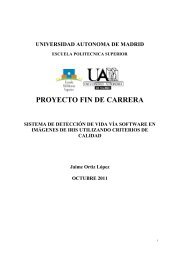
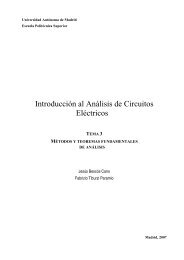
1595Ford Fiesta Remake2D•20 Engine removal <strong>and</strong> overhaul procedures13.1a Unbolt blanking plugs (where fitted)to clean out oilways . . .engine is dismantled for full overhaul (seeillustrations).2 Remove all oil gallery plugs (where fitted).The plugs are usually very tight - they mayhave to be drilled out, <strong>and</strong> the holes retapped.Use new plugs when the engine isreassembled. Drill a small hole in the centre ofeach core plug, <strong>and</strong> pull them out with a carbodywork dent puller.Caution: The core plugs (also known asfreeze or soft plugs) may be difficult orimpossible to retrieve if they are driveninto the block coolant passages.3 If any of the castings are extremely dirty, allshould be steam-cleaned.4 After the castings are returned from steamcleaning,clean all oil holes <strong>and</strong> oil galleriesone more time. Flush all internal passageswith warm water until the water runs clear,then dry thoroughly, <strong>and</strong> apply a light film ofoil to all machined surfaces, to preventrusting. If you have access to compressed air,use it to speed the drying process, <strong>and</strong> toblow out all the oil holes <strong>and</strong> galleries.Warning: Wear eye protectionwhen using compressed air!5 If the castings are not very dirty, you can doan adequate cleaning job with hot soapywater (as hot as you can st<strong>and</strong>!) <strong>and</strong> a stiffbrush. Take plenty of time, <strong>and</strong> do a thoroughjob. Regardless of the cleaning method used,be sure to clean all oil holes <strong>and</strong> galleries very13.12 Measure the diameter of eachcylinder just under the wear ridge (A), atthe centre (B) <strong>and</strong> at the bottom (C)13.1b . . . but note that piston-cooling oiljets (where fitted) must be renewedwhenever engine is overhauled - Zetecenginesthoroughly, <strong>and</strong> to dry all componentscompletely; protect the machined surfaces asdescribed above, to prevent rusting.6 All threaded holes must be clean <strong>and</strong> dry,to ensure accurate torque readings duringreassembly; now is also a good time to clean<strong>and</strong> check the threads of all principal bolts -however, note that some, such as the cylinderhead <strong>and</strong> flywheel/driveplate bolts, are to berenewed as a matter of course whenever theyare disturbed. Run the proper-size tap intoeach of the holes, to remove rust, corrosion,thread sealant or sludge, <strong>and</strong> to restoredamaged threads (see illustration). Ifpossible, use compressed air to clear theholes of debris produced by this operation; agood alternative is to inject aerosol-appliedwater-dispersant lubricant into each hole,using the long spout usually supplied.Warning: Wear eye protectionwhen cleaning out these holesin this way, <strong>and</strong> be sure to dryout any excess liquid left in theholes.7 When all inspection <strong>and</strong> repair proceduresare complete (see below) <strong>and</strong> the block isready for reassembly, apply suitable sealantto the new oil gallery plugs, <strong>and</strong> insert theminto the holes in the block. Tighten themsecurely. After coating the sealing surfaces ofthe new core plugs with suitable sealant,install them in the cylinder block/crankcase.Make sure they are driven in straight <strong>and</strong>13.13 Measure the piston skirt diameter atright-angles to the gudgeon pin axis, justabove the base of the skirt13.6 All bolt holes in the block should becleaned <strong>and</strong> restored with a tapseated properly, or leakage could result.Special tools are available for this purpose,but a large socket with an outside diameterthat will just slip into the core plug, used withan extension <strong>and</strong> hammer, will work just aswell.8 On Zetec engines, refit the blanking plugsor (new) piston-cooling oil jets (as applicable),tightening their Torx screws to the torquewrench setting specified. On all engines, refitall other external components removed,referring to the relevant <strong>Chapter</strong> of thismanual for further details where required.Refit the main bearing caps, <strong>and</strong> tighten thebolts finger-tight.9 If the engine is not going to be reassembledright away, cover it with a large plastic bag tokeep it clean; protect the machined surfacesas described above, to prevent rusting.Inspection10 Visually check the castings for cracks <strong>and</strong>corrosion. Look for stripped threads in thethreaded holes. If there has been any historyof internal coolant leakage, it may beworthwhile having an engine overhaulspecialist check the cylinder block/crankcasefor cracks with special equipment. If defectsare found, have them repaired, if possible, orrenew the assembly.11 Check each cylinder bore for scuffing <strong>and</strong>scoring.12 The cylinder bores must be measuredwith all the crankshaft main bearing capsbolted in place (without the crankshaft <strong>and</strong>bearing shells), <strong>and</strong> tightened to the specifiedtorque wrench settings. Measure the diameterof each cylinder at the top (just under theridge area), centre <strong>and</strong> bottom of the cylinderbore, parallel to the crankshaft axis. Next,measure each cylinder’s diameter at the samethree locations across the crankshaft axis(see illustration). Note the measurementsobtained.13 Measure the piston diameter at rightanglesto the gudgeon pin axis, just above thebottom of the skirt; again, note the results(see illustration).14 If it is wished to obtain the piston-to-boreclearance, measure the bore <strong>and</strong> piston skirtas described above, <strong>and</strong> subtract the skirt
Engine removal <strong>and</strong> overhaul procedures 2D•21diameter from the bore measurement. If theprecision measuring tools shown are notavailable, the condition of the pistons <strong>and</strong>bores can be assessed, though not quite asaccurately, by using feeler gauges as follows.Select a feeler gauge of thickness equal to thespecified piston-to-bore clearance, <strong>and</strong> slip itinto the cylinder along with the matchingpiston. The piston must be positioned exactlyas it normally would be. The feeler gaugemust be between the piston <strong>and</strong> cylinder onone of the thrust faces (at right-angles to thegudgeon pin bore). The piston should slipthrough the cylinder (with the feeler gauge inplace) with moderate pressure; if it fallsthrough or slides through easily, the clearanceis excessive, <strong>and</strong> a new piston will berequired. If the piston binds at the lower endof the cylinder, <strong>and</strong> is loose toward the top,the cylinder is tapered. If tight spots areencountered as the piston/feeler gauge isrotated in the cylinder, the cylinder isout-of-round (oval).15 Repeat these procedures for theremaining pistons <strong>and</strong> cylinder bores.16 Compare the results with theSpecifications at the beginning of this<strong>Chapter</strong>; if any measurement is beyond thedimensions specified for that class (check thepiston crown marking to establish the classof piston fitted), or if any bore measurement issignificantly different from the others(indicating that the bore is tapered or oval),the piston or bore is excessively-worn.17 Worn pistons must be renewed; on someengines, the pistons are available as Fordreplacement parts only as part of thecomplete piston/connecting rod assembly.See a Ford dealer or engine reconditioningspecialist for advice.18 If any of the cylinder bores are badlyscuffed or scored, or if they are excessivelyworn,out-of-round or tapered, the usualcourse of action would be to have the cylinderblock/crankcase rebored, <strong>and</strong> to fit new,oversized, pistons on reassembly. See a Forddealer or engine reconditioning specialist foradvice.19 If the bores are in reasonably goodcondition <strong>and</strong> not excessively-worn, then itmay only be necessary to renew the pistonrings.20 If this is the case, the bores should behoned, to allow the new rings to bed incorrectly <strong>and</strong> provide the best possible seal.Honing is an operation that will be carried outfor you by an engine reconditioning specialist.21 After all the machining operations havebeen carried out, the entire block/crankcasemust be washed very thoroughly with warmsoapy water to remove all traces of abrasivegrit produced during the machiningoperations. When completely clean, rinse itthoroughly <strong>and</strong> dry it, then lightly oil allexposed machined surfaces to preventrusting.22 The cylinder block/crankcase should nowbe completely clean <strong>and</strong> dry, with allcomponents checked for wear or damage,<strong>and</strong> repaired or overhauled as necessary.Refit as many ancillary components aspossible, for safekeeping. If reassembly is notto start immediately, cover the block with alarge plastic bag to keep it clean.14 Main <strong>and</strong> big-end bearings -inspection41 Even though the main <strong>and</strong> big-end bearingshells should be renewed during the engineoverhaul, the old shells should be retained forclose examination, as they may revealvaluable information about the condition ofthe engine (see illustration).2 Bearing failure occurs because of lack oflubrication, the presence of dirt or otherforeign particles, overloading the engine, <strong>and</strong>corrosion. Regardless of the cause of bearingfailure, it must be corrected before the engineis reassembled, to prevent it from happeningagain.3 When examining the bearing shells, removethem from the cylinder block/crankcase <strong>and</strong>main bearing caps, <strong>and</strong> from the connectingrods <strong>and</strong> the big-end bearing caps, then laythem out on a clean surface in the samegeneral position as their location in theengine. This will enable you to match anybearing problems with the correspondingcrankshaft journal. Do not touch any shell’sbearing surface with your fingers whilechecking it, or the delicate surface may bescratched.4 Dirt or other foreign matter gets into theengine in a variety of ways. It may be left inthe engine during assembly, or it may passthrough filters or the crankcase ventilationsystem. It may get into the oil, <strong>and</strong> from thereinto the bearings. Metal chips from machiningoperations <strong>and</strong> normal engine wear are oftenpresent. Abrasives are sometimes left inengine components after reconditioning,especially when parts are not thoroughlycleaned using the proper cleaning methods.Whatever the source, these foreign objectsoften end up embedded in the soft bearingmaterial, <strong>and</strong> are easily recognised. Largeparticles will not embed in the material, <strong>and</strong>will score or gouge the shell <strong>and</strong> journal. Thebest prevention for this cause of bearingfailure is to clean all parts thoroughly, <strong>and</strong> tokeep everything spotlessly-clean duringengine assembly. Frequent <strong>and</strong> regular engineoil <strong>and</strong> filter changes are also recommended.5 Lack of lubrication (or lubricationbreakdown) has a number of inter-relatedcauses. Excessive heat (which thins the oil),overloading (which squeezes the oil fromthe bearing face) <strong>and</strong> oil leakage (fromexcessive bearing clearances, worn oil pumpor high engine speeds) all contribute tolubrication breakdown. Blocked oil passages,which usually are the result of misaligned oilholes in a bearing shell, will also starve a14.1 Typical bearing failuresbearing of oil, <strong>and</strong> destroy it. When lack oflubrication is the cause of bearing failure, thebearing material is wiped or extruded from theshell’s steel backing. Temperatures mayincrease to the point where the steel backingturns blue from overheating.6 Driving habits can have a definite effect onbearing life. Full-throttle, low-speed operation(labouring the engine) puts very high loads onbearings, which tends to squeeze out the oilfilm. These loads cause the shells to flex,which produces fine cracks in the bearingface (fatigue failure). Eventually, the bearingmaterial will loosen in pieces, <strong>and</strong> tear awayfrom the steel backing.7 Short-distance driving leads to corrosion ofbearings, because insufficient engine heat isproduced to drive off condensed water <strong>and</strong>corrosive gases. These products collect in theengine oil, forming acid <strong>and</strong> sludge. As the oilis carried to the engine bearings, the acidattacks <strong>and</strong> corrodes the bearing material.8 Incorrect shell refitting during engineassembly will lead to bearing failure as well.Tight-fitting shells leave insufficient bearingrunning clearance, <strong>and</strong> will result in oilstarvation. Dirt or foreign particles trappedbehind a bearing shell result in high spots onthe bearing, which lead to failure.9 Do not touch any shell’s bearing surfacewith your fingers during reassembly; there is arisk of scratching the delicate surface, or ofdepositing particles of dirt on it.15 Engine overhaul -reassembly sequence1 Before reassembly begins ensure that allnew parts have been obtained <strong>and</strong> that allnecessary tools are available. Read throughthe entire procedure to familiarise yourself withthe work involved, <strong>and</strong> to ensure that all items2D1595Ford Fiesta Remake