Evaluation and Repair of Wrought Iron and - Purdue e-Pubs ...
Evaluation and Repair of Wrought Iron and - Purdue e-Pubs ... Evaluation and Repair of Wrought Iron and - Purdue e-Pubs ...
from lcc.edu
More from this publisher
10.07.2015
Views
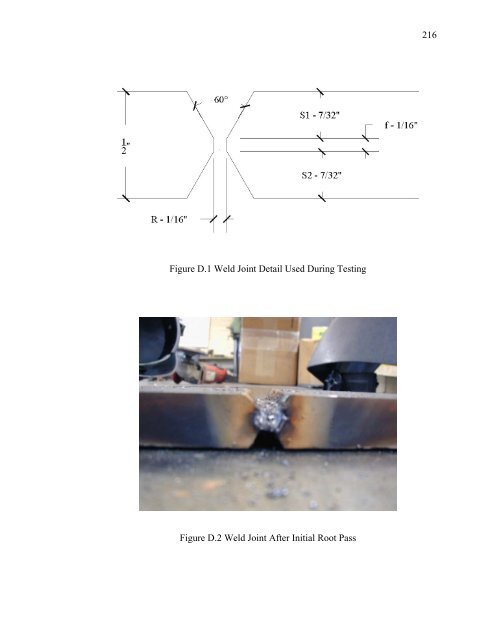
216Figure D.1 Weld Joint Detail Used During TestingFigure D.2 Weld Joint After Initial Root Pass
217Figure D.3 Surface Impurities or Scale on Surface of WeldFigure D.4 Back Grinding of the Root Weld
- Page 186 and 187: 166Table A.5 (continued) Detailed I
- Page 188 and 189: 168Table A.5 (continued) Detailed I
- Page 190 and 191: 170Table A.5 (continued) Detailed I
- Page 192 and 193: 172Table A.5 (continued) Detailed I
- Page 194 and 195: 174Table A.5 (continued) Detailed I
- Page 196 and 197: 176Table A.5 (continued) Detailed I
- Page 198 and 199: 178Table A.5 (continued) Detailed I
- Page 200 and 201: 180Table A.5 (continued) Detailed I
- Page 202 and 203: 182Table A.5 (continued) Detailed I
- Page 204 and 205: 184Table A.7 Tensile Strength Data
- Page 206 and 207: 186Table B.1 Example Historic Wroug
- Page 208 and 209: 188DepartmentofTransportationIf you
- Page 210 and 211: 190CountyIf your organizationdoes m
- Page 212 and 213: 192County 16: County bridge inspect
- Page 214 and 215: 194State 13: Included in original d
- Page 216 and 217: 196Figure C.1 Diagrams Showing Loca
- Page 218 and 219: 198Figure C.3 Heating of Eyebar fro
- Page 220 and 221: 200Figure C.7 Double V Butt Joint u
- Page 222 and 223: 202Figure C. 11 Welded Tensile Coup
- Page 224 and 225: 204Figure C.15 Tensile Coupon from
- Page 226 and 227: 206Figure C.19 Cooling Bath with Su
- Page 228 and 229: 208Figure C.23 Side View of Eyebar
- Page 230 and 231: 210Figure C.27 Eyebar End Connectio
- Page 232 and 233: 212Appendix D. Welding Procedure fo
- Page 234 and 235: 214D.2 Filler Weld for Eyebar Conne
- Page 238 and 239: Figure D.5 Completed Weld Before Su
- Page 240 and 241: 220Figure D.7 Initial Pass Pattern
216Figure D.1 Weld Joint Detail Used During TestingFigure D.2 Weld Joint After Initial Root Pass


