The importance of fibre fineness to spinning and yarn quality
The importance of fibre fineness to spinning and yarn quality
The importance of fibre fineness to spinning and yarn quality

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
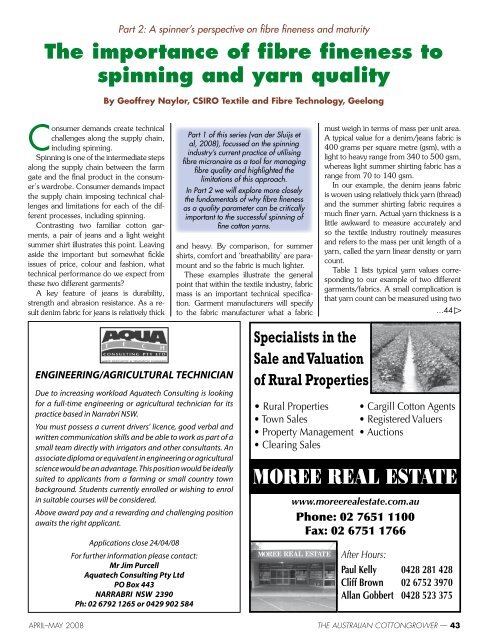
Part 2: A spinner’s perspective on <strong>fibre</strong> <strong>fineness</strong> <strong>and</strong> maturity<br />
<strong>The</strong> <strong>importance</strong> <strong>of</strong> <strong>fibre</strong> <strong>fineness</strong> <strong>to</strong><br />
<strong>spinning</strong> <strong>and</strong> <strong>yarn</strong> <strong>quality</strong><br />
By Ge<strong>of</strong>frey Naylor, CSIRO Textile <strong>and</strong> Fibre Technology, Geelong<br />
Consumer dem<strong>and</strong>s create technical<br />
challenges along the supply chain,<br />
including <strong>spinning</strong>.<br />
Spinning is one <strong>of</strong> the intermediate steps<br />
along the supply chain between the farm<br />
gate <strong>and</strong> the final product in the consumer’s<br />
wardrobe. Consumer dem<strong>and</strong>s impact<br />
the supply chain imposing technical challenges<br />
<strong>and</strong> limitations for each <strong>of</strong> the different<br />
processes, including <strong>spinning</strong>.<br />
Contrasting two familiar cot<strong>to</strong>n garments,<br />
a pair <strong>of</strong> jeans <strong>and</strong> a light weight<br />
summer shirt illustrates this point. Leaving<br />
aside the important but somewhat fickle<br />
IRRIGATION DESIGN &<br />
issues <strong>of</strong> price, colour <strong>and</strong> SYSTEM fashion, UPGRADE what<br />
technical performance do we expect from<br />
y o u w i t h y o u r i r r i g a t i o n s y s t e m :<br />
these two different garments<br />
J o b f o r t h i s m o n t h<br />
A key feature <strong>of</strong> jeans is durability,<br />
strength <strong>and</strong> abrasion resistance. As result<br />
denim fabric for jeans T a l k is t o relatively u s a b o u t i r r thick i g a t i o<br />
i r r i g a t i o n e v e r y s e a s o n <br />
n<br />
P r o f e s s i o n a l Q u a l i f i e d E n g i n e e r s t o h e l p<br />
W o u l d y o u l i k e t o s a v e a r o u n d o n e<br />
e v a l u a t i o n !<br />
C o n t a c t : J i m , A n t h o n y , D a m i e n o r A n d r e w<br />
NARRABRI<br />
WARREN<br />
Ph: 02 6792 1265 Ph: 02 6847 3446<br />
Fax: 02 6792 4570 Fax: 02 6847 3392<br />
o f f i c e @ a q u a t e c h c o n . c o m . a u<br />
ENGINEERING/AGRICULTURAL TECHNICIAN<br />
Due <strong>to</strong> increasing workload Aquatech Consulting is looking<br />
for a full-time engineering or agricultural technician for its<br />
practice based in Narrabri NSW.<br />
You must possess a current drivers’ licence, good verbal <strong>and</strong><br />
written communication skills <strong>and</strong> be able <strong>to</strong> work as part <strong>of</strong> a<br />
small team directly with irriga<strong>to</strong>rs <strong>and</strong> other consultants. An<br />
associate diploma or equivalent in engineering or agricultural<br />
science would be an advantage. This position would be ideally<br />
suited <strong>to</strong> applicants from a farming or small country <strong>to</strong>wn<br />
background. Students currently enrolled or wishing <strong>to</strong> enrol<br />
in suitable courses will be considered.<br />
Above award pay <strong>and</strong> a rewarding <strong>and</strong> challenging position<br />
awaits the right applicant.<br />
Applications close 24/04/08<br />
For further information please contact:<br />
Mr Jim Purcell<br />
Aquatech Consulting Pty Ltd<br />
PO Box 443<br />
NARRABRI NSW 2390<br />
Ph: 02 6792 1265 or 0429 902 584<br />
Part 1 <strong>of</strong> this series (van der Sluijs et<br />
al, 2008), focussed on the <strong>spinning</strong><br />
industry’s current practice <strong>of</strong> utilising<br />
<strong>fibre</strong> micronaire as a <strong>to</strong>ol for managing<br />
<strong>fibre</strong> <strong>quality</strong> <strong>and</strong> highlighted the<br />
limitations <strong>of</strong> this approach.<br />
In Part 2 we will explore more closely<br />
the fundamentals <strong>of</strong> why <strong>fibre</strong> <strong>fineness</strong><br />
as a <strong>quality</strong> parameter can be critically<br />
important <strong>to</strong> the successful <strong>spinning</strong> <strong>of</strong><br />
fine cot<strong>to</strong>n <strong>yarn</strong>s.<br />
<strong>and</strong> heavy. By comparison, for summer<br />
shirts, comfort <strong>and</strong> ‘breathability’ are paramount<br />
<strong>and</strong> so the fabric is much lighter.<br />
<strong>The</strong>se examples illustrate the general<br />
point that within the textile industry, fabric<br />
mass is an important technical specification.<br />
Garment manufacturers will specify<br />
<strong>to</strong> the fabric manufacturer what a fabric<br />
Specialists in the<br />
Sale <strong>and</strong> Valuation<br />
<strong>of</strong> Rural Properties<br />
must weigh in terms <strong>of</strong> mass per unit area.<br />
A typical value for a denim/jeans fabric is<br />
400 grams per square metre (gsm), with a<br />
light <strong>to</strong> heavy range from 340 <strong>to</strong> 500 gsm,<br />
whereas light summer shirting fabric has a<br />
range from 70 <strong>to</strong> 140 gsm.<br />
In our example, the denim jeans fabric<br />
is woven using relatively thick <strong>yarn</strong> (thread)<br />
<strong>and</strong> the summer shirting fabric requires a<br />
much finer <strong>yarn</strong>. Actual <strong>yarn</strong> thickness is a<br />
little awkward <strong>to</strong> measure accurately <strong>and</strong><br />
so the textile industry routinely measures<br />
<strong>and</strong> refers <strong>to</strong> the mass per unit length <strong>of</strong> a<br />
<strong>yarn</strong>, called the <strong>yarn</strong> linear density or <strong>yarn</strong><br />
count.<br />
Table 1 lists typical <strong>yarn</strong> values corresponding<br />
<strong>to</strong> our example <strong>of</strong> two different<br />
garments/fabrics. A small complication is<br />
that <strong>yarn</strong> count can be measured using two<br />
<br />
…44s<br />
• Rural Properties • Cargill Cot<strong>to</strong>n Agents<br />
• Town Sales<br />
• Registered Valuers<br />
• Property Management • Auctions<br />
• Clearing Sales<br />
MOREE REAL ESTATE<br />
www.moreerealestate.com.au<br />
Phone: 02 7651 1100<br />
Fax: 02 6751 1766<br />
After Hours:<br />
Paul Kelly 0428 281 428<br />
Cliff Brown 02 6752 3970<br />
Allan Gobbert 0428 523 375<br />
APRIL–MAY 2008 THE AUSTRALIAN COTTONGROWER — 43
w43…SPINNING AND YARN QUALITY<br />
different systems – hence the two sets <strong>of</strong><br />
numbers in the Table.<br />
In scientific circles, the <strong>yarn</strong> linear density<br />
is expressed as the mass in grams <strong>of</strong> one<br />
kilometre <strong>of</strong> <strong>yarn</strong>, with the units being called<br />
tex. In this system, as the tex value increases<br />
so does the <strong>yarn</strong> actual thickness.<br />
So in our example, from Table 1, a one<br />
kilometre length <strong>of</strong> <strong>yarn</strong> extracted from a<br />
pair <strong>of</strong> jeans will have a mass <strong>of</strong> 100 grams<br />
whereas the same length <strong>of</strong> <strong>yarn</strong> extracted<br />
from a summer shirt will have a mass <strong>of</strong><br />
only 15 grams.<br />
Table 1: Typical fabric mass<br />
<strong>and</strong> <strong>yarn</strong> requirements<br />
<strong>to</strong> manufacture specific<br />
garments<br />
Garment<br />
Fabric<br />
mass<br />
(gsm)<br />
Yarn linear<br />
density or count<br />
Tex Ne<br />
Jeans 400 100 6<br />
Summer<br />
woven shirt<br />
80 15 40<br />
<strong>The</strong> second system <strong>of</strong> measurement,<br />
called the English Cot<strong>to</strong>n count (or simply<br />
Ne) is commonly used by the cot<strong>to</strong>n <strong>spinning</strong><br />
industry. This system measures the<br />
number <strong>of</strong> hanks, each <strong>of</strong> which are 840<br />
yards long <strong>and</strong> weigh one English pound.<br />
In this system a big number implies a fine<br />
<strong>yarn</strong> <strong>and</strong> a small number implies a coarse<br />
<strong>yarn</strong>. This is the reverse <strong>of</strong> the tex system<br />
<strong>The</strong>re is a simple conversion between<br />
Ne <strong>and</strong> tex, as follows:<br />
Yarn linear density in tex =<br />
590.5÷(<strong>yarn</strong> count in Ne) <strong>and</strong><br />
Yarn count in Ne =<br />
590.5÷(<strong>yarn</strong> linear density in tex).<br />
So we have the garment, which determines<br />
the fabric mass per unit area that<br />
the weaver must produce, which in turn<br />
determines the mass per unit length <strong>of</strong> the<br />
<strong>yarn</strong> (ie <strong>yarn</strong> count) that the spinner must<br />
produce.<br />
<strong>The</strong> concept <strong>of</strong> <strong>fibre</strong> linear density<br />
or <strong>fibre</strong> <strong>fineness</strong><br />
Just as <strong>yarn</strong> is measured in terms <strong>of</strong><br />
mass per unit length, it is possible <strong>to</strong> characterise<br />
<strong>fibre</strong>s in a similar way. As <strong>fibre</strong>s<br />
are much finer than <strong>yarn</strong>s, mass per unit<br />
length <strong>of</strong> a <strong>fibre</strong> is normally expressed in<br />
terms <strong>of</strong> the mass in milligrams <strong>of</strong> one kilometre<br />
length <strong>of</strong> a <strong>fibre</strong>. <strong>The</strong> unit is called<br />
milli-tex or mtex. A typical value for cot<strong>to</strong>n<br />
<strong>fibre</strong> is about 200 mtex – that is, a cot<strong>to</strong>n<br />
<strong>fibre</strong> hypothetically one kilometre long<br />
would weigh 200 milligrams.<br />
In the cot<strong>to</strong>n industry, the <strong>fibre</strong> linear density<br />
is <strong>of</strong>ten called the <strong>fibre</strong> <strong>fineness</strong>. But cot<strong>to</strong>n<br />
<strong>fibre</strong>s have an irregular cross-sectional<br />
shape as shown in Figure 1, <strong>and</strong> the mtex<br />
value is not a measure <strong>of</strong> the actual physical<br />
dimensions <strong>of</strong> the <strong>fibre</strong> <strong>and</strong> so <strong>fibre</strong> <strong>fineness</strong><br />
is perhaps a misleading name.<br />
It is interesting <strong>to</strong> note <strong>fibre</strong> linear density<br />
is in common usage by the synthetic industry<br />
<strong>and</strong> is routinely used as a key part <strong>of</strong> <strong>fibre</strong><br />
specification in commercial trading. In the<br />
wool industry, the other important natural<br />
Figure 2: Schematic representations <strong>of</strong> the arrangement <strong>of</strong><br />
<strong>fibre</strong>s within a <strong>yarn</strong><br />
a) an idealised <strong>yarn</strong> made from 200mtex <strong>fibre</strong>s<br />
(b) a more realistic <strong>yarn</strong> made from 200mtex <strong>fibre</strong>s<br />
(c) the same <strong>yarn</strong> made from 400mtex <strong>fibre</strong>s<br />
Figure 3: <strong>The</strong> cross section <strong>of</strong> a cot<strong>to</strong>n <strong>yarn</strong> showing the<br />
packing <strong>and</strong> interaction <strong>of</strong> individual <strong>fibre</strong>s<br />
Figure 1: Cross-sections <strong>of</strong><br />
cot<strong>to</strong>n <strong>fibre</strong>s highlighting<br />
their irregular shapes<br />
44 — THE AUSTRALIAN COTTONGROWER APRIL–MAY 2008
Australian textile <strong>fibre</strong>, as the <strong>fibre</strong>s are approximately<br />
circular in cross-section, <strong>fibre</strong><br />
diameter (the micron value) is commonly<br />
used rather than <strong>fibre</strong> linear density.<br />
<strong>The</strong> <strong>spinning</strong> process<br />
Lets us now turn <strong>to</strong> the technical challenges<br />
facing <strong>spinning</strong> <strong>to</strong> underst<strong>and</strong> the<br />
<strong>importance</strong> <strong>of</strong> <strong>fibre</strong> linear density/<strong>fibre</strong><br />
<strong>fineness</strong>.<br />
Imagine the task <strong>of</strong> <strong>spinning</strong> a 15 tex<br />
<strong>yarn</strong> (15 grams per kilometre) using cot<strong>to</strong>n<br />
<strong>fibre</strong> with a linear density <strong>of</strong> 200mtex<br />
(200 milligrams or 0.2 grams per kilometre).<br />
<strong>The</strong>se numbers are not atypical for<br />
Australian cot<strong>to</strong>n <strong>and</strong> its usage.<br />
This <strong>yarn</strong> will need 75 <strong>of</strong> the 200mtex<br />
<strong>fibre</strong>s side by side <strong>to</strong> build up the required<br />
<strong>yarn</strong> mass (ie 15 divided by 0.2). So conceptually<br />
the spinner needs <strong>to</strong> construct<br />
the <strong>yarn</strong> with 75 <strong>fibre</strong>s side by side, while<br />
building up the length <strong>of</strong> the <strong>yarn</strong> by putting<br />
new <strong>fibre</strong>s exactly at the point where the<br />
previous <strong>fibre</strong> ends.<br />
Figure 2(a) schematically shows a section<br />
<strong>of</strong> this idealised <strong>yarn</strong>. For simplicity, in<br />
Figure 2, only six rows <strong>of</strong> <strong>fibre</strong>s are shown<br />
rather than the 75 required for the <strong>yarn</strong>.<br />
This structure is then twisted <strong>to</strong>gether <strong>to</strong><br />
form a <strong>yarn</strong> by <strong>spinning</strong>. (See the insert<br />
box <strong>to</strong> underst<strong>and</strong> the magic <strong>of</strong> forming a<br />
strong <strong>yarn</strong> from such an array <strong>of</strong> discontinuous<br />
<strong>fibre</strong>s.)<br />
Unfortunately, in the actual <strong>spinning</strong><br />
process, there is no mechanism for placing<br />
the <strong>fibre</strong>s precisely end <strong>to</strong> end as in Figure<br />
2(a) (idealised <strong>yarn</strong>). Figure 2(b) (real <strong>yarn</strong>)<br />
is a more realistic representation <strong>of</strong> a <strong>yarn</strong><br />
cross section.<br />
Figures 2(a) <strong>and</strong> (b), both have on average<br />
six rows <strong>of</strong> <strong>fibre</strong>s. But in Figure 2(b) the<br />
starting point <strong>of</strong> each <strong>fibre</strong> along the length<br />
<strong>of</strong> the <strong>yarn</strong> is r<strong>and</strong>om. Consequently, the<br />
actual number <strong>of</strong> <strong>fibre</strong>s across the width <strong>of</strong><br />
the <strong>yarn</strong> varies along its length.<br />
This can be seen by counting the number<br />
<strong>of</strong> <strong>fibre</strong>s crossing the vertical red line in Figure<br />
2(b) <strong>and</strong> at other points along the <strong>yarn</strong>.<br />
While on average there are six <strong>fibre</strong>s in the<br />
cross-section, at the vertical marker there<br />
are only four <strong>fibre</strong>s <strong>and</strong> further along the<br />
<strong>yarn</strong> there are some short regions where<br />
there are seven or eight <strong>fibre</strong>s in the crosssection.<br />
In summary, real <strong>yarn</strong>s naturally/always<br />
have thicker spots <strong>and</strong> thinner spots along<br />
their length. This effect can sometimes<br />
be observed in light weight tee shirts or<br />
vests where close examination highlights<br />
a slightly uneven appearance <strong>of</strong> the knit<br />
structure. This uneven appearance is<br />
caused by naturally occurring short lengths<br />
<strong>of</strong> <strong>yarn</strong> that are either particularly thin or<br />
thick.<br />
Figure 3 shows a real example <strong>of</strong> the<br />
cross-section <strong>of</strong> a cot<strong>to</strong>n <strong>yarn</strong> showing the<br />
packing <strong>of</strong> individual cot<strong>to</strong>n <strong>fibre</strong>s within<br />
the structure. In this <strong>yarn</strong> cross-section, 78<br />
individual <strong>fibre</strong>s are distinguishable.<br />
<strong>The</strong> impact <strong>of</strong> <strong>fibre</strong> linear density<br />
or <strong>fineness</strong> <strong>to</strong> the spinner<br />
A thin place in a <strong>yarn</strong> is a weak place,<br />
which has potential <strong>to</strong> break during either<br />
the <strong>spinning</strong> process itself or later during<br />
fabric manufacture. This can have a significant<br />
impact on the efficiency <strong>of</strong> the<br />
processes, so there is considerable pressure<br />
on the spinner <strong>to</strong> ensure that the <strong>yarn</strong><br />
manufactured <strong>and</strong> supplied is as even as<br />
possible so breakages do not occur. <strong>The</strong><br />
linear density or <strong>fineness</strong> <strong>of</strong> the raw cot<strong>to</strong>n<br />
<strong>fibre</strong> used <strong>to</strong> manufacture the <strong>yarn</strong> can<br />
have a big impact on <strong>yarn</strong> evenness, as<br />
illustrated below.<br />
In our example, illustrated in Figures<br />
2(a) <strong>and</strong> (b), imagine if the spinner chose <strong>to</strong><br />
make the same <strong>yarn</strong> from a coarser cot<strong>to</strong>n<br />
<strong>fibre</strong> with a linear density <strong>of</strong> say 250mtex<br />
rather than 200mtex. In this case, fewer<br />
rows <strong>of</strong> the heavier <strong>fibre</strong>s are required <strong>to</strong><br />
make up the required mass for the <strong>yarn</strong><br />
<br />
…46s<br />
<strong>The</strong> seasonal outlook’s a<br />
whole lot better with<br />
Focused on the Future<br />
This season there are a large number <strong>of</strong> new<br />
Deltapine varieties in trials including; exciting new<br />
Bollgard II /Roundup Ready Flex varieties <strong>and</strong><br />
impressive Bollgard II varieties.<br />
Field days are scheduled for February, March <strong>and</strong><br />
April contact your Deltapine Business Manager for<br />
details in your area.<br />
Deltapine Australia Pty Ltd<br />
‘Locharba’ Narrabri, NSW 2390<br />
Phone: 02 6793 1300<br />
Bollgard II & Roundup Ready Flex are registered<br />
trademarks <strong>of</strong> Monsan<strong>to</strong> Technologies LLC.<br />
APRIL–MAY 2008 THE AUSTRALIAN COTTONGROWER — 45
w45…SPINNING AND YARN QUALITY<br />
as shown schematically in Figure 2(c). It is<br />
now clear that the natural variation in the<br />
number <strong>of</strong> <strong>fibre</strong>s in the <strong>yarn</strong> cross-section<br />
is now more exaggerated with the ‘thin’<br />
place identified with the vertical line in Figure<br />
2(c) being much more exaggerated. )<br />
Figure 4(a) illustrates the effect <strong>of</strong> making<br />
the same <strong>yarn</strong> from cot<strong>to</strong>ns with different<br />
<strong>fibre</strong> linear density/<strong>fineness</strong> values.<br />
As the cot<strong>to</strong>n becomes coarser, its linear<br />
density/<strong>fineness</strong> increases, the average<br />
number <strong>of</strong> <strong>fibre</strong>s in the <strong>yarn</strong> cross-section<br />
reduces (the peak <strong>of</strong> the curve in Figure 4<br />
moves <strong>to</strong> the left). It is important that the<br />
<strong>yarn</strong> is strong enough at all points along<br />
its length so that it does not break during<br />
<strong>spinning</strong> or fabric manufacture.<br />
Figure 4(b) plots the relative number<br />
<strong>of</strong> particularly thin places along the <strong>yarn</strong><br />
(each with less than half the average<br />
number <strong>of</strong> <strong>fibre</strong>s in the <strong>yarn</strong> cross-section.<br />
It shows that increasing the linear density<br />
(<strong>fineness</strong>) by a relatively small amount can<br />
have a relatively big effect on the ability<br />
<strong>to</strong> spin the <strong>yarn</strong>. For example, increasing<br />
the <strong>fibre</strong> linear density by only 10 per cent<br />
from 160mtex <strong>to</strong> 180mtex increases the<br />
number <strong>of</strong> critical thin spots by a fac<strong>to</strong>r <strong>of</strong><br />
300 per cent.<br />
<strong>The</strong> 160 or 180mtex <strong>fibre</strong> might easily<br />
spin <strong>and</strong> produce a commercially acceptable<br />
<strong>yarn</strong>. But the spinner might not be able<br />
<strong>to</strong> spin the same <strong>yarn</strong> from the 200mtex<br />
<strong>fibre</strong> due <strong>to</strong> the very large number <strong>of</strong> breakages<br />
<strong>and</strong> <strong>yarn</strong> unevenness.<br />
<strong>The</strong>se effects are well known <strong>to</strong> the<br />
spinner <strong>and</strong> so he chooses the input <strong>fibre</strong><br />
<strong>quality</strong> with some care. As noted above,<br />
the linear density <strong>of</strong> synthetic <strong>fibre</strong>s is routinely<br />
available <strong>and</strong> <strong>fibre</strong> diameter (micron)<br />
is used by the wool industry.<br />
Spinners carefully use this data <strong>to</strong><br />
choose appropriate raw materials for <strong>spinning</strong><br />
either synthetic or wool <strong>yarn</strong>s. In the<br />
case <strong>of</strong> cot<strong>to</strong>n, unfortunately, <strong>fibre</strong> linear<br />
density or <strong>fineness</strong> is not available <strong>to</strong> the<br />
trade, which instead relies on the micronaire<br />
value as a proxy for <strong>fibre</strong> linear density<br />
(<strong>fineness</strong>).<br />
<strong>The</strong> industry discount for high micronaire<br />
is indeed a direct manifestation <strong>of</strong><br />
the problems highlighted in the example<br />
Figure 4: Illustration <strong>of</strong> the effect <strong>of</strong> <strong>fibre</strong> linear density<br />
(<strong>fineness</strong>) on (a) the number <strong>of</strong> <strong>fibre</strong>s in the <strong>yarn</strong> cross-section<br />
<strong>and</strong> (b) the number <strong>of</strong> thin places in the <strong>yarn</strong><br />
Figure 5: <strong>The</strong> relationship between <strong>fibre</strong> <strong>fineness</strong> (linear<br />
density) <strong>and</strong> micronaire<br />
above <strong>of</strong> trying <strong>to</strong> spin a <strong>yarn</strong> if the <strong>fibre</strong><br />
is <strong>to</strong>o coarse.<br />
<strong>The</strong> limitations <strong>of</strong> micronaire<br />
As noted in Part 1 <strong>of</strong> this series (van der<br />
Sluijs et al, 2008) micronaire is a mixture<br />
<strong>of</strong> both <strong>fibre</strong> linear density (<strong>fineness</strong>) <strong>and</strong><br />
also <strong>fibre</strong> maturity. Figure 5 shows the relationship<br />
between these three parameters.<br />
Note that it is not possible <strong>to</strong> accurately<br />
estimate <strong>fibre</strong> linear density (<strong>fineness</strong>) from<br />
the micronaire value alone.<br />
For example as shown in the Figure, a<br />
micronaire value <strong>of</strong> 4.1 can be obtained<br />
from cot<strong>to</strong>ns with <strong>fibre</strong> linear density values<br />
over the range 160 <strong>to</strong> 200 mtex for<br />
<strong>fibre</strong> maturity values in the range 0.95<br />
down <strong>to</strong> 0.75. While a thorough study <strong>of</strong><br />
range <strong>of</strong> <strong>fibre</strong> maturity for Australian cot<strong>to</strong>n<br />
has not been undertaken, this is likely<br />
<strong>to</strong> be a representative range.<br />
Note that the range <strong>of</strong> <strong>fibre</strong> <strong>fineness</strong> values<br />
(ie 160 <strong>to</strong> 200 mtex) in this example<br />
can give rise <strong>to</strong> quite different behaviour<br />
in <strong>spinning</strong> as illustrated in Figure 4. It is<br />
thus not surprising those spinners <strong>of</strong> fine<br />
<strong>yarn</strong>s who are largely the cus<strong>to</strong>mers for<br />
Australian cot<strong>to</strong>n adopt a risk management<br />
strategy <strong>of</strong> discounting high micronaire<br />
cot<strong>to</strong>n.<br />
It would therefore be useful <strong>to</strong> have a<br />
technique <strong>to</strong> routinely measure cot<strong>to</strong>n <strong>fibre</strong><br />
linear density or <strong>fineness</strong> directly as part <strong>of</strong><br />
the determination <strong>of</strong> the <strong>quality</strong> <strong>and</strong> value<br />
<strong>of</strong> a cot<strong>to</strong>n. <strong>The</strong> Cot<strong>to</strong>nscan instrument under<br />
development at CSIRO <strong>and</strong> supported<br />
financially by the Australian cot<strong>to</strong>n industry<br />
through research funding from the CRDC<br />
is designed <strong>to</strong> undertake this task.<br />
Conclusion<br />
Fibre linear density (sometimes called <strong>fibre</strong><br />
<strong>fineness</strong>) is a key parameter that can<br />
significantly impact on the spinner’s ability<br />
<strong>to</strong> manufacture fine <strong>yarn</strong>s suitable for high<br />
value-added fabrics, the desired market for<br />
Australian cot<strong>to</strong>n.<br />
<strong>The</strong> ambiguity in interpreting the <strong>fibre</strong><br />
linear density or <strong>fineness</strong> <strong>of</strong> a sample <strong>of</strong><br />
cot<strong>to</strong>n from the micronaire value leads <strong>to</strong><br />
potential major impacts on <strong>spinning</strong> efficiency<br />
<strong>and</strong> <strong>yarn</strong> <strong>quality</strong>. So it would be<br />
useful if the industry were able <strong>to</strong> directly<br />
measure <strong>fibre</strong> linear density or <strong>fineness</strong> <strong>of</strong><br />
cot<strong>to</strong>n samples.<br />
Each coloured line represents a different <strong>fibre</strong> maturity ratio (mat) value covering the common commercial<br />
range. <strong>The</strong> vertical line highlights that a particular micronaire value (in this case 4.1) can represent cot<strong>to</strong>ns<br />
with a range <strong>of</strong> different <strong>fibre</strong> linear density (<strong>fineness</strong>) values depending <strong>of</strong> the <strong>fibre</strong> maturity<br />
46 — THE AUSTRALIAN COTTONGROWER APRIL–MAY 2008