History of Surface Finish - BC MacDonald & Co.
History of Surface Finish - BC MacDonald & Co.
History of Surface Finish - BC MacDonald & Co.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
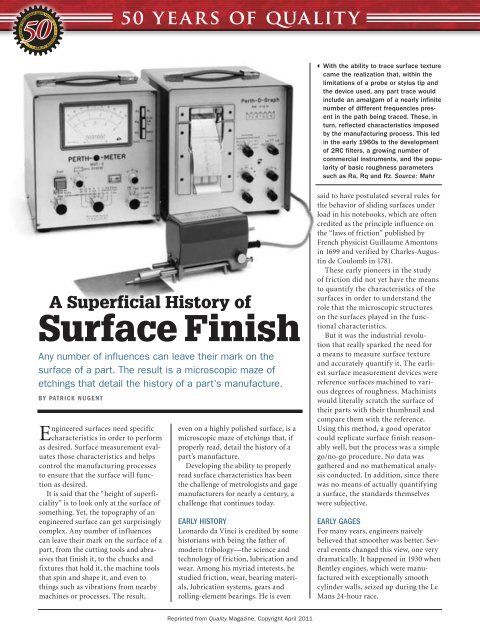
The digital revolution allowed us to create instruments that digitizethe analog signal from the stylus and generate the typicalsurface pr<strong>of</strong>ile trace we are familiar with today. With the pr<strong>of</strong>ilein hand it became possible to apply mathematical tools toanalyze a wide variety <strong>of</strong> pr<strong>of</strong>ile characteristics. Today there areliterally hundreds <strong>of</strong> different ways to analyze surface characteristics.Source: MahrWith today’s digital surface instruments, analysis <strong>of</strong> 2-D digitalpr<strong>of</strong>iles has gone way beyond simple mathematical averages.It is now possible to compute sophisticated functional characteristics,such as the ability <strong>of</strong> surfaces to bear loads, retainlubrication, seal against leaks, and even support the growth andattachment <strong>of</strong> human bone. Source: MahrThere followed a concerted effort tobetter understand the role <strong>of</strong> surfacetexture and to quantify it in ways thatwere meaningful to manufacturing.Initially, optical microscopes wereemployed to provide a magnifiedview <strong>of</strong> surface characteristics. Again,measurement was comparative andsomewhat subjective, but the variousdegrees <strong>of</strong> magnification and the differingfields <strong>of</strong> view afforded led tothe concept <strong>of</strong> sampling lengths andfrequency that are central to surfaceanalysis today. Other early efforts tocapture information about a surfaceutilized a trace stylus and a mechanical“amplifier” which used linkageto replicate the trace onto a smokedglass surface.In 1933, E. J. Abbot developed whatis widely believed to have been thefirst analog surface instrument. Thisused a stylus to contact the part andprovided an actual number to quantifytexture. Abbot also co-developed theAbbot-Firestone curve. This used asimple curve to represent the surfaceand made contact area the basis <strong>of</strong> thecurve, allowing the calculation <strong>of</strong> amaterial-to-air ratio as a function <strong>of</strong>depth. This was the first instrument tolink form with function in a numericalmanner simple enough to quantify asurface and help control manufacturingprocesses.Modern InstrumentsWith the ability to trace surface texturecame the realization that, withinthe limitations <strong>of</strong> a probe or stylustip and the device used, any parttrace would include an amalgam <strong>of</strong>a nearly infinite number <strong>of</strong> differentfrequencies present in the path beingtraced. These, in turn, reflected characteristicsimposed by the manufacturingprocess. Just how to segmentand analyze this data occasionedmuch theoretical work during thenext decades. This led in the early1960s to the development <strong>of</strong> 2RCfilters, a growing number <strong>of</strong> commercialinstruments, and the popularity<strong>of</strong> basic roughness parameters suchas Ra, Rq and Rz.In 1933, E. J. Abbot developed what is widely believed to have been the first analog surfaceinstrument which used a stylus to contact the part and provided an actual numberto quantify texture. He also co-developed the Abbot-Firestone curve. This uses a simplecurve to represent the surface and make the contact area the basis <strong>of</strong> the curve, allowingthe calculation <strong>of</strong> a material-to-air ratio as a function <strong>of</strong> depth. This was the firstinstrument to link form with function in a numerical manner simple enough to quantifya surface and help control manufacturing processes. Source: Mahr
| 50 Years <strong>of</strong> Quality |For your <strong>Surface</strong> <strong>Finish</strong> needscontact B.C. <strong>MacDonald</strong> & <strong>Co</strong>.800-875-4243The single largest event to changehow surfaces are measured was yet tocome however. The digital revolutionallowed us to create instruments thatdigitize the analog signal from thestylus, and generate the typical surfacepr<strong>of</strong>ile trace we are familiar with today.With the pr<strong>of</strong>ile in hand it becamepossible to apply mathematical tools toanalyze a variety <strong>of</strong> pr<strong>of</strong>ile characteristics.Today there are literally hundreds<strong>of</strong> different ways to analyze surfacecharacteristics, some codified intonational and international standards,others specific to various industries oreven individual companies. Moreover,analysis <strong>of</strong> two-dimensional (2-D)digital pr<strong>of</strong>iles has gone way beyondsimple mathematical averages, and it isnow possible to compute sophisticatedfunctional characteristics, such as theability <strong>of</strong> surfaces to bear loads, retainlubrication, seal against leaks, andeven support the growth and attachment<strong>of</strong> human bone.Digitization also is blurring the linesbetween what was once considered surfacemeasurement and part geometry.Metrologists today <strong>of</strong>ten categorizethe data from a measured surface intothree categories—roughness, wavinessand form.Shorter wavelength data tends toreflect surface roughness characteristicsimposed by machining operations,such as turning, grinding or polishing.Waviness involves longer wavelengthdata and might reflect instabilities inthe machining process, such as imbalancein a grinding wheel or wornspindle bearings. Long wavelengthdata tends to reflect errors, such aslack <strong>of</strong> straightness in the guideways<strong>of</strong> a machine or misalignment <strong>of</strong>machine axes.These long wavelength errors are usuallythought <strong>of</strong> as form characteristics,such as roundness, straightness or flatness.Perfect straightness, for example,could be described as a line, or wave,with an amplitude <strong>of</strong> zero. Furthermore,what is perceived as a short wavelengthand what is a long wavelength are nowgenerally understood to vary dependingon the size <strong>of</strong> the part and the intendedfunction <strong>of</strong> the surface.In addition, while old analog instrumentsgathered only the data neededfor a specific measurement, moderndigital instruments gather a wholespectrum <strong>of</strong> data from each trace,making subsequent analysis <strong>of</strong> otherwavelengths possible without the needto remeasure the part.Future DimensionsAs dimensional tolerances have grownsteadily tighter over the years, and theneed for documentation and traceabilitybecome ever greater, the role<strong>of</strong> surface finish measurement in themanufacturing process has grown dramatically.It has been estimated that inthe 1940s, the proportion <strong>of</strong> the toleranceband taken up by surface irregularitieswas roughly 15%. Today thatproportion is sometimes 50% or morefor precision components.Future developments in surfacemetrology will no doubt make theprocess even more important. Asmicroprocessors gain power and theability to process enormous amounts<strong>of</strong> data becomes economically feasible,optical systems are coming back intovogue and opening up new avenues <strong>of</strong>exploration. With optical systems thereis the opportunity to measure a surfacein three-dimensional (3-D) rather thanthe typical 2-D measurements madewith stylus tracing instruments.It is generally believed that since surfacesexist in 3-D and function in 3-D,measurement <strong>of</strong> these surfaces using3-D instrumentation should allowbetter linkage between the measurementsand the suitability <strong>of</strong> a surface toperform a desired function. But thereis a great deal <strong>of</strong> work still to be donebefore this becomes part <strong>of</strong> the typicalsurface measurement specification.Currently there is a lot <strong>of</strong> researchbeing done with various optical techniques,and it is clear that differenttechnologies measuring the same surfacesometimes “see” different thingsin the structure <strong>of</strong> the surface.Work to create standardized measurementand analysis methods forthese optically measured surfaces iscritical to lay the groundwork for theuse <strong>of</strong> 3-D parameters. So there is moreto come on how to properly read a surface,but we are standing on the threshold<strong>of</strong> the next revolution.Patrick Nugent is vice president <strong>of</strong> metrology systemsat Mahr Federal Inc. (Providence, RI). Formore information, e-mail pat.nugent@mahr.comor visit www.mahr.com.