Roller head lines for the production of technical rubber sheets
Roller head lines for the production of technical rubber sheets
Roller head lines for the production of technical rubber sheets
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
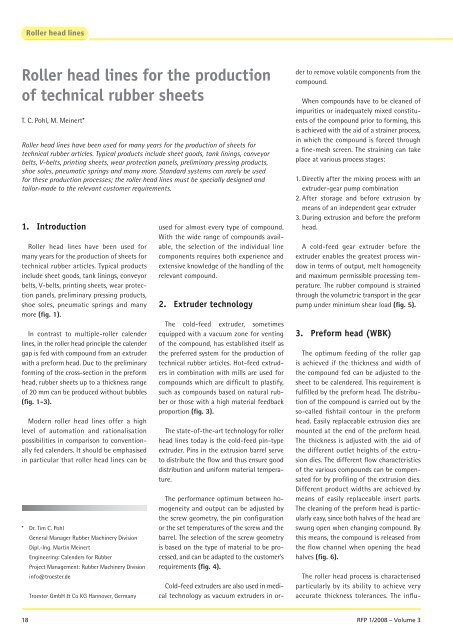
<strong>Roller</strong> <strong>head</strong> <strong>lines</strong>Fig. 1: Line <strong>for</strong> <strong>the</strong> <strong>production</strong> <strong>of</strong> wear- and corrosion-protection linings Fig. 2: Line <strong>for</strong> <strong>the</strong> <strong>production</strong> <strong>of</strong> films <strong>for</strong> pressure expansion vessels,conveyor belts and medical productsExtruder: QSM 200/k – 16 D Sheet width: 600 to 2200 mmExtrusion <strong>head</strong>: WBK 200/2200 Sheet thickness: 0.5 to 15 mmCalender: KDI 700x2400 Speed: max. 25 m/minExtruder: QSM 120/k – 16 D Sheet width: 250 to 1700 mmExtrusion <strong>head</strong>: WBK 120/1350 Sheet thickness: 0.3 to 10 mmCalender: KDI 600x1800 Speed: max. 10 m/minFig. 3: Line <strong>for</strong> <strong>the</strong> <strong>production</strong> <strong>of</strong> semi-finished products <strong>for</strong> seals/gaskets Fig. 4: Line <strong>for</strong> <strong>the</strong> <strong>production</strong> <strong>of</strong> narrow <strong>sheets</strong> / Mini roller-<strong>head</strong> systemExtruder: QSM 150/k – 12 D Sheet width: 500 to 950 mmExtrusion <strong>head</strong>: WBK 150/1050 Sheet thickness: 0.9 to 1.5 mmCalender: KDI 400x1300 Speed: max. 10 m/minsExtruder: QSM 90/k – 14 D Sheet width: 50 to 300 mmExtrusion <strong>head</strong>: WBK 90/270 Sheet thickness: 0.3 to 5 mmCalender: KDI 200x350 Speed: max. 45 m/minFig. 5:Gear extruder and vacuum extruder in cascade arrangementFig. 6:Line <strong>for</strong> <strong>the</strong> <strong>production</strong> <strong>of</strong> tank linings, carriageway marking filmExtruder: QSM 150/k – 16 D Sheet width: 250 to 1270 mmExtrusion <strong>head</strong>: WBK 150/1400 Sheet thickness: 0.5 to 25.4 mmCalender: KDI 500x1550 Speed: max. 30 m/minRFP 1/2008 – Volume 3 19
<strong>Roller</strong> <strong>head</strong> <strong>lines</strong>ence <strong>of</strong> <strong>the</strong> calender gap on <strong>the</strong> achievabletolerances is particularly great at lowsheet thicknesses. In contrast, <strong>the</strong> influence<strong>of</strong> <strong>the</strong> calender gap is reduced at greaterthicknesses, and <strong>the</strong> thickness tolerance <strong>of</strong><strong>the</strong> material sheet is determined largely by<strong>the</strong> material distribution after <strong>the</strong> extrusionpre<strong>for</strong>m <strong>head</strong>. The <strong>production</strong> <strong>of</strong> elasticNR compounds with a thickness <strong>of</strong> over 10mm places particular demands on <strong>the</strong> roller<strong>head</strong> system. On <strong>the</strong> one hand, <strong>the</strong> rollergap has no great influence, while on <strong>the</strong>o<strong>the</strong>r, reset <strong>for</strong>ces in <strong>the</strong> transverse directionadversely affect <strong>the</strong> sheet tolerances.In this case, <strong>the</strong> design <strong>of</strong> <strong>the</strong> flow channelsis particularly important. The channels in<strong>the</strong> pre<strong>for</strong>m <strong>head</strong> must be designed so that<strong>the</strong> reset <strong>for</strong>ces are minimised, although noimpermissible stress is placed on <strong>the</strong> compound.This requires accurate material distributionover <strong>the</strong> complete width at <strong>the</strong><strong>head</strong> outlet.In order to achieve this, flow channelstoday are designed with <strong>the</strong> aid <strong>of</strong> FEM(finite element method) flow calculations.The illustration in figure 7 shows such acalculation result. The particular challengein this case, and <strong>the</strong> necessary experience,lies in optimising <strong>the</strong> flow kinetics <strong>of</strong> <strong>the</strong>peripheral area.For <strong>the</strong> optimum design <strong>of</strong> <strong>the</strong> flowchannel <strong>the</strong>re<strong>for</strong>e, <strong>the</strong> rheological properties<strong>of</strong> <strong>the</strong> compounds must be knownin advance.4. Calender technologyThe calibration <strong>of</strong> <strong>the</strong> material sheet takesplace in <strong>the</strong> calender gap. The number <strong>of</strong> calenderrollers is determined according to <strong>the</strong>process task. Two or three-roller calenderscan be used (fig. 8).In order to be able to produce a planeparallel sheet with accurate thicknesstolerances, <strong>the</strong> roller <strong>head</strong> calender isequipped with one or more <strong>of</strong> <strong>the</strong> followingdevices <strong>for</strong> compensation <strong>of</strong> <strong>the</strong> rollerdeflection:• Crowning on one or more calender rollers• Crossing <strong>of</strong> one calender roller• <strong>Roller</strong> bending <strong>of</strong> <strong>the</strong> calender rollers.Fig. 7:FEM flow simulation <strong>of</strong> a pre<strong>for</strong>m <strong>head</strong> <strong>for</strong> different distributor geometriesFig. 9:Line <strong>for</strong> <strong>production</strong> <strong>of</strong> semi-finished products<strong>for</strong> <strong>the</strong> pharmaceutical industryFig. 8:Line <strong>for</strong> <strong>production</strong> <strong>of</strong> semi-finished products <strong>for</strong> V-belt manufactureExtruder: GS-Vak 90/k-16 D-m/Spw Sheet width: 120 to 1200 mmExtrusion <strong>head</strong>: WBK 90/1050 Sheet thickness: 0.5 to 25.4 mmCalender: KDI 400x1300 Speed: max. 15 m/minFig. 10: Comparison <strong>of</strong> types <strong>of</strong> cooling section(cooling medium temperature = 20 °C, ambient air = 35 °C,extrusion temperature = 100 °C, average winding temperature = 40 °C)Extruder: QSM 200/k – 16 D Sheet width 800 to 1500 mmExtrusion <strong>head</strong>: WBK 200/1650 Sheet thickness: 0.3 to 3 mmCalender: KTI 600x1800 Speed: max. 30 m/minLine speed [m/min]5045Drum cooling section with 3 x 2 drums40Air cooling section 4 x 10 m35Air cooling section 4 x 5 m30Water spray cooling 6 m25201510500 2 4 6 8 10 12 14 16 18Product thickness [mm]20 RFP 1/2008 – Volume 3
<strong>Roller</strong> <strong>head</strong> <strong>lines</strong>The crowning <strong>of</strong> <strong>the</strong> calender rollers and<strong>the</strong> crossing device <strong>for</strong>m part <strong>of</strong> <strong>the</strong> standardequipment <strong>of</strong> a roller <strong>head</strong> calender. Theroller bending device <strong>of</strong> <strong>the</strong> calender rollersis used <strong>for</strong> high-viscosity <strong>rubber</strong> compounds,which are <strong>for</strong>med into thin <strong>sheets</strong>.Modern roller <strong>head</strong> calenders are alsoequipped with a hydraulic roller adjustmentdevice, which enables accurate positioning<strong>of</strong> <strong>the</strong> calender rollers. This also enables<strong>the</strong> monitoring <strong>of</strong> <strong>the</strong> maximum gap<strong>for</strong>ce, which ensures reliable protection <strong>of</strong><strong>the</strong> rollers against breakage resulting fromoverloads.<strong>Roller</strong> <strong>head</strong> calenders comply with <strong>the</strong>latest safety regulations, and in additionto various emergency-<strong>of</strong>f circuits, are alsoequipped with programme-controlled monitoring<strong>of</strong> <strong>the</strong> brake device <strong>for</strong> <strong>the</strong> drive <strong>of</strong><strong>the</strong> calender rollers (fig. 9).5. Downstreamfollowing equipmentAfter <strong>the</strong> <strong>for</strong>ming <strong>of</strong> <strong>the</strong> sheet, it mustbe cooled down to <strong>the</strong> winding temperature.The diagram (fig. 10) shows <strong>the</strong> relationshipbetween sheet thickness, <strong>lines</strong>peed and <strong>the</strong> type <strong>of</strong> cooling. Coolingdrum assemblies, each with two drums, arefrequently used in roller <strong>head</strong> <strong>lines</strong>. Coolingdrums are very effective in <strong>the</strong> case <strong>of</strong>low sheet thicknesses. In <strong>the</strong> case <strong>of</strong> highersheet thicknesses, <strong>the</strong> cooling characteristicsare determined largely by <strong>the</strong> heat conductionin <strong>the</strong> <strong>rubber</strong> compound. In thiscase, <strong>the</strong> dwell time in <strong>the</strong> cooling sectionmust be increased. This can be achieved <strong>for</strong>example by a multilayer air cooling section.This also enables self-threading, which isnot possible with drum cooling.Within <strong>the</strong> roller <strong>head</strong> line, it is particularlyimportant that <strong>the</strong> material is transportedcarefully. The transfer points between <strong>the</strong>individual conveyor belts are designed with<strong>the</strong> aid <strong>of</strong> dancers and <strong>head</strong> rollers so that<strong>the</strong> material sheet is not subjected to tensilestress and <strong>the</strong>reby de<strong>for</strong>med.Winding can be carried out using contactwinders or centre winders. In combinationwith a cross-cutter, <strong>the</strong> cross-cutting, <strong>the</strong>residual winding, <strong>the</strong> replacement <strong>of</strong> <strong>the</strong>winder and <strong>the</strong> winding take place fully automatically(fig. 11). The centre winders areequipped with an edge control device <strong>for</strong><strong>the</strong> material and <strong>the</strong> liner. The liner is alsounwound under tensile <strong>for</strong>ce control.6. Line control and regulationAn essential component <strong>of</strong> a modern roller<strong>head</strong> line is <strong>the</strong> line control with fully automaticprocess regulation. The optimum design<strong>of</strong> <strong>the</strong> user interfaces, both on <strong>the</strong> PLCscreen and on <strong>the</strong> PC screen, provides ergonomicsystem operation <strong>for</strong> <strong>the</strong> operator. Thedisplay language can also be switched to <strong>the</strong>relevant national language. Due to <strong>the</strong> selectedhardware <strong>of</strong> <strong>the</strong> system controls, veryhigh system availability is ensured.During <strong>the</strong> project planning and commissioning<strong>of</strong> <strong>the</strong> system, <strong>the</strong> controls areadapted and optimised to <strong>the</strong> relevant customerrequirements, in order to be ableto operate <strong>the</strong> system with short productchange times and optimum start-up technology.The graphic process visualisationand <strong>the</strong> disposition and recipe managementrepresent fur<strong>the</strong>r essential elements <strong>for</strong> efficient<strong>production</strong>. For <strong>the</strong> evaluation <strong>of</strong>past <strong>production</strong>, <strong>the</strong> <strong>production</strong> planner andprocess engineer are provided with onlineand historical trend displays <strong>of</strong> <strong>the</strong> differentprocess parameters, <strong>production</strong> reportingand evaluation, and statistical processcontrol. These process data are available notonly on <strong>the</strong> system itself, but can also bemade available to o<strong>the</strong>r computers <strong>of</strong> <strong>the</strong>customer by networking via Intranet or Internet,enabling ei<strong>the</strong>r centralised or decentraliseddata storage.With <strong>the</strong> aid <strong>of</strong> remote maintenance,Troester engineers can monitor every systemworldwide, provide assistance and ifFig. 11: Centre winder with cross-cutterFig. 12: Line <strong>for</strong> <strong>production</strong> <strong>of</strong> semi-finished products <strong>for</strong> pneumatic springcomponents <strong>for</strong> <strong>the</strong> automotive industryExtruder: QSM 90/k - 12 D Sheet width: 60 to 250 mmExtrusion <strong>head</strong>: WBK 90/270 Sheet thickness: 0.25 to 1 mmCalender: KDI 150x350 Speed: max. 37 m/minRFP 1/2008 – Volume 3 21
<strong>Roller</strong> <strong>head</strong> <strong>lines</strong>necessary carry out programme modifications.This ensures quick reaction times followingsystem stoppages and rapid resumption<strong>of</strong> <strong>production</strong>.Maintenance personnel are provided withan online maintenance management system,which draws attention at <strong>the</strong> relevant timeto what maintenance work must be carriedout. The system also provides in<strong>for</strong>mationon which auxiliary materials are needed <strong>for</strong>this purpose, and displays instructions <strong>for</strong><strong>the</strong> per<strong>for</strong>mance <strong>of</strong> <strong>the</strong> work (fig. 12).7. SummaryStandard systems can rarely be used <strong>for</strong> <strong>the</strong><strong>production</strong> <strong>of</strong> <strong>technical</strong> <strong>rubber</strong> goods; thismust be carried out instead with roller <strong>head</strong><strong>lines</strong> specially designed and tailor-made to <strong>the</strong>relevant customer requirements. All <strong>the</strong> requirementscan be fulfilled thanks to <strong>the</strong> widerange <strong>of</strong> extruder designs and sizes available,with screw diameters <strong>of</strong> up to 250 mm, and<strong>the</strong> corresponding calender equipment withroller diameters from 80 –700 mm.8. Literature[1] H.-F. Ramm, E. Seidler: Automation Options <strong>for</strong>Calenders and Extruders, Tire Technology International1995[2] G. Targiel, H. Klein: Herstellen großer Kautschukbahnenim Einfach- und Doublierverfahren,Kautschuk + Gummi Kunstst<strong>of</strong>fe 50 thIssue, 1/97LSR India RoadshowMomentive, Engel and Elmet will toge<strong>the</strong>rpresent a cross-country roadshow to <strong>rubber</strong>and plastics producers in <strong>the</strong> Indian market.Taking place from 25 –27 February 2008 in<strong>the</strong> automotive hubs Pune, Delhi and Chennai,this series <strong>of</strong> events will allow manufacturersto discuss <strong>the</strong> latest advances inLSR technology directly with experts in <strong>the</strong>areas <strong>of</strong> raw materials (Momentive), moulds,coldrunner-blocks, pumps and turnkey systems(Elmet), and LSR injection mouldingmachines and systems (Engel).The roadshow will give access to expertiseacross <strong>the</strong> entire LSR value chain and <strong>the</strong> latestLSR solutions.Jointly led by representatives <strong>of</strong> <strong>the</strong> threeorganising companies <strong>the</strong> discussions will focuson a broad range <strong>of</strong> LSR topics, includingself-bonding technology, self-bleedingproducts, liquid fluorosilicone elastomers,applications, machines and machine technology,local support, and LSR pumping andmixing units. Each programme will be followedby a cocktail reception and individualdiscussions.Schedule: (daily at 5 p.m.)Pune 25 February 2008Delhi 26 February 2008Chennai 27 February 2008Speakers:Oliver Franssen (Global MarketingManager Automotive, Momentive)Paul Fattinger(Global R & D Manager, Elmet)Leo Praher (Global Sales ManagerLSR/LIM Machines, Engel)Contact: (In<strong>for</strong>mation, registration)V. Ramesh (Country Manager,Engel India)E-mail engel@vnsl.comTel. +91 22 2847 9851Fax +91 22 2847 9854Ashutosh Mantri (Market DevelopmentManager, Momentive)E-mail ashutosh.mantri@momentive.comTel. +91 22 4005 9350-55Fax +91 22 4005 9356Advantages <strong>of</strong> LSR manufacturinginclude:• fast cycle time though platinumcatalysed addition curing system• flash-less and trim-free partsdirectly from <strong>the</strong> machine, node-flashing or manual trimming• process can run fully automated24 hours/day• wasteless manufacturing: throughcold-runner technology no wastematerial• long flow length, low injectionpressure, moulding <strong>of</strong> highly complexparts possible• available materials <strong>for</strong> consumergoods, automotive, industrial goods,electrical connectors etc.• supplied materials are ready-to-useand are easy to pigment within <strong>the</strong>processAbout MomentiveMomentive Per<strong>for</strong>mance Materials wascreated from <strong>the</strong> sale <strong>of</strong> GE Advanced Materialsand its <strong>for</strong>mer joint ventures, GEBayer Silicones and GE Toshiba Silicones toApollo Management, L.P. in December 2006.The company is <strong>the</strong> world’s second-largestproducer <strong>of</strong> silicones and silicone derivativesand a global leader in <strong>the</strong> developmentand manufacture <strong>of</strong> products derived fromquartz and advanced ceramics.About EngelAs an individual brand, Engel is <strong>the</strong> biggestmanufacturer <strong>of</strong> injection mouldingmachines in <strong>the</strong> world. The Engel groupcurrently <strong>of</strong>fers all technology modules <strong>for</strong>plastics processing from a single source:injection moulding machines <strong>for</strong> <strong>the</strong>rmoplasticsand elastomers, tools and automaticsystems. The group has 8 <strong>production</strong>facilities in Europe, North America and Asia(China, Korea), own branches in 17 countries,and representations in more than 70countries. The company is based in Schwertberg,Austria.About ElmetElmet is a specialist in <strong>the</strong> field <strong>of</strong> elastomermoulding technology by means <strong>of</strong>designing, manufacturing and automation<strong>of</strong> LSR, 2K, HTV and <strong>rubber</strong> injection moulds;standardised valve gate cold decks, LSR dosingsystems, LIM peripheral devices and completeturn-key <strong>production</strong> systems. The companyis located in Oftering, Austria.22 RFP 1/2008 – Volume 3