives Data Sheet - Curbellplastics.com
Plexus Adhesives Data Sheet - Curbellplastics.com
Plexus Adhesives Data Sheet - Curbellplastics.com
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
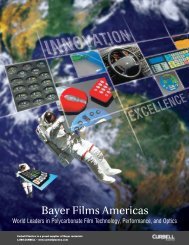
M O L IN STOBACCO MACHINERYDirect Links ConvenienceWith Tray SystemFlexibilityTECHNICAL DATA SHEETPLEXUS MA420FSDescriptionCharacteristicsChemical Resistance 4<strong>Plexus</strong> MA420FS is a two-part methacrylate adhesive designed for structural bonding of thermoplastic, metal, and <strong>com</strong>posite assemblies 1 .Combined at a 10:1 ratio, MA420FS has a working time of 1 to 2 minutes and achieves approximately 75% of ultimate strength in 5 to 6 minutesat 74˚F (23˚C). <strong>Plexus</strong> MA420FS is a standard choice for <strong>com</strong>posites automated bonding applications in the transportation industry, because itrequires virtually no surface preparation and its rapid fixture time. In addition, this product provides a unique <strong>com</strong>bination of excellent fatigueendurance, outstanding impact resistance, and superior toughness. <strong>Plexus</strong> MA420FS is blue when mixed and is supplied in ready-to-use 380 mlcartridges, 5 gallon (20 liter) pails or 50 gallon (200 liter) drums to be dispensed as a non-sagging gel.Room Temperature CureWorking Time 21 – 2 minutesFixture Time 33 – 4 minutesOperating Temperature-40˚F – 180˚F (-40˚C – 82˚C)Gap Filling 70.03 in. to 0.125 in. (0.75mm to 4mm)Mixed Density8.15 lbs/gal (0.98 g/cc)Flash Point 51˚F (11˚C )Excellent resistance to:HydrocarbonsAcids and Bases (3-10 pH)Salt SolutionsSusceptible to:Polar SolventsStrong Acids and BasesPhysical Properties(uncured) – RoomTemperatureMechanical Properties (Cured)Room TemperatureAdhesiveActivatorViscosity, cp (x’s 1000) 80 – 100 50 – 80Color Off-White BlueDensity, lb/gal (g/cc ) 7.85 (0.94) 10.40 (1.25)Mix Ratio by Volume 10.0 1.0Mix Ratio by Weight 7.5 1.0Mixer Re<strong>com</strong>mendation Cartridge (380ml) MC10:24Bulk:See back & refer to ITW <strong>Plexus</strong>Tensile (ASTM D638)Strength, psi (Mpa) 1,250 –1,500 (8.6 – 10.3)Modulus, psi (Mpa) 35,000 – 50,000 (241 – 345)Strain to Failure (%) 5 – 15Re<strong>com</strong>mended for:ABSAcrylicsFRPGelcoats 6Steel, Carbon*PVCPolyesters(including DCPD modified)Aluminum*Steel*, Stainless*StyrenicsUrethanes (general)Vinyl Esters* <strong>Plexus</strong> Primer Suggested 8Lap Shear (ASTM D1002) Cohesive Strength psi (Mpa) 1,300 – 1,600 (8.9 – 11.1) at 0.03 in. gap (0.75 mm)1 2 02 5 0Temperature, °C1 0 08 06 04 02 0Temperature, °F2 0 01 5 01 0 05 000 5 1 0 1 5 2 000 5 1 0 1 5 2 0T im e , m in .T im e , m in .Typical Exotherm Curve for MA420FS in a 10 gm Mass at 74°F ( 23°C) 5www.molins.co.ukCurbell Plastics is a proud supplier of <strong>Plexus</strong> ® materials1.888.CURBELL • www.curbellplastics.<strong>com</strong>
M O L IN STOBACCO MACHINERYDirect Links ConvenienceWith Tray SystemFlexibilityTECHNICAL DATA SHEETPLEXUS MA420FSHANDLING AND APPLICATION<strong>Plexus</strong> ® MA420FS adhesive (Part A) is flammable. Contents include Methacrylate Ester. Keep containersclosed after use. Wear gloves and safety glasses to avoid skin and eye contact. Wash with soap andwater after skin contact. In case of eye contact, flush with water for 15 minutes and get medical attention.Harmful if swallowed. Keep out of reach of children. Keep away from heat, sparks, and open flames.Reference the Material Safety <strong>Data</strong> <strong>Sheet</strong> for more <strong>com</strong>plete safety information.Note: Because of the rapid curing features of this product, large amounts of heat are generated whenlarge masses of material are mixed at one time. The heat generated by the exotherm resulting from themixing of large masses of adhesive can result in the release of entrapped air, steam, and volatile gases.To prevent this, use only enough material as needed for use within the working time for the product andconfine gap thickness to no more than 0.125in (4mm). Questions relative to handling and applicationsshould be directed to ITW <strong>Plexus</strong> at 800-851-6692.DISPENSING ADHESIVEMA420FS may be applied manually or with all stainless steel bulk dispensing equipment. Static mixerselection is critical to the proper mixing and performance of <strong>Plexus</strong> adhesives. All machines dispensing<strong>Plexus</strong> should have shrouds where applicable. Stainless Steel bulk equipment is re<strong>com</strong>mended. Foradditional information concerning meter-mix equipment, contact ITW <strong>Plexus</strong> Sales Representatives. Premeasuredcartridges are also available, as well as the hand-held guns with which to dispense theadhesive. To assure maximum bond strength, surfaces must be mated within the specified working time.Use sufficient material to ensure the joint is <strong>com</strong>pletely filled when parts are mated and clamped. Alladhesive application, part positioning, and fixturing should occur before the working time of the mix hasexpired. After indicated working time, parts must remain undisturbed until the fixture time is reached.Automated equipment should be constructed of stainless steel or aluminum. Avoid contact with copper orcopper containing alloys in all fittings, pumps, etc. Seals and gaskets should be made of Teflon, TefloncoatedPVC foam, ethylene/propylene or polyethylene. Avoid the use of Viton, BUNA-N, Neoprene orother elastomers for seals and gaskets. Clean up is easiest before the adhesive has cured. Citrus terpeneor N-methyl pyrolidone (NMP) containing cleaners and degreasers can be used for best results. If theadhesive is already cured, careful scraping, followed by a solvent wipe may be the most effective methodof clean up.EFFECT OF TEMPERATUREApplication of adhesive at temperatures between 65˚F (18˚C) and 80˚F (26˚C) will ensure proper cure.Temperatures below 65˚F (18˚C) will slow cure speed; above 80˚F (26˚C) will increase cure speed. Theviscosities of Parts A and B of this adhesive are affected by temperature. To ensure consistent dispensingin meter-mix equipment, adhesive and activator temperatures should be held reasonably constantthroughout the year.STORAGE AND SHELF LIFEShelf life of MA420FS adhesive (Part A) is 1 year. Shelf life of activator (Part B), including cartridges thatcontain activators, is 9 months. Shelf life is based on continuous storage between 54˚F (12˚C) and 74˚F(23˚C). Long term exposure above 74˚F (23˚C) will reduce the shelf life of these materials. Prolongedexposure of activators, including cartridges that contain activators, above 98˚F (37˚C) quickly diminishesthe reactivity of the product and should be avoided. These products should never be frozen.ITW PLEXUS, 30 Endicott Street, Danvers, MA 01923 USATEL: 800-851-6692FAX: 978-774-0516e-mail: info@itwplexus.<strong>com</strong>Curbell Plastics is a proud supplier<strong>Plexus</strong> ® materialsNationwide1.888.CURBELLwww.curbellplastics.<strong>com</strong>Notes1. ITW <strong>Plexus</strong> stronglyre<strong>com</strong>mends that all substratesbe tested with the selectedadhesive in the anticipatedservice conditions to determinesuitability.2. Working Time: The time elapsedbetween the moment Parts Aand B of the adhesive systemare <strong>com</strong>bined and thoroughlymixed and the time when theadhesive is no longer useable.Times presented were tested at74˚F (23˚C).3. Fixture Time: The interval oftime after which surface beingjoined will support a 1 kg deadweight on a 0.50 in. (12mm)overlap joint 1.00 in. (25mm)wide without movement. Timespresented were tested at 74˚F(23˚C).4. Resistance to chemicalexposure varies greatly basedon several parametersincluding; temperature,concentration, bondlinethickness, and duration ofexposure. The chemicalresistance guidelines listedassume long term exposures atambient conditions.5. In a typical bond line, exothermtemperatures will be lower thanthe temperatures shown.6. Urethane-modified superweatheringgelcoats may requirean alternate adhesive. As withall substrates, these gelcoatsshould be tested with theselected adhesive to determinesuitability.7. For optimal bond gaps 0.03 in.(0.76 mm) is re<strong>com</strong>mended.Below these values consult withan ITW <strong>Plexus</strong> representative.8. Exterior applications require theuse of coatings or primers thatinhibit oxidation of the steel.NOTE: All information on thisdata sheet is based onlaboratory testing and is notintended for design purposes.ITW <strong>Plexus</strong> makes norepresentations or warranties ofany kind concerning this data.Due to variance of storage,handling and application ofthese materials, ITW <strong>Plexus</strong>cannot accept liability for resultsobtained.www.molins.co.uk<strong>Plexus</strong> MA420FS Rev 06, 05/06
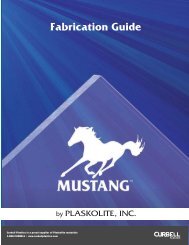
MA685 Technical<strong>Data</strong> <strong>Sheet</strong>BenefitsClearUV StableFast Cure100% ReactiveSandableMinimal Surface PreparationCharacteristicsRoom Temperature CureWorking Time 27 - 12 minutes (MA6x22 Act)Fixture Time 318 - 25 minutes (MA650 Act)Mixed Density8.96 lbs/gal (1.01 g/cc)Environmental Resistance 4Excellent resistance to• Water• Impact• Scuffing• High Temperatures• Ultra-violet light (UV)<strong>Plexus</strong> ® MA685 is a two-part methacrylate adhesive designed forsolid surface seaming and assembly 1 . MA6685 is highlytranslucent and clear, UV stable and non-yellowing. It offersexcellent adhesion to a variety of solid surface sheet materialsincluding cast acrylic and cast/densified polyester. It exhibits highresistance to water, impact, wear, scuffing, boiling water, hightemperature and UV light. Combined with MA685 activator at a10:1 ratio, it has a working time of 8 to 11 minutes and achieveshandling strength in 20 to 25 minutes.Note: Preliminary and subject to modificationPhysical Properties (Uncured) -Room TemperatureAdhesive ActivatorMA685 MA685Viscosity, cP x 1000 18 – 24 30 - 40Color light blue Water WhiteDensity, lbs/gal (g/cc) 8.5 (1.00) 9.6 (1.08)Mix Ratio by Volume 10.0 1Mix Ratio by Weight 9.43 1Mechanical Properties (Cured) -Room TemperatureButt Joint TensileStrength, psi 3500 - 45004-Point Bend (ASTM D790)Strength, psi 4500 - 5500250Re<strong>com</strong>mended for:• Acrylic sheet• Polyester sheet• Thermoplastics• Gelcoats• FRP / CompositesExotherm Temp, deg. F2001501005000 10 20 30 40Time, min.Typical Exotherm Curve for MA685 at 75°F (10 grams)Curbell Plastics is a proud supplier of <strong>Plexus</strong> ® materials1.888.CURBELL • www.curbellplastics.<strong>com</strong>
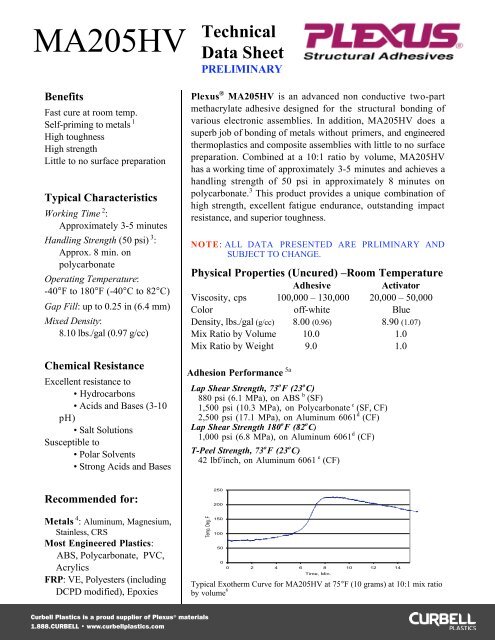
MA830 Technical<strong>Data</strong> <strong>Sheet</strong>BenefitsSelf-priming to metals 1High toughnessHigh strengthGray color for metal bondingCartridge available with or withoutspacer beadsCharacteristicsRoom Temperature CureWorking Time 2Approximately 5 minutesFixture Time 3Approximately 20 minutes51F Flash PointOperating Temperature 4-40F to 180FGap Filling to 0.012in. to 0.5in.Mixed Density (no GB/ with GB)8.17/8.28 lbs./gal(0.98/0.99g/cc)Chemical Resistance 5Excellent resistance to• Hydrocarbons• Acids and Bases (3-10pH)• Salt SolutionsSusceptible to:• Polar Solvents• Strong Acids and BasesRe<strong>com</strong>mended for:Metals 6 : Aluminum, Stainless, CRS,Galvanneal, GalvalumeMost Engineered Plastics:PVC, Acrylics, ABS, Styrenics,Urethanes (General)FRP: VE, Polyesters (includingDCPD modified), Epoxies andGelcoats<strong>Plexus</strong> ® MA830 is an advanced two-part methacrylate adhesivedesigned for structural bonding of metals without primers. In addition,MA830 does a superb job of bonding thermoplastic and <strong>com</strong>positeassemblies with little to no surface preparation. Combined at a 10:1ratio, MA830 has a working time of approximately 5 minutes andachieves approximately 500 psi lap shear strength in 20 minutes. Thisproduct provides a unique <strong>com</strong>bination of high strength, excellentfatigue endurance, outstanding impact resistance, and superiortoughness. <strong>Plexus</strong> MA830 is available in gray color with or without 12mil (0.012-inch) solid glass bead spacers and is supplied in ready-tousecartridges, 5-gallon pails or 50-gallon drums. The product can bedispensed as a non-sag gel to 3/8 inch using standard meter-mixequipment.Physical Properties (Uncured) –Room TemperatureAdhesiveActivatorViscosity, cP 90,000 – 120,000 50,000 – 80,000Color off-white Gray or Gray GBDensity, lbs./gal (g/cc) 8.06 (0.97) 9.10 (1.09) or 9.25 (1.11)Mix Ratio by Volume 10.0 1.0Mix Ratio by Weight 8.86 1 or 1.02Mechanical Properties (ASTM D638) (Cured Adhesive 7 )Tensile Strength, psi 3,200 - 3,800Tensile Modulus, psi 70,000 - 100,000Strain to Failure (%) 30 - 60Lap Shear (ASTM D1002) (dry wiped Al 6061, 0.012 inch gap),Shear Strength, psi 2,300 – 2,800Temperautre, degree F3002502001501008:500 5 10 15 20 2510:Time, min.12:1Typical Exotherm Curve for MA830 at 75F (10 grams) 8 at variousmix ratiosITW <strong>Plexus</strong> n 30 Endicott Street n Danvers, MA 01923 n Tel: 800-851-6692 n Fax: 978-777-7904 n itwplexus.<strong>com</strong>Curbell Plastics is a proud supplier of <strong>Plexus</strong> ® materials
HANDLING AND APPLICATION:<strong>Plexus</strong> ® MA830 adhesive (Part A) is flammable and contains Methacrylate Ester. Keep containers closed after use. Wear glovesand safety glasses to avoid skin and eye contact. Wash with soap and water after skin contact. In case of eye contact, flush withwater for 15 minutes and get medical attention. Harmful if swallowed. Keep out of reach of children. Keep away from heat, sparks,and open flames. Reference the Material Safety <strong>Data</strong> <strong>Sheet</strong> for more <strong>com</strong>plete safety information. NOTE: Because of the rapidcuring nature of this product, excessive heat is generated when large masses of material are mixed at one time. The excessive heatgenerated by the exotherm can result in the release of entrapped air, steam, and volatile gases. To prevent this, use only enoughmaterial as needed for the application within the working time for the product and confine gap thickness of 0.012 inches to no morethan 0.5 inch. For gap thicknesses outside this range, consult with an ITW <strong>Plexus</strong> representative. Questions relative to handlingand applications should be directed to ITW <strong>Plexus</strong> at 800-851-6692.DISPENSING ADHESIVE:MA830 may be applied manually or with stainless steel bulk dispensing equipment. Static mixer selection is critical to the propermixing and performance of <strong>Plexus</strong> adhesives. ITW <strong>Plexus</strong> re<strong>com</strong>mends a 10-24 static mixer for MA830 for optimal mixing fromstandardized cartridges. For additional information concerning meter-mix equipment, contact ITW <strong>Plexus</strong> Sales Representatives. Toassure maximum bond strength, surfaces must be mated within the specified working time. Use sufficient material to ensure thejoint is <strong>com</strong>pletely filled when parts are mated and clamped. All adhesive application, part positioning, and fixturing should occurbefore the working time of the mix expires. After indicated working time, parts must remain undisturbed until the fixture time isreached. Clean up is easiest before the adhesive cures. Citrus terpene or N-methyl pyrolidone (NMP) containing cleaners anddegreasers can be used for best results. If the adhesive is already cured, careful scraping, followed by a solvent wipe may be themost effective method of clean up. NOTE: Avoid contact with copper or copper containing alloys in all fittings, pumps, etc. Sealsand gaskets should be made of Teflon, Teflon-coated PVC foam, ethylene/propylene or polyethylene. Avoid the use of Viton,BUNA-N, Neoprene or other elastomers for seals and gaskets.EFFECT OF TEMPERATURE:Application of adhesive at temperatures between 70 o F and 80 o F will ensure the most consistent cure. Ambient temperature willalways affect the rate of cure. For example, temperatures below 60 o F will slow the cure speed; above 80 o F will increase cure speed.The viscosities of Parts A and B of this adhesive are affected by temperature. To ensure consistent dispensing in meter-mixequipment, adhesive and activator temperatures should be held reasonably constant throughout the year. <strong>Plexus</strong> does notre<strong>com</strong>mend bonding below 60 o FSTORAGE AND SHELF LIFE:Shelf life of MA830 adhesive (Part A) is 12 months from day of shipment from ITW <strong>Plexus</strong>. Shelf life of activator (Part B), includingcartridges that contain activators, is 12 months from day of shipment. Shelf life is based on continuous storage between 55F and75F. Long-term exposure above 75F will reduce the shelf life of these materials. Prolonged exposure of activators, includingcartridges that contain activators, above 100F quickly diminishes the reactivity of the product and should be avoided. Thisproduct should never be frozen.Notes1. ITW <strong>Plexus</strong> strongly re<strong>com</strong>mends that all substrates be tested with the selected adhesive in the anticipated service conditions to determinesuitability. For severe corrosion durability to aluminum use of PC120 offers superior durability and performance.2. Working Time: The time elapsed between the moment Parts A and B of the adhesive system are <strong>com</strong>bined and thoroughly mixed and thetime when the adhesive is no longer useable at approximate 0.25 inches. Times presented were tested at 75F.3. Fixture Time: Varies with ambient temperature, bondline gap thickness, and nature of substrates. Typically at 75°F, MA830 with 0.012-inch gap at a 10:1 ratio by volume reaches 500 psi in 20 minutes and 1,000 psi in 25 minutes (ASTM D1144). Substrate temperature and gapaffects fixture time.4. Ambient temperature affects the performance of this product. At –40 o F and 180 o F, the lap shear strengths of MA830 on AL 6061 areapproximately 3,100 psi and 1,000 psi, respectively.5. Resistance to chemical exposure varies greatly based on several parameters including; temperature, concentration, bondline thickness, andduration of exposure. The chemical resistance guidelines listed assumes long-term exposures at ambient conditions.6. Although not necessary, ITW <strong>Plexus</strong> re<strong>com</strong>mends the removal of all surface oxides and the use of PC120 cleaner/conditioner for optimalperformance and environmental resistance. Not re<strong>com</strong>mended for Hot Dipped Galvanized metal.7. Cure condition – In order to accelerate 100% ultimate strength all samples were cured at 16 hours at 75 o F followed with a 16-hour exposureat 110 o F. This is not a post bake. <strong>Data</strong> shows such cure simulates ultimate 100% of cure.8. In a typical bond line, exotherm temperatures will be lower than the temperatures shown.All information on this data sheet is based on laboratory testing and is not intended for design purposes. ITW <strong>Plexus</strong> makes norepresentations or warranties of any kind concerning this data. Due to variance of storage, handling and application of thesematerials, ITW <strong>Plexus</strong> cannot accept liability for results obtained.MA830 Revision 1, 05/2006ITW <strong>Plexus</strong> n 30 Endicott Street n Danvers, MA 01923 n Tel: 800-851-6692 n Fax: 978-777-7904 n itwplexus.<strong>com</strong>Curbell Plastics is a proud supplier of <strong>Plexus</strong> ® materials