

Blacksmith Metalsmith Knifemaker Farrier Blacksmith ... - Pieh Tool
Blacksmith Metalsmith Knifemaker Farrier Blacksmith ... - Pieh Tool
Blacksmith Metalsmith Knifemaker Farrier Blacksmith ... - Pieh Tool

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
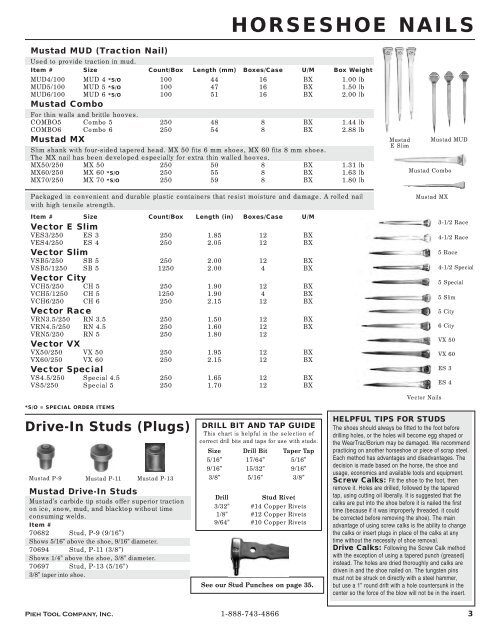
Mustad MUD (Traction Nail)<br />
Used to provide traction in mud.<br />
Item # Size Count/Box Length (mm) Boxes/Case U/M Box Weight<br />
MUD4/100 MUD 4 *S/O 100 44 16 BX 1.00 lb<br />
MUD5/100 MUD 5 *S/O 100 47 16 BX 1.50 lb<br />
MUD6/100 MUD 6 *S/O 100 51 16 BX 2.00 lb<br />
Mustad Combo<br />
For thin walls and brittle hooves.<br />
COMBO5 Combo 5 250 48 8 BX 1.44 lb<br />
COMBO6 Combo 6 250 54 8 BX 2.88 lb<br />
Mustad MX<br />
Slim shank with four-sided tapered head. MX 50 fits 6 mm shoes, MX 60 fits 8 mm shoes.<br />
The MX nail has been developed especially for extra thin walled hooves.<br />
MX50/250 MX 50 250 50 8 BX 1.31 lb<br />
MX60/250 MX 60 *S/O 250 55 8 BX 1.63 lb<br />
MX70/250 MX 70 *S/O 250 59 8 BX 1.80 lb<br />
Packaged in convenient and durable plastic containers that resist moisture and damage. A rolled nail<br />
with high tensile strength.<br />
Item # Size Count/Box Length (in) Boxes/Case U/M<br />
Vector E Slim<br />
VES3/250 ES 3 250 1.85 12 BX<br />
VES4/250 ES 4 250 2.05 12 BX<br />
Vector Slim<br />
VSB5/250 SB 5 250 2.00 12 BX<br />
VSB5/1250 SB 5 1250 2.00 4 BX<br />
Vector City<br />
VCH5/250 CH 5 250 1.90 12 BX<br />
VCH5/1250 CH 5 1250 1.90 4 BX<br />
VCH6/250 CH 6 250 2.15 12 BX<br />
Vector Race<br />
VRN3.5/250 RN 3.5 250 1.50 12 BX<br />
VRN4.5/250 RN 4.5 250 1.60 12 BX<br />
VRN5/250 RN 5 250 1.80 12<br />
Vector VX<br />
VX50/250 VX 50 250 1.95 12 BX<br />
VX60/250 VX 60 250 2.15 12 BX<br />
Vector Special<br />
VS4.5/250 Special 4.5 250 1.65 12 BX<br />
VS5/250 Special 5 250 1.70 12 BX<br />
*S/O = SPECIAL ORDER ITEMS<br />
Drive-In Studs (Plugs) DRILL BIT AND TAP GUIDE<br />
This chart is helpful in the selection of<br />
correct drill bits and taps for use with studs.<br />
Size Drill Bit Taper Tap<br />
5/16” 17/64” 5/16”<br />
9/16” 15/32” 9/16”<br />
Mustad P-9 Mustad P-11 Mustad P-13<br />
3/8” 5/16” 3/8”<br />
Mustad Drive-In Studs<br />
Mustad’s carbide tip studs offer superior traction<br />
on ice, snow, mud, and blacktop without time<br />
consuming welds.<br />
Item #<br />
70682 Stud, P-9 (9/16”)<br />
Shows 5/16” above the shoe, 9/16” diameter.<br />
70694 Stud, P-11 (3/8”)<br />
Shows 1/4” above the shoe, 3/8” diameter.<br />
70697 Stud, P-13 (5/16”)<br />
3/8” taper into shoe.<br />
HORSESHOE NAILS<br />
Drill Stud Rivet<br />
3/32” #14 Copper Rivets<br />
1/8” #12 Copper Rivets<br />
9/64” #10 Copper Rivets<br />
See our Stud Punches on page 35.<br />
Mustad MUD<br />
Mustad Combo<br />
Mustad MX<br />
<strong>Pieh</strong> <strong>Tool</strong> Company, Inc. 1-888-743-4866 3<br />
Mustad<br />
E Slim<br />
Vector Nails<br />
3-1/2 Race<br />
4-1/2 Race<br />
5 Race<br />
4-1/2 Special<br />
5 Special<br />
5 Slim<br />
5 City<br />
6 City<br />
VX 50<br />
VX 60<br />
ES 3<br />
ES 4<br />
HELPFUL TIPS FOR STUDS<br />
The shoes should always be fitted to the foot before<br />
drilling holes, or the holes will become egg shaped or<br />
the WearTrac/Borium may be damaged. We recommend<br />
practicing on another horseshoe or piece of scrap steel.<br />
Each method has advantages and disadvantages. The<br />
decision is made based on the horse, the shoe and<br />
usage, economics and available tools and equipment.<br />
Screw Calks: Fit the shoe to the foot, then<br />
remove it. Holes are drilled, followed by the tapered<br />
tap, using cutting oil liberally. It is suggested that the<br />
calks are put into the shoe before it is nailed the first<br />
time (because if it was improperly threaded. it could<br />
be corrected before removing the shoe). The main<br />
advantage of using screw calks is the ability to change<br />
the calks or insert plugs in place of the calks at any<br />
time without the necessity of shoe removal.<br />
Drive Calks: Following the Screw Calk method<br />
with the exception of using a tapered punch (greased)<br />
instead. The holes are dried thoroughly and calks are<br />
driven in and the shoe nailed on. The tungsten pins<br />
must not be struck on directly with a steel hammer,<br />
but use a 1” round drift with a hole countersunk in the<br />
center so the force of the blow will not be in the insert.

