Heavy Duty Oil Flooded Twin Screw Rotary ... - Ariel Corporation
Heavy Duty Oil Flooded Twin Screw Rotary ... - Ariel Corporation
Heavy Duty Oil Flooded Twin Screw Rotary ... - Ariel Corporation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ARIEL<br />
<strong>Heavy</strong> <strong>Duty</strong><br />
<strong>Oil</strong> <strong>Flooded</strong> <strong>Twin</strong> <strong>Screw</strong><br />
<strong>Rotary</strong> Compressors<br />
TECHNICAL MANUAL<br />
For Models:<br />
AR166, AR208, AR260K & AR260<br />
ARIEL CORPORATION<br />
35 BLACKJACK ROAD, MOUNT VERNON, OHIO 43050<br />
TELEPHONE: 740-397-0311 FAX: 740-397-3856<br />
(For additional contact information, see PAGE 7 - 10)<br />
VISIT OUR WEB SITE: www.arielcorp.com<br />
REV: 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
!<br />
CAUTION<br />
GAS COMPRESSOR UNITS ARE COMPLICATED AND DANGEROUS<br />
PIECES OF EQUIPMENT. THOROUGH TRAINING AND<br />
FAMILIARIZATION WITH THE EQUIPMENT IS REQUIRED.<br />
BEFORE STARTING THIS UNIT:<br />
FAMILIARIZE YOURSELF WITH THE UNIT.<br />
READ AND STUDY START-UP AND SHUT-DOWN INFORMATION FOR<br />
BOTH PACKAGE AND COMPRESSOR CAREFULLY!<br />
A GAS/AIR MIXTURE UNDER PRESSURE CAN EXPLODE! YOU CAN<br />
BE SEVERELY INJURED OR KILLED. MAKE SURE THE<br />
COMPRESSOR IS SUFFICIENTLY PURGED OF ANY EXPLOSIVE<br />
MIXTURE BEFORE LOADING.<br />
AFTER COMPLETING THE ABOVE, BEGIN PROPER STARTING<br />
PROCEDURE.<br />
CAUTION<br />
DO NOT ATTEMPT TO START-UP UNIT WITHOUT REFER-<br />
RING TO THIS MANUAL SECTION 3: START-UP. IT IS ALSO<br />
ESSENTIAL TO REFER TO THE PACKAGER’S OPERATING<br />
MANUAL.<br />
!<br />
!<br />
CAUTION<br />
THIS MANUAL EDITION IS BASED ON THE CURRENT<br />
DESIGN, BUILD AND PRACTICES. THIS MANUAL MAY NOT<br />
BE APPLICABLE TO EQUIPMENT BUILT PRIOR TO THE<br />
DATE ON FRONT COVER AND IS SUBJECT TO CHANGE<br />
WITHOUT NOTICE. CONTACT ARIEL WITH ANY QUESTIONS,<br />
SEE PAGE 7 - 10.<br />
3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 TABLE OF CONTENTS<br />
TABLE OF CONTENTS<br />
Design Specifications & Data .............................................................. 1-1<br />
General ................................................................................................................... 1-1<br />
Operating Theory .................................................................................................... 1-3<br />
Specifications ......................................................................................................... 1-5<br />
................................................................................................................................ 1-5<br />
Product Information and Safety Plates ................................................................... 1-8<br />
Important Safety Information ............................................................................. 1-9<br />
Fastener Tightening Torque ................................................................................. 1-10<br />
Tightening Torque Procedures ........................................................................ 1-11<br />
<strong>Ariel</strong> Bolting .......................................................................................................... 1-12<br />
Alarm & Shutdown (also see Section 4) ............................................................... 1-13<br />
Gas Discharge High Temperature Settings .................................................... 1-13<br />
Storage and Transportation of Compressor ......................................................... 1-13<br />
Installation ............................................................................................. 2-1<br />
General ................................................................................................................... 2-1<br />
Procedure For Setting and Aligning ........................................................................ 2-1<br />
Setting ............................................................................................................... 2-1<br />
Alignment .......................................................................................................... 2-1<br />
Vents and Drains .................................................................................................... 2-2<br />
Inlet Gas Debris Screens ........................................................................................ 2-3<br />
Inlet Gas Liquids ..................................................................................................... 2-3<br />
Start Up .................................................................................................. 3-1<br />
General ................................................................................................................... 3-1<br />
Start Up Check List ................................................................................................. 3-2<br />
Maximum Allowable Working Pressure .................................................................. 3-7<br />
Relief Valve Settings .............................................................................................. 3-7<br />
Filling and Priming an <strong>Oil</strong> Lube <strong>Oil</strong> System - Before Starting ................................. 3-7<br />
Filling The System ............................................................................................. 3-7<br />
Slide Valve Positioning - Hydraulic ......................................................................... 3-8<br />
Theory of Operation .......................................................................................... 3-8<br />
Visual Position Indicator (Yellow Pointer), Internally Changeable Models ........ 3-9<br />
Visual Position Indicator (Yellow Pointer), Externally Changeable Models ....... 3-9<br />
Slide Valve Positioning at Start-up .................................................................. 3-10<br />
Slide Valve Positioning - Hand Wheel .................................................................. 3-10<br />
Theory of Operation ........................................................................................ 3-11<br />
Slide Valve Positioning at Start-up .................................................................. 3-12<br />
Balance <strong>Oil</strong> Connection ................................................................................... 3-12<br />
Built In Volume Ratio Changes - Internally Changeable Vi .................................. 3-13<br />
Built In Volume Ratio Changes - Externally Changeable Vi ................................. 3-14<br />
Thrust Balance System ........................................................................................ 3-14<br />
Thrust Balance Pressure Adjustment .............................................................. 3-14<br />
3/02 i
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 TABLE OF CONTENTS<br />
Gas/<strong>Oil</strong> Separator Coalescing Filter - Scavenged <strong>Oil</strong> Line Flow Adjustment .......3-15<br />
Sour Gas Service with over 100 ppm to 2% H2S or Other Dangerous Gases .....3-15<br />
Compressor Re-Application ..................................................................................3-16<br />
<strong>Oil</strong> System, Lubrication & Venting ...................................................... 4-1<br />
General ...................................................................................................................4-1<br />
Lubricants ...............................................................................................................4-2<br />
Petroleum Based <strong>Oil</strong>s - also referred to as mineral oils: ...................................4-5<br />
Synthetic Lubricants ..........................................................................................4-5<br />
Auxiliary Equipment ................................................................................................4-6<br />
Lube <strong>Oil</strong> Strainer ................................................................................................4-6<br />
<strong>Oil</strong> Cooler ...........................................................................................................4-6<br />
Temperature Control Valve ...............................................................................4-6<br />
Cold Ambient Temperatures ..............................................................................4-6<br />
Prelube Pump ....................................................................................................4-7<br />
<strong>Oil</strong> Pressure Regulating Valves .........................................................................4-7<br />
<strong>Oil</strong> Filters ...........................................................................................................4-7<br />
Liquids and Contaminants in Gas ......................................................................4-8<br />
Compressor <strong>Oil</strong> Pump .............................................................................................4-8<br />
Compressor <strong>Oil</strong> Supply Pressure Calculations .......................................................4-9<br />
Gas Balance Line Pressure (GBLP) Calculation ..................................................4-10<br />
Compressor Re-Application ..................................................................................4-10<br />
Warranty ...............................................................................................................4-10<br />
Lube <strong>Oil</strong> Shutdowns ..............................................................................................4-10<br />
Pressure: .........................................................................................................4-11<br />
Temperature: ...................................................................................................4-12<br />
Rotor Injection Flow ..............................................................................................4-12<br />
Flushing Requirements .........................................................................................4-12<br />
Maintenance .......................................................................................... 5-1<br />
General Introduction ...............................................................................................5-1<br />
Mechanical Seal ......................................................................................................5-2<br />
Replacing the Mechanical Seal .........................................................................5-3<br />
Optional Collared Retaining Bolts ......................................................................5-4<br />
Slide Valve Replacement - Internally Changeable Vi .............................................5-6<br />
Compressors with Individual Cover Plates ........................................................5-7<br />
Replacement .....................................................................................................5-7<br />
Slide Valve Cylinder Reassembly Into Compressor ..........................................5-7<br />
Slide Valve Axial Position Indicator Transducer .....................................................5-8<br />
Externally Changeable Slide Valve .......................................................................5-10<br />
Slide Valve Volume Ratio (Vi) Change - Externally Changeable Vi ................5-10<br />
Vi Spacer Adjustments - Externally Changeable Vi .............................................5-12<br />
Slide Valve Inspection/Replacement - Externally Changeable Vi .........................5-12<br />
Removal ..........................................................................................................5-12<br />
Replacement ...................................................................................................5-13<br />
Slide Valve Cylinder Assembly Into Compressor ............................................5-13<br />
<strong>Oil</strong> Pump and Geared Tooth Coupling ..................................................................5-14<br />
ii 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 TABLE OF CONTENTS<br />
<strong>Oil</strong> Pump Replacement ................................................................................... 5-14<br />
Coupling Replacement .................................................................................... 5-15<br />
Ethylene Glycol Contamination ............................................................................ 5-16<br />
Mineral Deposit Build-Up in Low Pressure Natural Gas Applications .................. 5-16<br />
Technical Assistance ........................................................................... 6-1<br />
Recommended Maintenance Intervals ................................................................... 6-1<br />
Daily .................................................................................................................. 6-1<br />
Monthly (in addition to Daily Requirements) ..................................................... 6-2<br />
Every 6 Months or 4,000 Hours (plus Daily/Monthly) ........................................ 6-2<br />
Yearly or every 8,000 Hours (plus Daily/Monthly/6 Months) ............................. 6-2<br />
Trouble Shooting .................................................................................................... 6-2<br />
Appendices ............................................................................................ 7-1<br />
<strong>Ariel</strong> Tools ............................................................................................................... 7-1<br />
<strong>Ariel</strong> Furnished Tools ........................................................................................ 7-1<br />
Minimum Hand Tools Required .............................................................................. 7-3<br />
Terms, Abbreviations and Conversion to SI Metric ................................................ 7-4<br />
Area ................................................................................................................... 7-4<br />
Flow - Gas ......................................................................................................... 7-4<br />
Flow - Liquid ...................................................................................................... 7-4<br />
Force ................................................................................................................. 7-4<br />
Heat ................................................................................................................... 7-4<br />
Length ............................................................................................................... 7-4<br />
Mass .................................................................................................................. 7-4<br />
Moment or Torque ............................................................................................. 7-5<br />
Power ................................................................................................................ 7-5<br />
Pressure or Stress ............................................................................................ 7-5<br />
Speed ................................................................................................................ 7-5<br />
Temperature ...................................................................................................... 7-5<br />
Time .................................................................................................................. 7-5<br />
Viscosity ............................................................................................................ 7-6<br />
Volume .............................................................................................................. 7-6<br />
Other Abbreviations .......................................................................................... 7-6<br />
Gas Analysis Common Abbreviations .................................................................... 7-8<br />
Metric Factors ......................................................................................................... 7-9<br />
Technical and Service Schools on <strong>Ariel</strong> Compressors ........................................... 7-9<br />
<strong>Ariel</strong> Customer Technical Bulletins (Formerly <strong>Ariel</strong> Newsletters) ........................... 7-9<br />
Vendor Literature .................................................................................................... 7-9<br />
<strong>Ariel</strong> Contact Information ...................................................................................... 7-10<br />
3/02 iii
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 TABLE OF CONTENTS<br />
NOTES<br />
iv 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
General<br />
<strong>Ariel</strong> compressors are designed for ease of operation and maintenance. Experience has<br />
shown that an <strong>Ariel</strong> compressor will normally provide years of satisfactory performance with<br />
minimal proper maintenance.<br />
While <strong>Ariel</strong> rotary compressors share many similarities, each model has aspects that are<br />
unique to the particular model type. If you, as an operator, are familiar with <strong>Ariel</strong> reciprocating<br />
compressors, it is still important to review this rotary manual to determine the differences.<br />
If you are new to <strong>Ariel</strong> rotary compressors, it is critical that you become very familiar<br />
with this manual prior to operating the compressor. <strong>Rotary</strong> compressors are precision rotating<br />
equipment, requiring knowledgeable operation and maintenance.<br />
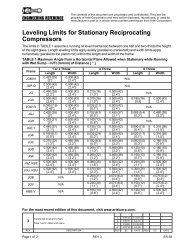
FIGURE 1-1: SIDE VIEW - ARIEL ROTARY COMPRESSOR WITH INTEGRAL OIL PUMP - TYPICAL<br />
<strong>Ariel</strong> rotary compressors feature positive displacement, single stage operation using oilflooded<br />
twin screw rotors. The compressors are designed primarily for natural gas but have<br />
applications for other gases, such as propane. <strong>Heavy</strong> duty babbitted journal bearings, antifriction<br />
rolling element thrust bearings, and a variable capacity, field changeable volume<br />
ratio (V i) allow rotary compressors to operate in a wide variety of gas applications. Internally<br />
or externally changeable volume ratio (V i ) slide valves are available.<br />
������ ����� �� �� �� ��� ������ �� ���à �� ������ ������à �� ���<br />
�����<br />
����� ����������� ������Г ������� �� ��� ������ �� ���Г<br />
�����<br />
Vs Vi =<br />
-----<br />
Vd �� ������ ������à �� ��� ��� �� ������������ � )<br />
3/02 PAGE 1 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
<strong>Rotary</strong> compressors have few moving parts, can run at high speeds, can accommodate a<br />
wide range of compression ratios and operate with minimum pressure pulsations. They are<br />
generally applied in low suction pressure applications, discharging into medium pressure<br />
lines. To maintain high compression efficiency, care should be taken to operate the compressors<br />
as close to the installed slide valve volume ratio (V i) as possible.<br />
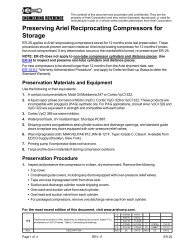
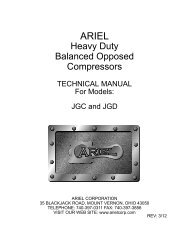
Flute<br />
Female<br />
(Driven)<br />
Rotor<br />
Male<br />
(Drive)<br />
Rotor<br />
FIGURE 1-2: MALE/FEMALE ROTOR PAIR (5/7 LOBE/FLUTE RATIO)<br />
<strong>Oil</strong> is the lifeblood of rotary screw compressors. Catastrophic damage can occur to rotors,<br />
bearings and mechanical seal without adequate oil quality, volume and viscosity. <strong>Oil</strong> selection<br />
is based on process gas composition, operating temperatures and pressures. If gas<br />
composition or operating conditions change, lubrication selection, gas/oil separator operating<br />
temperature and counter thrust balance pressure must be re-evaluated.<br />
During compressor operation, process gas will dilute the oil, reducing viscosity. Liquid and<br />
solid contaminants in the suction gas stream must be effectively removed to minimize the<br />
detrimental affects on the compressor and its oil system. Pressurized oil viscosity should<br />
never be allowed to drop below the minimum requirement. <strong>Ariel</strong> rotary screw compressors<br />
are designed for oil flooding of the compression chamber, with oil separation and recirculation,<br />
at minimal oil loss. Packager design and oil selection determines the amount of oil carryover<br />
(loss) downstream of the gas/oil separator.<br />
This manual is designed to provide information on installation, start up, operation, maintenance<br />
and trouble shooting of an AR166, AR208, AR260 or AR260K compressor. If you<br />
have any questions please contact your packager. If they are unable to provide resolution,<br />
they will refer your questions to <strong>Ariel</strong> <strong>Corporation</strong>. If you prefer, you may always contact <strong>Ariel</strong><br />
directly (refer to “<strong>Ariel</strong> Contact Information” on page 7-10).<br />
This manual provides design specifications for standard current production equipment at<br />
publication date. Do not exceed information plates ratings for a particular compressor.<br />
PAGE 1 - 2 3/02<br />
Lobe
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
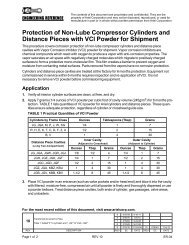
The data shown on the Information Plates is very important when communicating questions<br />
concerning an <strong>Ariel</strong> compressor. (Refer to Figure 1-3: on page 1-3)<br />
NOTE: USE SERIAL NUMBERS IN ALL CORRESPONDENCE.<br />
NOTE: THE CURRENT DESIGN OF THE ARIEL ROTARY COMPRESSORS FEATURES<br />
AN INTEGRAL OIL PUMP, MULTIPLE END COVERS, ANSI FLANGES AND<br />
INCH NPT EXTERNAL CONNECTIONS.<br />
NOTE: INTERNALLY CHANGEABLE Vi MODELS REQUIRE CHANGE OUT OF THE<br />
SLIDE VALVE TO CHANGE THE Vi OF THE UNIT. EXTERNALLY CHANGEABLE<br />
Vi MODELS REQUIRE CHANGE OUT OF A SPACER ONLY.<br />
NOTE: THE ROTARY COMPRESSORS OFFER TWO OPTIONS FOR LOADING AND<br />
UNLOADING: HYDRAULIC AND HANDWHEEL.<br />
The various rotary compressor configurations are shown in Figure 1-4:, Figure 1-5: and Figure<br />
1-6:.<br />
Operating Theory<br />
Information<br />
Plate<br />
Multiple End Covers - ‘N’ Version<br />
FIGURE 1-3: AUXILIARY END VIEW SHOWING TYPICAL INFORMATION PLATE LOCATION<br />
The rotary compressor’s oil-flooded, twin screw design consists of a male rotor which<br />
directly drives the female rotor. The male rotor lobes drive the female rotor flutes, as in a<br />
“spiral gear” motion. The male rotor is driven by a prime mover (engine or motor), which can<br />
be a direct drive or thru a speed increasing gear set. The female rotor is driven at a lesser<br />
speed; 5/7 times male rotor speed. Rotor tip speeds are generally between 49 to 164 feet/<br />
second (15 to 50 m/s).<br />
The rotor length, diameter, lobe/flute and speed design determines compressor full load<br />
capacity. The selected slide valve determines internal compression ratio. Slide valve axial<br />
positioning control provides variable partial load capacities. Several slide valve/volume ratio<br />
(V i ) choices are available for each compressor model. Depending upon the option chosen,<br />
the volume ratio (V i) is field internally-changeable by changing the slide valve or field externally-changeable<br />
using spacers provided with the unit.<br />
3/02 PAGE 1 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
The internally changeable method requires changeout of the slide valve (refer to Figure 1-5:<br />
on page 1-6) and the externally changeable method requires changeout of a spacer only<br />
(refer to Figure 1-4: on page 1-6 and Figure 1-6: on page 1-7).<br />
As the compressor’s twin rotors un-mesh, at the top, the flutes and lobe voids are exposed<br />
to the suction gas stream and fill with gas. As the rotors turn out, the flutes and lobe voids<br />
are closed and sealed by the rotor housing, creating spiral segmental compression chambers<br />
which move gas axially toward discharge. <strong>Oil</strong> is injected into the compression chambers<br />
after they close off from the suction pressure, to provide sealing, cooling and<br />
lubrication. Rotor meshing, at the bottom, progressively reduces compression chambers volumes<br />
axially, to compress the gas/oil mixture. Rotor rotation exposes the compression<br />
chambers to the (radial/axial) discharge port, moving the compressed gas/oil mixture out of<br />
the compressor.<br />
Discharge piping carries the compressed gas/oil mixture to a coalescing filter-separator<br />
where the oil is separated from the process gas. The oil is piped to a cooler and re-circulated<br />
to the compressor. Refer to Figure 4-1: on page 4-3 or Figure 4-2: on page 4-4.<br />
PAGE 1 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
Specifications<br />
TABLE 1-1: BASIC SPECIFICATIONS<br />
MODEL AR166 AR208 AR260K AR260<br />
Male Rotor Diameter, in. (mm) 6.54 (166) 8.19 (208) 10.24 (260)<br />
Number of Male Rotor Lobes 5<br />
Number of Female Rotor Flutes 7<br />
L/D Ratio 1.6 1.2 1.6<br />
Operating Speed, RPM 1148 To 5739 918 To 4591 735 To 3673<br />
Inlet Volume, CFM (m 3 /h) To 600 (1019) To 950 (1614) To 1080<br />
(1835)<br />
To 1450<br />
(2464)<br />
Horsepower (kW) To 530 (394) To 820 (612) To 950 (708) To 1270 (947)<br />
Suction Pressure, psig (barg) To 115 (7.93)<br />
Discharge Pressure, psig (barg) To 362 (25.00)<br />
Maximum Discharge Temperature 248°F (120°C)<br />
Height - Mounting Feet to Rotors 6, in. (mm) 8.661 (220) 10.827 (275) 13.386 (340)<br />
Maximum Width, in. (m) 19.7 (0.5) 23.6 (0.6) 28.3 (0.72)<br />
Maximum Length, in. (m) 41.9 (1.1) 50.1 (1.3) 55 (1.4) 59 (1.5)<br />
Approximate Weight without <strong>Oil</strong> Pump, lb. (kg) 1050 (470) 1800 (820) 3100 (1400) 3300 (1500)<br />
Slide Valve Options a - Volume Ratio, Vi 2.0, 2.2, 2.6, 3.5, 4.8<br />
<strong>Oil</strong> Filter - Bearing, Seal & Control Cylinder, nominal 3 - 7 micron @ 98.7% Efficiency<br />
<strong>Oil</strong> Filter - Rotor Injection, nominal 15 - 16 micron @ 98.7% Efficiency<br />
Recommended <strong>Oil</strong> Retention in Gas/<strong>Oil</strong> Separatorb 2 minutes<br />
a. 2.0 Vi minimum, internally changeable slide valve only; 2.2 Vi minimum, externally changeable slide valve only.<br />
b. Recommended time depends on separator design.<br />
3/02 PAGE 1 - 5
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
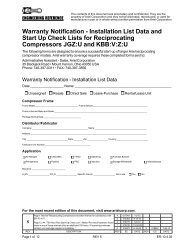
Slide Valve<br />
Position Indicator<br />
FIGURE 1-4: TYPICAL SIDE VIEW CROSS-SECTION ANSI (HYDRAULICALLY CONTROLLED, EXTER-<br />
NALLY CHANGEABLE [SPACER] V i )<br />
Slide Valve<br />
Position Indicator<br />
Hydraulic<br />
Control Piston<br />
Hydraulic<br />
Control Piston<br />
Vi Spacer<br />
Suction<br />
Internal<br />
By Pass<br />
Suction<br />
Internal By Pass<br />
Slide<br />
Valve<br />
Slide Valve<br />
Discharge<br />
FIGURE 1-5: TYPICAL SIDE VIEW CROSS-SECTION ANSI (HYDRAULICALLY CONTROLLED, INTER-<br />
NALLY CHANGEABLE [SLIDE VALVE] V i)<br />
PAGE 1 - 6 3/02<br />
Rotor<br />
Discharge<br />
Mechanical<br />
Seal<br />
Rotor<br />
Mechanical<br />
Seal
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
FIGURE 1-6: TYPICAL SIDE VIEW CROSS-SECTION ANSI (HAND WHEEL CONTROLLED, EXTERNALLY<br />
CHANGEABLE [SPACER] V i )<br />
Table 1-2: HAND WHEEL TURNS VS. SLIDE VALVE TRAVEL (20 a TO 100% AXIAL POSITION)<br />
SLIDE<br />
VALVE b<br />
V i<br />
Hand Wheel<br />
V i Spacer<br />
NO. OF<br />
TURNS<br />
Rotor<br />
AR166 AR208 AR260K AR260<br />
TRAVEL<br />
IN. (cm)<br />
Internal Bypass<br />
NO. OF<br />
TURNS<br />
Suction<br />
Slide Valve<br />
TRAVEL<br />
IN. (cm)<br />
NO. OF<br />
TURNS<br />
a. 20% position is against stop.<br />
b. This table applies for externally changeable slide valves only.<br />
Discharge<br />
TRAVEL<br />
IN. (cm)<br />
Mechanical<br />
Seal<br />
NO. OF<br />
TURNS<br />
TRAVEL<br />
IN. (cm)<br />
4.8 25 2.5 (6.4) 34 3.4 (8.6) 44 4.4 (11.2) 39 3.9 (9.9)<br />
3.5 33 3.3 (8.4) 44 4.4 (11.2) 53 5.3 (13.5) 52 5.2 (13.2)<br />
2.6 43 4.3 (11.0) 56 5.2 (13.2) 65 6.5 (16.5) 68 6.8 (17.3)<br />
2.2 50 5.0 (12.7) 66 5.3 (13.5) 74 7.4 (18.8) 78 7.8 (19.8)<br />
3/02 PAGE 1 - 7
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
Product Information and Safety Plates<br />
Unit Information plate: <strong>Ariel</strong> <strong>Corporation</strong><br />
address, Model number, Serial number,<br />
Maximum Rated Speed, Maximum Suction<br />
Pressure, Maximum Discharge Pressure,<br />
original furnished <strong>Oil</strong> Pump Model<br />
and <strong>Ariel</strong> shipping date. Safety Information.<br />
Inspectors tag.<br />
AUXILARY END VIEW<br />
SIDE VIEW<br />
Use suction flange tapped<br />
holes to install two (2) eyebolts<br />
(furnished in tool box)<br />
for lifting compressor separately<br />
Center of Gravity<br />
(Compressor Only)<br />
Compressor Serial Number,<br />
MAWP, Hydrostatic Test<br />
Pressure, Test Date, Model<br />
Number and Tester’s Personal<br />
Stamp are stamped on<br />
rotor housing<br />
Volume Ratio (Vi ) Plate<br />
Currently Installed Slide<br />
Valve - Change/Date<br />
Engine/Motor<br />
Direction of Rotation<br />
arrow, located at the<br />
drive end<br />
TOP VEIW<br />
DRIVE END VIEW<br />
FIGURE 1-7: PRODUCT INFORMATION AND SAFETY - TYPICAL ARIEL ROTARY COMPRESSOR WITH<br />
HAND WHEEL<br />
PAGE 1 - 8 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
Important Safety Information<br />
!<br />
CAUTION<br />
SEVERE PERSONAL INJURY AND PROPERTY DAMAGE<br />
CAN RESULT IF PRESSURE SYSTEM IS NOT<br />
COMPLETELY VENTED BEFORE LOOSENING THE BOLTS<br />
ON FLANGES OR FITTINGS TO PRESSURE CONTAINING<br />
AREAS. CONSULT ARIEL TECHNICAL MANUAL BEFORE<br />
PERFORMING ANY MAINTENANCE.<br />
!<br />
CAUTION<br />
NOISE GENERATED BY COMPRESSION MACHINERY<br />
CAN BE A SOURCE FOR HEARING INJURY. SEE<br />
PACKAGER’S INFORMATION FOR ANY SPECIFIC<br />
RECOMMENDATIONS. WEAR HEARING PROTECTION<br />
WHEN UNIT IS RUNNING.<br />
!<br />
CAUTION<br />
HOT GAS TEMPERATURES, ESPECIALLY THE GAS<br />
DISCHARGE AREAS, HOT OIL AND HIGH FRICTION<br />
AREAS CAN BE A SOURCE FOR BURNS. WEAR PROPER<br />
INSULATION WHEN WORKING AROUND THESE AREAS.<br />
SHUT DOWN UNIT AND ALLOW TO COOL BEFORE<br />
DOING MAINTENANCE IN THESE AREAS.<br />
CAUTION<br />
SURFACES MAY BE HOT AND CAN BE A SOURCE FOR<br />
BURNS. WEAR PROPER INSULATION WHEN WORKING<br />
AROUND THESE AREAS.<br />
3/02 PAGE 1 - 9
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
Fastener Tightening Torque<br />
Listed in the following tables are fastener tightening torque values, required for proper<br />
assembly of an <strong>Ariel</strong> AR166, AR208 AR260K or AR260 compressor. Refer to the section<br />
concerning a subject component for detailed assembly procedures.<br />
Threads are to be clean and free of burrs.<br />
Torque values are based on the use of petroleum type lubricants on both the threads and<br />
seating surfaces. Use lubricating oil or Lubriplate 630 on threads and seating surfaces,<br />
except where Loctite is specified. Molybdenum disulfide lubricants and Never-Seez are not<br />
to be used for fastener lubrication, unless specified, or excessive stresses can result with<br />
the listed values.<br />
TABLE 1-3: CAPSCREW (OR STUD-NUT) TIGHTENING TORQUE VALUES<br />
NOMINAL SIZE X<br />
THREAD PITCH<br />
CLASS 8.8 OR 12.9 CAP SCREW a<br />
(OR STUD-NUT)<br />
SEATING DOG POINT STUDS<br />
LB-FT (N·m) LB-FT (N·m)<br />
M6 x 1 5 (60 LB-IN) (7) 2 (24 LB-IN) (3)<br />
M8 x 1.25 13 (156 LB-IN) (18) 5 (60 LB-IN) (7)<br />
M10 x 1.5 25 (35) 11 (132 LB-IN) (15)<br />
M12 x1.75 45 (60) 19 (26)<br />
M16 x 2 115 (155) 48 (65)<br />
M20 x 2.5 225 (305) 93 (125)<br />
M24 x 3 385 (525) 160 (220)<br />
M27 x 3 570 (775) 240 (325)<br />
M30 x 3.5 775 (1050) 320 (435)<br />
M42 x 4.5 2170 (2950) 905 (1230)<br />
a. If applying this table to coupling retaining bolts, consult packager’s information for proper torque values, based<br />
on unit rating. Table values will provide bolting torque for maximum power transmission rating of compressor.<br />
TABLE 1-4: OTHER FASTENERS - TIGHTENING TORQUE VALUES<br />
APPLICATION<br />
NOMINAL SIZE X<br />
THREAD PITCH<br />
LB-FT (N·m)<br />
Mechanical Seal Locknut M60 x 2 60 (81)<br />
M75 x 2 110 (149)<br />
M90 x 2 160 (217)<br />
M130 x 2 275 (373)<br />
Slide Valve - Nut M16 x 2 40 (54)<br />
M20 x 1.5 85 (115)<br />
Slide Valve Position Indicator -<br />
Mounting & Cover <strong>Screw</strong>s<br />
M5 x 0.8 1 (12 LB-IN) (1.4)<br />
PAGE 1 - 10 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
TABLE 1-4: OTHER FASTENERS - TIGHTENING TORQUE VALUES<br />
APPLICATION<br />
NOMINAL SIZE X<br />
THREAD PITCH<br />
Slide Valve Piston/Rod Nut M40 x 1.5 140 (190)<br />
M85 x 2 185 (251)<br />
Tightening Torque Procedures<br />
LB-FT (N·m)<br />
Listed below are some procedures which make fastener tightening more accurate and will<br />
help assure that the proper torque is being applied.<br />
1. Assure that the torque wrench is properly calibrated and used by qualified personnel<br />
to achieve the required fastener tightening torque for all critical parts.<br />
2. Always check to determine over what range the torque wrench is accurate, since<br />
most torque wrenches are not accurate over their entire range.<br />
3. Tighten critical multi-bolt assemblies in steps. Tighten each bolt until snug using a<br />
criss-cross pattern. Next, tighten each bolt to 25% of full torque, moving across from<br />
bolt to bolt, in a criss-cross pattern. Repeat this step for 50%, 75%, and 100% of full<br />
torque.<br />
4. Always apply a steady slow force to a torque wrench, do not jerk it. When a torque<br />
wrench is jerked the amount of torque applied can be as much as one and a half<br />
times the amount set on the wrench. For example, if a wrench is set at 80 lb x ft<br />
(108 N·m) but is jerked, 120 lb x ft (163 N·m) torque can be applied.<br />
5. Always do the final tightening with a torque wrench. Do not tighten the fastener with<br />
a ratchet or impact wrench and then "check" the torque with a torque wrench.<br />
6. Do not double tap a torque wrench. Rapidly double tapping a torque wrench will<br />
make the torque on the bolt more than what is set by a significant amount. If it is<br />
desired to check the setting release all pressure on the wrench and then slowly<br />
apply a steady force until the click is felt.<br />
7. Always reset the torque wrench to its lowest setting when the job is complete. If the<br />
torque wrench is left in a high setting the spring in it is stressed and will become<br />
inaccurate with time. If the torque wrench is put back to its lowest setting the spring<br />
will relax and retain its accuracy.<br />
8. Do not use a torque wrench to break fasteners loose as it may overload the torque<br />
wrench and/or cause loss of calibration.<br />
9. For applications requiring the use of a boxed end or crowsfoot type adapter with a<br />
torque wrench to reach not readily accessible fasteners, the torque wrench setting<br />
will not be the actual torque applied to the fastener. 1<br />
10. The ratio of actual torque at the fastener with that on the wrench scale is a function<br />
of the adapter's length and its position in relation to the torque wrench beam and<br />
the location on that at which the force is applied (see Figure 1-8:).<br />
L<br />
Tw =<br />
Ta⎛------------<br />
⎞<br />
⎝L + A⎠<br />
1. The exception is when the adapter is 90° to the torque wrench. The torque will be the same as on the wrench<br />
scale (see Figure 1-9:).<br />
3/02 PAGE 1 - 11
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
Tw = Torque wrench setting, lb x ft or N·m<br />
Ta = Torque required at fastener, lb x ft or N·m<br />
L = Length of wrench, ft or m (from square drive end to center point of force on<br />
handle)<br />
A = Length of adapter, ft or m (measured through end of adapter on a line parallel<br />
to the center line of the wrench)<br />
These are general guidelines to assist in the proper use of torque wrenches. Consult with<br />
your torque wrench dealer for more detailed information.<br />
<strong>Ariel</strong> Bolting<br />
FORCE<br />
FIGURE 1-8: TORQUE WRENCH WITH ADAPTOR AT ANY ANGLE<br />
FORCE<br />
FIGURE 1-9: TORQUE WRENCH WITH ADAPTOR AT RIGHT ANGLE<br />
Bolts have been selected that meet <strong>Ariel</strong>'s strength, elongation, sealing and locking requirements.<br />
Proper bolting must be used and tightened to the values listed in Table 1-3 and Figure<br />
1-4 on page 1-10.<br />
Figure 1-10: is provided to assist in the identification of bolts used in an <strong>Ariel</strong> compressor.<br />
PAGE 1 - 12 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
FIGURE 1-10: METRIC BOLT IDENTIFICATION - HEX SOCKET HEAD & 12 POINT, CLASS 8.8 OR 12.9<br />
Alarm & Shutdown (also see Section 4)<br />
Gas Discharge High Temperature Settings<br />
!<br />
A gas discharge high temperature shutdown is required. Set within 10% of normal operating<br />
temperature, to a maximum of 238°F (114°C) alarm and 248°F (120°C) shutdown. High temperature<br />
limits are based on rotating clearance requirements.<br />
NOTE: EXCEEDING THE HIGH TEMPERATURE SHUTDOWN LIMITATION WILL<br />
RESULT IN CATASTROPHIC EQUIPMENT FAILURE.<br />
Storage and Transportation of Compressor<br />
8.8<br />
CAUTION<br />
WHEN RE-ASSEMBLING OR REPLACING BOLTING, SEE<br />
THE PARTS LIST TO DETERMINE THE PROPER<br />
FASTENER GRADE AND PART NUMBER. ALL SPECIAL<br />
FASTENERS MUST BE REPLACED WITH ARIEL PARTS.<br />
Protect compressor to prevent corrosion and seal to prevent exchange of atmosphere, when<br />
inactive, in storage or when transporting. Consult <strong>Ariel</strong> for instructions to protect and seal<br />
compressor to ER-25-1.<br />
When transporting the packaged skid, remove the center section of the drive coupling.<br />
3/02 PAGE 1 - 13<br />
12.9
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 1 - DESIGN SPECIFICATIONS & DATA<br />
NOTES<br />
PAGE 1 - 14 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 2 - INSTALLATION<br />
General<br />
Compressor installation with the associated driver and piping, is to be done with care and<br />
precision. This section does not attempt to address all of the concerns that can arise during<br />
installation, but addresses many of the primary considerations.<br />
Procedure For Setting and Aligning<br />
The following points deserve special attention during the setting and alignment of the compressor:<br />
1. Be sure that driver will rotate compressor rotor drive shaft in proper direction,<br />
prior to start-up. See Figure 1-7: on page 1-8, drive end view for rotation arrow.<br />
NOTE: THE COMPRESSOR DRIVE SHAFT ROTATES CLOCKWISE WHEN OBSERVER<br />
IS FACINIG THE COMPRESSOR DRIVE SHAFT END. ANY REVERSE ROTA-<br />
TION CAN RESULT IN SERIOUS DAMAGE TO THE COMPRESSOR.<br />
2. The skid design should:<br />
Transmit compressor and driver reaction forces to the foundation.<br />
Assure that there is a sufficient mismatch between the shaking forces and the<br />
natural frequency of the skid.<br />
Have sufficient stiffness and strength so that the compressor can be mounted<br />
flat with no bending or twisting of the compressor casing, and so that proper<br />
compressor coupling alignment can be attained and maintained. This can be<br />
accomplished by shims or careful grouting.<br />
Setting<br />
The following procedure is to be used for setting the compressor on the skid:<br />
After finding the approximate position of the compressor frame, the mounting bolts are to be<br />
tightened in place and then loosened. Shims are then to be adjusted so there is no movement<br />
more than a variation of 0.002 inches (0.05 mm) between the bottom of the feet and<br />
the skid supports. Consult Packager’s information for mounting bolt tightening torque values.<br />
This work must be performed prior to the addition of piping.<br />
Alignment<br />
Proper alignment is necessary for satisfactory performance. A flexible coupling will not make<br />
up for poor alignment. Misalignment can result in:<br />
3/02 PAGE 2 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 2 - INSTALLATION<br />
• High bending moment on the compressor drive shaft<br />
• Large axial forces which reduce thrust bearing life<br />
• Excessive wear to the bearings<br />
• And if severe, probable damage to various components<br />
An <strong>Ariel</strong> compressor may be aligned by any of a number of acceptable methods such as:<br />
Face/peripheral<br />
•<br />
Reverse indicator<br />
•<br />
Across the disc pack<br />
•<br />
• Optical<br />
• Laser<br />
• Mechanical direct to computer<br />
When aligning a unit some procedural concerns are:<br />
Soft foot (compressor and driver are not laying flat)<br />
•<br />
Repeatable readings<br />
•<br />
Which way indicator moves (plus or minus)<br />
•<br />
• Thermal growth<br />
• Piping stresses<br />
• Indicator sag<br />
When properly aligned the forces on the connected equipment will be at a minimum. This<br />
will result in long bearing life and a smooth running unit. Consult Packager’s information for<br />
alignment procedure.<br />
Vents and Drains 1<br />
It is critical, for the safe operation of the compressor, to assure that all vents and drains are<br />
open, functional and, if necessary, tubed off of the skid or out of the building. Depending<br />
upon your climate and insect population it can be necessary to install screens over the vents<br />
and drains to assure that they do not become blocked. This can be essential if the compressor<br />
is shutdown for a long period of time.<br />
Some other points are:<br />
1. A vent should be provided to safely relieve pressure from the system.<br />
2. Adequate vents and drains are to be provided for mechanical seal weepage and<br />
rotor housing oil drainage. All vents and drains must be installed in such a manner<br />
as to prevent the collection of liquids that could cause the build up of either<br />
gas or liquid. When a gas heavier than air is involved, vent and drain design<br />
must be accommodating.<br />
3. Do not block view of mechanical seal weepage tube, as oil leakage rate is a<br />
visual indication of seal condition.<br />
1. Also see Section 4.<br />
PAGE 2 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 2 - INSTALLATION<br />
Inlet Gas Debris Screens<br />
Foreign matter in the gas stream can effect compressor wear and lubrication. Inlet gas<br />
debris start-up screens with a maximum 75 micron (0.003 in.) openings are recommended<br />
to be installed upstream of the compressor suction flange. These screens should be monitored<br />
by differential pressure and cleaned or replaced before differential pressure<br />
approaches the collapse pressure of the screen.<br />
Inlet Gas Liquids<br />
Liquid water and gas condensates in the process gas stream have detrimental affects on oil<br />
system gas/oil separator operating temperature and oil viscosity. Liquid slugging that can<br />
adversely affect the compressors’s mechanical operation and oil system must be effectively<br />
removed or compressor damage will occur.<br />
NOTE: SOLID AND LIQUID CONTAMINANTS IN THE PROCESS GAS SYSTEM MUST<br />
BE EFFECTIVELY REMOVED UPSTREAM OF THE COMPRESSOR.<br />
NOTE: FREE LIQUIDS THAT ARE NOT REMOVED CAN BE PARTICULARLY TROU-<br />
BLESOME IN LOW PRESSURE NATURAL GAS SERVICE APPLICATIONS.<br />
MINERAL DEPOSITS (SALT AND CALCIUM) CAN BUILD UP ON THE SUCTION<br />
STRAINER SCREEN AND IN THE COMPRESSOR DUE TO DISSOLVED MINER-<br />
ALS IN WATER SATURATED PROCESS GAS. THESE MINERALS PLATE OUT<br />
WHEN WATER FLASHES OFF DUE TO PRESSURE DROP OR HEAT.<br />
3/02 PAGE 2 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 2 - INSTALLATION<br />
NOTES<br />
PAGE 2 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 3 - START UP<br />
General<br />
To ensure a smooth start up, it is important that the items in the Start Up Check List, provided<br />
in this section, be positively satisfied. It is also important that the operator understand<br />
how to operate the compressor in a safe and efficient manner, prior to start up.<br />
!<br />
CAUTION<br />
BEFORE STARTING A NEW COMPRESSOR, OR AFTER RE-<br />
LOCATING OR RE-APPLYING A COMPRESSOR, OR AFTER<br />
MAJOR OVERHAUL, BE SURE TO COMPLETE AND CHECK<br />
OFF ALL THE ITEMS ON THE START UP CHECK LIST<br />
SHOWN IN THIS SECTION. THIS LIST IS DESIGNED TO HELP<br />
ASSURE SAFETY IN STARTING AND OPERATING THE COM-<br />
PRESSOR.<br />
!<br />
CAUTION<br />
FOR SAFE OPERATION, DO NOT ATTEMPT TO START-UP<br />
THE UNIT WITHOUT BEING COMPLETELY KNOWLEGABLE<br />
OF THE INFORMATION CONTAINED IN THIS SECTION. IT IS<br />
ALSO ESSENTIAL TO REFER TO THE PACKAGER’S OPER-<br />
ATING MANUAL.<br />
3/02 PAGE 3 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Start Up Check List<br />
Compressor Model AR-__________ Serial No. R-___________ Slide Valve Vi ________<br />
Slide Valve Control Activation: Hydraulic_____ Hand Wheel_____<br />
Driver Manufacturer____________________Model _____________________________<br />
Driver Rated Speed_____________________Speed Increasing Gear Ratio<br />
Packager____________________________Packager Unit No.____________________<br />
Date Packager Shipped________________Serviceman_________________________<br />
Customer____________________________Start Up Date________________________<br />
Location____________________________Field Contact________________________<br />
Field Telephone No.___________________Unit Location________________________<br />
Gas Service_______________________________<br />
Compressor <strong>Oil</strong> - Make/Grade______________________________________________<br />
Check List - Prior To Starting YES NO<br />
1. Are the correct <strong>Ariel</strong> parts book, technical manual, special<br />
tools, Vi shims (externally changeable) and spares available? _____ _____<br />
2. Have the design limitations for the compressor model such as<br />
MAWP, maximum suction & discharge pressures, maximum &<br />
minimum speed, discharge temperature been checked? _____ _____<br />
3. Have the Packager’s design operating conditions been reviewed?<br />
Pressure, PSIG (kPa): Suction _________ Discharge_________<br />
Temperature, °F (°C): Suction _________ Discharge_________<br />
_____ _____<br />
Maximum RPM__________ Minimum RPM___________<br />
4.<br />
Current Gas Analysis Reviewed__________ SG__________<br />
If start-up conditions are different, check with Packager or <strong>Ariel</strong>.<br />
Soft Foot Check [max. allowable 0.002” (0.05 mm)]: Have the compressor<br />
feet supports been shimmed so the machine is not twisted or bent? _____ _____<br />
5. Have compressor anchor bolts been re-torqued? _____ _____<br />
6. Have the piping and supports been checked to be sure they do<br />
not bend or stress compressor? _____ _____<br />
7. Have coupling bolt torque values been rechecked? _____ _____<br />
8. Has the compressor to driver alignment been checked?<br />
See compressor outline drawing for shaft thermal growth value.<br />
_____ _____<br />
9. Record coupling dial indicator readings in inches (mm) at the<br />
3, 6, 9 & 12 o’clock positions on lines provided:<br />
Face Rim<br />
PAGE 3 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Compressor Model AR-__________ Serial No. R-___________ Slide Valve V i ________<br />
Check List - Prior To Starting YES NO<br />
10. Does the compressor rotor turn freely? _____ ______<br />
NOTE: ROTARY COMPRESSOR THRUST BEARING PRELOAD PRODUCES A NOR-<br />
MAL “ZERO” AXIAL THRUST. EXCESSIVE STUBSHAFT AXIAL FORCE,<br />
PUSHING OR PULLING, WILL RESULT IN BEARING DAMAGE.<br />
11. Has coupling center section been re-installed and has coupling been<br />
inspected for excessive axial distortion forces, pushing or pulling? _____ ______<br />
12. Has preservation oil been drained from rotor housing? _____ ______<br />
13. Have oil & gas systems been pressurized & leak tested?<br />
14. Has proper oil been installed that matches operating conditions<br />
_____ ______<br />
with a viscosity adequate for current gas analysis?<br />
15. Has oil supplier provided gas dilution versus predicted oil<br />
_____ ______<br />
viscosity information?<br />
16. Has the compressor oil system been filled with oil to the proper<br />
_____ ______<br />
level without over filling? _____ ______<br />
17. Is the compressor oil supply isolation valve open? _____ ______<br />
NOTE: CLEARLY LABEL UNIT WITH COMPRESSOR OIL MAKE/GRADE CURRENTLY<br />
IN USE.<br />
18. Does the compressor oil system low level shutdown work? _____ ______<br />
19. Have the properly rated gas inlet separator, oil filters and strainers,<br />
and separator coalescing elements been installed? _____ ______<br />
20. Are the oil filter elements and all oil piping primed with oil?<br />
21. Is the low oil differential pressure shutdown installed and tubed<br />
_____ ______<br />
correctly to the bearing oil supply and scavenger oil gallery? _____ ______<br />
22. Is the low oil differential pressure shutdown set & does it work?<br />
23. Is there an oil cooler? Note: Recommended compressor inlet oil<br />
_____ ______<br />
temperature is 150°F (66°C). _____ ______<br />
24. Is the rotor injection oil temperature control valve setting appropriate for<br />
start-up conditions? _____ ______<br />
25. Is the oil temperature control valve piped for a “mixing” condition? _____<br />
26. If so equipped, is there a working vibration shutdown mounted on<br />
______<br />
the compressor or drive train?<br />
27. Is there some method of suction pressure control upstream of the<br />
_____ ______<br />
compressor? (Maximum suction pressure = 115 psig)<br />
28. Are the suction and discharge pressure shutdowns set and<br />
_____ ______<br />
working?<br />
29. Are the safety relief valves installed and working to protect<br />
_____ ______<br />
compressor gas and oil piping systems? _____ ______<br />
3/02 PAGE 3 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Compressor Model AR-__________ Serial No. R-___________ Slide Valve V i ________<br />
Check List - Prior To Starting YES NO<br />
30. Is the gas high discharge temperature shutdown installed, set<br />
at 10% above anticipated temperature & working? _____ _____<br />
31. Is the mechanical seal leakage tubing installed, unplugged<br />
and visible to determine if leakage occurs? _____ _____<br />
32. Have the gas suction lines been blown out to remove<br />
water, slag, dirt, etc.? _____ _____<br />
33. Has strainer screen been installed upstream of compressor<br />
suction? _____ _____<br />
34. Were the compressor bearings and mechanical seal prelubed prior<br />
to starting? Note: A prelube pump is required. _____ _____<br />
35. Does the driver rotation match the compressor rotation arrow? _____ _____<br />
36. For engine driven units, has the machine been rolled to make<br />
sure it is free? _____ _____<br />
37. For other drivers, has the machine been barred over by hand to<br />
ensure it is rolling free? _____ _____<br />
38. For machines compressing a combustible gas, has the piping<br />
and compressor been purged to remove all air? _____ _____<br />
39. Have start-up instructions for other package equipment been<br />
followed? _____ _____<br />
40. Has compressor slide valve (internally changeable) been moved to 0%<br />
(unloaded) axial position, then hydraulic pressure released to verify<br />
spring will move slide valve to about 20% axial (part load) position? _____ _____<br />
41. Has the compressor slide valve been moved back to zero percent or<br />
minimum load position, to allow compressor to start-up unloaded? _____ _____<br />
42. Have bearing, mechanical seal and gas balance line operating<br />
pressures been determined for normal operation & shut-down<br />
settings? _____ ____<br />
PSIG (bar g): Bearing & Seal Balance Line<br />
Operating<br />
Shut-Down N/A<br />
43. Has the Packager’s representative reviewed the Packager’s Start-Up<br />
and Operating Instructions for the unit with the unit operator? _____ _____<br />
Check List - After Starting YES NO<br />
1. When idle speed is achieved, immediately load compressor to 25%<br />
minimum slide valve axial position & increase minimum driver speed<br />
if necessary to stabilize load. Did the compressor bearing oil pressure<br />
come up immediately after loading compressor? _____ _____<br />
2. Are the oil filters, bearing, mechanical seal, rotor injection, separator<br />
and gas balance line pressure gauges working? _____ _____<br />
PAGE 3 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Compressor Model AR-__________ Serial No. R-___________ Slide Valve V i ________<br />
Check List - After Starting YES NO<br />
3. Are the oil filter differential pressures less than 30 psi (2.1 bar g),<br />
unless otherwise specified. ____ ____<br />
4. Did the compressor develop discharge pressure when moving<br />
slide valve from unloaded to loaded position? ____ ____<br />
5. Has the oil side of the slide valve control cylinder been purged of<br />
gas and slide valve moved to an appropriate load position? ____ ____<br />
6. After the slide valve is in an appropriate load position, does it hold<br />
that position? ____ ____<br />
7. Have compressor oil system regulating valves been adjusted<br />
for minimum required bearing and slide valve hydraulic pressures? ____ ____<br />
8. Any strange noises or shaking in the compressor or piping? ____ ____<br />
9. Is the compressor system oil level within acceptable limits? ____ ____<br />
10. Are bearing and balance oil pressure above minimum<br />
pressure required for current operating condition? ____ ____<br />
11. Is the high discharge temperature shutdown working? ____ ____<br />
12. Is the high discharge gas temperature shutdown set at approx.<br />
10% above normal discharge temperature? 248°F (120°C) max. ____ ____<br />
13. Is the mechanical seal weep hole leaking oil? Drops/minute. ____ ____<br />
14. Are there any other oil leaks? If so, where? ____ ____<br />
15. Are the scrubber dumps and high level shutdowns working? ____ ____<br />
16. Are the scrubber dumps removing all liquids from the gas without<br />
obvious carryover? ____ ____<br />
17. Are there sands, oxides or other solid contaminants in the gas? ____ ____<br />
18. Is the overspeed shutdown set? ____ ____<br />
19. Is the mechanical seal sealing oil and gas properly at the shaft? ____ ____<br />
20. Has needle valve on separator filter scavenged oil line been<br />
adjusted to show primarily gas movement at flow indicator? ____ ____<br />
21. Has counter thrust gas balancing pressure been adjusted for current<br />
operating conditions? ____ ____<br />
22. Have all package safety functions been tested to ensure unit<br />
shutdown upon malfunction? ____ ____<br />
23. After running compressor for 24 hours, are oil filter and separator<br />
differential pressures less than maximum allowable? ____ ____<br />
24. Upon shutdown verify that compressor does not run in reverse<br />
rotation for more than 2 seconds to assure check valve operation? ____ ____<br />
25. Has initial compressor operating data been recorded? ____ ____<br />
26. Has <strong>Ariel</strong>’s “Compressor Warranty Notification and Installation<br />
List Data” form and a copy of this Start-up Check List and Log<br />
Sheet been completed and mailed to <strong>Ariel</strong>? ____ ____<br />
3/02 PAGE 3 - 5
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Company/Location Unit<br />
Compressor Model AR-__________ Serial No. R-___________ Slide Valve V i ________<br />
TABLE 3-1: TYPICAL LOG SHEET<br />
���������<br />
Operator<br />
Suction Pressure, psig (barg )<br />
Suction Temperature, °F (°C)<br />
Discharge Pressure, psig (barg )<br />
Discharge Temperature, °F (°C)<br />
Driver Speed, RPM<br />
Compressor Speed, RPM<br />
Slide Valve Axial Position (% or number<br />
of turns)<br />
Gas Flow Rate, MMSCFD (m 3 /s n )<br />
Driver Load, HP (kW)<br />
Bearing <strong>Oil</strong> Pressure, psi (barg )<br />
Bearing <strong>Oil</strong> Filter Differential, psi (bar g )<br />
Compressor Bearing <strong>Oil</strong> Supply Temperature,<br />
°F (°C)<br />
Rotor Injection <strong>Oil</strong> Filter Differential, psi<br />
(barg )<br />
System <strong>Oil</strong> Temperature, °F (°C)<br />
Gas Balance Pressure, psig (barg )<br />
Separator Coalescing Filter<br />
Differential, psi (bar g )<br />
Coalescing Scavenged <strong>Oil</strong> Line Valve<br />
Adjusted & Flow Observed<br />
Mechanical Seal Weep Rate,<br />
drops/minute<br />
System <strong>Oil</strong> Level<br />
Compressor <strong>Oil</strong> Added, gal. (L)<br />
Remarks:<br />
PAGE 3 - 6 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Maximum Allowable Working Pressure<br />
All <strong>Ariel</strong> <strong>Rotary</strong> Compressors have a "Maximum Allowable Working Pressure (MAWP)." The<br />
MAWP, the hydrostatic test pressure, and the test date are stamped on every rotor housing,<br />
adjacent to the suction cover or on the suction end (see Figure 1-7: on page 1-8).<br />
API Standard 619, Third Edition, June 1997, Paragraph 3.1.18 defines "Maximum Allowable<br />
Working Pressure" as follows:<br />
"Maximum allowable working pressure (MAWP): The maximum continuous<br />
pressure for which the manufacturer has designed the equipment (or any part to<br />
which the term is referred), when handling the specified fluid at the maximum<br />
specified temperature."<br />
Relief Valve Settings<br />
It is the responsibility of the packager to provide relief valves to protect equipment, piping<br />
and oil separator in compliance with API Standard 619, paragraphs 5.4.3.6.1 and 5.4.3.6.3.<br />
Maximum relief valve settings are not to exceed the MAWP rating of the compressor or piping<br />
components whichever is less.<br />
Filling and Priming an <strong>Oil</strong> Lube <strong>Oil</strong> System - Before Starting<br />
Filling The System<br />
!<br />
CAUTION<br />
OPERATING CONDITIONS MUST NOT EXCEED COMPRES-<br />
SOR DESIGN LIMITATIONS.<br />
1. Fill the oil filters, piping and gas/oil separator to a level high on the sight glass.<br />
2. Run the prelube pump to assure system is filled, and bearings and seals are<br />
pre-lubed. Bleed piping and cooler high points vents to remove trapped air pockets.<br />
Check sight glass on separator. <strong>Oil</strong> level at start-up could be high or low on<br />
the site glass depending on component elevation. DO NOT OVERFILL. Proper<br />
oil system level is to be checked after compressor is operating when temperatures<br />
and pressures have stabilized and should be mid-point of the site glass,<br />
during normal operation.<br />
3/02 PAGE 3 - 7
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Slide Valve Positioning - Hydraulic<br />
On compressors furnished with hydraulically positioned slide valves, valve position may be<br />
hydraulically changed, from 100% to minimum axial position with the compressor running or<br />
stopped, to adjust the compressor's capacity. Hydraulic pressure, at a pressure greater than<br />
discharge pressure, is used to move the slide valve in an unload direction. Spring tension<br />
and/or discharge pressure exert a force on the slide valve in the load direction. Individual<br />
compressor package design determines whether slide valve hydraulic oil is ported with manually<br />
operated valves or is integrated into the control system's automation using remote<br />
actuated valves. Refer to Figure 3-1: on page 3-9.<br />
Theory of Operation<br />
To unload, open the “in” shutoff valve (bottom connection) with the “out” shutoff valve closed<br />
(top connection). Compressor oil enters the hydraulic cylinder moving the slide valve toward<br />
the discharge end to unload.<br />
To hold, close both the “in” and “out” shutoff valves. <strong>Oil</strong> is captured in the cylinder and holds<br />
the slide valve in position.<br />
To load, open the “out” shutoff valve with the “in” shutoff valve closed. Discharge gas moves<br />
the slide valve toward the suction end, discharging oil into the rotor housing to load.<br />
PAGE 3 - 8 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Axial<br />
Position<br />
Indicator<br />
<strong>Oil</strong> - Out<br />
<strong>Oil</strong> - In Control Piston<br />
at 25%<br />
100% Axial Position -<br />
Full Load<br />
100%<br />
(Full Load)<br />
FIGURE 3-1: SLIDE VALVE AXIAL POSITIONING - TYPICAL HYDRAULICALLY CONTROLLED INTERNALLY<br />
CHANGEABLE V i<br />
Visual Position Indicator (Yellow Pointer), Internally Changeable<br />
Models<br />
The yellow pointer provides visual indication of the slide valve's axial position from 0% to<br />
100%. The axial position is set to 0% for start-up, and is then adjusted for 25% to 100% for<br />
continuous operation. (Refer to Figure 3-1:). The pointer is shaft mounted with a set screw<br />
friction fit and can be adjusted for accuracy to match 0% or 25% and 100%. See "Slide Valve<br />
Axial Position Indicator Transducer" on page 5-8 for more details.<br />
Visual Position Indicator (Yellow Pointer), Externally Changeable<br />
Models<br />
The yellow pointer provides visual indication of the slide valve’s axial position from 20% to<br />
100%. A 20% position stop limits the travel to a 20% minimum position and the slide valve<br />
spring is not used. (Refer to Figure 5-9: on page 5-11 and Figure 5-10: on page 5-11 for<br />
Hand Wheel Controlled and Hydraulically Controlled versions, respectively). The axial posi-<br />
3/02 PAGE 3 - 9<br />
25%<br />
0%<br />
25% Axial Position -<br />
Min. Continuous Load<br />
Axial Position Indicator - Pointer<br />
Slide Valve<br />
at 25%<br />
0% (Unloaded)<br />
Yellow<br />
Pointer
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
tion is set to minimum (20%) for start-up and is then adjusted for 25% to 100% for continuous<br />
operation. The pointer is shaft mounted with a set screw friction fit and can be adjusted<br />
for accuracy to match 20% or 25% or 100%. See See “Slide Valve Axial Position Indicator<br />
Transducer” on page 5-8. for more details.<br />
NOTE: WHEN THE V i SPACER IS CHANGED, THE INDICATOR RANGE STICKER MUST<br />
ALSO BE CHANGED.<br />
Slide Valve Positioning at Start-up<br />
Prior to starting, operate the prelube oil pump to provide control cylinder hydraulic pressure<br />
and position hydraulic valve to move slide valve to the minimum (unloaded) position, see<br />
Figure 4-1: on page 4-3. Position the hydraulic valve to maintain slide valve in the minimum<br />
position during start-up. Position other oil system valves, as required, for normal operations.<br />
After starting, and as soon as idle speed is achieved, immediately load compressor to 25%<br />
minimum slide valve axial position which is done by removing oil from the cylinder. The slide<br />
valve's internal spring will position the internally changeable slide valve, or the fixed stop for<br />
externally changeable, to approximately the 20% axial position, then the developed discharge<br />
gas pressure will continue to move the slide valve toward the full load position. When<br />
the 25% position is achieved, position hydraulic valve to hold the slide valve at this position.<br />
Bearing oil pressure and discharge pressure should increase immediately after loading the<br />
compressor.<br />
NOTE: COLD OIL EXITING THE CONTROL CYLINDER WILL DRAMATICALLY<br />
INCREASE SLIDE VALVE POSITIONING TIME COMPARED TO HOT OIL. IT MAY<br />
BE NECESSARY TO HEAT TRACE AND INSULATE CONTROL CYLINDER OIL<br />
TUBING LINES FOR COLD WEATHER APPLICATIONS.<br />
After compressor is up to rated speed, the slide valve may be moved to an appropriate load<br />
position by operating the hydraulic valve to relieve hydraulic oil pressure in the cylinder. Discharge<br />
gas pressure will move the slide valve toward the full load position. See "Theory of<br />
Operation" on page 3-8 for more details regarding unload, hold & load.<br />
NOTE: ANY OIL LEAKAGE OUT OF THE SINGLE ACTING CONTROL CYLINDER OR<br />
ACROSS THE CONTROL PISTON SEALING RING WILL MOVE THE SLIDE<br />
VALVE TOWARD THE FULL LOAD POSITION.<br />
Slide Valve Positioning - Hand Wheel<br />
The slide valve position may be manually changed, from 100% to 20% axial position with the<br />
compressor running or stopped, to adjust the compressor's capacity. A manual hand wheel<br />
is used to move the slide valve in both load and unload directions, using a non-rising stem<br />
design. A stem locking device is used to hold the slide valve in a given position. The slide<br />
valve's axial position is determined by counting the number of hand wheel turns, as shown in<br />
Table 1-2 on page 1-7. Refer to Figure 3-2: on page 3-12.<br />
The slide valve cylinder piston's seal ring is designed for oil pressure containment. Filtered,<br />
pressured compressor oil is connected to the control cylinder, on the slide valve piston's<br />
PAGE 3 - 10 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
hand wheel side, as a balancing force during hand wheel operation. Discharge pressure<br />
always exerts a force on the slide valve in the load direction. Refer to Figure 4-2: on page 4-<br />
4 for the balance oil connection details.<br />
For ease of hand wheel operation the cylinder uses a balancing oil line, to allow for oil displacement<br />
and oppose discharge pressure forces on the slide valve. <strong>Oil</strong> fills the control cylinder<br />
as the slide valve moves toward the discharge end (unload position), and oil empties<br />
from the control cylinder as the slide valve moves toward the suction end (load position). Filtered<br />
oil also lubricates the piston's wear bands and sealing ring.<br />
This slide valve cylinder design may allow for the conversion between manual & hydraulic<br />
slide valve operation, with a minimum of conversion components. Contact <strong>Ariel</strong> for conversion<br />
details.<br />
Theory of Operation<br />
To unload the compressor, the slide valve can be adjusted when the compressor is pressurized<br />
and operating. To adjust capacity, loosen the stem locking device, so the stem is free to<br />
turn. Turn the stem by using the hand wheel on the outboard shaft end. When facing the<br />
hand wheel, turn the wheel counter-clockwise to unload, moving slide valve toward discharge<br />
end.<br />
To hold the slide valve position, re-tighten the stem locking device to the torque value shown<br />
in Table 1-4 on page 1-10.<br />
To load the compressor, the slide valve can be adjusted when the compressor is pressurized<br />
and operating. To adjust capacity, loosen the stem locking device, so the stem is free to turn.<br />
Turn the stem by using the hand wheel on the outboard shaft end. When facing the hand<br />
wheel, turn hand wheel clockwise to load, moving slide valve toward suction end.<br />
To hold the slide valve position, re-tighten the stem locking devise to the torque value shown<br />
in Table 1-4 on page 1-10.<br />
3/02 PAGE 3 - 11
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Hand Wheel Balance Piston Balance Cylinder<br />
Slide Valve Positioning at Start-up<br />
Prior to starting, unload the compressor by moving the slide valve to a 20% axial position<br />
against the internal stop pin (refer to Figure 3-2:). After starting and when compressor is at<br />
rated speed, move the slide valve to a load position appropriate for the operating conditions.<br />
See "Theory of Operation" on page 3-11 for more details regarding unload, hold and load.<br />
Balance <strong>Oil</strong> Connection<br />
V i Spacer Slide Valve 20% Position Stop<br />
FIGURE 3-2: SLIDE VALVE AXIAL POSITIONING - TYPICAL HAND WHEEL CONTROLLED<br />
Beginning December, 2000, all AR model rotary compressors with the hand wheel option<br />
are shipped with the slide valve cylinder’s balance oil connections plugged. The Packager is<br />
responsible for installing this line to the rotor injection oil supply, downstream of appropriate<br />
filtration but upstream of the rotor injection oil flow check and regulating valves. Refer to Figure<br />
4-2: on page 4-4 for a detailed illustration of oil flow.<br />
Compressors with hand wheel capacity control can change the slide valve’s axial position by<br />
manually turning the hand wheel, in both the load and unload directions, between 100% (full<br />
load) and 25% (minimum continuous load). Discharge pressure always exerts a force on the<br />
slide valve, in the load direction, that is opposed by balance oil pressure. Filtered, pressurized<br />
compressor oil is connected to the slide valve control cylinder, on the piston’s hand<br />
wheel side, as a balancing force during hand wheel operation.<br />
For ease of hand wheel operation, the cylinder uses a balancing oil line to allow for oil displacement<br />
and to oppose discharge pressure forces on the slide valve. <strong>Oil</strong> fills the control<br />
cylinder as the slide valve moves toward the discharge end (unload position) and oil empties<br />
from the control cylinder as the slide valve moves toward the suction end (load position).<br />
This filtered oil supply also lubricates the piston’s wear bands and sealing ring.<br />
PAGE 3 - 12 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
<strong>Ariel</strong> recommends using rotor injection oil for control cylinder balancing because this pressure<br />
is approximately discharge pressure. This pressure balance minimizes the manual<br />
torque requirement when unloading the compressor. Earlier designs, with balance oil tubed<br />
from the bearing oil supply resulted in excessive torque requirements when this pressure<br />
was substantially less than the discharge pressure.<br />
During operation, compressor oil is always diluted by process gas, similar to a carbonated<br />
drink. Gas will flash out of the oil as pressure is reduced. The presence of flashed gas in the<br />
control cylinder can result in a compressible gas pocket in the control cylinder. A large gas<br />
pocket can generate alternating loads on the hand wheel’s threaded rod that may result in<br />
galled threads and difficulty adjusting slide valve position. <strong>Ariel</strong> recommends connection of<br />
the balance oil tubing to the cylinder’s top port. A top connection acts like a high point vent<br />
as oil exits the cylinder. The bottom connection can still be used for manual oil draining of<br />
the control cylinder. Refer to Figure 3-3: for balance oil connection details.<br />
Crank<br />
Handle<br />
Balance <strong>Oil</strong><br />
Connection<br />
Hand<br />
Wheel<br />
Balance<br />
Piston<br />
<strong>Oil</strong> Drain<br />
Plug Cylinder<br />
Mounting<br />
Bolts<br />
Balance<br />
Cylinder<br />
V i Spacer<br />
Locating<br />
Dowel<br />
<strong>Oil</strong> Drain<br />
Plug<br />
Slide Valve<br />
������ ���� ����� ����� ������� ��� �����������<br />
Built In Volume Ratio Changes - Internally Changeable V i<br />
With an internally changeable volume ratio (V i) slide valve cylinder, the compressor's built in<br />
V i can be changed by installing the appropriate slide valve. There are four different slide<br />
valve volume ratios (V i = 2.0, 2.6, 3.5, 4.8) that are interchangeable within each compressor<br />
model. Control cylinder removal is required to access the slide valve to piston rod bolted<br />
connection for slide valve replacement. Compressors, equipped with internally changeable<br />
slide valves, are supplied with a specific slide valve V i to match the initial operating conditions.<br />
If operating condition changes requiring a change in V i, it will be necessary to purchase<br />
a new slide valve with the required V i .<br />
Refer to Section 5 - Maintenance for illustrations and details.<br />
Lock washer<br />
and Nut<br />
20% Position<br />
Stop<br />
3/02 PAGE 3 - 13
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Built In Volume Ratio Changes - Externally Changeable<br />
V i<br />
With an externally changeable volume ratio (V i ) slide valve cylinder, a fixed V i slide valve is<br />
used but does not have to be changed out as does the internally changeable type. The compressor's<br />
built in V i can be changed by installing the appropriate external V i spacer (V i = 2.2,<br />
2.6, 3.5, 4.8), which locates the slide valve (discharge port) at the required volume ratio<br />
position. Compressors, equipped with externally changeable slide valves, are supplied with<br />
all shim-spacers and the hardware required to adjust to all V i options.<br />
Refer to Section 5 - Maintenance for illustrations and details.<br />
Thrust Balance System<br />
The thrust balance pressure system provides an adjustable counter thrust force to maximize<br />
male rotor thrust bearing life. The thrust balance system consists of a tubing line connected<br />
to discharge pressure, an adjustment valve and a pressure gauge to apply a specific pressure<br />
to the balance piston mounted on the male rotor's suction end.<br />
NOTE: FAILURE TO SET THE BALANCE LINE PRESSURE FOR THE CURRENT<br />
OPERATING CONDITIONS WILL SIGNIFICANTLY DECREASE THE LIFE<br />
EXPECTANCY OF THE THRUST BEARINGS. ARIEL STRESSES THE IMPOR-<br />
TANCE OF PROPERLY ADJUSTING AND MAINTAINING THRUST BALANCE<br />
PRESSURES TO OPTIMIZE MALE ROTOR THRUST BEARING LIFE AND TO<br />
PREVENT PREMATURE BEARING FAILURE.<br />
Thrust Balance Pressure Adjustment<br />
Rotor thrust forces on a rotary compressor are a function of suction pressure, discharge<br />
pressure and installed volume ratio. <strong>Ariel</strong> rotary compressors are furnished with a thrust-balancing<br />
feature that allows the application of an opposing thrust force, through the use of<br />
adjustable gas pressure against a thrust balance piston. This balance piston is mounted on<br />
the male rotor’s suction end. When balance gas pressure is applied, bearing thrust is<br />
reduced. Maintaining a thrust balance pressure appropriate for current operating conditions<br />
is important to minimize thrust loads and to achieve long term compressor run time. The<br />
<strong>Ariel</strong> <strong>Rotary</strong> <strong>Screw</strong> Performance program provides target thrust balance pressures.<br />
A change in compressor thrust force is more dependent on a change in suction pressures<br />
than on a change in discharge pressures. Maintaining proper thrust balance pressures on<br />
compressors with a normal operation suction pressure of 30 psig (2.1 bar g ) and higher<br />
should be given utmost attention. Generally, a slightly higher thrust balance pressure than<br />
the target pressure is best. <strong>Ariel</strong>’s target thrust balance pressure is the minimum pressure<br />
setting for a given set of operating conditions.<br />
Thrust balance pressure is read on the gauge shown in Figure 3-4:. The pressure is<br />
adjusted by opening or closing the manual valve. Check the thrust balance pressure as part<br />
of the daily routine and adjust the pressure to match the target pressure for the current operating<br />
conditions.<br />
PAGE 3 - 14 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
Thrust Balance<br />
Pressure Gauge<br />
Balance Pressure<br />
Adjustment Valve<br />
FIGURE 3-4: THRUST BALANCE PRESSURE GAUGE AND ADJUSTMENT VALVE<br />
Gas/<strong>Oil</strong> Separator Coalescing Filter - Scavenged <strong>Oil</strong> Line<br />
Flow Adjustment<br />
The gas/oil separator coalescing filter removes residual oil from the discharge gas stream.<br />
The oil scavenge line is necessary to minimize oil accumulation on the downstream side of<br />
the coalescing filter. A metering valve, check valve, flow indicator and a 75 micron (0.003 in.)<br />
strainer or filter are to be located in the scavenged oil line to return the downstream coalescing<br />
filter oil to the compressor. See Figure 4-1: on page 4-3 and Figure 4-2: on page 4-4.<br />
With the compressor at normal operating conditions, adjust the valve to show gas flow<br />
movement into the compressor with minimal oil inclusion. If 100% of coalesced oil is not<br />
removed from the downstream side of the filter, the oil level will increase. The result is oil<br />
carry-over due to reduced filter cross-sectional area and excessive gas velocity through the<br />
filter. Excessive scavenged gas flow will reduce compressor performance due to the recycled<br />
gas. Insufficient scavenged oil flow will reduce coalescing filter performance resulting in<br />
oil carry-over with discharge gas stream.<br />
Sour Gas Service with over 100 ppm to 2% H 2 S or Other<br />
Dangerous Gases<br />
It is not recommended that single seal <strong>Ariel</strong> rotary screw compressors be used in Sour Gas<br />
Service with over 100 ppm H 2S or other dangerous gas service. Single seal <strong>Ariel</strong> rotary<br />
screw compressors may not be used in Sour Gas Service over 2% H 2 S.<br />
3/02 PAGE 3 - 15
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 3 - START UP<br />
If an <strong>Ariel</strong> rotary screw compressor is used in H 2 S sour gas (between 100 ppm to 2%) or<br />
other dangerous gas service, it is the responsibility of the end user to provide all the necessary<br />
safety equipment, procedures and training to protect personnel from gas leakage.<br />
When operating <strong>Ariel</strong> <strong>Rotary</strong> compressors in dangerous gas service, at shutdown the compressor<br />
must be immediately blown down to remove all dangerous gases, i.e. vented, and/or<br />
purged with a non-toxic gas to prevent danger to personnel.<br />
Compressor Re-Application<br />
NOTE: IF ANY OF THE CONDITIONS LISTED BELOW CHANGE, CONSULT YOUR<br />
PACKAGER AND/OR ARIEL FOR ANY HARDWARE AND/OR DOCUMENTA-<br />
TION CHANGES THAT ARE REQUIRED. PERFORMANCE, VOLUME RATIO,<br />
OIL PUMP FLOW AND LUBE OIL RATE MUST BE RE-CALCULATED.<br />
1. Gas pressures, temperatures or flow requirements.<br />
2. Gas properties.<br />
3. Driver type, speed or torque.<br />
4. Re-location of compressor to a different site.<br />
PAGE 3 - 16 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 4 - OIL SYSTEM, LUBRICATION &<br />
VENTING<br />
General<br />
The oil system is vital for successful operation of rotary screw compressors and deserves<br />
special attention in the package design and operation. <strong>Ariel</strong> oil flooded rotary screw compressors<br />
utilize a pressurized, filtered, recirculation oil system. <strong>Oil</strong> is supplied to the compressor<br />
thorough rotor injection and various oil connections.<br />
<strong>Oil</strong> flooding of the compression chamber is supplied at rotor injection. Pumped oil supplies<br />
lubrication to the bearings, oil to the mechanical seal and provides hydraulic power to position<br />
the slide valve. Pumped oil is scavenged in the compression chamber at an internal<br />
pressure less than rotor injection. The compressor oil system provides the following major<br />
functions:<br />
1. Seals the internal running clearances and mechanical seal.<br />
2. Absorbs the heat of compression.<br />
3. Lubrication of rotors, bearings and mechanical seal.<br />
4. Hydraulic power - to move slide valve.<br />
The process gas will dilute the oil, both mineral and synthetic, resulting in reduced viscosity.<br />
The pressurized oil viscosity reduction can be predicted and will remain stable provided that<br />
gas composition, pressure and temperature do not change and that any liquids are effectively<br />
removed from the gas prior to compressor suction.<br />
Careful consideration must be given to proper lubrication selection. The degree of compressor<br />
oil dilution/saturation by the process gas stream is influenced by the following factors:<br />
1. Process gas composition/Specific Gravity (SG) - usually the higher the SG, the<br />
greater the oil dilution.<br />
2. Discharge gas pressure - the higher the pressure, the greater the oil dilution.<br />
3. Discharge gas temperature - the higher the gas/oil separator reservoir temperature,<br />
the less the oil dilution.<br />
4. Lubricant selection - some oil types are more prone to dilution.<br />
Lubricants commonly used in oil flooded rotary compressors include petroleum based oils<br />
and synthetic fluids. Lubricant additives are used to improve the viscosity index, inhibit oxidation,<br />
depress the lubricant pour point, inhibit rust formation, improve detergency, provide<br />
anti-wear protection, provide extreme pressure protection, improve “lubricity”, decrease<br />
effects of gas dilution, increase “wetability”, and resist “washing” of the lubricant due to<br />
water, wet or saturated gas, or dilutive properties of the gas stream.<br />
Viscosity index is a measure of the ability of an oil to resist the thinning effect caused<br />
•<br />
by increasing the oil temperature.<br />
3/02 PAGE 4 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
• Lubricity is the “slipperiness” or ability of a lubricant to decrease friction.<br />
Wetability is a measure of the ability of the lubricant to adhere to metal surfaces. An<br />
•<br />
increase in wetability increases the lubricants’ resistance to “washing” effects.<br />
Pressure gauges are required for monitoring pressure drop across all oil filters.<br />
Compressor oil should be changed at regular maintenance intervals or when oil sample<br />
results indicate the need. A more frequent oil change interval may be required if operating in<br />
an extremely dirty environment or if the oil supplier recommends it. <strong>Oil</strong> sampling should be<br />
performed on a regular basis to verify suitability of oil for continued service. Degradation to<br />
the next lower viscosity grade below the original viscosity or an increase in viscosity to the<br />
next higher grade requires a complete oil change.<br />
NOTE: THESE OIL RECOMMENDATIONS ARE GENERAL GUIDELINES. IF THE REC-<br />
OMMENDED LUBRICANTS OR FLOW RATES DO NOT APPEAR TO WORK<br />
ADEQUATELY, FLOW RATES AND/OR LUBRICANT TYPES MAY NEED TO BE<br />
CHANGED. PLEASE CONTACT THE OIL SUPPLIER FOR SPECIFIC LUBRI-<br />
CANT RECOMMENDATIONS.<br />
Lubricants<br />
It is not <strong>Ariel</strong>’s policy to recommend any particular type or brand of oil. There are many companies<br />
who specialize in recommending blended or synthetic oil for a given application.<br />
These consultants given the gas composition analysis and operating conditions conduct<br />
proprietary flash gas and dilution calculations to determine proper lubrication and heat<br />
removal, as well as oxidation inhibition, rust and corrosion inhibition, and anti-wear properties.<br />
Use of an experienced reliable lubricant consulting service is recommended.<br />
Compressor bearings are designed to operate with an optimum kinematic viscosity of 112<br />
SUS (23 cSt) at compressor casing oil inlet port.<br />
The minimum kinematic viscosity at operating conditions is 80 SUS (15 cSt). Com-<br />
•<br />
pressor operation with oil viscosity below 112 SUS (23 cSt) will cause lubrication and<br />
sealing deterioration.<br />
The maximum kinematic viscosity at operating conditions is 142 SUS (30 cSt).<br />
•<br />
Once a rotary compressor oil viscosity is selected, operating viscosity is affected by temperature<br />
and pressure in the gas/oil separator, plus ingested liquid contaminants in the suction<br />
gas stream.<br />
Additives must not be corrosive to lead or copper base bearing materials.<br />
Automatic transmission fluids (ATF) and used engine oils are not to be used for rotary compressor<br />
oils.<br />
PAGE 4 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Lube<br />
<strong>Oil</strong><br />
To Mech<br />
anical<br />
Seal w/<br />
Orifice<br />
FIGURE 4-1: TYPICAL LUBE OIL SYSTEM - HYDRAULIC SLIDE VALVE CONTROL CYLINDER<br />
TABLE 4-1: ILLUSTRATION LEGENDS FOR FIGURE 4-1<br />
GAS CONNECTIONS OIL CONNECTIONS PUMP CONNECTIONS INSTRUMENTATION SYSTEM COMPONENTS<br />
A1. Suction Flange<br />
A2. Discharge Flange<br />
Load<br />
B1. Main <strong>Oil</strong> Supply<br />
B2. Rotor <strong>Oil</strong> Injection<br />
- Female<br />
B3. Rotor <strong>Oil</strong> Injection<br />
- Male<br />
B4. Scavenge <strong>Oil</strong><br />
B5. Mechanical<br />
Seal/Thrust Bearing<br />
<strong>Oil</strong><br />
High Lo<br />
To Scavenger<br />
From<br />
Separator<br />
P1. <strong>Oil</strong> Pump Suction<br />
P2. <strong>Oil</strong> Pump Discharge<br />
Slide Valve Hydraulic<br />
Cylinder<br />
<strong>Ariel</strong> <strong>Twin</strong> <strong>Screw</strong><br />
<strong>Rotary</strong> Compressor<br />
To Rotor<br />
Injection<br />
PI. Pressure Indicator<br />
PDSLL. Pressure<br />
Differential Switch<br />
LoLo - <strong>Oil</strong> Supply<br />
TE. Temperature<br />
Element<br />
TSHH. Temperature<br />
Switch - HiHi (<strong>Oil</strong><br />
Supply/Discharge)<br />
Process<br />
Gas<br />
Suction<br />
Piping<br />
By <strong>Ariel</strong><br />
Gas/<strong>Oil</strong><br />
Separator<br />
<strong>Oil</strong> Cooler<br />
1. Inlet Scrubber<br />
2. Check Valve<br />
3. Strainer - Conical,<br />
Gas<br />
4. Shutoff Valve<br />
5. Flow Indicator<br />
6. Relief Valve<br />
7. Pressure Control<br />
Valve<br />
8. Needle Valve - Flow<br />
Control<br />
9. Prelube Pump<br />
10. Integral <strong>Oil</strong> Pump-<br />
Female Rotor Drive<br />
Piping<br />
By Pkgr.<br />
Vent to<br />
Safe<br />
Atmosphere<br />
Process<br />
Gas Discharge<br />
11. Coalescing Filter<br />
12. Differential Pressure<br />
Gauge/Indicator<br />
13. <strong>Oil</strong> Filter<br />
14. Orifice<br />
15. Temp Control Valve<br />
16. Back-Pressure Control<br />
Valve<br />
17. Unload Valve - <strong>Oil</strong> In<br />
18. Loading Valve - <strong>Oil</strong><br />
Out<br />
19. <strong>Oil</strong> Strainer-60 Mesh<br />
20. Trim Valve - Temp<br />
Control Valve<br />
3/02 PAGE 4 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Lube <strong>Oil</strong><br />
To Mechanical<br />
Seal w/ Orifice<br />
FIGURE 4-2: TYPICAL LUBE OIL SYSTEM - HAND WHEEL SLIDE VALVE CONTROL<br />
TABLE 4-2: ILLUSTRATION LEGENDS FOR FIGURE 4-2<br />
GAS CONNECTIONS OIL CONNECTIONS PUMP CONNECTIONS INSTRUMENTATION SYSTEM COMPONENTS<br />
A1. Suction Flange<br />
A2. Discharge Flange<br />
Slide Valve<br />
Hand Wheel<br />
Cylinder<br />
B1. Main <strong>Oil</strong> Supply<br />
B2. Rotor <strong>Oil</strong> Injection<br />
- Female<br />
B3. Rotor <strong>Oil</strong> Injection<br />
- Male<br />
B4. Scavenge <strong>Oil</strong><br />
B5. Mechanical Seal/<br />
Thrust Bearing <strong>Oil</strong><br />
To Slide Valve<br />
Cylinder - Balance<br />
Line -<br />
Bi-Directional<br />
<strong>Oil</strong> Flow<br />
To<br />
Scavenge<br />
From<br />
Separator<br />
P1. <strong>Oil</strong> Pump Suction<br />
P2. <strong>Oil</strong> Pump Discharge<br />
<strong>Ariel</strong> <strong>Twin</strong> <strong>Screw</strong><br />
<strong>Rotary</strong> Compressor<br />
To Rotor<br />
Injection<br />
PI. Pressure Indicator<br />
PDSLL. Pressure Differential<br />
Switch LoLo -<br />
<strong>Oil</strong> Supply<br />
TE. Temperature Element<br />
TSHH. Temperature<br />
Switch - HiHi (<strong>Oil</strong> Supply/Discharge)<br />
Process Gas Suction<br />
Gas/<strong>Oil</strong><br />
Separator<br />
<strong>Oil</strong> Cooler<br />
Piping<br />
By <strong>Ariel</strong> Piping<br />
By Pkgr.<br />
Vent to<br />
Safe<br />
Atmosphere<br />
Process<br />
Gas Discharge<br />
1. Inlet Scrubber<br />
2. Check Valve<br />
3. Strainer - Conical,<br />
Gas<br />
4. Shutoff Valve<br />
5. Flow Indicator<br />
6. Relief Valve<br />
7. Not Used<br />
8. Needle Valve - Flow<br />
Control<br />
9. Prelube Pump<br />
10. Integral <strong>Oil</strong> Pump -<br />
Female Rotor Drive<br />
11. Coalescing Filter<br />
12. Differential Pressure<br />
Gauge/Indicator<br />
13. <strong>Oil</strong> Filter<br />
14. Orifice<br />
15. Temperature Control<br />
Valve<br />
16. Back-Pressure Control<br />
Valve<br />
17. Not Used<br />
18. Loading Valve - <strong>Oil</strong><br />
Out<br />
19. <strong>Oil</strong> Strainer - 60 Mesh<br />
20. Trim Valve - Temperature<br />
Control Valve<br />
PAGE 4 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Petroleum Based <strong>Oil</strong>s - also referred to as mineral oils:<br />
Paraffinic - higher wax content, better resistance to thinning at higher operating temperatures<br />
than napthenic.<br />
Napthenic - (as compared to paraffinic) lower wax content, better flowability at low temperatures<br />
for cold start-ups, lower resistance to thinning at higher operating temperatures, better<br />
solvency, lower life/oxidation stability.<br />
Animal fat and vegetable oil additives are not be used in rotary screw compressors.<br />
Synthetic Lubricants<br />
Synthetic lubricants are man-made materials with more consistent, controlled chemical<br />
structures than petroleum lubricants. This improves predictability of viscosity and thermal<br />
stability. Synthetic lubricants can be designed with better dilution resistance, better oxidation<br />
resistance, better lubricity, better film strength, natural detergency, lower volatility, and<br />
results in decreased operating temperatures. These attributes can help to decrease rotor<br />
injection feed rate requirements. Justification for the use of synthetic lubricants is based on<br />
energy savings, reduced lubricant usage, increased component life, decreased equipment<br />
downtime, and reduced maintenance/labor. Some synthetic lubricants can be used in the<br />
compressor lubrication. Consult with the lubricant supplier before using these lubricants in<br />
the compressor.<br />
•<br />
•<br />
Synthesized Hydrocarbons - polyalphaolefins (PAO) can be used as compressor<br />
lubricants:<br />
1. Compatible with mineral oils.<br />
2. Compatible with viton.<br />
3. Generally not water soluble.<br />
4. Diluted by heavy hydrocarbon gases.<br />
5. Requires additives to improve detergent action and improve seal compatibility.<br />
6. Soluble in some gases. Verify application with lubricant supplier.<br />
7. Compatible with Viton and HNBR - Buna N (high end acrylonitrile-butadiene).<br />
Organic Esters - diesters and polyolesters:<br />
1. Compatible with mineral oils<br />
2. Incompatible with some rubbers (O-rings), plastics, and paints. Compatible with<br />
Viton.<br />
3. Primarily used in air compressors.<br />
• Polyglycols - polyalkylene glycols (PAG), polyethers, polygylcolethers, and polyalkylene<br />
glycol ethers:<br />
1. Not compatible with mineral oils, some plastics and paints. Requires complete<br />
system flush when changing to or from polyglycols. Contact oil supplier<br />
for flushing details.<br />
2. Can be water soluble - must verify application with lubricant supplier.<br />
3. Resistant to hydrocarbon gas dilution. Excellent wetability.<br />
4. Poor inherent oxidation stability and corrosion protection - requires additives.<br />
3/02 PAGE 4 - 5
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
5. Compatible with Viton and HNBR - Buna N (high end acrylonitrile-butadiene).<br />
6. Not recommended for air compressors.<br />
Auxiliary Equipment<br />
Lube <strong>Oil</strong> Strainer<br />
The strainer is located between the pump suction and the oil cooler. The strainer basket<br />
should be taken out and washed in an appropriate solvent whenever the lubricating oil is<br />
changed.<br />
<strong>Oil</strong> Cooler<br />
All compressors must have an oil cooler. Maximum allowable oil temperature into the compressor<br />
is determined by the process gas dew point, operating conditions and the type of oil.<br />
<strong>Oil</strong> temperature into the compressor is recommended to be 150°F (65°C). The packager is<br />
responsible for sizing a proper oil cooler. Operating conditions which must be taken into<br />
account are; the cooling medium, cooling medium temperature, cooling medium flow rate,<br />
lube oil temperature, lube oil flow rate, gas temperatures and gas compression capacities.<br />
<strong>Oil</strong> heat rejection data for each application is determined from the <strong>Ariel</strong> <strong>Rotary</strong> Compressor<br />
Performance Program (contact your Packager or <strong>Ariel</strong> when you need this information).<br />
The cooler should be mounted as close to the compressor as possible, with piping<br />
of adequate size to minimize pressure drop of both the oil and the cooling medium.<br />
Temperature Control Valve<br />
For proper operation of the oil system a temperature control valve is required. The maximum<br />
differential pressure between the hot oil supply line (point B) and the cooled oil return line<br />
(point C) is to be 10 psi (0.7 bar). Refer to Figure 4-1: <strong>Ariel</strong> recommends installation of the<br />
temperature control valve in the mixing mode.<br />
The recommended oil injection temperature is 150°F (65°C) at the compressor oil inlet ports.<br />
An oil temperature of 150°F (65°C) is the minimum temperature required to drive off water<br />
vapor. Normally select a temperature control valve with a 150°F (65°C) nominal temperature<br />
setting. If operating conditions dictate otherwise, contact <strong>Ariel</strong> Application Engineering (refer<br />
to “<strong>Ariel</strong> Contact Information” on page7-10 for contact information.<br />
Cold Ambient Temperatures<br />
If a compressor is exposed to cold ambient temperatures, the oil system must be designed<br />
so the unit may be safely started with adequate oil flow to the compressor bearings and<br />
mechanical seal. Temperature controlled cooler by-pass valves, oil heaters, cooler louvers<br />
and even buildings may be needed to assure successful operation.<br />
<strong>Oil</strong> filter differential pressure increases significantly with oil viscosity greater than 2275 SUS<br />
(500cSt). The maximum viscosity of the lube oil for cold ambient temperature starting with-<br />
PAGE 4 - 6 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
out pump cavitation is 7,275 SUS (1600 cSt) provided that all external piping is heat traced<br />
and insulated. Minimum start up temperatures for full or semi-synthetic lubricants can be<br />
reduced based on viscosity index. Start up oil viscosity must be sufficiently low to prevent<br />
pump, filter, bearing or mechanical seal damage.<br />
When electric oil immersion heaters are used with mineral oils, the watt density of the heater<br />
element should not exceed 5 watts per square inch (0.8 W/cm 2 ) for systems without circulating<br />
pumps. <strong>Oil</strong> coking will occur at the element with higher wattage heaters if a circulating<br />
pump is not used. When high wattage heaters are required, the heaters must be interlocked<br />
with an oil circulation pump to assure that coking of the oil will not occur. Coked oil will form<br />
deposits which can “insulate” the system and decrease heat removal. The deposits can also<br />
break loose and act as abrasives in the lubricating system. Synthetic oils may have higher<br />
coking temperature limits, contact your lubrication supplier for details.<br />
Prelube Pump<br />
<strong>Rotary</strong> compressors must have a prelube pump, to ensure bearing and mechanical seal oil<br />
flow, to refill oil filters after maintenance and to position the slide valve to 0% load prior to<br />
start-up, when hydraulic control cylinder equipped.<br />
NOTE: THE MECHANICAL SEAL IS DESIGNED TO OPERATE WITH AN OIL FILM AND<br />
MUST BE PRE-LUBED PRIOR TO STARTING. THE SEAL MUST BE CONTI-<br />
NOUSLY SUPPLIED WITH OIL WHILE COMPRESSOR IS OPERATING. ANY<br />
DRY RUNNING OF SEAL, WITHOUT LUBRICATING OIL, WILL RESULT IN<br />
SCORING OF THE SEAL FACES AND REDUCED SEAL LIFE.<br />
<strong>Oil</strong> Pressure Regulating Valves<br />
The oil pump is generally capable of supplying oil pressure and volume in excess of that<br />
required for a specific application. The pressure regulating bypass valve across the oil pump<br />
is used to supply an adequate oil volume to bearings, mechanical seal and hydraulically<br />
controlled slide valve cylinder, if so equipped, while bypassing the excess oil volume. A<br />
hydraulically controlled slide valve requires a minimum oil pressure approximately 45 psi<br />
(3.1 bar g) above discharge pressure to unload the slide valve.<br />
The second oil pressure regulating valve, used only with hydraulically controlled slide valve<br />
cylinders, reduces oil pressure for the bearings and seal while providing a back pressure for<br />
the hydraulic oil supply. Adjustments to the oil pressure regulating valve settings allow <strong>Ariel</strong><br />
rotary compressors to be applied for a wide variety of operating conditions. Refer to “Compressor<br />
<strong>Oil</strong> Supply Pressure Calculations” on page 4-9 to determine proper settings.<br />
<strong>Oil</strong> Filters<br />
<strong>Ariel</strong> recommends replacing filter elements before differential pressure reaches collapse<br />
pressure across the filter at normal operating temperatures or at six month intervals.<br />
3/02 PAGE 4 - 7
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Bearing, mechanical seal and control cylinder full flow filtration shall equal or exceed a 7 µm<br />
(micron) rating with a 75 Beta ratio (B 7 = 75, 98.7% efficiency rating at removing 7 µm and<br />
larger particle size.<br />
Rotor injection full flow filtration shall equal or exceed a 15 µm (micron) rating with a 75 Beta<br />
ratio (B 15 = 75, 98.7% efficiency rating at removing 15 µm and larger particle size.<br />
NOTE: FAILURE TO FILL FILTER VESSELS WITH OIL PRIOR TO STARTING, AFTER<br />
CHANGING FILTERS, CAN CAUSE SEVERE DAMAGE TO THE COMPRES-<br />
SOR.<br />
Liquids and Contaminants in Gas<br />
The use of higher viscosity lubricants or specially compounded lubricants can compensate<br />
somewhat for the presence of liquids in the gas stream.<br />
NOTE: WHEN THERE ARE FREE LIQUIDS AND CONTAMINANTS PRESENT IN THE<br />
GAS, THE MOST EFFECTIVE LUBRICATION OF ROTARY COMPRESSORS<br />
REQUIRES REMOVAL OF THE LIQUIDS AND CONTAMINANTS BY USING<br />
SCRUBBERS BEFORE THE GAS ENTERS THE COMPRESSOR.<br />
To minimize compressor oil dilution, the gas/oil separator operating temperatures should be<br />
maintained about 20F° (11C°) above the process gas dew point temperature at discharge<br />
pressure, but not less than 150°F (65°C). A separator temperature of 150° (66°C) is the minimum<br />
temperature required to drive water vapor into the process gas stream.<br />
Compressor <strong>Oil</strong> Pump<br />
For compressor oil pump sizing and flow verification, refer to the <strong>Ariel</strong> Performance Program.<br />
The compressor integral oil pump is sized for the driver-compressor package speed range<br />
and gas application pressures, to provide adequate oil flow and pressure for the compressor<br />
within the driver’s normal speed range. Generally, minimum driver speed is based upon a<br />
speed versus horsepower or torque lug curve that determines compressor and oil pump<br />
minimum speeds.<br />
The compressor oil pump is selected to provide adequate lubricating oil and slide valve positioning<br />
hydraulic pressure at minimum driver speed and maximum compressor differential<br />
pressure. The integral compressor oil pump is direct driven by the female rotor, which has a<br />
lower rotating speed than the male rotor. <strong>Oil</strong> pump flow and pressure are determined by<br />
female rotor speed and oil pressure regulating valve adjustment.<br />
PAGE 4 - 8 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Male and female rotor speed limitations are as follows, in Table 4-3:, below. Minimum operation<br />
drive speed to the compressor must not be less than the minimum male rotor speed<br />
limit.<br />
TABLE 4-3: ROTOR SPEED LIMITS<br />
COMPRESSOR<br />
MODEL<br />
Minimum bearing oil supply pressure and shutdown setting are based upon the differential<br />
pressure connection to the scavenged oil gallery. Refer to “Lube <strong>Oil</strong> Shutdowns” on page 4-<br />
10 for additional lube oil shutdown information.<br />
Compressor <strong>Oil</strong> Supply Pressure Calculations<br />
The compressor oil flows are based upon fixed internal clearances, except for mechanical<br />
seal supply which uses a fixed external orifice, supplied by <strong>Ariel</strong>. Adequate compressor oil<br />
flow is based upon measured oil pressure at the compressor connections.<br />
Listed below are the minimum compressor oil pressure requirements: If control cylinder or<br />
bearing oil pressures cannot be met, contact your Packager or <strong>Ariel</strong>.<br />
Where: Ps = Suction Pressure, absolute<br />
Pd = Discharge Pressure, absolute<br />
k = Ratio of Specific Heats for Process Gas in Service<br />
1 psia = 1 psig + atmospheric pressure at elevation<br />
1 (bar a ) = 14.5 psi<br />
ROTOR GEAR<br />
RATIO, MALE<br />
LOBES/FEMALE<br />
FLUTES<br />
1. Slide Valve Control Cylinder Hydraulic Pressure (SVCP), minimum = Pd + 43.5<br />
psia (or + 3 bara )<br />
Example: If, Pd = 75 psia (5.2 bara ),<br />
SVCP = 75 + 43.5 = 118.5 psia<br />
SVCP = 5.2 + 3 = (8.2 bar a )<br />
MINIMUM ROTOR<br />
SPEED, RPM<br />
MALE/FEMALE<br />
2. Bearing <strong>Oil</strong> Pressure (BOP), minimum = 1.5 Ps + 72.5 psi (or + 5 bara) Example: If, Pd = 75 psia (5.2 bara), Ps = 25 psia (1.7 bara) BOP = (1.5 x 25) + 72.5 = 110 psia<br />
BOP = (1.5 x 1.7) + 5 = (7.6 bar a )<br />
MAXIMUM ROTOR<br />
SPEED, RPM<br />
MALE/FEMALE<br />
AR166 5/7 1148/820 5739/4099<br />
AR208 5/7 918/656 4591/3279<br />
AR260K, AR260 5/7 735/525 3550/2366<br />
3/02 PAGE 4 - 9
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
3. Rotor Injection Pressure, approx. (RIP) = Ps x (1.9) k<br />
Actual flow/pressure fluctuates with changes in bearing oil pressure.<br />
Example: If, Ps = 25 psia (1.7 bar a), k = 1.2<br />
RIP = 25 x (1.9) 1.2 = 25 x 2.16 = 54 psia<br />
RIP = 1.7 x (1.9) 1.2 = 1.7 x 2.16 = (3.7 bar a)<br />
Gas Balance Line Pressure (GBLP) Calculation<br />
<strong>Ariel</strong> rotary compressors use regulated discharge gas pressure to provide a counter thrust<br />
force that reduces bearing load on the male rotor active thrust bearing. A minimum gas balance<br />
pressure is determined by the <strong>Ariel</strong> <strong>Rotary</strong> Compressor Performance Program for an<br />
operating condition. Properly monitored and adjusted gas balance pressure is required to<br />
maximize thrust bearing life.<br />
Example: If, Ps = 25 psia (1.7 bar a ), Pd = 75 psia (5.2 bar a ) at 1700 RPM<br />
GBLP = 54 psig minimum<br />
GBLP = (3.5 bar g)<br />
Compressor Re-Application<br />
NOTE: IF ANY OF THE CONDITIONS LISTED BELOW CHANGE, CONSULT YOUR<br />
PACKAGER AND/OR ARIEL FOR ANY HARDWARE AND/OR DOCUMENTA-<br />
TION CHANGES THAT ARE REQUIRED. PERFORMANCE AND OPERATING<br />
PRESSURES MUST BE RE-CALCULATED:<br />
1. Gas pressures, temperatures or flow requirements.<br />
2. Gas properties.<br />
3. Driver Type, speed or torque.<br />
4. Re-location or compressor to a different site.<br />
Warranty<br />
Warranty of component failures which occur while using lubricants which do not meet these<br />
specifications will be subject to review on a case by case basis.<br />
Lube <strong>Oil</strong> Shutdowns<br />
NOTE: THE COMPRESSOR MUST HAVE WORKING LOW OIL PRESSURE AND HIGH<br />
INLET OIL TEMPERATURE SHUTDOWNS.<br />
PAGE 4 - 10 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
Pressure:<br />
Inadequate oil pressure and flow can cause catastrophic compressor damage.<br />
Minimum bearing oil supply pressure alarm and shutdown settings are based upon the differential<br />
pressure connection to the scavenge oil gallery. The low differential oil pressure<br />
shutdown switch (low, low - PDSLL) is normally supplied and installed by the packager with<br />
a low side sensing connection into the scavenge oil gallery.<br />
The normal bearing oil pressure is a value greater than 1.5P s + 72.5 psi (+ 5 bar a), see previous<br />
examples at Bearing <strong>Oil</strong> Pressure (BOP) in “Compressor <strong>Oil</strong> Supply Pressure Calculations”<br />
on page 4-9.<br />
The bearings require a minimum oil supply pressure approximately 75 psig (5 bar g) higher<br />
than the downstream (scavenge oil gallery) pressure to maintain adequate oil flow for lubrication<br />
and cooling. To maintain adequate flow during upset conditions, a shutdown setting of<br />
approximately 60 psig (4+ bar g ) falling pressure is recommended. See Figure 4-3: for an<br />
illustration of the connection points using a differential pressure shutdown (low, low -<br />
PDSLL).<br />
Bearing <strong>Oil</strong> Supply<br />
PDSLL, High Side<br />
1/4” Tubing<br />
FIGURE 4-3: DIFFERENTIAL PRESSURE SWITCH, LOW-LOW (PDSLL)<br />
Scavenge <strong>Oil</strong> Gallery<br />
PDSLL, Low Side<br />
3/02 PAGE 4 - 11
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 4 - OIL SYSTEM, LUBRICATION & VENTING<br />
<strong>Ariel</strong> recommends the oil pressure switch be set to actuate when oil pressure falls below the<br />
following pressures:<br />
Normal oil pressure > 1.5 x Ps + 72.5 psi (= 1.5 x Ps + 5 bar a )<br />
Alarm, psid = (1.5 x Ps + 65 psi), falling<br />
[Alarm, bar d = (1.5 x Ps + 4.5 bar a ), falling]<br />
Shutdown, psid = (1.5 x Ps + 58 psi), falling<br />
[Shutdown, bar d = (1.5 x Ps + 4 bar a ), falling]<br />
Temperature:<br />
The high oil temperature shutdown is to be located at the filter inlet connection. It is to be set<br />
10% above normal oil inlet temperature.<br />
Rotor Injection Flow<br />
Rotor injection oil pressure and flow are a function of operation conditions, specifically suction<br />
and discharge pressures and temperatures. See the <strong>Ariel</strong> Performance Program - generated<br />
summary sheet for required rotor injection oil flow and gas discharge temperature for<br />
given operating conditions. Adjust rotor injection flow throttling valve to maintain the required<br />
minimum discharge gas temperature.<br />
Reducing rotor injection flow will raise discharge gas and oil/gas separator temperature.<br />
Consult <strong>Ariel</strong> Application Engineering before reducing oil flow volume.<br />
Flushing Requirements<br />
Some synthetic and mineral based oils are not compatible. Use extreme care and refer to oil<br />
suppliers recommendations for draining and flushing the oil system when changing to or<br />
from a synthetic oil.<br />
The compressor is tested at the factory using a synthetic - mineral based oil and prior to<br />
shipment protected with a vapor phase inhibitor in a mineral oil. These oils may not be compatible<br />
with the oil selected for field use. Consult the oil supplier to determine if clean-out<br />
flushing is required.<br />
PAGE 4 - 12 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 5 - MAINTENANCE<br />
General Introduction<br />
The major components of the compressor are the rotor housing, discharge housing, rotors,<br />
bearings, mechanical seal, slide valve, thrust balance piston, oil pump and hydraulic slide<br />
valve control cylinder with slide valve position indicator (or slide valve control cylinder with<br />
hand wheel). The mechanical seal, slide valve, slide valve spacers, slide valve position indicator,<br />
and oil pump and coupling may be replaced in the field.<br />
NOTE: DO NOT OTHERWISE DISASSEMBLE THE INTERNALS OF THE COMPRES-<br />
SOR. IF OTHER INTERNAL COMPONENTS NEED REPAIR, RETURN COM-<br />
PRESSOR TO ARIEL FOR OVERHAUL OR EXCHANGE.<br />
Absolute cleanliness, including the use of lint-free wiping cloths, is a necessity during any<br />
maintenance on the compressor. When access covers have been removed, keep the compressor<br />
covered to protect the internal surfaces from debris except when actually working<br />
within it. Any components that have been removed should be protected from falling objects<br />
that might mar or chip machined surfaces.<br />
Whenever the compressor is dismantled, o-rings at non-pressure positions are to be carefully<br />
inspected before reuse, if damaged they should be replaced. O-rings at pressure locations<br />
should be replaced. O-ring lubricants must be compatible with o-ring materials, lube oil<br />
and process gas.<br />
!<br />
CAUTION<br />
TO PREVENT PERSONAL INJURY, ASSURE THAT COM-<br />
PRESSOR ROTOR CANNOT BE TURNED BY THE DRIVER OR<br />
GAS PRESSURE DURING MAINTENANCE: -- ON ENGINE-<br />
DRIVEN COMPRESSORS, REMOVE THE CENTER COUPLING<br />
OR LOCK THE FLYWHEEL. -- ON ELECTRIC MOTOR-DRIVEN<br />
COMPRESSORS, IF IT IS INCONVENIENT TO DETACH THE<br />
DRIVER FROM THE COMPRESSOR, THE DRIVER SWITCH<br />
GEAR MUST BE LOCKED OUT DURING MAINTENANCE.<br />
BEFORE STARTING ANY MAINTENANCE OR REMOVING<br />
ANY COMPONENTS, RELIEVE ALL PRESSURE FROM THE<br />
COMPRESSOR GAS AND OIL SYSTEMS. (SEE PACKAGER’S<br />
INSTRUCTIONS FOR COMPLETELY VENTING THE SYSTEM.<br />
3/02 PAGE 5 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Mechanical Seal<br />
!<br />
CAUTION<br />
AFTER PERFORMING ANY MAINTENANCE, THE ENTIRE<br />
SYSTEM MUST BE PURGED WITH GAS PRIOR TO OPERA-<br />
TION, TO AVOID A POTENTIALLY EXPLOSIVE AIR/GAS MIX-<br />
TURE.<br />
Seal Housing<br />
Spacer Ring<br />
Rotating<br />
Seal - Inner<br />
Ring<br />
O-Ring<br />
O-Ring<br />
O-Ring<br />
Capscrew<br />
FIGURE 5-1: MECHANICAL SEAL TOP VIEW - TYPICAL<br />
Stationary Carbon<br />
Seal - Spring<br />
Loaded Assembly<br />
Clamping<br />
Spacer<br />
Discharge<br />
Cover<br />
Shaft Seal<br />
Lock Nut<br />
Male Rotor<br />
Drive End<br />
Silicon Caulk -<br />
Thread Protection<br />
Anti-Rotation Pin<br />
(AR166 & 208 Only)<br />
Seal<br />
Housing<br />
The mechanical seal prevents loss of internal process gas pressure, at the male rotor drive,<br />
around the shaft to the compressor exterior. The seal consists of a rotating inner ring which<br />
turns with the rotor and a spring loaded carbon seal assembly which is held stationary in the<br />
seal housing cover. Sealing is generated by the spring force and the hydraulic force of the<br />
lubricating oil pressure acting on the seal faces.<br />
On compressor Models AR260 and AR260K, the mechanical seal’s stationary cartridge has<br />
no anti-rotation pin.<br />
PAGE 5 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
On compressor Models AR166 and AR208, the mechanical seal’s stationary cartridge has<br />
an anti-rotation pin and can only be installed one way.<br />
To install the rotating ring, pull it up against the shaft stop with clamping spacer. To install<br />
stationary cartridge into housing, use special tool. To install the mechanical seal housing,<br />
use a torque pattern to pull up square.<br />
Thoroughly clean silicon thread caulk from the shaft. During reassembly, any caulk residue<br />
will be sheared by the clamping spacer and gunk may be forced into the seal’s contact face.<br />
Do not use the shaft seal locknut as a holding (reaction) point when removing the coupling<br />
hub’s collared retaining bolt. Excessive tightening will buckle the thin-walled clamping<br />
spacer.<br />
The mechanical seal must be kept free of oil and oily fingers. <strong>Oil</strong> attracts debris which can<br />
score the surfaces resulting in leaks and reduced service life.<br />
NOTE: MECHANICAL SEAL CRITICAL SURFACES SUCH AS SEAL FACES, O-RING<br />
SEATS AND FITS MUST BE HANDLED WITH EXTREME CARE. REPLACE-<br />
MENT SEAL COMPOMENTS MUST BE TRANSPORTED AND STORED IN THE<br />
ORIGINAL UNOPENED PACKAGING. REPLACEMENT SEALS WHICH HAVE<br />
BEEN SUBJECT TO IMPACT, SUCH AS BEING DROPPED, ARE NOT TO BE<br />
USED. STORAGE MUST BE DRY, DUST FREE AND AT REASONABLE CON-<br />
STANT TEMPERATURE. SEALS STORED IN EXCESS OF THREE YEARS<br />
SHOULD BE RE-INSPECTED BEFORE BEING USED. DO NOT DISSASSEM-<br />
BLE THE SEAL - SPRING LOADED ASSEMBLY.<br />
TABLE 5-1: SEAL AND SEAL HOUSING COVER APPROXIMATE WEIGHTS<br />
MODEL<br />
Replacing the Mechanical Seal<br />
SEAL COVER<br />
LB (kg) LB (kg)<br />
AR166 5 (2) 15 (7)<br />
AR208 9 (4) 25 (12)<br />
AR260K, AR260 11 (5) 44 (20)<br />
Remove thread protection caulking compound, located between the shaft seal lock nut and<br />
coupling hub, being careful not to damage threads. Hold rotor from turning, with drive train<br />
assembled coupling in place, and loosen the shaft seal locknut, using the special spanner<br />
wrench provided in the tool box (see Table 7-1: on page 7-2). Heating lock nut to 200°F maximum<br />
(93°C) may be required to break Loctite seal. Disassemble the coupling center section<br />
and remove the coupling hub half and retaining bolt from the male rotor. Remove the shaft<br />
seal lock nut. Remove the 12 point cap screws that secure the seal housing cover to the discharge<br />
cover. Using the two jack bolts (M12 x 1.75 x 40mm or M16 x 2 x 55mm, class 12.9)<br />
provided in the tool box, jack seal housing cover loose. Slide the seal housing cover and<br />
clamping spacer off the rotor.<br />
NOTE: BE CAREFUL TO PROTECT THE ROTOR THREADS FROM DAMAGE WHEN<br />
REMOVING AND INSTALLING MECHANICAL SEAL.<br />
3/02 PAGE 5 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Remove the inner seal ring and o-ring from the rotor.<br />
Disassemble the seal housing cover internal parts, removing the spacer ring, seal - spring<br />
loaded assembly, both o-rings and jack bolts. Discard both mechanical seal elements, all<br />
three o-rings and lock nut. Clean parts, being careful to remove Loctite residue from rotor<br />
threads, external and internal, and coupling retaining bolt threads.<br />
Reassemble using a new mechanical seal, three new o-rings and new lock nut. Lubricate orings<br />
with a high viscosity silicone fluid such as Parker Super-O-Lube or equal. Put o-ring<br />
and inner seal ring in position on rotor. On the AR166 and AR208 compressors, the seal -<br />
spring loaded assembly utilizes a dowel to help hold it stationary in the seal housing. This<br />
dowel normally does not need to be replaced. Replace both o-rings on the seal housing.<br />
Press seal - spring loaded assembly into seal housing. A cylindrical ring fixture to push<br />
against the seal housing provided in the <strong>Ariel</strong> tool box is required. Do not push against seal<br />
face or tap into place. Reassemble spacer ring and clamping spacer into seal housing.<br />
Slide seal housing on to rotor, being careful to position leakage weep hole downward while<br />
aligning bolting holes. Install cap screws and tighten to torque values in Table 1-3 on Page<br />
5-10.<br />
Apply Loctite grade 222 (purple) to the first two external rotor shaft threads and assemble<br />
nut on to rotor, hand tight. Quickly, temporarily reassemble drive coupling hub and key, hand<br />
tight. Hold coupling hub to keep rotor from turning and tighten the shaft seal locknut, using<br />
the special wrench provided in the tool box to the proper torque value in Table 1-4 on Page<br />
5-10. Working time for Loctite 222 is 10 minutes. Reassemble complete coupling to manufacture’s<br />
instructions. Apply a bead of silicone caulking compound at the shaft to seal lock<br />
nut face covering all of the exposed shaft threads to help protect from impact damage and<br />
thread corrosion.<br />
NOTE: THE COUPLING RETAINING BOLT TORQUE IS BASED UPON COUPLING<br />
DESIGN AND THE POWER TO BE TRANSMITTED. CONSULT PACKAGER’S<br />
INFORMATION FOR PROPER TORQUE VALUE.<br />
Optional Collared Retaining Bolts<br />
<strong>Ariel</strong> offers an optional Collared Retaining Bolt (CRB) for reduced torque compressor applications.<br />
The CRB replaces the standard bolt and washer retaining bolt design that was originally<br />
developed for high horsepower applications that require the use of a special coupling<br />
hub design.<br />
The CRB is a low profile design for use on AR Series rotary compressor drive coupling hubs.<br />
It minimizes the coupling hub counterbore depth for selected coupling designs and allows<br />
the use of the standard, semi-finished coupling hubs that are typical for reduced torque, natural<br />
gas applications.<br />
Refer to <strong>Ariel</strong>’s Engineering Reference ER-41 “<strong>Rotary</strong> Compressor - Coupling Hub Installation<br />
& Retention” for details and application limitations for the use of CRBs.<br />
Installation and removal of the CRB requires the use of an <strong>Ariel</strong> supplied torquing adapter<br />
tool. This tool adapts to standard 1/2” and 3/4” drive torque wrenches and applies torque<br />
PAGE 5 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
using dowel pins. (Refer to Figure 5-2: Collared Retaining Bolt Assembly and Figure 5-3:<br />
Mechanical<br />
Seal Lock Nut<br />
FIGURE 5-2: COLLARED RETAINING BOLT ASSEMBLY<br />
Collared Retaining Bolt and assembly Tool.)<br />
Collared<br />
Retaining<br />
Bolt<br />
Assembly<br />
Tool<br />
Shaft Key<br />
Male Rotor Shaft<br />
Coupling Hub<br />
Collared<br />
Retaining<br />
Bolt<br />
FIGURE 5-3: COLLARED RETAINING BOLT AND ASSEMBLY TOOL<br />
3/02 PAGE 5 - 5<br />
2°<br />
51’<br />
45”<br />
Opening<br />
Sized for<br />
3/4” Drive<br />
Ratchet
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Slide Valve Replacement - Internally Changeable V i<br />
The slide valve may be changed, to provide a different volume ratio (V i ) that is appropriate<br />
for current operating conditions.<br />
To replace the slide valve, move the slide valve to the full load (100%) position. The male<br />
rotor must be rotated so that the shaft keyway is at the top (12 o’clock position), which positions<br />
rotor mesh for ease of slide valve cylinder assembly removal and reinstallation. Be<br />
sure that the compressor is properly vented and that the equipment is locked out so rotors<br />
can not turn. Remove oil lines from slide valve cylinder, and rotor housing drain plug to drain<br />
residual oil. Replace drain plug when oil stops running. Unbolt slide valve indicator or<br />
remove electrical connection, as required, to allow for slide valve cylinder removal.<br />
Axial Position<br />
Indicator<br />
<strong>Oil</strong> Pump<br />
Slide Valve<br />
Axial Position<br />
Indicator<br />
FIGURE 5-4: HYDRAULIC INTERNALLY CHANGEABLE SLIDE VALVE 25% AXIAL POSITION - TYPICAL<br />
“N” VERSION<br />
PAGE 5 - 6 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
TABLE 5-2: HYDRAULICALLY CONTROLLED SLIDE VALVE - APPROXIMATE WEIGHTS<br />
MODEL<br />
Compressors with Individual Cover Plates<br />
If your compressor design does not have a single suction-end cover do not pull the dowel<br />
pin, prior to disassembly. The slide valve cylinder with slide valve is removed using the jack<br />
bolting provided. Slinging parts to an overhead crane may be useful to assist removal.<br />
Remove control cylinder o-ring and discard.<br />
Replacement<br />
SLIDE VALVE ONLY<br />
(INTERNALLY<br />
CHANGEABLE)<br />
SLIDE VALVE &<br />
CONTROL POSITIONER<br />
CYLINDER<br />
With the slide valve at the 80% axial position, hold positioner piston rod with a strap wrench<br />
to prevent shearing the positioning dowel and remove the slide valve nut and lockwasher.<br />
Remove slide valve from the piston rod. Clean parts, being careful to remove Loctite residue<br />
from piston rod and nut threads.<br />
Select a new slide valve with the proper volume ratio (V i) required. Reassemble slide valve<br />
to piston rod with locating dowel properly aligned with the slide valve groove. Apply Loctite<br />
222 (purple) to the first two piston rod threads and install lockwasher and nut. Hold the piston<br />
rod with a strap wrench and tighten nut to the proper torque value in Table 1-4 on Page<br />
5-10. Install a new o-ring lubricated with a high viscosity silicone fluid such as Parker Super-<br />
O-Lube or equal. Remove jack bolts.<br />
Slide Valve Cylinder Reassembly Into Compressor<br />
SUCTION COVER WITH<br />
CYLINDER & SLIDE<br />
VALVE<br />
LB (kg) LB (kg) LB (kg)<br />
AR166 24 (11) 105 (48) 195 (89)<br />
AR208 46 (21) 175 (80) 310 (141)<br />
AR260K 75 (34) 230 (105) 420 (191)<br />
AR260 85 (39) 260 (118) 525 (239)<br />
Insert slide valve cylinder with attached slide valve into the compressor being careful to level<br />
the assembly and lift to put the slide valve on slide guide. On compressors with individual<br />
cover plate (“N”), reinstall the cylinder onto the dowel. Tighten capscrews to the proper<br />
torque in Table 1-3 on page 1-10. Remove lifting tool as required and replace thread protection<br />
plugs or grease.<br />
Reattach oil lines, thrust balance line and slide valve axial position indicator as required.<br />
Stamp or vibra-etch the new volume ratio (V i) and date on the volume ratio change plate.<br />
See Figure 1-7: on page 1-8, top view for plate location.<br />
3/02 PAGE 5 - 7
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Using the pre-lube pump, move the slide valve to the 0% position. Check the yellow visual<br />
position pointer for 0% indication. Calibrate if necessary.<br />
NOTE: THE YELLOW POSITION POINTER IS A SLIDING FRICTION FIT ON THE INDI-<br />
CATOR SHAFT, TO ALLOW FOR CALIBRATION.<br />
Yellow Position Pointer<br />
Front View - Case Cover Removed<br />
Mounting Bolt<br />
Cover<br />
Bolt<br />
Double<br />
Cam<br />
Precision Potentiometer<br />
Cross Section - Cover in Place<br />
Do Not Use a Mounting Gasket between Case and Cylinder Cover<br />
FIGURE 5-5: SLIDE VALVE AXIAL POSITION INDICATOR TRANSDUCER<br />
Slide Valve Axial Position Indicator Transducer<br />
Single Cam<br />
M16 or 3/8 “ NPT<br />
The slide valve axial position indicator transducer provides a visual indication dial (0 to<br />
100%), 5 limit switches with adjustable cams and a precision potentiometer for monitoring<br />
the axial position of the slide valve. Switches 1 and 2 (pins 10 and 9) are single cam and calibrated<br />
by <strong>Ariel</strong> to represent the 0 and 100% positions. Switches 3 thru 5 are provided so<br />
that up to five additional slide valve positions can be calibrated and monitored electronically.<br />
The position indicator transducer is also equipped with a precision wire wound potentiometer<br />
to monitor slide valve position. To calibrate the limit switch cams, use the adjustment<br />
wrench provided inside the position transducer indicator case and held in place with a thumb<br />
screw.<br />
The visual position indicator (yellow pointer) is calibrated by rotating it about a shaft. Its position<br />
is held by friction from tightening a set screw and is pre-positioned by <strong>Ariel</strong> during<br />
assembly. If the pointer indicates more than 100% at full load or less than minimum at startup,<br />
then it must be readjusted.<br />
PAGE 5 - 8 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
If the potentiometer or cams are used to electronically stop slide valve travel, calibration is<br />
very important at minimum and maximum travel. The last few percent of travel to the full load<br />
position have a dramatic affect upon compressor flow and horsepower.<br />
10<br />
FIGURE 5-6: SLIDE VALVE AXIAL POSITION INDICATOR TRANSDUCER - WIRING DIAGRAM<br />
1 kS<br />
1<br />
1<br />
Cams<br />
------ Factory Set ------<br />
0% 100%<br />
9<br />
2<br />
1<br />
8<br />
Cams<br />
------------ Adjustable by User ---------------<br />
2 2 2 2 2<br />
1<br />
3<br />
FIGURE 5-7: POSITION INDICATOR - PRECISION WIRE-WOUND POTENTIOMETER<br />
3/02 PAGE 5 - 9<br />
7<br />
4<br />
1<br />
Electrical Connections<br />
6<br />
1<br />
5<br />
5<br />
4<br />
Precision<br />
Potentiometer<br />
3<br />
3<br />
R<br />
1<br />
1<br />
2<br />
2<br />
CW
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Hole for Thumbscrew to<br />
Secure Wrench Inside of Case<br />
Cam Adjustment Wrench -<br />
<strong>Ariel</strong> Part Number 000550<br />
FIGURE 5-8: POSITION INDICATOR TRANSDUCER - CAM ADJUSTMENT<br />
TABLE 5-3: POSITION INDICATOR - PRECISION WIRE-WOUND SINGLE TURN POTENTIOMETER<br />
TECHNICAL DATA<br />
kS<br />
kS<br />
344S<br />
S<br />
Nominal Resistance 1 (0° TO 330°)<br />
Resistance Tolerance + 5%<br />
Resolution 0.079%<br />
Power Rating 5 W / 40°C<br />
Maximum Wiper Current in Malfunction 100 mA<br />
Protection IP 50<br />
Full Load Position (Maximum Position) 100% = 330° = 1<br />
Starting Position (Minimum Position - Externally Changeable) 20% = 114° =<br />
Starting Position (Minimum Position - Internally Changeable) 0% = 60° = 180<br />
Externally Changeable Slide Valve<br />
Reverse Wrench to<br />
Adjust Opposite Side<br />
Double<br />
Cam<br />
Single<br />
Cam<br />
Slide Valve Volume Ratio (V i ) Change - Externally Changeable V i<br />
The slide valve external spacer may be changed or eliminated to adjust for a different volume<br />
ratio (V i) that is appropriate for current operating conditions. Refer to Table 5-4 on Page<br />
5-11 for spacer thickness values.<br />
PAGE 5 - 10 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
TABLE 5-4: SPACER THICKNESS - EXTERNALLY CHANGEABLE V i Slide Valve<br />
COMPRESSOR<br />
MODEL<br />
SPACER THICKNESS FOR ADJUSTING VOLUME RATIO (V i )<br />
4.8 V i 3.5 V i 2.6 V i 2.2 V i<br />
INCHES (cm) INCHES (cm) INCHES (cm) INCHES (cm)<br />
AR166<br />
0.802 (2.04) 1.812 (4.60) 2.544 (6.46)<br />
AR208 No Spacer Required 1.000 (2.54) 2.270 (5.77) 3.190 (8.10)<br />
AR260K for 4.8 Vi 0.972 (2.47) 2.150 (5.46) 3.000 (7.62)<br />
AR260 1.260 (3.20) 2.840 (7.21) 3.907 (9.92)<br />
Crank<br />
Handle<br />
Hand<br />
Wheel<br />
Balance <strong>Oil</strong><br />
Connection<br />
<strong>Oil</strong> Drain<br />
Plug<br />
Balance<br />
Piston<br />
Cylinder<br />
Mounting<br />
Bolts<br />
Balance<br />
Cylinder<br />
Vi<br />
Spacer<br />
Locating<br />
Dowel<br />
<strong>Oil</strong> Drain<br />
Plug<br />
Lockwasher<br />
& Nut<br />
FIGURE 5-9: HAND WHEEL EXTERNALLY CHANGEABLE SLIDE VALVE 100% POSITION - TYPICAL<br />
Axial Positioner Hydraulic <strong>Oil</strong><br />
Indicator Connection<br />
<strong>Oil</strong> Drain<br />
Plug<br />
Positioner<br />
Piston<br />
Cylinder<br />
Mounting<br />
Bolts<br />
Hydraulic<br />
Cylinder<br />
Vi<br />
Spacer<br />
<strong>Oil</strong> Drain<br />
Plug<br />
Locating<br />
Dowel<br />
FIGURE 5-10: HYDRAULIC EXTERNALLY CHANGEABLE SLIDE VALVE 100% POSITION - TYPICAL<br />
3/02 PAGE 5 - 11<br />
Slide<br />
Valve<br />
Slide<br />
Valve<br />
Lockwasher<br />
& Nut<br />
20% Position<br />
Stop<br />
20% Position<br />
Stop
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
V i Spacer Adjustments - Externally Changeable V i<br />
The slide valve volume ratio (V i ) can be varied, by changing or eliminating the spacer, bolts<br />
and dowel pin, with the compressor stopped and depressurized. Determine the Vi required<br />
and secure the appropriate items from the toolbox or rebuild kit components, including<br />
spacer, mounting bolts, dowel pin, o-ring, along with required hand tools.<br />
To replace the V i spacer, be sure the compressor is properly vented and that the equipment<br />
is locked out so rotors can not turn. On hand wheel controlled units, remove oil balance tubing<br />
and drain plug to bleed cylinder oil that restricts axial piston movement. On hydraulically<br />
controlled units, open oil control valves and drain plug to bleed cylinder oil, if oil lines and<br />
electrical conduit lines are not flexible they will have to be removed. Remove locating dowel<br />
pin from cylinder mounting flange using threaded 10mm slide hammer adapter. Insert <strong>Ariel</strong><br />
supplied jackbolts, which supports V i spacer, then loosen and remove cylinder mounting<br />
bolts. Remove V i spacer by moving cylinder axially with jackbolts, and backing them off.<br />
Clean cylinder and compressor mating flanges and coat with Never Seez. Install or omit the<br />
proper spacer to achieve the required V i; support spacer and adjust opening space with jack<br />
bolts. Install correct length mounting bolts and locate cylinder to compressor by installing<br />
appropriate length dowel pin. Tighten capscrews to the proper torque value as shown in<br />
Table 1-4 on page 1-10. Remove jacking bolts and lifting tools as required and replace<br />
thread protection plugs or grease.<br />
Reattach or re-tube oil lines and/or conduit, and re-install drain plugs as required.<br />
Stamp or vibra-etch the new volume ratio (V i ) and date on the volume ratio change plate.<br />
See Figure 1-7: on page 1-8 for plate location.<br />
Move the slide valve through its entire range of travel. See Table 1-2 on page 1-7 for hand<br />
wheel controlled slide valve travel distance details.<br />
Slide Valve Inspection/Replacement - Externally Changeable<br />
V i<br />
The slide valve may be removed for inspection, but its removal is not required to change the<br />
volume ratio (V i ). If the slide valve volume ratio (V i ) is also to be adjusted by changing or<br />
eliminating the spacer, see “Vi Spacer Adjustments - Externally Changeable V i” above for<br />
details.<br />
Removal<br />
To remove the slide valve, position the slide valve to the 100% axial position. The male rotor<br />
must be rotated so that the shaft keyway is at the top (12 o’clock position), which positions<br />
rotor mesh for ease of slide valve cylinder removal and installation. Be sure the compressor<br />
is properly vented and that the equipment is locked out so rotors can not turn. Remove the<br />
oil line(s) and/or drain plug from the slide valve cylinder, and remove rotor housing drain<br />
plug to drain residual oil. Replace drain plugs when oil stops running. For hydraulically con-<br />
PAGE 5 - 12 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
trolled units, also unbolt slide valve indicator or remove electrical connection, as required, to<br />
allow for slide valve cylinder removal.<br />
The slide valve cylinder is precision located to the compressor housing using a dowel pin.<br />
Without removing the dowel pin, insert jack screws to support the V i spacer, if there is one<br />
and remove cylinder mounting bolts (capscrews). The control cylinder with the slide valve is<br />
removed using the jack bolts provided. Slinging parts to an overhead crane may be useful to<br />
assist removal. See Table 5-5 and Table 5-6 for approximate weights of components.<br />
Remove control cylinder o-ring and discard.<br />
Inspect slide valve and replace as required.<br />
Replacement<br />
With the slide valve at an 80% axial position, hold piston rod with a strap wrench to prevent<br />
shearing the positioning dowel and remove slide valve nut and lockwasher. Remove slide<br />
valve from the piston rod. Clean parts, being careful to remove Loctite residue from piston<br />
rod and nut threads.<br />
Reassemble slide valve to piston rod with locating dowel properly aligned with the slide<br />
valve groove. Apply Loctite 222 (purple) to the first two piston rod threads and install lockwasher<br />
and nut. Hold the piston rod with a strap wrench and tighten nut to the proper torque<br />
value in Table 1-4 on page 1-10. Install new o-ring lubricated with a high viscosity silicone<br />
fluid such as Parker Super-O-Lube or equal.<br />
Slide Valve Cylinder Assembly Into Compressor<br />
Insert slide valve cylinder with attached slide valve into the compressor, being careful to<br />
level the assembly while lifting piston rod/slide valve to put the slide valve on slide guide.<br />
With the V i spacer supported on the jack bolts when applicable, reinstall the cylinder flange<br />
onto the dowel. Insert and tighten capscrews to the proper torque in Table 1-4 on page 1-10.<br />
Remove jack bolts and lifting tools as required; replace thread protection plugs or grease.<br />
Reattach oil line(s), drain plug(s) and position indicator as required.<br />
Move the slide valve through its entire range of travel. See Table 1-2 on page 1-7 for hand<br />
wheel controlled slide valve travel distance details.<br />
TABLE 5-5: HAND WHEEL CYLINDER CONTROLLED SLIDE VALVE - APPROXIMATE WEIGHTS<br />
MODEL<br />
SLIDE VALVE ONLY (EXTERNALLY<br />
CHANGEABLE)<br />
SLIDE VALVE, HAND WHEEL &<br />
CYLINDER<br />
LB (kg) LB (kg)<br />
AR166 19 (8.6) 80 (36)<br />
AR208 40 (18) 160 (73)<br />
AR260K 72 (33) 220 (100)<br />
AR260 82 (37) 250 (114)<br />
3/02 PAGE 5 - 13
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
TABLE 5-6: HYDRAULICALLY CONTROLLED SLIDE VALVE - APPROXIMATE WEIGHTS<br />
MODEL<br />
<strong>Oil</strong> Pump and Geared Tooth Coupling<br />
<strong>Oil</strong> Pump Replacement<br />
SLIDE VALVE ONLY<br />
(EXTERNALLY CHANGEABLE)<br />
SLIDE VALVE & CONTROL<br />
POSITIONER CYLINDER<br />
LB (kg) LB (kg)<br />
AR166 19 (8.6) 75 (34)<br />
AR208 40 (18) 155 (70)<br />
AR260K 72 (33) 215 (98)<br />
AR260 82 (37) 245 (111)<br />
To replace the oil pump, first mark the pump suction and discharge end connections, then<br />
remove oil piping from the pump as required. To remove pump from compressor, remove<br />
capscrews (or stud-nuts) and slide pump out, separating the coupling halves at the sleeve.<br />
The coupling driven-half will come out attached to the pump shaft, while the coupling sleeve<br />
is retained by the drive half of the coupling which is bolted and dowelled to the female rotor.<br />
Remove o-ring and discard.<br />
NOTE: ON THE AR166, WHERE THE ADAPTER COVER PLATE DOES NOT HAVE ITS<br />
OWN BOLTING (i.e. HELD IN PLACE BY THE PUMP BOLTING), REMOVE THE<br />
ADAPTER AND DISCARD O-RING.<br />
Adapter cover plates which have separate bolting need not be removed. Loosen the key set<br />
screw and remove gear coupling-half from the pump shaft with a two or three jaw gear<br />
puller. Inspect the coupling’s geared teeth, if there is excessive wear, replace the entire coupling<br />
with a new assembly.<br />
Replace the pump with a new part, correct for the compressor application. Install the coupling<br />
driven-half to the new pump shaft with key installed and firmly seated. There should be<br />
a slight clearance of 0.005 in. (0.13mm) between the top of the key and the mating coupling.<br />
Position the coupling-half on the pump shaft end so the axial spacing between the coupling<br />
halves is 3/32 in. (2.5mm), then tighten set screw, see Figure 5-11: on Page 5-15.<br />
NOTE: FOR THE AR166 & AR260 THE COUPLING DRIVEN-HALF SHOULD BE<br />
APPROXIMATELY FLUSH WITH THE PUMP SHAFT END. FOR THE AR208,<br />
THE COUPLING DRIVEN HALF EXTENDS BEYOND THE SHAFT END BY<br />
ABOUT 13/32 IN. (10mm).<br />
Replace o-ring(s) with new parts. Lubricate adapter cover plate bore and coupling sleeve<br />
teeth with clean oil. Slide the pump into place, with shaft position rotated to properly engage<br />
gear teeth. Be sure pump flow is in the correct direction. Replace fasteners and tighten to<br />
the proper torque shown in Table 1-4 on page 1-10. Pour a small quantity of oil into pump<br />
intake and re-attach oil piping as required.<br />
PAGE 5 - 14 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Coupling Replacement<br />
To replace the entire pump coupling, begin as described in first paragraph under <strong>Oil</strong> Pump<br />
Replacement above. Remove the fasteners as required, adapter cover plate and o-ring. Discard<br />
the o-ring. Remove the drive coupling-half socket head cap screw. Remove the drive<br />
coupling-half and sleeve assembly, being careful not to cock the coupling half and break the<br />
hardened dowel pins. Replace coupling drive half and sleeve with new parts. Position coupling<br />
drive-half, with sleeve installed, over dowel pins and draw up by tightening the cap<br />
screw to the proper torque shown in Table 1-3 on page 1-10. Verify the sleeve is free to pivot<br />
on the drive coupling-half gear teeth. Lubricate rotor housing bore with clean oil and install<br />
adapter cover plate, with a new o-ring. Replace fasteners and tighten to proper torque<br />
shown in Table 1-4 on page 1-10. Position new coupling driven-half on the end of the pump<br />
shaft and proceed with oil pump re-installation in “<strong>Oil</strong> Pump Replacement” above.<br />
Approximately<br />
13/32” (10mm)<br />
AR208 Only<br />
<strong>Oil</strong><br />
Pump<br />
Fasteners<br />
Set <strong>Screw</strong> &<br />
Key<br />
O-Ring<br />
B<br />
Coupling<br />
Driven Half<br />
Cover Plate -<br />
Adapter<br />
“A” - “B” = 3/32 in. (2.5mm)<br />
Coupling<br />
Sleeve<br />
FIGURE 5-11: OIL PUMP AND COUPLING - TYPICAL<br />
3/02 PAGE 5 - 15<br />
A<br />
Dowel<br />
Male<br />
Rotor<br />
Coupling<br />
Drive Half<br />
Socket Head<br />
Capscrew<br />
Female<br />
Rotor
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 5 - MAINTENANCE<br />
Ethylene Glycol Contamination<br />
Ethylene glycol contamination of a compressor can result from a water-cooled oil cooler<br />
leak.<br />
Ethylene glycol anti-freeze coolant mixture leaking into the oil can cause bearing damage<br />
and rotor seizure due to lack of adequate lubrication. The oil should be changed as recommended<br />
in Section 6, while being routinely sampled and analyzed by a qualified laboratory<br />
to verify suitability for continued use, including checking for ethylene glycol contamination.<br />
If contamination is found, find and fix coolant leak. Even small quantities of ethylene glycol in<br />
the oil can be detrimental. If contamination is less than 5%, drain oil, replace filters and flush<br />
oil system, including all piping, with a 50-50 mixture of butoxyethanol (Dow Chemical Co.<br />
Dowanol EB or equal) and 10W oil using a motor driven pump. Flushing should be done on<br />
a warm compressor. Bearings should be continuously flushed for 1/2 hour while barring over<br />
compressor. All surfaces that come in contact with the oil are to be flushed which includes<br />
spraying all interior surfaces in the compressor and gas/oil separator/coalescing filter. Completely<br />
drain cleaning mixture, being sure to drain all components of the oil system. Repeat<br />
flushing operating using a 60/40 mixture of 10W oil and kerosene or fuel oil. Completely<br />
drain oil system, install new filters and fill with proper oil.<br />
If sampling indicates that glycol contamination is greater than 5% or compressor has seized<br />
due to contamination, the unit is to be returned to <strong>Ariel</strong>, torn down, cleaned with 100% butoxyethanol,<br />
flushed with kerosene or fuel oil and repaired as required. All surfaces that come<br />
in contact with oil must be cleaned with butoxyethanol, including all passages and piping,<br />
and then flushed with kerosene or fuel oil. <strong>Oil</strong> and filters must be changed. Coolant leak is to<br />
be found and repaired.<br />
Butoxyethanol presents health and safety hazards. Use proper eye and skin protection and<br />
adequate ventilation. Do not use near open flame or sparks. See manufacturer's Material<br />
Safety Data Sheet for complete details.<br />
Ethylene glycol, butoxyethanol, contaminated oils and solvents must be properly disposed.<br />
A chemical disposal service should be used.<br />
������� �������� �� ��� �������� ������� ���<br />
�������<br />
������������<br />
Mineral deposit build-up can occur when liquids have not been completely removed from the<br />
gas stream, particularly in low pressure natural gas applications. These minerals (such as<br />
salt and calcium dissolved in water saturated process gas) plate out when water flashes off<br />
due to pressure drop or heat. The minerals can build up on the suction strainer screen and<br />
in the compressor. If mineral build-up is observed during maintenance, additional steps<br />
should be taken for liquid removal from the gas stream prior to entering the compressor.<br />
PAGE 5 - 16 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 6 - TECHNICAL ASSISTANCE<br />
Recommended Maintenance Intervals<br />
Like all equipment, <strong>Ariel</strong> compressors do require maintenance. The frequency of maintenance<br />
is dictated by the environment in which the compressor is placed, the loads the user<br />
imposes on the compressor and the cleanliness of the gas.<br />
First and foremost on the preventative maintenance list is the completion and compliance<br />
with the <strong>Ariel</strong> <strong>Corporation</strong> Packagers Standard and Compressor Start Up Check List. All<br />
items must be adhered to, both before and after start up.<br />
The following is a guide only and, as stated above, may vary due to operating conditions.<br />
The time intervals start with the start up date of the unit. If your oil supplier's recommend oil<br />
service changes are more frequent than the <strong>Ariel</strong> recommendations, the supplier’s intervals<br />
should be followed. Regular oil analysis is recommended. If problems develop the oil should<br />
be changed immediately and the cause of the problem determined and corrected.<br />
A log book should be kept with each unit. Every maintenance item can be entered with<br />
exacting detail in order that records will be available for tracking maintenance costs per unit<br />
and for trouble-shooting.<br />
Operator logs should be reviewed by qualified personnel to determine trends in compressor<br />
performance and/or maintenance.<br />
Daily<br />
1. Check oil pressures and temperature. Recommended compressor inlet oil temperature<br />
is 150°F (65°C).<br />
2. Check gas/oil separator oil level when compressor is in operation. It should be in<br />
mid-sight glass and, if not, determine and correct cause. Do not overfill.<br />
3. Check seal vent for blowing or excessive leakage. If blowing or leaking, determine<br />
cause and, if necessary, replace mechanical seal parts.<br />
4. Check and correct any gas leaks.<br />
5. Check and correct any oil leaks.<br />
6. Check operating pressure and temperatures. If not normal, determine cause of<br />
abnormality. It is recommended that a daily log of operating temperatures and<br />
pressure be kept for reference. See typical log sheet on page 3-6.<br />
7. Check shutdown set points. High-low pressure shutdowns set as close as practical<br />
to current operating conditions.<br />
8. Check for unusual noises or vibrations.<br />
9. Check gas/oil separator scavenged oil flow indicator for oil and entrained gas<br />
flow. Adjust as required.<br />
3/02 PAGE 6 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 6 - TECHNICAL ASSISTANCE<br />
10. Check oil filters differential pressures.<br />
11. Check slide valve position. Adjust as required.<br />
12. Check counter thrust gas balance pressure. Adjust as required.<br />
13. Check gas suction strainer differential pressure.<br />
Monthly (in addition to Daily Requirements)<br />
1. Check and confirm safety shutdown functions.<br />
2. Adjust counter-thrust gas balance pressure for current operating conditions.<br />
3. Review oil analysis to determine if good for continued use.<br />
4. Inspect anchor bolts and shims for looseness. Tighten as required.<br />
Every 6 Months or 4,000 Hours (plus Daily/Monthly)<br />
1. Check oil viscosity requirements for current gas analysis and operating conditions.<br />
2. Change oil filters or before differential pressure exceeds collapse pressure, or<br />
as specified by the manufacturer or oil consultant.<br />
3. Verify that oil is suitable for continued use. A more frequent oil change interval<br />
may be required if operating in an extremely dirty environment or if the oil supplier<br />
recommends it or if an oil analysis dictates it. A less frequent oil change<br />
interval may be required If the oil is replenished on a regular basis due to usage.<br />
4. Clean strainers - oil and gas.<br />
5. Re-tighten hold down stud-nuts to proper torque values and perform a soft foot<br />
check. More than 0.002 inch (0.05 mm) pull down requires re-shimming.<br />
6. Inspect coupling discs for cracking and/or axial distortion. Realign if necessary<br />
to hold coupling alignment within 0.002 inches (0.05 mm) TIR.<br />
Yearly or every 8,000 Hours (plus Daily/Monthly/6 Months)<br />
1. Inspect compressor mounting for twist or bending by checking shimming of compressor<br />
feet.<br />
2. Check and re-calibrate all temperature and pressure gauges.<br />
3. Change gas/oil separator filter element or before differential pressure exceeds<br />
collapse pressure, or as specified by the manufacturer or oil consultant.<br />
Trouble Shooting<br />
Minor problems can be expected during the routine operation of an <strong>Ariel</strong> compressor. These<br />
troubles are most often traced to liquid, dirt, improper alignment adjustment or to operating<br />
personnel being unfamiliar with <strong>Ariel</strong> compressors. Difficulties of this type can usually be<br />
corrected by cleaning, proper alignment adjustment, elimination of an adverse condition,<br />
replacement of a relatively minor part or proper training of the operating personnel.<br />
PAGE 6 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 6 - TECHNICAL ASSISTANCE<br />
Major problems can usually be traced to long periods of operation with unsuitable lubrication,<br />
improper counter-thrust gas balance pressure, careless operation, lack of routine maintenance<br />
or the use of the compressor for purposes for which it was not intended.<br />
Recording of the pressures and temperatures is valuable because any variation, when operating<br />
at a given load point, indicates trouble.<br />
While it would be impossible to compile a complete list of every possible problem, listed<br />
below are some of the more common ones with their possible causes.<br />
Low <strong>Oil</strong> Pressure<br />
High <strong>Oil</strong> Pressure<br />
Problem Possible Causes<br />
Low <strong>Oil</strong> Temperature<br />
High <strong>Oil</strong> Temperature<br />
High Gas Discharge<br />
Temperature<br />
Excessive Vibration and/or<br />
Noise in Compressor<br />
Driven coupling-half loose on pump shaft (coupling disengaged).<br />
Defective pressure gauge.<br />
<strong>Oil</strong> regulating valves improperly adjusted for conditions.<br />
Dirty or plugged oil strainer.<br />
Dirty oil filter.<br />
Improper low oil pressure switch setting.<br />
Low oil viscosity.<br />
Excessive leakage at seals or bearings.<br />
Leaking oil pump check valve.<br />
<strong>Oil</strong> pump wear.<br />
Improper end clearance in oil pump.<br />
Cold oil.<br />
<strong>Oil</strong> regulating valves improperly adjusted for conditions.<br />
High oil viscosity.<br />
<strong>Oil</strong> temperature too low.<br />
Thermostatic valve element defective.<br />
<strong>Oil</strong> heater or thermostat defective.<br />
Thermostatic valve element defective.<br />
Cooler fan not working.<br />
<strong>Oil</strong> cooler dirty.<br />
Low oil viscosity.<br />
Inadequate rotor injection oil rate.<br />
Plugged oil strainer.<br />
High oil temperature<br />
High suction temperature.<br />
High suction or discharge pressure.<br />
Loose compressor hold down bolting.<br />
Coupling not properly aligned.<br />
Improper lube oil and/or insufficient lube rate.<br />
Lubrication failure.<br />
Liquids in gas.<br />
Excessive rotor end play.<br />
Loose or worn bearings.<br />
3/02 PAGE 6 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 6 - TECHNICAL ASSISTANCE<br />
Problem Possible Causes<br />
High <strong>Oil</strong> Consumption<br />
<strong>Oil</strong> Leakage at Slide Valve<br />
Axial Position Indicator Case<br />
Mounting<br />
Excessive Leakage at<br />
Mechanical Seal Weep Tube<br />
Axial Position Indicator Off at<br />
0% (unloaded) and 100% (full<br />
load) positions<br />
Compressor Flow Does Not<br />
Match Performance Prediction<br />
at Full Load<br />
<strong>Oil</strong> system over filled.<br />
Separator-scavenged oil line plugged or throttling valve closed.<br />
Excessive oil dilution from process gas.<br />
Collapsed coalescing filter element.<br />
<strong>Oil</strong>/ gas separator coalescing filter gaskets not sealed or defective.<br />
Improper coalescing filter element installed.<br />
Position indicator drive rod seal damaged. Contact <strong>Ariel</strong> for replacement.<br />
Mechanical seal is not effective and should be replaced.<br />
Yellow pointer friction loose; adjust pointer and tighten set screw.<br />
Indicator case shaft improperly re-installed on the slide valve indicator rod<br />
or shaft coupling setscrews inside of case are loose; remove case, position<br />
the slide valve and yellow pointer to the minimum unloaded position (0%<br />
internally changeable or 20% externally changeable cylinders) and reinstall.<br />
If coupling is loose, contact your packager or <strong>Ariel</strong>.<br />
Verify that the V i used in calculations matches the V i installed in compressor.<br />
The axial position indicator may be improperly adjusted.<br />
Slide valve not at 100% position; adjust or calibrate yellow pointer, cams or<br />
potentiometer as required.<br />
Performance calculation input data incorrect; verify accurate gas analysis,<br />
rotating speed, suction pressure or temperature readings used. Performance<br />
prediction is based upon compressor suction and discharge flange<br />
conditions.<br />
Verify any compressor bypass valve(s) fully closed and not leaking.<br />
Verify suction gas strainer clean and intact.<br />
PAGE 6 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260<br />
SECTION 7 - APPENDICES<br />
<strong>Ariel</strong> Tools<br />
<strong>Ariel</strong> Furnished Tools<br />
<strong>Ariel</strong> provides one tool box with each unit with customized tools included in the box as listed<br />
below (see Figure 7-1: and Figure 7-2: and Figure 7-3:).<br />
TABLE 7-1: ARIEL FURNISHED TOOLS<br />
TOOL DESCRIPTION<br />
PART NUMBER OR SIZE<br />
QTY AR166 AR208 AR260K, AR260<br />
Toolbox 1 A-0798<br />
Spanner Wrench - Mechanical Seal Locknut 1 000531 000512 000012<br />
Jack Bolt (12 Point Capscrew) - Removing<br />
Mechanical Seal Housing, class 12.9<br />
2 M12x1.75x40mm<br />
M16x2<br />
x50mm<br />
M16x2<br />
x50mm<br />
Mechanical Seal Installation Tool 1 000608 000652 000653<br />
Cam Adjusting Wrench - (Hydraulic Only) Slide<br />
Valve Axial Position Indicator Transducer<br />
1<br />
000550<br />
Allen Wrench - Axial Position Indicator Bolts 1 4mm<br />
Forged Steel Eye Bolt - Lifting Compressor a<br />
2<br />
3/4”-10x<br />
2<br />
3/4”-10x<br />
2<br />
3/4”-10x<br />
2<br />
Jack Bolt (12 Point Capscrew) - Removing<br />
Slide Valve Control Cylinder, class 12.9<br />
2 M12x1.75x60mm M12x1.75x60mm<br />
M16x2x<br />
80mm<br />
Socket Head Capscrew - Replacement Bolt for<br />
Axial Position Indicator, class 12.9<br />
1<br />
M5 x 0.8 x 35mm<br />
Bolting - Tightening Torque Charts 1 D-2159<br />
Spacers for Externally Changeable Slide Valve<br />
Only (with cylinder mounting bolts, dowel pin,<br />
label and label screws for each Vi setting)<br />
1<br />
each<br />
3.5 Vi , 2.6 Vi & 2.2 V b<br />
i<br />
See Figure 7-2:<br />
a. See Table 1-1 on page 1-5 for compressor weights; and Figure 1-7: on page 1-8 for lifting location connections.<br />
b. One spacer may be installed in compressor as ordered. The Vi ratio is stamped on each shim-spacer. For 4.8 Vi, the<br />
spacer is omitted. See Table 5-4 on page 5-11 for spacer thicknesses vs. compressor model and Vi. <strong>Ariel</strong> provides these tools at no additional charge. Please contact your Distributor if you do<br />
not have these tools.<br />
These tools are specifically designed for use on <strong>Ariel</strong> units. Clean all tools before use.<br />
Ensure that the tool and the part being removed or installed are fully engaged during the<br />
process. If a tool is missing, worn or broken, please call your distributor for a replacement.<br />
Do not use substitute, worn or broken tools.<br />
3/02 PAGE 7 - 1
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
FIGURE 7-1: SPANNER WRENCH FOR MECHANICAL SEAL LOCKNUT - TYPICAL<br />
FIGURE 7-2: V i SPACER FOR EXTERNALLY CHANGEABLE SLIDE VALVE ONLY - TYPICAL<br />
FIGURE 7-3: MECHANICAL SEAL CARTRIDGE INSTALLATION TOOL<br />
PAGE 7 - 2 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Minimum Hand Tools Required<br />
The following hand tools are normally all that is required to work on <strong>Ariel</strong> compressors.<br />
These are in addition to the <strong>Ariel</strong> furnished tools listed in Table 7-1. Please contact <strong>Ariel</strong> if<br />
you have questions about tools on <strong>Ariel</strong> units.<br />
1/2" Square Drive Ratchet Wrench<br />
•<br />
2" and 6" Extensions for above Ratchet<br />
•<br />
1/2" Square Drive Breaker Bar<br />
•<br />
1/2" Drive Speed Wrench<br />
•<br />
• 1/2" Female x 3/4" Male Adaptors<br />
• 1/2" Square Drive Universal Joint<br />
• 3/8" Square Drive Torque Wrenches (10 LB-IN to 250 LB-IN)<br />
• 1/2" Square Drive Torque Wrenches (15 LB-FT to 250 LB-FT)<br />
• 3/4" Square Drive Torque Wrench (to 1590 LB-FT)<br />
• 7/16", 1/2", 9/16", 3/4", and 15/16" Sockets for a 1/2" Square Drive Ratchet Wrench<br />
• 1/2" Hex Key and 1/4" Hex Key (Allen) Sockets for a Square Drive Ratchet Wrench<br />
• 5/16" - 12 Point Box Wrench<br />
1/2" x 9/16" Open End Wrench<br />
•<br />
3/8" x 7/16" Open End Wrench<br />
•<br />
7/8" x 15/16" Open End Wrench<br />
•<br />
2 - Medium Size <strong>Screw</strong> Drivers<br />
•<br />
• Slugging Hammer<br />
• Set of 3/8" Drive, 12 Point Sockets<br />
• Set of Inch 1/2" Drive, 12 Point Sockets<br />
• Set of Metric 1/2" Drive, 12 Point Sockets<br />
• 3/8" Square Drive Ratchet Wrench<br />
• 7/8", 1", 1-1/8", 1-3/8", M20, M24 and M27, 3/4" Drive, 12 Point Sockets<br />
• 1-5/16" and 1-1/2", 3/4" Drive, Sockets<br />
• 3/4" Square Drive Ratchet Wrench<br />
• 3/4" Female to 1" Male Adaptor<br />
• Strap Wrench<br />
• Slide Hammer (to remove dowel pins)<br />
3/02 PAGE 7 - 3
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Terms, Abbreviations 1 and Conversion to SI Metric 2<br />
Area<br />
in 2 or square inch x 0.00064516 = meter 2 , or m 2<br />
in 2 or square inch x 6.4516 = centimeter 2 , or cm 2<br />
Flow - Gas 3<br />
MMSCFD or million standard cubic feet per day x 0.310 = normal meter 3 /second, or m 3 /s n<br />
SCFM or standard cubic feet per minute x 1.607 = normal meter 3 /hour, or m 3 /h n<br />
Flow - Liquid<br />
GPM or US gallons per minute x 0.0630902 = liter/second, or L/s = dm 3 /s<br />
GPM or US gallons per minute x 0.227125 = meter 3 /hour, or m 3 /h<br />
Force<br />
lbf or pound (force) x 4.44822 = Newton, or N<br />
Heat<br />
BTU or British Thermal Units x 1.05506 = kilojoule, or kJ<br />
Length<br />
in. or " or inches x 25.4000 = millimeters, or mm<br />
ft. or feet x 0.304800 = meter, or m<br />
Mass<br />
lb. or pound (mass) x 0.453592 = kilogram, or kg<br />
1. US units of measure can appear abbreviated in upper or lower case.<br />
2. Maintain upper and lower case letters in SI Metric as shown.<br />
3. US standard is based on 14.696 psia & 60°F; Metric normal is based on 1.01325 bar & 0°C.<br />
PAGE 7 - 4 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Moment or Torque<br />
LB x FT or pound-foot (force) x 1.35583 = Newton-meter, or N . m<br />
LB x IN or pound-inch (force) x 0.112985 = Newton-meter, or N . m<br />
Power 1<br />
HP or Horsepower x 0.745700 = kilowatt, or kW<br />
Pressure 2 or Stress<br />
PSI or Pounds per Square Inch x 6.89476 = kiloPascal, or kPa<br />
PSI or Pounds per Square Inch x 6894.76 = Pascal, or Pa<br />
PSI or Pounds per Square Inch x 0.0689476 = bar<br />
bar x 100 000 = Pascal, or Pa<br />
bar x 100 = kiloPascal, or kPa<br />
bar x 14.50377 = PSI, or Pounds per Square Inch<br />
Speed<br />
FPM or feet per minute x 0.005080 = meter per second, or m/s<br />
RPM or r/min or revolutions per minute ÷ 60 = revolutions per second, or rev/s<br />
Temperature<br />
°F or degrees Fahrenheit. (°F - 32)/1.8 = degrees Celsius, or °C<br />
Time<br />
sec = second, or s<br />
min or minute x 60 = second, or s<br />
hr. or h or hour x 3600 = second, or s<br />
1. Horsepower based on 550 ft-lb/sec<br />
2. G suffix PSIG (bar g ) indicates gauge pressure, PSIA (bar a ) indicates absolute and PSID (bar d ) indicates differential.<br />
3/02 PAGE 7 - 5
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Viscosity<br />
SSU, SUS or Sailboat Universal seconds x 0.22 - (180/SSU) = mm 2 /s = scientist, or cSt<br />
(for a range of 33 thru 200,000 SUS)<br />
Volume<br />
gal or gallons (US liquid) x 3.78541 = liter, or L<br />
Other Abbreviations<br />
S = Ohm = V/A = Volt ÷ Ampere = Electrical Resistance<br />
A = Ampere = Electrical Current<br />
ANSI = American National Standards Institute<br />
bar a = Absolute Pressure<br />
bar d = Differential Pressure<br />
bar g = Gauge Pressure<br />
CI = Cast Iron<br />
CL. = Clearance<br />
CU = Cubic<br />
CW = Clockwise<br />
CCW = Counter Clockwise<br />
6 = Centering<br />
DIN = German Standards Institute<br />
INJ = Injection<br />
k = Ratio of Specific Heats<br />
k = kilo, see Table 7-3<br />
L/D Ratio = Length of male rotor divided by its diameter<br />
MAX. = Maximum<br />
MIN. = Minimum<br />
N/A = Not Applicable<br />
NO. = Number<br />
NPT = National Pipe Thread<br />
P d = Discharge Pressure<br />
PAGE 7 - 6 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
P s = Suction Pressure<br />
% = Percent<br />
QTY = Quantity<br />
SG = Specific Gravity<br />
SI = International System, as applied to the modern metric system<br />
S. N. or S/N = Serial Number<br />
THD = Thread<br />
TIR = Total Indicator Reading<br />
TPI = Threads per Inch<br />
UNC = Unified (Inch) National Coarse <strong>Screw</strong> Threads<br />
UNF = Unified (Inch) National Fine <strong>Screw</strong> Threads<br />
V i = Volume Ratio = Volume of gas, in actual volume, at point where compression begins,<br />
divided by volume of gas, in actual volume, at end of compression ( =<br />
----- )<br />
V = Volts = Electrical Potential<br />
W = Watt = Power<br />
W/ = With<br />
3/02 PAGE 7 - 7<br />
V i<br />
Vs Vd
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Gas Analysis Common Abbreviations<br />
TABLE 7-2: GAS ANALYSIS COMMON ABBREVIATIONS<br />
COMMON ABBREVIATION<br />
COMPONENT NAME<br />
(SYNONYM)<br />
CHEMICAL<br />
FORMULA<br />
C1 Methane CH4<br />
C2 Ethane C2H6<br />
C3 Propane C3H8<br />
IC4 Iso-Butane (2-Methyl Propane) C4H10<br />
NC4 N-Butane C4H10<br />
IC5 Iso-Pentane (2-Methyl Butane) C5H12<br />
NC5 N-Pentane C5H12<br />
NEOC5 Neopentane C5H12<br />
NC6 Hexane C6H14<br />
NC7 Heptane C7H16<br />
NC8 Octane C8H18<br />
NC9 Nonane C9H20<br />
NC10 N-Decane C10H22<br />
NC11 N-Undecane (Hendecane) C11H24<br />
NC12 N-Dodecane C12H26<br />
C2- Ethylene (Ethene) C2H4<br />
C3- Propene (Propylene) C3H6<br />
BENZ Benzene C6H6<br />
TOL Toluene C7H8<br />
EBNZ Ethylbenzene C8H10<br />
CO Carbon Monoxide CO<br />
CO2 Carbon Dioxide CO2<br />
H2S Hydrogen Sulfide H2S<br />
H2 Hydrogen H2<br />
O2 Oxygen O2<br />
N2 Nitrogen N2<br />
H20 Water H20<br />
He Helium He<br />
Ar Argon Ar<br />
--- Air ---<br />
PAGE 7 - 8 3/02
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
Metric Factors<br />
TABLE 7-3: USEFUL SI METRIC MULTIPLE AND SUBMULTIPLE FACTORS<br />
Technical and Service Schools on <strong>Ariel</strong> Compressors<br />
<strong>Ariel</strong> schedules several in plant schools each year, which include classroom and hands on<br />
training. <strong>Ariel</strong> can also arrange to send a representative to provide a customized training<br />
school at your location. Contact <strong>Ariel</strong> for details.<br />
<strong>Ariel</strong> Customer Technical Bulletins (Formerly <strong>Ariel</strong> Newsletters)<br />
<strong>Ariel</strong> Customer Technical Bulletins provide important technical information including<br />
changes, corrections and/or additions to the Technical Manual for Packagers and End<br />
Users. Be sure to refer to this material before operating or servicing the equipment.<br />
A complete listing of these Bulletins is available at the <strong>Ariel</strong> Website, and copies may be<br />
obtained from the Packager or from <strong>Ariel</strong>.<br />
Vendor Literature<br />
MULTIPLICATION FACTOR PREFIX SI SYMBOL a<br />
1 000 000= 10 6 mega M<br />
1 000 = 10 3 kilo k<br />
100 = 102 hectob h<br />
10 = 10 1<br />
deka b da<br />
.1 = 10-1 decib d<br />
.01 = 10-2 centib c<br />
.001 = 10 -3 milli m<br />
.000 001 = 10 -6 micro :<br />
a. Maintain upper and lower case letters as shown.<br />
b. Not Recommended, but occasionally used.<br />
When available, vendor literature on purchased parts used in <strong>Ariel</strong> Compressors is provided<br />
on the <strong>Ariel</strong> Website (www.arielcorp.com), or copies may be obtained from the Packager or<br />
from <strong>Ariel</strong>.<br />
3/02 PAGE 7 - 9
FOR MODELS: AR-166, AR-208, AR-260K & AR-260 SECTION 7 - APPENDICES<br />
<strong>Ariel</strong> Contact Information<br />
����� ���� ����� ������� �������<br />
��������� �����<br />
��� �������<br />
<strong>Ariel</strong> Response Center (ARC) 888-397-7766 740-397-1060 arc@arielcorp.com<br />
Spare Parts (toll free USA & Canada) or 740-393-5054 spareparts@arielcorp.com<br />
Order Entry<br />
740-397-3602 (International)<br />
740-397-6450 ---<br />
<strong>Ariel</strong> World Headquarters<br />
Technical Field Service<br />
740-397-0311 740-397-3856<br />
info@arielcorp.com<br />
fieldservice@arielcorp.com<br />
<strong>Ariel</strong> Website: www. arielcorp.com<br />
<strong>Ariel</strong> Response Center Technicians or Switchboard Operators will answer telephones<br />
•<br />
during <strong>Ariel</strong> business hours, Eastern Time - USA or after hours by voice mail.<br />
The after Hours Telephone Emergency System works as follows:<br />
•<br />
1. Follow automated instructions to Field Service Emergency Technical Assistance<br />
or Spare Parts Emergency Service.<br />
2. Calls are answered by voice mail.<br />
3. Leave Message: caller’s name, telephone number, serial number of equipment<br />
in question (frame, cylinder, unloader) and brief description of emergency.<br />
4. Your voice message is routed to an on-call representative, who will respond as<br />
soon as possible.<br />
Users must order all parts through Authorized Distributors.<br />
•<br />
PAGE 7 - 10 3/02