Using the GPDC method, the capacity parameter [by Eq. (14-140)] = U t[ρG/(ρL −ρG)] 0.5 Fp 0.5 ν 0.05 , which is roughly equivalent to Fs � ρL 0.5 F p 0.5ν0.05 = 270.5 1.53 � (1.0) 0.5 62.4 = 1.01 Referring to Fig. 14-55, the intersection of the capacity parameter and the flow parameter lines gives a pressure drop of 0.38 inches H2O/ft packing. Using the Robbins method, Gf = 986Fs(Fpd/20) 0.5 = 986(1.53)(24/20) 0.5 = 1653. Lf = L (62.4/ρL)(Fpd/20) 0.5 µ 0.1 = 9000 (1.0)(1.095)(1.0) = 9859. Lf /Gf = 5.96. From Fig. 14-58, pressure drop = 0.40 in. H2O/ft packing. PACKING EFFICIENCY HETP vs. Fundamental Mass Transfer The two-film model gives the following transfer unit relationship: H OG = HG +λHL where HOG = height of an overall transfer unit, gas concentration basis, m HG = height of a gas-phase transfer unit, m HL = height of a liquid-phase transfer unit, m λ=m/(LM/GM) = slope of equilibrium line/slope of operating line EQUIPMENT FOR DISTILLATION AND GAS ABSORPTION: PACKED COLUMNS 14-63 (14-152) In design practice, a less rigorous parameter, HETP, is used to express packing efficiency. The HETP is the height of packed bed required to achieve a theoretical stage. The terms HOG and HETP may be related under certain conditions: ln λ � (λ−1) HETP = HOG� � (14-153) and since Z p = (H OG)(N OG) = (HETP)(N t) (14-154) N OG = Nt[ln λ/(λ−1)] (14-155) Equations (14-153) and (14-155) have been developed for binary mixture separations and hold for cases where the operating line and equilibrium line are straight. Thus, when there is curvature, the equations should be used for sections of the column where linearity can be assumed. When the equilibrium line and operating line have the same slope, HETP = H OG and N OG = N t (theoretical stages). An alternative parameter popular in Europe is the NTSM (number of theoretical stages per meter) which is simply the reciprocal of the HETP. Factors Affecting HETP: An Overview Generally, packing efficiency increases (HETP decreases) when the following occur. • Packing surface area per unit volume increases. Efficiency increases as the particle size decreases (random packing, Fig. 14-59) or as the channel size narrows (structured packing, Fig. 14-60). • The packing surface is better distributed around a random packing element. • Y structured packings (45° inclination) give better efficiencies than X structured packings (60° inclination to the horizontal) of the same surface areas (Fig. 14-60). • For constant L/V operation in the preloading regime, generally liquid and vapor loads have little effect on random and most corrugated sheet structured packings HETP (Figs. 14-59 and 14-60). HETP increases with loadings in some wire-mesh structured packing. • Liquid and vapor are well distributed. Both liquid and vapor maldistribution have a major detrimental effect on packing efficiency. • Other. These include L/V ratio (lambda), pressure, and physical properties. These come into play in some systems and situations, as discussed below. HETP Prediction HETP can be predicted from mass-transfer models, rules of thumb, and data interpolation. Mass-Transfer Models Development of a reliable mass-transfer model for packing HETP prediction has been inhibited by a lack of understanding of the complex two-phase flow that prevails in packings, by the shortage of commercial-scale efficiency data for the newer packings, and by difficulty in quantifying the surface generation in modern packings. Bennett and Ludwig (Chem. Eng. Prog., p. 72, April 1994) point out that the abundant air-water data cannot be reliably used for assessing real system mass-transfer resistance due to variations in turbulence, transport properties, and interfacial areas. More important, the success and reliability of rules of thumb for predicting packing efficiency made it difficult for mass-transfer models to compete. For random packings, the Bravo and Fair correlation [Ind. Eng. Chem. Proc. Des. Dev. 21, 162 (1982)] has been one of the most popular theoretical correlations. It was shown (e.g., McDougall, Chem SA, p. 255, October 1985) to be better than other theoretical correlations, yet produced large discrepancies when compared to test data [Shariat and Kunesh, Ind. Eng. Chem. Res. 34(4), 1273 (1995)]. For structured packings, the Bravo, Fair, and Rocha correlation [Chem. Eng. Progr. 86(1), 19 (1990); Ind. Eng. Chem. Res. 35, 1660 (1996)] is one of the most popular theoretical correlations. This correlation is based on the two-film theory. Interfacial areas are calculated from the packing geometry and an empirical wetting parameter. Alternate popular theoretical correlations for random packings, structured packings, or both (e.g., Billet and Schultes, “Beitrage zur Verfahrens-und Umwelttechnik,” p. 88, Ruhr Universitat, Bochum, Germany, 1991) are also available. Rules of Thumb Since in most circumstances packing HETP is sensitive to only few variables, and due to the unreliability of even the best mass-transfer model, it has been the author’s experience that rules of thumb for HETP are more accurate and more reliable than mass-transfer models. A similar conclusion was reached by Porter and Jenkins (IChemE Symp. Ser. 56, Summary paper, London, 1979). The majority of published random packing rules of thumb closely agree with one another. They are based on second- and third-generation random packings and should not be applied to the obsolete first-generation packings. Porter and Jenkins’s (loc. cit.), Frank’s (Chem. Eng., p. 40, March 14, 1977), Harrison and France’s (Chem. Eng., p. 121, April 1989), Chen’s (Chem. Eng., p. 40, March 5, 1984), and Walas’ (Chem. Eng., p. 75, March 16, 1987) general rules of thumb are practically the same, have been successfully tested against an extensive data bank, and are slightly conservative, and therefore suitable for design. For small-diameter columns, the rules of thumb presented by Frank (loc. cit.), Ludwig (Applied Process Design for Chemical and Petrochemical Plants, vol. 2, 2d ed., Gulf Publishing, Houston, Tex., 1979), and Vital et al. [Hydrocarbon Processing, 63(12), 75 (1984)] are identical. The author believes that for small columns, the more conservative value predicted from either the Porter and Jenkins or the Frank-Ludwig-Vital rule should be selected for design. Summarizing: HETP = 18D P (14-156a) HETP > DT for DT < 0.67 m (14-156b) where DP and D T are the packing and tower diameters, m, respectively, and the HETP is in meters. In high-vacuum columns (
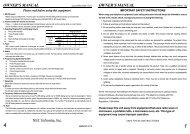
14-64 EQUIPMENT FOR DISTILLATION, GAS ABSORPTION, PHASE DISPERSION, AND PHASE SEPARATION (a) (b) FIG. 14-57 Superimposing experimental pressure-drop data for a given packing generates a GPDC interpolation chart for this packing. (a) A random packing; chart is based on Eckert’s GPDC, Fig. 14-55. (b) A structured packing; chart is based on Kister and Gill’s GPDC (SP), Fig. 14-56. (From Kister, H. Z., Distillation Design, copyright © McGraw-Hill, 1992; used with permission.) Kister and Larson (in Schweitzer, Handbook of Separation Techniques for Chemical Engineers, 3d ed., McGraw-Hill, 1997) extended Eq. (14-156a) by expressing the packing diameter in terms of the more fundamental surface area per unit volume a P, m 2 /m 3 . For Pall rings, it can be shown that and Eq. (14-156a) becomes a P = 5.2/D P HETP = 93/a P (14-157) (14-158)
- Page 1 and 2: Previous Page 14-58 EQUIPMENT FOR D
- Page 3 and 4: 14-60 TABLE 14-13 Characteristics o
- Page 5: 14-62 EQUIPMENT FOR DISTILLATION, G
- Page 9 and 10: 14-66 EQUIPMENT FOR DISTILLATION, G
- Page 11 and 12: 14-68 EQUIPMENT FOR DISTILLATION, G
- Page 13 and 14: 14-70 EQUIPMENT FOR DISTILLATION, G
- Page 15 and 16: 14-72 EQUIPMENT FOR DISTILLATION, G
- Page 17 and 18: 14-74 EQUIPMENT FOR DISTILLATION, G
- Page 19 and 20: 14-76 EQUIPMENT FOR DISTILLATION, G
- Page 21 and 22: 14-78 (a) (b) (c) FIG. 14-71 High-v
- Page 23 and 24: 14-80 EQUIPMENT FOR DISTILLATION, G
- Page 25 and 26: 14-82 EQUIPMENT FOR DISTILLATION, G
- Page 27 and 28: 14-84 EQUIPMENT FOR DISTILLATION, G
- Page 29 and 30: 14-86 EQUIPMENT FOR DISTILLATION, G
- Page 31 and 32: 14-88 EQUIPMENT FOR DISTILLATION, G
- Page 33 and 34: 14-90 EQUIPMENT FOR DISTILLATION, G
- Page 35 and 36: 14-92 EQUIPMENT FOR DISTILLATION, G
- Page 37 and 38: 14-94 EQUIPMENT FOR DISTILLATION, G
- Page 39 and 40: 14-96 EQUIPMENT FOR DISTILLATION, G
- Page 41 and 42: 14-98 EQUIPMENT FOR DISTILLATION, G
- Page 43 and 44: 14-100 EQUIPMENT FOR DISTILLATION,
- Page 45 and 46: 14-102 EQUIPMENT FOR DISTILLATION,
- Page 47 and 48: 14-104 EQUIPMENT FOR DISTILLATION,
- Page 49 and 50: 14-106 EQUIPMENT FOR DISTILLATION,
- Page 51 and 52: 14-108 EQUIPMENT FOR DISTILLATION,
- Page 53 and 54: 14-110 EQUIPMENT FOR DISTILLATION,
- Page 55 and 56: 14-112 EQUIPMENT FOR DISTILLATION,
- Page 57 and 58:
14-114 EQUIPMENT FOR DISTILLATION,
- Page 59 and 60:
14-116 EQUIPMENT FOR DISTILLATION,
- Page 61 and 62:
14-118 EQUIPMENT FOR DISTILLATION,
- Page 63 and 64:
14-120 EQUIPMENT FOR DISTILLATION,
- Page 65 and 66:
14-122 EQUIPMENT FOR DISTILLATION,
- Page 67 and 68:
14-124 EQUIPMENT FOR DISTILLATION,
- Page 69 and 70:
14-126 EQUIPMENT FOR DISTILLATION,
- Page 71 and 72:
14-128 EQUIPMENT FOR DISTILLATION,