Kanban Inventory System - Henry Ford Health System
Kanban Inventory System - Henry Ford Health System
Kanban Inventory System - Henry Ford Health System

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Lean <strong>Inventory</strong> ManagementLEAN Training 2010 2009(<strong>Kanban</strong> <strong>Inventory</strong> <strong>System</strong>)<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
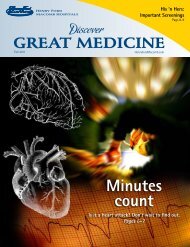
<strong>Kanban</strong> CardsLEAN Training 2010 2009<strong>Kanban</strong> Card I1 st Generation<strong>Kanban</strong> Card II2nd Generation5<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
KANBAN FOR ANY STOCKLEAN Training 2010 2009<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Example Order StationLEAN Training 2010 2009•When an employeePULLS inventorywith a <strong>Kanban</strong> card,the cards are placedat the order station•Examples Include:Bins, Folders,Envelopes, Cubbies,Baskets, etc etc…•Need to be in highvisibility areasBinsWall Holders7<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
LEAN Training 2010 2009<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Example Re‐Ordering Station• Once item is ordered, the cardis placed in the Ordered <strong>Kanban</strong>StationLEAN Training 2010 2009• Card remain there until orderarrives, unless backordered• Once the stock arrives, stock isrotated and <strong>Kanban</strong> Cards areplaced at the re-order point• Re-order Station is at a differentlocation than the Order Station9<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Kanban</strong> ExampleRacks are alphabetical and shelves are numberedLEAN Training 2010 2009<strong>Kanban</strong>cardsIt`s important toonly PULLwhen youremove thatproduct10<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Savings: Hospital LabLEAN Training 2010 2009One Coagulation Analyzer Reagents• <strong>Inventory</strong> Factors:• Excess inventory• Obsolescence• Calibration• Quality Control• Accidental• Not so accidental loss• Total Cost: $65,000+ on Excess <strong>Inventory</strong>12<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Savings: Hospital LabLEAN Training 2010 2009• Logistical Factors• Cost to order• Storage• Transportation• Transportation Fees• $1000 spent on cabs monthly• Total Cost: $12,000/year13<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Savings: Hospital LabLEAN Training 2010 2009• Staff:$25/hour + benefits ≈ $75,000/year1% Lost time to inventory handling$750/year3‐4 Individuals handling inventory$3000/year• Yearly loss to inventory handling:65000 + 12000 + 3000 = $80,000<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
USA TodaySept. 10, 2009LEAN Training 2010 2009When a CEOdiscovers Lean,watch out!17<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Inventory</strong> ManagementCalculationsLEAN Training 2010 20091. How much to order? - Order Quantity2. How much stock is required for variations? - Safety Stock3. When to order? – Re-Order Point (ROP) or <strong>Kanban</strong> Position<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Inventory</strong> ManagementImplementation Process• Take stock of all inventory (Organize items by vendor, bydepartment and by instruments)LEAN Training 2010 2009• Calculate average daily material usage (Demand)• Calculate average delivery times for all items (Supply)• Perform inventory calculations (Spreadsheet Provided)• Train at least two people in each location to performordering function<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
LEAN Training 2010 2009<strong>Inventory</strong> Model – Excel SpreadsheetOn Your Request<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Inventory</strong> Calculations for Large Size GlovesData:Average Demand (D)= 1 box / dayLEAN Training 2010 2009Best Case Delivery time = 6 daysWorse Case Delivery Time = 8 daysAverage delivery time (T) = (6+8)/2= 7 daysCalculating Order Quantity:Minimum Order Quantity = (D x T) = (1 box per day) x (7 days) = 7 boxesDue to the manual ordering in the computer, HFHS decided to order every 2weeks.Actual order quantity = 1 box per day x 14 days = 14 boxes<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Inventory</strong> Calculations for Large Size GlovesCalculating Safety Stock (SS):Safety Stock (SS) = Material to protect for demand and supplyfluctuations (7 days) = 1 box per day x 7 days = 7 boxesLEAN Training 2010 2009Re‐Order Point (ROP) and <strong>Kanban</strong> Card Position:<strong>Kanban</strong> Card Position = Material for Average Delivery time + SafetyStock = 7 boxes+7 boxes= 14 boxes<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
MaxStock<strong>Inventory</strong>Reordering Example<strong>Kanban</strong> CardPositionLEAN Training 2010 2009ReorderPtSafetyStockZeroStockOrderDeliveredReorder Pt.Order SubmittedReorder Lead Time(Performance Cycle)OrderDeliveredCont….Time<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
<strong>Inventory</strong> Simulation for Large Size GlovesAverage Demand = 1 Box / DayDelivery Cycle = 7daysSafety Stock = 7 boxesOrder Qty = 14 BoxesReorder Point (<strong>Kanban</strong> Position ) = 14boxes<strong>Inventory</strong>Replenishment<strong>Inventory</strong>Replenishment<strong>Kanban</strong> Card!2121R2020R20RR19R19RRRRR18RR18RRRLEAN Training 2010 2009<strong>Inventory</strong> Count(Boxes)RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRWeek117RRRRRRRRR16RRRRRRRR15RRRRRRR14RRRRRR13RRRRR12RRRR11RRR10RR98Week2Time (Days)RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRR17RRRRRRRRRWeek316RRRRRRRR15RRRRRRR14RRRRRR14RRRRRR13RRRRR12RRRR11RRRWeek410RR9R 8RRRRRRRRRRRRRRRRRRRR<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>RRRRRRRRRRSafetyStock
LEAN Training 2009<strong>Henry</strong> <strong>Ford</strong> Production <strong>System</strong>LEAN Training 2010<strong>Henry</strong> <strong>Ford</strong> Production <strong>System</strong>RRRRR1312RRRR11RRR10RR98RRRRRRRRRRRR20RRRRRRR19RRRRRRRRRRR18RRRRRRRRRR17RRRRRRRRR16RRRRRRRR15RRRRR14RRRRRR1312RRRR11RRR10RR9R 8RRRRRRR19RRRRRRRRRRR17RRRRRRRRR16RRRRRRRR15RRRRRRR18RRRRRRRRRRRRRRR20RRRRRRRRRRRRRRRRRRRRRRR21RRRRRR14R<strong>Kanban</strong> Card!☺RRRRRRRRRRRRR20<strong>Inventory</strong>ReplenishmentRRRRR14RRRRRRRRRRRRRR21<strong>Inventory</strong>ReplenishmentWeek1Week4Week3Week2Time (Days)<strong>Inventory</strong> Count(Boxes)<strong>Inventory</strong> Simulation for Large Size GlovesSafetyStock
2120191817161514131211109820191817161514141312111092120<strong>Inventory</strong> Reduction With Lean - Large Size GlovesMax. <strong>Inventory</strong> Before LeanImplementation (60 boxes)LEAN Training 2010 2009<strong>Inventory</strong> Count (Boxes)RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRWaste - All Yellow AreaRRRRRRRRRRRRRRRRRRRRRRRRRR RR RR RR RR RRRRRRRRRRRTime (Days)RR RR RR RR RR RR RR RR RR RR RR RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRR RR RR RR RR RRRRRRRRRRR 8Max. <strong>Inventory</strong> After LeanImplementation (28 boxes)RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRSafety Stock<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Tips for <strong>Inventory</strong> Management Planning• Higher delivery variation => Increases safety stock• Higher demand fluctuations => Increases safety stockLEAN Training 2010 2009• Ordering more often => Increases “Ordering Cost”• Ordering too much material=> Increase inventory maintenance cost• Ordering Frequency => Depends upon the technology that is being usedfor ordering• Order Quantity => May affect economies of scale (EOS)<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Take Home LessonsLEAN Training 2010 2009• <strong>Kanban</strong> involves all employees• <strong>Kanban</strong> is a system that continuouslysupplies products• You have what you need, where youneed it, when you need it• Have sufficient material at points of use• Teams and individuals are encouraged toCONTINUOUSLY IMPROVE• Support each other28<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>
Questions or Comments ?LEAN Training 2010 2009If you’re interested in this inventory management approachVisit the lab and E-mail us for the spreadsheet<strong>Henry</strong> <strong>Henry</strong> <strong>Ford</strong> <strong>Ford</strong> Production <strong>System</strong>