Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
General contractor benefits from<br />
Roadtec fleet for mill and lay<br />
Navigating Australia’s Barrow Island<br />
with portable asphalt plant<br />
Astec’s depth of control offerings provide<br />
innovation for plant operations<br />
Dillman branches out into new markets<br />
for industrial sales<br />
YOUR DEPENDABLE SOURCE FOR NEWS ABOUT HMA TECHNOLOGY<br />
PUBLISHED BY ASTEC INDUSTRIES, INC.<br />
VOLUME 18 NUMBER 2 - 2013
10 16<br />
VOLUME 18 NUMBER 2<br />
Copyright © 2013<br />
<strong>Hot</strong>-<strong>Mix</strong> <strong>Magazine</strong> is published by<br />
the family of companies known<br />
as Astec Industries, Inc.<br />
Our mission is to provide members<br />
of the HMA industry with up-to-date<br />
news about HMA and WMA<br />
technology and the recent advances<br />
in the industry.<br />
22<br />
30<br />
Editorial Staff<br />
Editor:<br />
Donna Campbell<br />
Staff Writer:<br />
J. Campbell<br />
Staff Photographers:<br />
Paul Shelton (Astec)<br />
Brandon Meredith (Astec)<br />
Scott Lee (Roadtec)<br />
Sam Anselmi (Astec)<br />
Subscription Services:<br />
Diane Hunt<br />
Directors of Advertising:<br />
Paul Shelton (Astec)<br />
Frank Eley (Heatec)<br />
Stephanie Rider (Roadtec)<br />
Editorial Board:<br />
Dr. J. Don Brock<br />
Ben Brock<br />
Tom Baugh<br />
Paul Shelton<br />
Norman Smith<br />
Contact Information<br />
If you would like to be added<br />
to our free subscription list,<br />
just call, fax, or write:<br />
<strong>Hot</strong>-<strong>Mix</strong> <strong>Magazine</strong><br />
c/o Astec<br />
P.O. Box 72787<br />
Chattanooga, TN 37407<br />
Phone: 423.867.4210<br />
Fax: 423.867.3570<br />
Website: www.astecinc.com<br />
www.hotmixmag.com<br />
5 Point of View<br />
Words from Sergio Cinerari, AAPA Chairman<br />
6 Plant 17<br />
Iowa contractor excels by replacing old with new<br />
10 Change is the Only Constant<br />
Astec’s training schools continue to evolve<br />
12 In Demand and In Control<br />
Astec’s latest plant controls—PMIII<br />
14 The Shape of Things to Come<br />
Astec uses 3D printing to bring ideas to life<br />
16 Mobility Down Under<br />
Astec Australia delivers asphalt portability to civil contractor<br />
21 On Your Side<br />
Earning a customer’s trust is job #1 for Astec’s Travis Sneed<br />
22 In the Heart of Texas<br />
Company excels and mill and lay with Roadtec fleet<br />
26 Every Day is Recycle Day<br />
Astec’s warm mix system enhances new asphalt plant<br />
30 The Power of Portability<br />
Tennessee contractor welcomes efficiency with portable plant<br />
34 Wake Up the Echoes<br />
Asphalt plant completes retrofit<br />
38 Branching Out<br />
Dillman ventures into new territory for industrial sales<br />
39 <strong>Hot</strong>-<strong>Mix</strong> News<br />
What’s happening at Astec Industries<br />
ON THE FRONT COVER<br />
LL Pelling Company, Inc. set up the relocatable Astec Double Barrel ® plant<br />
in Cedar Rapids, Iowa. The plant features the 72,457 CFM Pulse Jet<br />
baghouse, a 10 ft x 14 ft (3.05 m x 4.27 m) eight-compartment cold feed<br />
system, and three 200-ton (181 tonne) silos.<br />
Here’s how to get all future issues<br />
of <strong>Hot</strong>-<strong>Mix</strong> <strong>Magazine</strong> absolutely free!<br />
To have your name added to our mailing list at no charge,<br />
just call 423.867.4210 and ask for Diane Hunt,<br />
or you can email your request to dhunt@astecinc.com.<br />
HOT-MIX MAGAZINE 3 VOLUME 18 NUMBER 2
Bitumen is a unique<br />
substance that starts<br />
as crude oil, is refined,<br />
and then combined with<br />
aggregate to make asphalt<br />
and sprayed seal road<br />
surfaces. These surfaces<br />
provide safe, quiet, and longlasting<br />
pavement that connect<br />
people, goods, and services<br />
right across Australia.<br />
Without these durable<br />
surfaces, society would be vastly different, but most<br />
people take asphalt pavements for granted. Those<br />
of us who work in the pavement industry know the<br />
significance of asphalt pavements, and I encourage<br />
each of you to be proud of the work we do. I also<br />
encourage you all to promote the importance of<br />
what we do to others around us.<br />
Even more importantly, we should ensure that<br />
all stakeholders in our industry are aware of the<br />
environmental advantages of asphalt over other<br />
paving materials.<br />
PROCESS CAN BE REPEATED<br />
Firstly, asphalt paving is 100-percent recyclable and can be recycled<br />
over and over again.<br />
A deep lift asphalt pavement or perpetual pavement that is over<br />
20 years of age may have suffered some surface damage, but<br />
generally this damage is only “skin deep.” The minor surface<br />
damage in a wearing course can be milled off and quickly replaced<br />
with a new wearing course, with minimal interruption to traffic<br />
flows and at low cost.<br />
POINT OF VIEW<br />
More Than Just<br />
Sticky Black Stuff<br />
Words from Sergio Cinerari,<br />
Chairman, AAPA (Australian Asphalt Pavement Association)<br />
Asphalt removed from a road pavement remains asphalt, a valuable<br />
combination of bitumen and high-quality aggregates. This material is<br />
referred to as reclaimed asphalt pavement or RAP. RAP can be readily<br />
returned to an asphalt plant where it can be combined with virgin<br />
materials and applied to another road or pavement project. In another<br />
20-plus years, the same process can be repeated.<br />
Asphalt is not consumed, but remains asphalt indefinitely. This<br />
is unlike other materials, such as concrete, that can be used for<br />
Asphalt surfaces are 100-percent<br />
recyclable and save significant<br />
amounts of new material.<br />
Sergio Cinerari, Chairman, AAPA<br />
pavement surfaces once,<br />
and then if it is recycled,<br />
can only be used for lower<br />
value purposes, such as<br />
fill or road base.<br />
Asphalt surfaces are<br />
therefore 100-percent<br />
recyclable and save<br />
significant amounts of<br />
new materials.<br />
REDUCES GREENHOUSE GAS EMISSIONS<br />
Using RAP not only reduces the demand for new<br />
materials, it also greatly reduces greenhouse gas<br />
emissions. The manufacture of bitumen is a low<br />
source of greenhouse emissions, but some energy<br />
is used in its manufacture and in the extraction,<br />
crushing, and transport of aggregates. The use<br />
of RAP reduces the greenhouse emissions by<br />
removing the need to make and supply new<br />
materials. The use of RAP in asphalt readily<br />
reduces greenhouse emissions by at least 10 to 20<br />
percent. RAP also has great synergies with warmmix<br />
asphalt providing even more environmental<br />
benefits, as well as performance benefits.<br />
Those of us working in our industry can be proud of the part we<br />
play in society, not only as we build quality roads and pavements,<br />
but also because we are a green industry. An industry that produces<br />
low greenhouse emissions compared to other road surfaces and an<br />
industry that can recycle asphalt over and over again.<br />
BENEFITS ARE CLEAR<br />
The benefits of asphalt as an environmentally friendly product<br />
are clear, and we should help to educate communities and all<br />
stakeholders that asphalt is more than sticky black stuff, letting<br />
them know that, as asphalt is 100-percent recyclable, it is one of the<br />
greenest construction materials available on the market today.<br />
As an industry that takes its impact on the environment very<br />
seriously, we should continue to encourage the use and development<br />
of green pavements through practices such as the increased use of<br />
RAP and low-energy technologies such as warm mix. <br />
HOT-MIX MAGAZINE 5 VOLUME 18 NUMBER 2
Plant 17<br />
Iowa contractor excels by<br />
replacing old with new<br />
There comes a time in any<br />
venture when moving<br />
forward requires change.<br />
Whether it’s transitioning to the<br />
latest technology or acquiring<br />
new partners, company growth is<br />
earmarked with new decisions.<br />
LL Pelling Company, Inc. is one<br />
company that understands what<br />
it takes to reach the next level of<br />
expansion, and it includes Astec’s<br />
equipment and innovation.<br />
“The ability to recycle using the<br />
Astec Double Barrel ® drum mixer<br />
sets us apart from the competition.”<br />
HUMBLE BEGINNING<br />
Lloyd Pelling, Sr. started the LL<br />
Pelling Company, Inc. in 1948 in<br />
the Williamsburg, Iowa, area. It<br />
began oiling roads as road surfaces<br />
began moving away from<br />
mud to gravel and eventually<br />
to pavement. In the late 1960s,<br />
Lloyd Pelling, Jr. became president<br />
and moved the company to Iowa<br />
City to allow for expansion into<br />
the asphalt business. During the<br />
60s and 70s, LL Pelling traveled<br />
throughout Iowa with batch plants<br />
or continuous mix plants. The decision<br />
to put down roots happened<br />
in 1975 and the traveling stopped.<br />
An asphalt batch plant was erected<br />
in Coralville, Iowa.<br />
FORWARD PROGRESS<br />
In the late 80s, Russ Rhinehart<br />
purchased the company from the<br />
HOT-MIX MAGAZINE 6 VOLUME 18 NUMBER 2
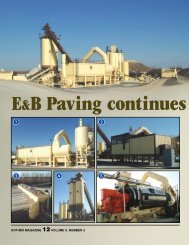
Left: LL Pelling Company, Inc. set up the relocatable Astec Double Barrel ® plant in Cedar Rapids, Iowa. Top: 10 ft x 14 ft<br />
(3.05 m x 4.27 m) eight-compartment cold feed system. Bottom: LL Pelling’s plant features the 72,457 CFM Pulse Jet baghouse.<br />
Pellings. Rhinehart and his partner,<br />
Manatts (a diversified heavy highway<br />
construction company based<br />
in Brooklyn, Iowa) took the company<br />
into the 21st century. It was<br />
Rhinehart who purchased the first<br />
Astec plant in 1997 for the Iowa<br />
City location. The 400 TPH (363<br />
MTPH) Astec Double Barrel ® plant<br />
replaced an old 6,000 lb (2,721<br />
kg) batch plant. This was quite a<br />
change for LL Pelling.<br />
“We knew technology had<br />
advanced beyond what we were<br />
currently using,” said Chuck<br />
Finnegan, current president of LL<br />
Pelling. “It was the vision and input<br />
of new people leading to new decisions<br />
for the direction of the company,<br />
and the path forward looked<br />
promising.”<br />
LL Pelling had three asphalt plants:<br />
the Astec Double Barrel ® plant in<br />
Iowa City (purchased in 1997); a<br />
small 4,000 lb (1,814 kg) batch<br />
plant in Marion; and a 16,000 lb<br />
(7,257 kg) batch plant in Cedar<br />
Rapids. In addition to its asphalt<br />
paving, concrete curb and gutter,<br />
chip and sealcoat, pavement marking,<br />
and oil transportation, being<br />
able to supply its own hot-mix<br />
asphalt (HMA) to its projects created<br />
a full-circle operation.<br />
THE NEXT PHASE<br />
In 2001, LL Pelling purchased a<br />
Dillman DuoDrum and put up this<br />
new plant in Marion. The plant<br />
replaced the small 4,000 lb (1,814<br />
kg) batch plant.<br />
In 2012, LL Pelling purchased an<br />
Astec Double Barrel ® plant for the<br />
Cedar Rapids location to replace<br />
the old 16,000 lb (7,257 kg) batch<br />
plant. The plant was operational<br />
mid-April 2013.<br />
“This replacement was five or six<br />
years overdue,” said Finnegan.<br />
HOT-MIX MAGAZINE 7 VOLUME 18 NUMBER 2
Relocatable Astec Double Barrel ® drum.<br />
“We had a five-year plan probably<br />
10 years ago to put the new Astec<br />
plant in place, but with economic<br />
times as they were, and still are, it<br />
just didn’t work out according to our<br />
original timetable.”<br />
LL Pelling purchased 40 acres (19<br />
hectares) of land outside its sister<br />
quarry in Cedar Rapids to set up the<br />
new plant, named Plant 17 by the<br />
accounting department’s numbering<br />
system.<br />
“We viewed the location as opportunistic,”<br />
said Finnegan. “We can<br />
haul much of our material to the<br />
plant and don’t have to travel on a<br />
public road. This saves on hauling<br />
and trucks.”<br />
A GOOD POSITION<br />
Astec equipment allows LL Pelling<br />
to be in a good position, especially<br />
with the ability to recycle. This was<br />
an area the company wanted to<br />
improve.<br />
“We knew technology had<br />
advanced beyond what we were<br />
currently using … with Astec, the<br />
direction of the company looks<br />
promising,” said Finnegan.<br />
“Using reclaimed asphalt pavement<br />
(RAP) and recycled asphalt<br />
shingles (RAS) is a capability that<br />
sets us apart from the competition<br />
and helps us control costs,” said<br />
Finnegan. “Anytime we can recycle,<br />
it’s a benefit to the environment and<br />
the community. The Astec Double<br />
Barrel ® at Plant 17 uses RAP and<br />
RAS. This saves on landfilling; we<br />
even grind our own shingles. These<br />
cost-saving factors allow us to cut<br />
cost for our consumers. And in a<br />
pro-portland cement state, we need<br />
to control costs to stay competitive.”<br />
LL Pelling generates a lot of RAP<br />
from its road construction projects.<br />
One project is Interstate 380<br />
(southbound) where a recycled<br />
mix is being utilized (4 percent<br />
RAS and 12 percent RAP).<br />
“We do a lot of night work in the<br />
corridor between Cedar Rapids<br />
and Iowa City, about 25 mi (40<br />
km) apart, connected by I-80 and<br />
I-380,” said Finnegan. “There’s a<br />
lot of congestion through this area,<br />
so having a ready supply of material<br />
enables us to work quickly.”<br />
Plant superintendent Rod Haerther,<br />
who has been with LL Pelling<br />
for 23 years, oversaw the construction/setup<br />
of Plant 17 from<br />
concept to completion. According<br />
to Haerther, Plant 17 uses up to<br />
25 percent RAP (alone in a mix),<br />
and when using RAS with RAP, the<br />
recycle amounts are 2 to 3 percent<br />
and 9 percent, respectively.<br />
RAS is not currently used alone in<br />
a mix.<br />
“We are finishing up the I-380<br />
southbound project and already<br />
have a contract for the northbound<br />
section of I-380, plus a project at<br />
the Cedar Rapids airport,” said<br />
Finnegan. “Business is looking<br />
good moving into 2014.” <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com<br />
HOT-MIX MAGAZINE 8 VOLUME 18 NUMBER 2
Astec’s training school classes continue to evolve, expand and excite<br />
Service coordinator Troy<br />
Norris’s enthusiasm is<br />
contagious. And with his<br />
responsibilities, he needs the<br />
energy. As Astec Industries’ training<br />
school administrator, he is<br />
tasked with maintaining the high<br />
standards attendees expect of the<br />
Astec Advanced Customer School.<br />
Whether Troy is laying out the<br />
direction of new classes for coming<br />
years or discussing improvements<br />
and additions for current training<br />
sessions, he has to move as quickly<br />
as the pace of technology.<br />
Over the years, the look and focus<br />
of the Astec Advanced Customer<br />
School has changed to reflect<br />
the needs of customers and the<br />
demands of the industry. “When we<br />
started, we were having training<br />
classes in hotels—the Chattanooga<br />
Choo Choo, in the train car,” Troy<br />
noted. “Now we are here [at Astec’s<br />
training center] and there is a new<br />
facility across the street with a fullsize<br />
Astec Double Barrel ® drum and<br />
a range of scale models.”<br />
In the 1980s, the Astec Advanced<br />
Customer School moved to its permanent<br />
home on-site. Astec customers<br />
spent much of the training<br />
sessions in a single meeting room,<br />
with breakout classes that expanded<br />
throughout the facility. From that<br />
small initial footprint, the classes<br />
grew in scope, scale, and reputation.<br />
Word of the school’s benefits<br />
spread throughout Astec’s customer<br />
base, which led to more customers<br />
asking for training specific to their<br />
needs. “We add new classes all the<br />
time,” Troy said. And as the needs<br />
of customers changed, so too did<br />
the facility.<br />
As the classes’ popularity increased<br />
among customers, the school<br />
recognized the need for a bigger<br />
HOT-MIX MAGAZINE 10 VOLUME 18 NUMBER 2
learning space to accommodate the<br />
influx of new attendees. In 2009,<br />
Astec Industries opened its expanded<br />
training center. For the first time,<br />
trainers and customers were able<br />
to work in a hands-on environment,<br />
all-in-one dedicated area, providing<br />
immediate feedback from instructors<br />
and collaboration between<br />
attendees. New equipment was<br />
moved in to facilitate the increased<br />
range of class offerings.<br />
In 2011, the current facilities for the<br />
Astec Advanced Customer School<br />
took shape. “From where we<br />
began to where we are now—with<br />
Training Center East and Training<br />
Center West—it’s amazing to see<br />
where the school has come,” Troy<br />
added. Conveniently located across<br />
the street, the new training center<br />
is large enough to accommodate a<br />
full-size Astec Double Barrel ® for<br />
hands-on drum classes, as well as<br />
scale models of existing plants. The<br />
scale models are the same ones<br />
carried by Astec to different trade<br />
shows around the world.<br />
New for 2014, Astec will be offering<br />
two levels of training. Level I will<br />
be an enhanced and expanded version<br />
of basic training for first-time<br />
students. The new Level I training<br />
promises to be even more handson<br />
and include technical training for<br />
power houses. Level II, or the “Top<br />
Gun Class,” is for returning students.<br />
Any attendee of prior Astec<br />
basic customer schools meets the<br />
prerequisite to join Astec’s in-depth<br />
training on four critical categories:<br />
burners, drums, controls, and electrical<br />
systems. With a narrowed<br />
focus on these four main categories,<br />
Astec can delve deeper into<br />
critical areas of plant performance<br />
and offer more advanced operating<br />
and troubleshooting tips. <br />
HOT-MIX MAGAZINE 11 VOLUME 18 NUMBER 2
In Demand<br />
and In Control<br />
From burners to silos, from<br />
motors to drums, each component<br />
of a hot-mix production<br />
plant can either be a trusted<br />
collaborator in increasing the plant’s<br />
efficiency or—with access to timely<br />
information or ability to fine-tune its<br />
operation—a frustrating adversary<br />
to a plant’s capability. The main<br />
way plant operators and managers<br />
interact with the full range of<br />
their plant’s production process is<br />
through the plant control system.<br />
The human element—how comfortable<br />
users are with this system—is<br />
often as important as its technical<br />
aspects in determining how<br />
efficiently a control system works<br />
within the plant. Over the years, the<br />
designers and engineers at Astec<br />
Developed with customers in mind,<br />
PMIII is Astec’s newest plant<br />
control system.<br />
Controls have looked at how plants<br />
use their various control systems<br />
and developed answers based on<br />
real-world demands. Their latest<br />
design, called the PMIII, has just<br />
been introduced and is earning<br />
praise from customers as a responsive<br />
and intuitive system for today’s<br />
hot-mix production.<br />
LAYING THE FOUNDATION<br />
Of Astec’s legacy systems, the<br />
PM96—commemorating the year<br />
of its release, 1996—was an<br />
early version of a single-bore or<br />
multi-bore control system. It provided<br />
reliable service for hot-mix<br />
plants throughout America for<br />
years. However, with new technology<br />
came changing expectations.<br />
Operators were pleased<br />
with the PM96’s ability but as<br />
more demands were put on the<br />
system, newer controls would<br />
need to be integrated as well.<br />
NEW EXPECTATIONS<br />
The next generation release, the<br />
PMII, was designed to be its<br />
replacement. It maintained the<br />
same level of control but replaced<br />
the PM96’s specialized user-interface<br />
with a standard PC terminal,<br />
which relied on a so-called soft<br />
PLC and ran in Windows. The benefits<br />
to the plant’s machinery were<br />
the same, but the benefits to operators<br />
were exponentially improved:<br />
necessary training time decreased,<br />
plant control increased.<br />
Just before the release of the<br />
PMII, Astec released the TCII, a<br />
highly automated and exceedingly<br />
detailed plant control system. “This<br />
is the Cadillac of control systems,”<br />
said Al Williams, one of Astec’s<br />
PM96 system overview<br />
PMII system overview<br />
HOT-MIX MAGAZINE 12 VOLUME 18 NUMBER 2
senior control engineers and<br />
head of the Industrial Control<br />
Group. Williams has over three<br />
decades’ experience with<br />
Astec’s asphalt control systems<br />
and has seen many of them<br />
put to the test—and pass with<br />
flying colors. “With a system<br />
like the TCII, for example,” he<br />
explained, “it can do whatever a<br />
plant operator needs. It’s almost<br />
as if, if something has an on/off<br />
switch, the TCII can automate<br />
it.”<br />
LEARNING BY DOING<br />
The TCII’s chief advantage over<br />
earlier systems is its capacity<br />
to learn and communicate<br />
with smart motors, variable<br />
frequency drives (VFDs), and<br />
other equipment. In addition to<br />
allowing operators easy manual<br />
control options and automated<br />
operations within preset limits,<br />
the TCII records and reports<br />
information about the plant’s<br />
efficiency from various points<br />
within the hot-mix production<br />
process. Thus, the TCII allows<br />
operators to use that information<br />
in realtime, establishing a more<br />
responsive and productive control<br />
system.<br />
However, not every plant<br />
requires that level of intricate<br />
data-management. Also, for<br />
some plants, a system like the<br />
TCII might be their ideal model,<br />
but perhaps management has<br />
not allocated enough resources<br />
to afford a “Cadillac” control<br />
system. With those customers’<br />
needs in mind, Astec Controls<br />
developed their latest version<br />
of plant control systems—the<br />
streamlined PMIII.<br />
MADE WITH CUSTOMERS<br />
IN MIND<br />
Developed by Astec’s in-house<br />
controls engineers, the PMIII<br />
is a PLC-based control system<br />
comprised of separate modules<br />
for burners, silos, motor controls,<br />
and blending and loadout. With<br />
these features, the PMIII can<br />
be as robust or as simplified as<br />
plant operators desire. Williams<br />
noted, “Customers can purchase<br />
CPUs for each part of the plant<br />
or just one for the motor or the<br />
PMIII system overview<br />
PMIII burner controls<br />
PMIII silo controls<br />
burner. If someone out there<br />
still wants to use the old PM96<br />
push-button control panel<br />
for one part of the plant, that<br />
customer can still install PMIII<br />
modules everywhere else.”<br />
The PMIII’s modules can be<br />
installed individually to specify<br />
the options to a unique asphalt<br />
facility or they can be installed<br />
together as a package, similar<br />
to the TCII.<br />
Some plant operators complain<br />
of “information overload” in<br />
competing control systems.<br />
With that in mind Astec updated<br />
the PMIII user interface to<br />
rely on minimal graphics on<br />
each screen, reducing distraction<br />
and increasing an operator’s<br />
ability to find information<br />
with speed and clarity. Also,<br />
even though each individual<br />
screen may appear simple, the<br />
PMIII retains the ability to drill<br />
down for more information.<br />
This layered approach to data<br />
management allows the PMIII<br />
to provide abundant information<br />
that an operator may need<br />
without overwhelming users.<br />
Lastly, the PMIII’s built-in diagnostics<br />
reduce plant downtime,<br />
helping operators probe for the<br />
source of any problems along<br />
the production line. Also, the<br />
system’s improved reporting<br />
makes a greater variety of data<br />
available, which will assist<br />
management in long-term<br />
plant decisions.<br />
“Instead of just sending a signal<br />
to start or stop, the PMIII<br />
can read current on motors,”<br />
Williams added. “This is normally<br />
a feature you would only<br />
find on a larger, more expansive<br />
control system. Now that<br />
a more streamlined system<br />
can provide this level of data,<br />
more and more plants will have<br />
a level of control they never<br />
thought possible.” <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com<br />
HOT-MIX MAGAZINE 13 VOLUME 18 NUMBER 2
The Shape of Things to Come<br />
3D printing capability brings<br />
ideas into reality for Astec, Inc.<br />
Innovation, by its nature, tends<br />
to outpace resources. In custom<br />
manufacturing, ingenious solutions<br />
and next-generation ideas are<br />
sometimes put on hold because the<br />
cost of the equipment and materials<br />
to make them a reality are cost<br />
prohibitive or too rare to produce<br />
them in a widely accessible manner.<br />
Even building a prototype of<br />
a new machine part can require<br />
dedicated hours and expense with<br />
no guarantee of success. However,<br />
by using state-of-the-art 3D printing<br />
technology to create prototype burners,<br />
Astec, Inc. has narrowed the gap<br />
between what can be imagined and<br />
what is possible.<br />
THOROUGH PROCESS,<br />
PRECISION EQUIPMENT<br />
Working both with outside partners<br />
and engineers inside Astec, the<br />
3D printing process is overseen by<br />
Michael Swanson, P.E., manager of<br />
the Astec Burner Group. First, the<br />
engineer presents a problem and<br />
the idea for a new part, and it is<br />
designed and drawn as a 3D CAD<br />
model. Depending on the part, virtual<br />
tests are performed to assess<br />
the design’s performance using<br />
computational fluid dynamics (CFD),<br />
discrete element method (DEM),<br />
and other analysis software. Then, a<br />
physical prototype is built in the 3D<br />
printer and testing of the prototype<br />
determines if a new iteration is<br />
needed.<br />
The Astec Burner Group relies on a<br />
3DSystems ProJet 5000, a largescale,<br />
precision 3D printer that the<br />
team operates on an almost daily<br />
basis. The ability to create prototypes<br />
in precise detail meeting the design’s<br />
The 3DSystems ProJet 5000 professional 3D printer provides detailed<br />
prototypes for Astec.
The prototype printed nozzle part before test firing.<br />
needs is key to Astec’s successful<br />
use of 3D printing. “Every part is different,”<br />
said Michael Swanson, “and<br />
when building a prototype, even the<br />
smallest change in a design can<br />
yield different results. The more<br />
exact we can build a test part, the<br />
more accurate the tests will be.”<br />
OUT WITH THE OLD<br />
Historically, Astec outsourced such<br />
quick turnaround prototype manufacturing<br />
to third-party suppliers,<br />
a process that limited the amount<br />
of testing that could be performed<br />
and the number of prototypes that<br />
could be produced. “The old method<br />
of drawing a part and individually<br />
machining it took two weeks,”<br />
Swanson added. “The current technology<br />
has cut that time down to, on<br />
average, two days.”<br />
When Astec brought 3D printing inhouse,<br />
Swanson’s group now had<br />
the technology to machine more<br />
prototypes, quicker and at greater<br />
savings. With the lag time between<br />
iterations reduced to a mere couple<br />
of days, engineers can now finetune<br />
their tests and see immediate<br />
results. Today, Astec can build a prototype,<br />
assess it, and manufacture a<br />
Testing of the burner with its 3D prototype is successful.<br />
new version for testing in a fraction<br />
of the time it would have taken to<br />
machine just one prototype using<br />
the old method.<br />
COMPUTATIONAL FLUID<br />
DYNAMICS<br />
Accurate implementation of CFD<br />
is key to a 3D-printed prototype’s<br />
success, but it is also the starting<br />
point for innovative and cutting-edge<br />
designs. “In the past, some of the<br />
parts we’ve tested for burners would<br />
not have been possible to prototype.<br />
The complexity and intricacy of the<br />
design would have made it nearly<br />
impossible to find a shop with the<br />
equipment capable of machining<br />
them,” said Swanson.<br />
As Astec’s ability to prototype ever<br />
more intricate parts increases, so<br />
too is their opportunity to solve problems.<br />
Swanson noted that requests<br />
to build prototypes continue to<br />
increase and he sees no ceiling on<br />
3D printing’s potential. “If it can be<br />
drawn,” he noted, “it can be built.”<br />
NEW IDEAS, NEW OPTIONS<br />
Astec, Inc.’s use of 3D printing for<br />
prototype parts and sales and marketing<br />
display models benefits the<br />
entire company. Testing is now possible<br />
for more parts with increased<br />
complexity, leading Astec engineers<br />
to implement more concepts that<br />
would once be deemed too farfetched<br />
or prohibitively expensive<br />
for the real world. In the future of 3D<br />
printing, however, the real world is<br />
what you make it. <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com
Mobility<br />
The<br />
Down Under<br />
Astec portable asphalt plant allowed Fulton Hogan<br />
to meet the requirements for working on Barrow Island.<br />
Astec Australia delivers asphalt<br />
portability to major civil<br />
contracting company.<br />
In 2012, Fulton Hogan<br />
Industries transported its new<br />
highly portable Astec asphalt<br />
plant to Barrow Island, a remote<br />
island off the western coast of<br />
Australia. Fulton Hogan Industries<br />
is a very prominent business<br />
“down under,” which specializes in<br />
building and maintaining transport<br />
and civil infrastructure in Australia,<br />
New Zealand, and the South<br />
Pacific so that communities can<br />
operate safely and efficiently.<br />
The plant was custom-designed<br />
and built for Fulton Hogan’s<br />
Asphalt Surfacing Operations to<br />
provide them with a highly portable<br />
asphalt plant which could be<br />
moved easily from state to state<br />
and offshore.<br />
Kellog Joint Venture Gorgon<br />
The Kellog Joint Venture Gorgon, an unincorporated joint venture<br />
between KBR, JGC, Hatch, and Clough, is the Gorgon’s Project’s<br />
downstream engineering, procurement, and construction management<br />
contractor. The scope of work includes three LNG trains,<br />
LNG storage, and load-out facilities, including a jetty, domestic<br />
gas plant, utilities, materials offloading facility, and a construction<br />
village.<br />
The first and biggest test for<br />
the plant’s “ease of portability”<br />
came when Fulton Hogan won<br />
the supply of hot-mix asphalt for<br />
the Gorgon Project on Barrow<br />
Island. To undertake the project,<br />
Fulton Hogan would need to move<br />
its new highly portable asphalt<br />
plant through four of Australia’s<br />
six states over 4,345 km (2,699<br />
mi) by road across the breadth<br />
of Australia and then by sea to<br />
get to the remote Barrow Island.<br />
The plant was moved along the<br />
project route using ten trailers to<br />
transport the plant components.<br />
Each trailer customized to meet<br />
strict Australian standards for<br />
safety and registration. Thanks to<br />
innovative engineering by Astec,<br />
Inc. engineers, the trailers met the<br />
transport solution required to keep<br />
Fulton Hogan’s Gorgon Project<br />
moving forward.<br />
THE PLANT’S ARRIVAL<br />
Fulton Hogan’s portable asphalt<br />
plant was originally bound for<br />
Brisbane, Queensland (Eastern<br />
Coast of Australia), which is the<br />
Port of Arrival of the portable<br />
asphalt plant. It was stored at<br />
Astec Australia’s head office facility<br />
for pre-commissioning work<br />
and registration with Queensland’s<br />
Department of Transport, something<br />
difficult to achieve if the<br />
plant does not comply with ADR<br />
regulations and Australian standards.<br />
Thanks to the efforts of<br />
Astec’s engineering team and<br />
liaising with Astec Australia, this<br />
was a successful task.<br />
After the arrival of the plant into<br />
Brisbane, Fulton Hogan was then<br />
awarded the Barrow Island project<br />
in partnership with the Kellog Joint<br />
Venture Gorgon. The portability<br />
of the plant was showcased as it<br />
was transported from Brisbane,<br />
Queensland, through New South<br />
Wales, South Australia, and all the<br />
way through to Perth in Western<br />
Australia.<br />
TRANSPORT PREP<br />
In Perth, the asphalt plant was<br />
shrink-wrapped and quarantined<br />
in order to comply with Barrow<br />
Island’s stringent environmental<br />
quarantine regulations, which<br />
applies to all buildings, materials,<br />
and equipment introduced to<br />
Barrow Island. The requirements<br />
HOT-MIX MAGAZINE 16 VOLUME 18 NUMBER 2
Barrow Island<br />
Home to Australia’s largest operating onshore oilfield, Barrow Island<br />
is a Class “A” Nature Reserve. This brings the highest level of protection<br />
under State legislation for the island’s plant and animal life.<br />
Approvals for work on the island underwent an intense assessment<br />
before being granted. State and Federal Governments put measures<br />
in place to protect the area throughout the life of the project.<br />
The Gorgon<br />
Project<br />
The Gorgon Project is a<br />
$43 billion joint venture<br />
developing the Greater<br />
Gorgon Area gas fields.<br />
Touted as the largest<br />
resources project in<br />
Australian history, it will<br />
also be the single largest<br />
investment of its<br />
kind in the world. The<br />
Greater Gorgon Area<br />
gas fields contain about<br />
40 trillion cubic feet of<br />
gas. This is the nation’s<br />
largest undeveloped gas<br />
resource. The Gorgon<br />
Project is owned by the<br />
Gorgon Joint Venture,<br />
which includes the<br />
Australian subsidiaries<br />
of Chevron, ExxonMobile,<br />
Shell, Osaka Gas, Tokyo<br />
Gas, and Chubu Electric.<br />
The venture will process<br />
15 million tonnes (16.5<br />
million tons) per year<br />
of liquefied natural gas<br />
(LNG) and 300 terajoules<br />
per day of domestic gas<br />
on Barrow Island, 70<br />
km (43 mi) off Western<br />
Australia’s Pilbara Coast.<br />
The gas processing portion<br />
of the project will be<br />
located on Barrow Island,<br />
limited is size to 300<br />
hectares (741 acres), or<br />
1.3 percent of the island.<br />
Fulton Hogan acquired the portable 180 MTPH (198 TPH) Astec 6 ft x 33 ft<br />
(1.83 m x 10.06 m) Double Barrel ® plant in 2012 and features the following:<br />
portable 8 ft x 11 ft (2.44 m x 3.35 m) three-compartment cold feed system;<br />
portable 24 in x 50 ft (61 cm x 15.24 m) conveyor/static scalping grizzly;<br />
Whisper Jet ® burner; portable Pulse Jet baghouse for 30,384 ACFM draft<br />
system; portable compact self-erecting 40 ton (36 tonne) surge bin; PM<br />
Continuous <strong>Mix</strong> Blending Controls; Heatec 15,000-gal (56,781 l) portable<br />
tank; and a Heatec 500-gal (1,893 l) horizontal calibration tank all tailored for<br />
transport on ten trailers through Barrow Island. All the components and trailers<br />
met the stringent compliance measures for doing work on the Gorgon Project.<br />
HOT-MIX MAGAZINE 17 VOLUME 18 NUMBER 2
10 Trailers<br />
Trailer One:<br />
1 PCF-811-3E-A portable<br />
8 ft x 11 ft (2.44 m x 3.35 m)<br />
three-compartment<br />
cold feed system<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Two:<br />
1 PCF-811-3E-B portable<br />
8 ft x 11 ft (2.44 m x 3.35 m)<br />
three-compartment cold feed system<br />
1 x spare wheels and racks to<br />
each trailer<br />
Trailer Three:<br />
1 PIC-2450E-SG portable<br />
24 in x 50 ft (61 cm x 15.24 m)<br />
conveyor/static scalping grizzly<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Four:<br />
1 PDB-633E portable 6 ft x 33 ft<br />
(1.83 m x 10.06 m) Astec Double<br />
Barrel ® drum<br />
1 DB-GRN001 Astec warm mix system<br />
Trailer Five:<br />
1 PBH-30E portable Pulse Jet<br />
baghouse for 30,384 ACFM draft<br />
system<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Six:<br />
1 DA-275 275 BBL Dry Additive<br />
System (10 ft, 6 in wide)<br />
(3.05 m, 15.24 cm wide)<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Seven:<br />
1 SEB-4024C portable compact<br />
self-erecting 40 ton (36 tonne)<br />
surge bin/24 in (61 cm) drag<br />
(10 ft, 6 in wide)<br />
(3.05 m, 15.24 cm wide)<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Eight:<br />
1 PMII-B Continuous <strong>Mix</strong> Blending<br />
Controls with 30 in (76 cm) console<br />
1 WM2000PB Profibus loadcell<br />
truck management system<br />
1 PCH-27.SP Pilot control center,<br />
9 ft, 8 in x 30 ft, 6 in (2 rooms)<br />
(2.74 m, 20.32 cm x 9.14 m,<br />
15.24 cm)<br />
1 ELIF-PM PMII electrical<br />
interface (MCC panels, main<br />
breaker, etc.)<br />
1 DNSWITCH day night switch<br />
1 TES-20 power and control<br />
cables with plugs and receptacles<br />
1 SPCL-ELEC special voltage<br />
electrical system 380/50/3<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Nine:<br />
1 TA-15PD.SP special design<br />
15,000-gal (56,781 l) portable<br />
tank (9 ft, 6 in diameter)<br />
(2.74 m, 15.24 cm diameter)<br />
1 MACC-2024 2.5 in (6.35 cm)<br />
twin pump asphalt metering<br />
system (10 hp pump)<br />
1 HACC-1437 3 in (7.62 cm) piping<br />
tank to asphalt metering package<br />
1 HACC-1440A Australia -<br />
3 in (7.62 cm) jacketed piping<br />
from metering package outlet<br />
1 HACC-1446 3 in (7.62 cm)<br />
piping - second compartment to<br />
metering package<br />
1 HACC-1451 3 in (7.62 cm)<br />
piping - AC unloading pump to<br />
second compartment<br />
1 SPEC-PPG special ball joint<br />
piping from trailer to TA-15PD<br />
1 x spare wheels and racks<br />
to each trailer<br />
Trailer Ten:<br />
1 HC-120 1,200,000 BTU/hr (output)<br />
gas/oil heater with manifold<br />
1 SPEC-TRLR portable trailer for<br />
transport of Heatec and Astec<br />
components<br />
1 CAL-1HE 500-gal (1,893 l)<br />
horizontal calibration tank<br />
(mounted on trailer)<br />
1 Astec Australia fibre feeder<br />
1 x spare wheels and racks<br />
to each trailer<br />
HOT-MIX MAGAZINE 18 VOLUME 18 NUMBER 2
include thorough cleaning and<br />
disinfection treatment of all items<br />
prior to transportation. After treatment,<br />
small items are placed in<br />
shipping containers and larger<br />
items, such as building modules<br />
and plant components, are shrinkwrapped<br />
to prevent contamination<br />
during transport. Shipping to<br />
Barrow Island is carried out by<br />
barges departing from both Perth<br />
and Dampier.<br />
In order to commission the plant,<br />
every employee and subcontractor<br />
to Astec Australia had to be<br />
approved and participate in an<br />
extensive induction program.<br />
The program consisted of an<br />
initial thirteen-page application<br />
to be inducted onto the project.<br />
Documentation included all licenses<br />
and tickets relevant to the person<br />
and the work to be completed.<br />
All inductees were flown to Perth,<br />
Western Australia, to attend inductions<br />
for Kellogs Joint Venture,<br />
Fulton Hogan, and Ertech. Each<br />
person had an extensive medical<br />
exam and an elevated work<br />
platform ticket check and competency<br />
demonstration. Upon arrival<br />
onto Barrow Island, the induction<br />
included a campsite and environmental<br />
inspection. The plant was<br />
commissioned on Barrow Island in<br />
October 2012.<br />
Fulton Hogan acquired two Roadtec pavers (RP170 and RP190) for night-paving projects<br />
on Barrow Island.<br />
“<br />
endeavor …<br />
”<br />
TRAILER-MOUNTED MOBILITY<br />
The Astec, Inc. portable asphalt<br />
plant for Fulton Hogan is comprised<br />
of various components<br />
that are all trailer-mounted on ten<br />
trailers for complete compliance<br />
with the strict ADR compliance<br />
rules in Australia. If the plant does<br />
not comply with ADR standards,<br />
the plant will not be allowed to be<br />
transported and would make the<br />
Astec stands by its equipment<br />
and provides unwavering<br />
support no matter the<br />
portability null and void. The main<br />
challenge was to ensure that no<br />
trailer was wider than 3.2 m (10 ft,<br />
5 63 / 64 in).<br />
Fulton Hogan also acquired two<br />
Roadtec Pavers (RP170 and<br />
RP190) for paving on Barrow<br />
Island. Both pavers also endured<br />
the stringent shipping, quarantine,<br />
and commissioning requirements.<br />
Astec Australia is devoted to continuously<br />
meeting the needs of its<br />
customer—and by working hand<br />
in hand with Fulton Hogan’s people<br />
were able to design, build, deliver,<br />
install, and commission this highly<br />
portable asphalt plant even under<br />
the extreme logistical challenges<br />
presented by the Gorgon Project<br />
on Barrow Island.<br />
Michael Thompson, who is Fulton<br />
Hogan’s national operations manager,<br />
airports, enjoys the challenge<br />
of tackling these logistically difficult<br />
projects. Michael said that<br />
the old saying “the devil is in the<br />
details” is very true, especially<br />
when it comes to the amount<br />
of planning, preparation, and<br />
management that is required to<br />
be successful on these types of<br />
projects. Michael also said that the<br />
key ingredients for success are<br />
safe, dedicated, reliable, and persistent<br />
people supported by highquality<br />
reliable equipment. Michael<br />
continued that with Fulton Hogan’s<br />
Astec plant and equipment, he felt<br />
extremely confident that Fulton<br />
Hogan was working with a company<br />
that listened intently to its<br />
needs, and had designed and built<br />
a plant accordingly.<br />
Fulton Hogan’s portable asphalt plant featured a burner and drum equipped for the Astec<br />
warm mix system.<br />
“Not only that, I know that Astec<br />
stands by its plant and equipment,<br />
and that they will always be<br />
there to support us wherever and<br />
whatever we do. Sure, there will<br />
be the odd occasions when things<br />
don’t go quite as you expect, but<br />
with Astec we know that they have<br />
a very good understanding of our<br />
business, and we know that we<br />
are dealing with very honest and<br />
reliable people that will always<br />
respond and support us,” said<br />
Michael.<br />
To further test the portability and<br />
reliability of its new highly portable<br />
Astec Double Barrel ® asphalt<br />
plant, following the completion of<br />
its Barrow Island project, Fulton<br />
Hogan plans to transport back to<br />
Australia’s east coast to tackle the<br />
refurbishment of the runway on<br />
Brisbane’s International Airport.<br />
Fulton Hogan knows that when<br />
they do, Astec will be there to support<br />
them.<br />
FOR INFORMATION<br />
Contact David Smale<br />
General Manager Australia<br />
+61 7 3714 8800<br />
+61 419 969 335<br />
dsmale@astecaustralia.com.au<br />
or Robert Messner<br />
Regional Sales Manager<br />
+61 419 965 202<br />
rmessner@astecaustralia.com.au<br />
HOT-MIX MAGAZINE 19 VOLUME 18 NUMBER 2
On<br />
Your<br />
Side<br />
The lead-up to Independence<br />
Day weekend is a quiet one<br />
for Travis Sneed, Astec’s<br />
regional sales manager for the<br />
Southeast. While people throughout<br />
his territory—from Florida up<br />
through Alabama, from Mississippi<br />
east to Georgia—will be buying<br />
fireworks and setting up backyard<br />
barbeques, Travis and the ten other<br />
regional sales managers are completing<br />
a safety training course at<br />
Astec headquarters. “On holiday<br />
weeks like this, a lot of our customers<br />
are off work,” Travis explained,<br />
“so that makes it a good time for<br />
us to come in and take care of<br />
in-house business like I’m doing<br />
today.” Before the week is out,<br />
Travis will not only complete more<br />
training courses but also familiarize<br />
himself with Astec’s newest<br />
product catalog and equipment<br />
changes, as well as deliver news<br />
on how products in the field are<br />
meeting expectations and where<br />
they can improve. Then he’s back<br />
on the road, because customers are<br />
expecting him.<br />
A NEW LEVEL OF SERVICE<br />
Travis Sneed has been with Astec<br />
in one position or another for over<br />
two decades, but back in February<br />
of 2001 his unofficial position was<br />
guinea pig. He was named the<br />
Earning a customer’s trust<br />
is job #1 for Astec’s Travis Sneed<br />
first regional sales manager for<br />
parts, meaning that he was now<br />
responsible for maintaining Astec’s<br />
customer relationships for a large<br />
section of the country, not just a<br />
few clients here or there.<br />
“I remember having a few weeks to<br />
see if we could get it off the ground<br />
before we wanted to commit everyone’s<br />
effort to it,” Travis recalled.<br />
Since then, the regional sales support<br />
system did not just get off the<br />
ground, but took flight. Today, Astec<br />
divides all of the United States and<br />
sections of Canada into eleven<br />
parts regions—each one with its<br />
own support person like Travis.<br />
SUPPORT FOR CUSTOMERS<br />
“I consider myself a liaison<br />
between Astec and the customer.<br />
I understand that this is a sales<br />
job,” Travis noted, “but I’m on the<br />
customer’s side. That is my most<br />
important job.”<br />
Other than three or four weeks a<br />
year for training, being on the customer’s<br />
side could be taken literally.<br />
“We serve as a support team for<br />
the customers,” Travis added. He<br />
travels his territory constantly,<br />
meeting with customers across<br />
the Southeast to answer their<br />
questions, provide solutions,<br />
and generally make their parts<br />
experience as easy as possible.<br />
Over time, customers know they<br />
can trust Travis to advocate their<br />
needs.<br />
“Without that level of trust,” Travis<br />
continued, “believe me, there is<br />
no sale.”<br />
RELATIONSHIPS WORK<br />
BOTH WAYS<br />
Through Travis Sneed and the ten<br />
other regional sales managers, the<br />
relationship between Astec and<br />
its parts customers is mutually<br />
beneficial. “We spend three or four<br />
days of each work week with our<br />
customers,” Travis added, “and they<br />
are the real-life test labs for our<br />
products.” With access to that raw<br />
amount of hands-on experience,<br />
Travis and his colleagues can report<br />
back to Astec’s engineers on the<br />
latest needs from the field—which<br />
is sometimes the easiest way to<br />
communicate. “Many times I’m<br />
the messenger of a great idea, one<br />
our customers brings to the table,”<br />
Travis said.<br />
“When our customers have information<br />
our engineers need, I<br />
want them to know that I’m there<br />
for them,” Travis continued. “My<br />
number one goal is to build that<br />
relationship.” Building relationships<br />
and building trust, improving<br />
service and improving products, the<br />
Astec Parts Regional Sales team<br />
is a major reason Astec customers<br />
expect and receive superior<br />
service. <br />
HOT-MIX MAGAZINE 21 VOLUME 18 NUMBER 2
In the Heart<br />
of Texas<br />
According to Corey Clark,<br />
director of asphalt and<br />
fleet operations with Clark<br />
Construction of Texas, Inc., the<br />
family-owned and operated road<br />
construction’s bread and butter is<br />
“mill and lay.”<br />
In operation since 1978, Clark<br />
Construction specializes in seal<br />
coat and hot-mix asphalt projects<br />
across Texas. With innovative<br />
approaches to the chip seal<br />
industry and asphalt paving, the<br />
company has excelled in areas of<br />
safety, quality, and performance.<br />
What has been a contributing factor<br />
to its success? A fleet of equipment<br />
manufactured and supported by<br />
Roadtec.<br />
“We purchased the Roadtec<br />
RX-700 Cold Planer in June 2011,<br />
Company excels at mill and lay<br />
projects with Roadtec equipment.<br />
and we also have the SP-200 Spray<br />
Paver, SB-2500c Shuttle Buggy,<br />
RP-190 Paver, RX-60c Cold Planer,<br />
and the RX-600e Cold Planer,” said<br />
Corey Clark. “On a recent job, we<br />
rented the Roadtec RX-600e and<br />
liked the milling machine so much<br />
that we purchased it for future<br />
projects.”<br />
The project Clark referred to was<br />
the Marble Falls job northwest of<br />
Austin, Texas.<br />
BLANCO COUNTY HWY 281<br />
Marble Falls in centrally located in<br />
Texas on Highway 281 in Blanco<br />
County. Clark Construction of Texas,<br />
Inc. was awarded the road repair<br />
project in January 2013. Work<br />
began in May on Highway 281<br />
from the Burnet County Line to<br />
US 290 West in Johnson City. The<br />
15.051 miles (24.22 km) were set<br />
to be repaired using the traditional<br />
method of putting down the oil<br />
application (tack coat) ahead of<br />
putting down mix and sealing with<br />
a top coat. Clark Construction was<br />
able to have the application method<br />
changed to use a membrane<br />
underseal and a Roadtec SP-200<br />
Spray Paver. The SP-200 puts down<br />
the tack coat just seconds before<br />
putting down mix.<br />
This method, according to Clark, is<br />
more efficient. “Using the SP-200<br />
is cleaner, faster, and requires a<br />
smaller crew.” The spray paver<br />
used on Hwy 281 was the second<br />
machine Clark Construction had<br />
purchased from Roadtec. According<br />
to Roadtec’s Texas service technician<br />
James “JW” Whittington, Clark<br />
Construction was instrumental in<br />
helping Roadtec develop the first<br />
spray paver and purchased the unit<br />
in March 2005. Clark Construction<br />
traded this older machine for the<br />
SP-200 Spray Paver in its current<br />
fleet.<br />
MILL AND LAY<br />
The top 1.75 in (4.44 cm) of the<br />
highway was milled and replaced<br />
HOT-MIX MAGAZINE 22 VOLUME 18 NUMBER 2
Roadtec SP-200 Spray Paver<br />
The SP-200 Spray Paver sprays tack and<br />
applies hot-mix asphalt seconds later.<br />
Combining spraying and laydown produces<br />
a high-quality mat with a strong bond<br />
between layers. A spray bar just in front<br />
of the paver’s auger distributes the liquid<br />
through computer-controlled, self-cleaning<br />
valves. An onboard microprocessor precisely<br />
controls the rate of flow. Valves can<br />
also be controlled manually. Valves are<br />
arranged in sets of three, providing plenty<br />
of spray capacity so you can move fast.<br />
To cut down on refill stops, the SP-200 is<br />
equipped with a 2,100-gal (7,949 l) tack<br />
tank. The spray bars extend as needed<br />
with the screed and each nozzle can be<br />
manually shut off for partial passes. For<br />
paving at any time, a material transfer<br />
vehicle (MTV), such as the Roadtec<br />
SB-2500c Shuttle Buggy, delivers mix to<br />
the spray paver’s gravity-fed hopper, which<br />
has a capacity of 11 tons (9 tonnes). The<br />
spreading augers deliver the mix to the<br />
hydraulically extendable, vibrating screed.<br />
with 2 in (5.08 cm) of special<br />
specification 3224 dense-graded<br />
hot-mix asphalt. The road repair<br />
was approximately 15 mi (24.14<br />
km) long and consisted of four lanes<br />
(two north and two south). The<br />
Texas Department of Transportation<br />
(TxDOT) approved SS 3224 for use<br />
in May 2011.<br />
Once the milling was finished, the<br />
Roadtec SB-2500c Shuttle Buggy<br />
fed the Roadtec SP-200 Spray<br />
Paver as 2 in (5.08 cm) of hot-mix<br />
asphalt was put down. This process<br />
of pavement preservation is one of<br />
the most cost effective, efficient,<br />
and versatile options available on<br />
the market. The benefits include<br />
reduced noise levels, enhanced<br />
skid resistance, and improved ride,<br />
drainage, and aesthetics. Overlays<br />
can be placed in varying thicknesses,<br />
allowing flexibility to design<br />
according to the needs of the<br />
highway. Future maintenance of the<br />
roadway exists through the recycling<br />
of materials. <strong>Hot</strong>-mix asphalt (HMA)<br />
consists of well-blended aggregate<br />
and asphalt cement—a 100-percent<br />
recyclable product.<br />
The road work took Clark<br />
Construction through the small<br />
town of Round Mountain, population<br />
of 182 (according to the 2011<br />
census). A few weather-related<br />
delays hampered progress, but<br />
with the Roadtec equipment, Clark<br />
Construction kept pace and completed<br />
the project on time.<br />
“The project took about two<br />
months,” said Clark. “We experienced<br />
some rain delays and were<br />
pushed on the schedule, but with<br />
the Roadtec equipment, we finished<br />
the project on time near the end of<br />
July.”<br />
Clark continued, “We put down<br />
approximately 60,000 tons (54<br />
tonnes) of asphalt on the project.<br />
The Roadtec machinery held up well<br />
and we experienced fast production.<br />
The support we receive from<br />
Roadtec is essential to our success,<br />
and having a Roadtec fleet of equipment<br />
provides the right tools for<br />
what we love to do best ... mill and<br />
lay.”<br />
FOR INFORMATION<br />
Contact Roadtec Sales<br />
800.272.7100<br />
sales@roadtec.com<br />
HOT-MIX MAGAZINE 23 VOLUME 18 NUMBER 2
Every Day is<br />
Recycle Day<br />
Upgrade to new<br />
asphalt plant<br />
brings Astec’s<br />
warm mix system<br />
to the forefront<br />
HOT-MIX MAGAZINE 26 VOLUME 18 NUMBER 2
Callanan Industries’ Dillman<br />
UniDrum plant features a 600<br />
ton (544 tonne) New Generation<br />
Storage System.<br />
“With the counterflow design, we run recycle every day …<br />
and with the service we receive from Astec and Dillman,<br />
we are happy operators in the asphalt industry.”<br />
Callanan Industries, Inc. is a<br />
leading supplier of paving<br />
materials and construction<br />
services in New York. Founded in<br />
1883 by Peter Callanan in South<br />
Bethlehem, the company focused on<br />
aggregate mining. In 1895, Callanan<br />
won the first road building contract<br />
let by New York State. A forwardthinking<br />
man, Callanan pioneered the<br />
concept of a state highway system.<br />
Callanan Industries was acquired by<br />
Oldcastle, Inc. in 1985 and continues<br />
its mission to be cost competitive<br />
while providing high-quality materials<br />
today.<br />
FRESH START<br />
When it comes to asphalt, look no<br />
further than Callanan Industries’<br />
purchase of a Dillman UniDrum plant<br />
in 2012. Although the 1994 Astec<br />
Double Barrel ® plant had served<br />
them well, the company decided it<br />
was time to trade it in and upgrade<br />
to a newer model.<br />
“It made sense to upgrade and put<br />
in a new plant with the upcoming<br />
move to a new location,” said Jeff<br />
Frani, general manager of asphalt<br />
operations with Callanan Industries.<br />
“We were new to Dillman and were<br />
HOT-MIX MAGAZINE 27 VOLUME 18 NUMBER 2
Callanan Industries’ new Dillman UniDrum plant features a Pulse Jet baghouse, TCII controls, a low-profile truck scale, and a seven-compartment cold feed system.<br />
impressed with the counterflow<br />
design of the UniDrum.”<br />
BRAND NEW PLANT<br />
Callanan purchased a stationary<br />
400 TPH (362 MTPH) 9 ft x 54 ft<br />
(2.74 m x 16.46 m) Dillman Unified<br />
counterflow drum plant for the<br />
South Bethlehem, New York, location.<br />
The plant features the following:<br />
• 10 ft x 14 ft (3.05 m x 4.27 m)<br />
seven-compartment cold feed<br />
system<br />
• 5 ft x 12 ft (1.52 m x 3.65 m)<br />
dual deck scalping screen<br />
• 68,194 CFM Pulse Jet baghouse<br />
• 600 ton (544 tonne) New<br />
Generation Storage System<br />
• 11 ft x 100 ft (3.35 m x 30.48<br />
m) low-profile truck scale<br />
• Dual 10 ft x 14 ft (3.05 m x<br />
4.26 m) recycle feed bins<br />
• Pilot control center with TCII<br />
control system<br />
• Astec warm mix system<br />
COUNTERFLOW DESIGN<br />
What separates the Dillman<br />
UniDrum from other plants? It’s the<br />
unique nature of producing quality<br />
hot-mix asphalt at a high production<br />
rate with a high percentage<br />
of recycle. The extra-long drum<br />
length maximizes mixing and drying<br />
times to reduce fuel usage and<br />
provide optimal mixing. The system<br />
eliminates the time-consuming<br />
process of trunnion alignment and<br />
ensures the equipment operates<br />
correctly. Centered around a large<br />
20 in (50.8 cm) trunnion, fitted with<br />
adjustable double-row Timken<br />
bearings and ring fitters, this<br />
system is an industry exclusive,<br />
according to Dillman. The key is<br />
its unique pivot pin system, which<br />
allows the asphalt operator to easily<br />
dial in the dryer in a matter of<br />
minutes without the need of any<br />
special equipment. In the end,<br />
the dryer rotates properly without<br />
excess wear to the tires, trunnions,<br />
and thrust roller assemblies.<br />
Frani is a fan of the patented<br />
flighting design on the Dilman<br />
UniDrum. The flights are adjustable<br />
to better control the baghouse<br />
temperature and moisture<br />
removal from the aggregate. Its<br />
unique recycle entry is also a plus.<br />
The inlet into the drum allows<br />
immediate mixing of recycle<br />
with the hot aggregate, bringing<br />
the recycle up to temperature<br />
and removing moisture quickly.<br />
Maintenance is made easy with<br />
the clean-outs in the collar around<br />
the drum.<br />
“The Dillman UniDrum is operating<br />
well for us; we’re using 20-percent<br />
recycle on state surface mix and<br />
30-percent recycle on base mix,”<br />
said Frani. “We have several entities<br />
that we are supplying mix to<br />
for various projects around our<br />
area; we range anywhere from<br />
2,500 tons to 3,000 tons a day<br />
(2,267 tonnes to 2,721 tonnes)<br />
depending on the job.”<br />
Frani continued: “The combination<br />
of quality equipment with<br />
top-notch service from Astec<br />
and Dillman makes our partnership<br />
worth its weight in<br />
asphalt.” <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com<br />
HOT-MIX MAGAZINE 28 VOLUME 18 NUMBER 2
The<br />
Power of<br />
Portability<br />
HOT-MIX MAGAZINE 30 VOLUME 18 NUMBER 2<br />
Tennessee contractor<br />
welcomes efficiency with<br />
portable Astec plant
Hoover, Inc.’s 7 ft<br />
(2.13 m) Astec<br />
Double Barrel ®<br />
plant uses the<br />
PMIII controls<br />
and features a<br />
portable 10 ft x<br />
14 ft (3.05 m x<br />
4.27 m) five-bin<br />
cold feed system.<br />
You can’t miss the Omaha<br />
Orange blazing the skyline<br />
in Lebanon, Tennessee. The<br />
brilliant orange hue is the signature<br />
color of Hoover, Inc., and adorns<br />
all of the components of its new<br />
hot-mix asphalt plant.<br />
THE EARLY DAYS<br />
The Omaha Orange paint color<br />
stems from Tom Hoover, Jr.’s great<br />
grandfather Ephriam Hoover, Sr.<br />
Ephriam ran a motor freight company<br />
and the orange color was on<br />
all the trucks. Ephriam continued<br />
With a portable plant, Hoover, Inc.<br />
is able to bid on projects otherwise<br />
passed over; portability is an<br />
added benefit.<br />
the use of the color when he<br />
started his crushed stone business.<br />
He expanded into ready-mix concrete,<br />
hot-mix asphalt, and grading<br />
(construction in general). Even after<br />
the passing of Ephriam in 1979, the<br />
company remains family-owned<br />
and operated. Through the years,<br />
the company has delivered on<br />
its dedication to provide quality<br />
product. With devoted employees<br />
(some spanning employment over<br />
decades), the operations still focus<br />
on crushed stone and asphalt.<br />
NEW AND EFFICIENT<br />
The 7 ft (2.13 m) portable Astec<br />
Double Barrel ® plant has been in<br />
operation since December 2012. It’s<br />
not the only Astec plant that Hoover,<br />
Inc. has in operation.<br />
“We’ve been impressed with Astec<br />
since our introduction in the early<br />
2000’s,” said Tom Hoover, Jr., assistant<br />
construction manager with<br />
HOT-MIX MAGAZINE 31 VOLUME 18 NUMBER 2
Hoover, Inc. has a 400 ton (362 tonne) New Generation Storage System with two 200-ton (181 tonne) silos, and an Astec warm mix system with a Phoenix ® Talon burner.<br />
Hoover, Inc. has three asphalt<br />
plants located within quarry sites<br />
in Tennessee, which are able to<br />
provide competitive prices on<br />
quality hot-mix asphalt.<br />
Hoover, Inc. “Astec’s reliable service<br />
and top-quality product led us to<br />
purchase a new plant; it’s a relationship<br />
that has served us well.”<br />
Set up of the plant was smooth.<br />
Calibrating and troubleshooting the<br />
plant with PMIII controls took a bit<br />
longer. An Astec technician stayed<br />
over a period of three months to<br />
ensure operations were functioning<br />
at peak performance and the crew<br />
overcame the learning curve of the<br />
new plant. The Hoover, Inc. plant<br />
was one of the first plants to have<br />
the PMIII controls in use.<br />
“Once the guys had the controls<br />
figured out, they loved the functionality<br />
and ease of use for plant<br />
operations,” said Hoover. “Having<br />
on-site Astec training was a plus.”<br />
PERKS OF PORTABILITY<br />
The Hoover, Inc. plant is outfitted<br />
with an Astec warm mix system.<br />
According to the Tennessee<br />
Department of Transportation<br />
(TDPT), 10 to 35 percent of fractionated<br />
recycle is allowed in mixes.<br />
Producing 250 to 300 TPH (226<br />
to 272 MTPH), Hoover, Inc. is supplying<br />
material for I-40 in Wilson<br />
County and a TDOT job (State Route<br />
141).<br />
“Having the portable plant gives<br />
us the flexibility to bid on more<br />
projects,” said Hoover. “The ability<br />
to move when we need to<br />
and the added efficiency of the<br />
Double Barrel ® drum and the<br />
Phoenix ® Talon burner set us up for<br />
success.” <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com<br />
HOT-MIX MAGAZINE 32 VOLUME 18 NUMBER 2
Wake Up<br />
the Echoes<br />
At Walsh and Kelly’s<br />
South Bend plant, the past<br />
prepares for the future.<br />
The Dillman UniDrum allows Walsh and Kelly’s South Bend<br />
plant to run a higher percentage of recycle than before.<br />
For most people, South Bend,<br />
Indiana, is best known as<br />
the home of the University of<br />
Notre Dame and its famed Fighting<br />
Irish football team. The Irish fans<br />
always hope the season ends with<br />
a chance to play for a national<br />
championship, but the operators<br />
at Walsh and Kelly’s South Bend<br />
plant were watching a different<br />
type of season come to its close.<br />
Just as Notre Dame’s fans cherish<br />
their program’s storied history, the<br />
team at Walsh and Kelly would<br />
also rely on their past to build a<br />
successful future.<br />
TIME FOR A CHANGE<br />
Walsh and Kelly noticed a growing<br />
problem—one that would<br />
require a careful decision and<br />
serious investment. The South<br />
Bend plant’s CMI triple drum was<br />
approaching the end of its lifecycle.<br />
Compounding the issue, the<br />
stainless steel ring between the<br />
recycle and the burner was wearing<br />
away. That component alone<br />
could cost the plant’s budget<br />
upwards of $50,000. Needing a<br />
new drum, in addition to a significant<br />
repair, the time was right to<br />
consider a major retrofit for the<br />
plant.<br />
Walsh and Kelly decided to<br />
replace their CMI triple drum<br />
with a Dillman unified drum. The<br />
Dillman UniDrum is often used for<br />
new plant packages but can also<br />
be used for retrofit jobs, making<br />
it a perfect choice for the South<br />
Bend replacement. Furthermore,<br />
with a capacity ranging from<br />
from 200 to 600 TPH (181 to<br />
544 MTPH), the Dillman UniDrum<br />
would be an improvement over<br />
the plant’s old drum.<br />
BIGGER AND BETTER<br />
Another consideration was that<br />
triple drums are notorious for<br />
filling up with reclaimed asphalt<br />
pavement (RAP) in the outer<br />
chamber. This had been an ongoing<br />
problem for the South Bend<br />
plant, one they could eliminate<br />
with the right replacement. The<br />
Dillman unified drum presents a<br />
high quality counterflow design.<br />
The inlet into the drum allows<br />
immediate mixing of recycle with<br />
the hot aggregate, bringing the<br />
recycle up to temperature and<br />
removing any residual moisture.<br />
This creates a natural moisture<br />
barrier for the recycled material<br />
and prevents deposits. Using this<br />
new drum, the South Bend plant<br />
HOT-MIX MAGAZINE 34 VOLUME 18 NUMBER 2
The Dillman unified drum is a high<br />
quality counterflow design offered<br />
in both portable and stationary<br />
arrangements.<br />
could expect to expand its use of<br />
RAP to between 40 and 45 percent<br />
without any problems.<br />
Walsh and Kelly was also able to<br />
make use of the existing frame<br />
by extending it to fit the Dillman<br />
UniDrum’s extra-long drum. The<br />
drive chain assembly, motor,<br />
and reducer were built the same<br />
as existing double drum plants,<br />
which greatly reduced the downtime<br />
and allowed for the drum to<br />
be fitted into place within a brief<br />
window. In addition to accommodating<br />
a high percentage of recycle,<br />
the extra-long drum length<br />
cut back on the amount of fuel the<br />
plant requires because it maximized<br />
mixing and drying times.<br />
A GOOD SWAP<br />
Another advantage presented by<br />
the Dillman unified drum is its<br />
reduced maintenance costs over<br />
its expected lifecycle. Dillman<br />
introduced the UniDrum as an<br />
option for both portable and stationary<br />
arrangements, making it<br />
one of the sturdier mixers found in<br />
today’s plants. Whereas the plant’s<br />
old CMI triple drum was increasing<br />
its operational costs in both<br />
routine maintenance and energy<br />
consumption, as it approached<br />
the end of its lifecycle, the Dillman<br />
UniDrum is expected to remain a<br />
consistent and efficient ingredient<br />
to the South Bend plant’s future<br />
success.<br />
For all its new advantages,<br />
though, the Dillman UniDrum<br />
looks perfectly at home at the<br />
South Bend plant. The total retrofit<br />
and upgrade of the plant lasted<br />
until April, making the relative<br />
ease of the drum’s quick installation<br />
all the more impressive to<br />
Walsh and Kelly. With the plant<br />
upgrade complete, Walsh and<br />
Kelly plans to make full use of<br />
their new Dillman UniDrum, routinely<br />
running a high percentage<br />
of recycle at a higher capacity.<br />
Building on a strong foundation<br />
and taking advantage of new<br />
innovations, Walsh and Kelly’s<br />
South Bend plant is poised for<br />
continued success. <br />
FOR INFORMATION<br />
Contact Diane Hunt<br />
423.867.4210<br />
dhunt@astecinc.com<br />
HOT-MIX MAGAZINE 35 VOLUME 18 NUMBER 2
The Dillman Service Department<br />
disassembles a fertilizer tower<br />
in preparation for a new<br />
tower to be erected.<br />
Branching<br />
Out<br />
Dillman<br />
reaches<br />
into new<br />
markets for<br />
industrial sales<br />
It’s been a busy year for Dillman,<br />
and it’s not over yet. The<br />
company known in the asphalt<br />
industry as a hot-mix asphalt (HMA)<br />
plant manufacturer is breaking new<br />
ground into the industrial and agricultural<br />
markets.<br />
“At Dillman, we are more than just<br />
a hot-mix asphalt plant manufacturer;<br />
we know our parts and expertise<br />
have crossover ability into other<br />
“<br />
markets using components and<br />
services we know well. Whether<br />
it’s an electric motor, bearing, or<br />
belts, we have the expertise to<br />
source those parts for industrial,<br />
agricultural, and power generation<br />
industries,” said Tony Schwab, vice<br />
president and general manager with<br />
Dillman, a division of Astec, Inc.<br />
“Our knowledge of setting up new<br />
plants and handling retrofits can<br />
easily be applied to companies in<br />
other markets needing large, metal<br />
structures torn down or needing<br />
help with operational setup.”<br />
There will be groundwork<br />
needed to create brand awareness<br />
in new markets.<br />
”<br />
NEW MINDSET<br />
New to industrial sales, Dillman’s<br />
main focus is agricultural co-ops<br />
and industrial companies that use<br />
a preferred vendor list. Being on an<br />
approved vendor list enables the<br />
ability to bid on jobs closed to those<br />
not pre-approved.<br />
“To get on a true vendor list with<br />
companies that typically don’t<br />
think of a HMA manufacturer as a<br />
resource will be a step in the right<br />
direction as we branch out and<br />
apply our expertise, quality service,<br />
and quality parts to new markets,”<br />
said Schwab.<br />
As an example: Wisconsin is a<br />
strong agricultural state and the<br />
transition in farming over that last<br />
10 years has been bigger, bigger,<br />
and bigger.<br />
“Farming is big business; mom<br />
and pop farmers don’t really exist<br />
anymore; it’s a big enterprise with<br />
corporations and investors spending<br />
money,” said Schwab. “The booming<br />
business of farming opens the<br />
door for us to introduce ourselves<br />
and share what we have to offer,<br />
and it doesn’t stop there—our<br />
expertise and services make sense<br />
for power plants and those in the oil<br />
and gas industry.”<br />
BREAKING NEW GROUND<br />
Dillman is in the infancy stage of<br />
breaking into new markets. There<br />
will be obstacles, but Dillman is<br />
ready and willing to overcome the<br />
hurdles of expanding its reach.<br />
“There will be groundwork needed<br />
to create brand awareness for<br />
Dillman as more than just an<br />
asphalt company building HMA<br />
equipment,” said Schwab. “To create<br />
the mindset in the consumer<br />
‘I’m calling Dillman for an electric<br />
motor’ will take time and positive<br />
persistence. We know we can<br />
service those in other industries<br />
needing the same parts, wanting<br />
quality service, and needing<br />
comparable expertise with setup<br />
and tear down of machinery and<br />
operational equipment. “<br />
In an effort to build an additional<br />
customer base, Dillman will be<br />
attending some farm shows and<br />
industrial trade shows to educate<br />
new markets on what Dillman has<br />
to offer.<br />
“We’ll do what is needed to be<br />
vetted as an approved vendor<br />
and we’ll continue doing the<br />
upfront work to be recognized,”<br />
said Schwab. “We want to be a<br />
business partner; we want to be<br />
the vendor that is called in an<br />
emergency; we want to be a ‘true’<br />
dependable resource; we want<br />
to be an expert for industrial and<br />
agricultural markets.” <br />
FOR INFORMATION<br />
Contact Tony Schwab<br />
608.326.4820<br />
tjschwab@dillmanequipment.com<br />
HOT-MIX MAGAZINE 38 VOLUME 18 NUMBER 2
NEWS<br />
Astec Names<br />
Claude<br />
Executive Vice<br />
President<br />
Astec Inc. announces<br />
the year-end<br />
promotion of Steve<br />
Claude to the position<br />
of executive<br />
vice president.<br />
Steve Claude<br />
holds a Bachelor<br />
of Science degree<br />
in marketing from<br />
Steve Claude<br />
the University of<br />
Northern Iowa and has broad experience in global and<br />
domestic Fortune 500 sales. He joined Astec as vice<br />
president for sales, international, in 2007. In 2011, he<br />
was promoted to senior vice president, sales.<br />
As executive vice president of Astec, Inc., Steve Claude<br />
will work closely with incoming president Malcolm<br />
Swanson to ensure the successful operation of Astec,<br />
Inc. <br />
Astec Customer Unveils New Project<br />
In June 2013, Posillico Materials announced the unveiling of their new rail siding<br />
and materials transfer depot in Farmingdale, New York. A ribbon cutting ceremony<br />
took place to showcase this and other energy saving and carbon reduction measures<br />
in the completion of phase one of this major capital project in conjunction<br />
with the Town of Babylon Industrial Development Association.<br />
The project completion enables most of the materials that are required for asphalt<br />
production to be shipped via rail rather than truck. The new rail system and<br />
improved plant layout reduces fugitive dust and also eliminates 5,000 truck trips<br />
from local streets and highways annually. These changes result in reduced net fuel<br />
consumption and less CO 2 emissions.<br />
Astec Industries has been working with Posillico’s engineering and material experts<br />
since 1971 to help lead the region with asphalt recycling technologies and other<br />
beneficial reuses of materials that would otherwise require landfilling as waste.<br />
Astec’s vice president of national accounts Gail Mize said, “This recent expansion<br />
into receiving aggregates by rail will remove a considerable amount of traffic from<br />
the roads and goes far to demonstrate how good a neighbor Posillico is for the citizens<br />
of Babylon Township. Removing traffic count from the roads is always a good<br />
thing for the public, but is seldom possible.” <br />
Astec<br />
Promotes<br />
Pack<br />
Astec, Inc. announces<br />
the appointment<br />
of Steve Pack to the<br />
position of manager,<br />
inside sales, effective<br />
September 1,<br />
2013. He will be<br />
responsible for<br />
managing all inside<br />
sales activities,<br />
including pricing,<br />
quotes, product<br />
Steve Pack<br />
descriptions, and<br />
direct coordination between field sales, engineering, and<br />
manufacturing of all placed orders.<br />
Most recently, Steve Pack has held the position of sales<br />
coordinator as a member of the inside sales team. Steve<br />
Claude, Astec senior vice president, sales, said, “Steve’s<br />
extensive experience and understanding of the inside<br />
sales position and its role will greatly support his efforts in<br />
his new position.” <br />
The ribbon cutting was well attended by several elected officials.<br />
Rendition of the new rail siding and materials transfer depot.<br />
HOT-MIX MAGAZINE 39 VOLUME 18 NUMBER 2
NEWS<br />
McClure Joins<br />
Astec Parts<br />
Astec, Inc.<br />
announces that Mike<br />
McClure is joining<br />
the Astec Parts team<br />
to cover California,<br />
Nevada, Arizona,<br />
New Mexico, and<br />
Hawaii. Prior to joining<br />
the Astec Parts<br />
team, Mike worked<br />
as a member of<br />
the Astec Service<br />
team. <br />
Mike McClure<br />
Astec Welcomes Bush<br />
Astec, Inc. welcomes Ryan Bush as the<br />
regional sales manager for the New<br />
England states including: New York, Maine,<br />
Vermont, New Hampshire, Massachusetts,<br />
Connecticut, and Rhode Island. Ryan will<br />
be based in the Syracuse, New York, area.<br />
Tom Baugh, Astec vice president , North<br />
America sales, says of Bush, “His enthusiasm<br />
and knowledge of both the asphalt and<br />
aggregate sides of the business make him<br />
a valuable asset. I am confident that he will<br />
do well in his position as an Astec regional<br />
sales manager, servicing current customers<br />
and cultivating new ones.” <br />
Ryan Bush<br />
Williamson<br />
to Represent<br />
South Central<br />
Territory<br />
Astec, Inc. announces<br />
that Adrian<br />
Williamson will be<br />
representing Astec<br />
in Texas, Arkansas,<br />
and Louisiana. He<br />
will be based out of<br />
the Dallas, Texas,<br />
area.<br />
Adrian was previously<br />
the Astec<br />
Adrian Williamson<br />
Parts representative in California, Nevada, Arizona,<br />
New Mexico, and Hawaii. <br />
Brock Honored<br />
by Utah Asphalt<br />
Pavement<br />
Association<br />
Astec Industries, Inc.<br />
CEO and founder, Dr.<br />
J. Don Brock, was<br />
inducted into the UAPA<br />
Hall of Fame at the<br />
Dr. J. Don Brock<br />
2013 Utah Asphalt<br />
Conference. Each year, UAPA Hall of Fame plans to honor<br />
one individual who has made a major impact on the asphalt<br />
paving industry with the J. Don Brock Award. <br />
Brock Honored by Tennessee Road Builders Association<br />
Dr. Brock was honored by the Tennessee Road Builders Association with the 2013<br />
lifetime achievement award. The award was presented July 18 during a TRBA<br />
meeting held in Chattanooga, Tennessee.<br />
Given periodically, TRBA’s highest honor is given to individuals having demonstrated<br />
extraordinary support of the road building industry and association. This year’s<br />
recipient, Dr. J. Don Brock, only the 18th individual to receive the honor in TRBA’s<br />
85-year history, is more than deserving of the acknowledgement.<br />
An industry pioneer, Dr. J. Don Brock holds approximately 100 U.S. and foreign<br />
construction machinery and drying patents. His prowess goes way beyond<br />
Tennessee’s state lines and the 180 different products that Astec Industries and its<br />
subsidiaries provide, as Dr. Brock was recognized in 2012 by the American Road &<br />
Transportation Builders Association (ARTBA). Last September, ARTBA renamed its<br />
yearly Transovation Award, which recognizes innovative thinking in the transportation<br />
industry, after Dr. Brock. <br />
2013 TRBA President Tony Boals of Wright Bros. Construction presents award to Dr. J. Don Brock.<br />
HOT-MIX MAGAZINE 40 VOLUME 18 NUMBER 2
NEWS<br />
Astec, Inc. Recap from bauma 2013<br />
Built for Skanska, an Astec 8 ft<br />
(2.44 m) Double Barrel ® drum<br />
mixer was on display at bauma<br />
2013 in Munich, Germany,<br />
showcasing the Astec warm mix<br />
system, Whisper Jet ® burner,<br />
and Shaggy Dog system. The<br />
drum service door was opened<br />
to allow viewers to see the key<br />
internal benefits of the features.<br />
This allowed the Astec, Inc. representatives<br />
to explain the Double<br />
Barrel’s ability to produce up to<br />
50-percent recycle with very low<br />
emissions. This is made possible<br />
by the patented design of heating<br />
the recycle (RAP) on the outside<br />
section of the drum, utilizing indirect<br />
heating.<br />
The Astec stationary plant model<br />
was displayed on the ground floor<br />
of the interior part of the booth<br />
with exceptional viewing from the<br />
main area, as well as the second<br />
floor above. The Astec, Inc. longterm<br />
storage silos displayed with<br />
the plant model were the center<br />
of many great discussions at the<br />
show, focusing on the ability to<br />
store multiple mixes produced<br />
from one plant for up to four<br />
days.<br />
During the show, these capabilities<br />
sparked a lot of interests in a<br />
region predominantly consisting<br />
of batch plants, which produce<br />
mix in a batch process that<br />
typically don’t utilize the many<br />
benefits of long-term storage. The<br />
booth was well attended by key<br />
industry leaders from around the<br />
globe. <br />
Left: The Astec<br />
booth at bauma<br />
2013 showcased<br />
an open design<br />
lending itself to<br />
great conversational<br />
opportunities.<br />
Bottom Left: The<br />
open door of the<br />
drum allowed<br />
visitors to see the<br />
internal components<br />
up close.<br />
Bottom Right: The<br />
Astec stationary<br />
plant model was<br />
displayed on the<br />
interior portion of<br />
the booth.<br />
HOT-MIX MAGAZINE 41 VOLUME 18 NUMBER 2
NEWS<br />
Astec Promotes<br />
Renegar<br />
Astec, Inc. announces the promotion<br />
of Greg Renegar to the position<br />
of vice president, engineering.<br />
Greg Renegar brings a wealth of<br />
experience, knowledge, and skill<br />
with him to his new position.<br />
Renegar joined Astec in<br />
1985 after graduating from<br />
the University Tennessee at<br />
Chattanooga with a Bachelor of<br />
Science in mechanical engineering.<br />
Since joining Astec, Renegar<br />
has worked in the U.S., Canada,<br />
Greg Renegar<br />
and throughout Europe as a project<br />
engineer, field engineer, and design engineer. He was promoted<br />
to the director of thermal systems position in 1998 and became chief<br />
engineer in 2004. He will transition to vice president, engineering by<br />
the end of the year, and will be responsible for the overall performance<br />
of the Astec Engineering Department. <br />
Astec Names Swanson<br />
President<br />
Astec, Inc. announces the yearend<br />
promotion of Malcolm<br />
Swanson to the position of<br />
president of Astec, Inc. Swanson<br />
will fill the position vacated by<br />
Benjamin G. Brock who will<br />
transition to the position of chief<br />
executive officer and president<br />
for Astec Industries, Inc. at the<br />
end of the year.<br />
Malcolm Swanson holds a<br />
Bachelor of Science degree in<br />
Malcolm Swanson<br />
mechanical engineering from the<br />
Georgia Institute of Technology<br />
and has broad experience in both engineering and management and<br />
holds more than thirty patents.<br />
As president of Astec, Inc., Malcolm Swanson will be responsible for<br />
the overall performance of Astec, Inc. and Dillman. <br />
KPI-JCI Celebrates 3,000 th Screen Sold<br />
Johnson Crushers International,<br />
Inc. (KPI-JCI) celebrated the shipment<br />
of its 3,000th screen earlier<br />
this year, marking nearly $200<br />
million in revenue for the company<br />
from screen sales and providing<br />
47 high-quality, U.S.-based jobs to<br />
its skilled workforce.<br />
“We are very proud that our success<br />
as an American manufacturer<br />
has allowed us to create jobs in<br />
Oregon and beyond,” said JCI<br />
president Jeff Elliott. “We are also<br />
very proud of our employees, who<br />
have made this achievement possible<br />
through their commitment<br />
to continuous improvement and<br />
devotion to meeting the needs of<br />
the customer.”<br />
Today, as part of KPI-JCI and Astec<br />
Mobile Screens, JCI is the global<br />
technological and service provider<br />
of the foremost horizontal screening<br />
equipment on the market. JCI<br />
also specializes in roller-bearing<br />
cone crushers and portable, stationary,<br />
and track-mounted plants.<br />
“We are incredibly thankful to JCI’s<br />
founders for having the courage<br />
and vision to design this product,”<br />
Elliott said. “With the support of<br />
Johnson Crushers International, Inc. (KPI-JCI) celebrates its 3,000 th screen sold.<br />
Astec Industries, we have been<br />
able to create a state-of-the-art<br />
manufacturing facility to serve the<br />
needs of the market.”<br />
For more information about<br />
horizontal screens, visit<br />
www.kpijci.com. <br />
HOT-MIX MAGAZINE 42 VOLUME 18 NUMBER 2