Separations Technology in Petroleum Refining - Pall Corporation
Separations Technology in Petroleum Refining - Pall Corporation
Separations Technology in Petroleum Refining - Pall Corporation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
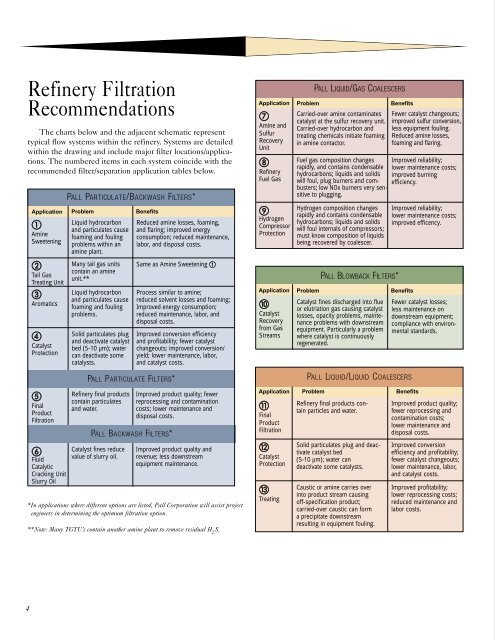
Ref<strong>in</strong>ery Filtration<br />
Recommendations<br />
The charts below and the adjacent schematic represent<br />
typical flow systems with<strong>in</strong> the ref<strong>in</strong>ery. Systems are detailed<br />
with<strong>in</strong> the draw<strong>in</strong>g and <strong>in</strong>clude major filter locations/applications.<br />
The numbered items <strong>in</strong> each system co<strong>in</strong>cide with the<br />
recommended filter/separation application tables below.<br />
Application<br />
a<br />
Am<strong>in</strong>e<br />
Sweeten<strong>in</strong>g<br />
b<br />
Tail Gas<br />
Treat<strong>in</strong>g Unit<br />
c<br />
Aromatics<br />
d<br />
Catalyst<br />
Protection<br />
PALL PARTICULATE/BACKWASH FILTERS*<br />
Problem<br />
Liquid hydrocarbon<br />
and particulates cause<br />
foam<strong>in</strong>g and foul<strong>in</strong>g<br />
problems with<strong>in</strong> an<br />
am<strong>in</strong>e plant.<br />
Many tail gas units<br />
conta<strong>in</strong> an am<strong>in</strong>e<br />
unit.**<br />
Liquid hydrocarbon<br />
and particulates cause<br />
foam<strong>in</strong>g and foul<strong>in</strong>g<br />
problems.<br />
Solid particulates plug<br />
and deactivate catalyst<br />
bed (5-10 µm); water<br />
can deactivate some<br />
catalysts.<br />
Benefits<br />
PALL PARTICULATE FILTERS*<br />
Reduced am<strong>in</strong>e losses, foam<strong>in</strong>g,<br />
and flar<strong>in</strong>g; improved energy<br />
consumption; reduced ma<strong>in</strong>tenance,<br />
labor, and disposal costs.<br />
Same as Am<strong>in</strong>e Sweeten<strong>in</strong>g a<br />
Process similar to am<strong>in</strong>e;<br />
reduced solvent losses and foam<strong>in</strong>g;<br />
Improved energy consumption;<br />
reduced ma<strong>in</strong>tenance, labor, and<br />
disposal costs.<br />
Improved conversion efficiency<br />
and profitability; fewer catalyst<br />
changeouts; improved conversion/<br />
yield; lower ma<strong>in</strong>tenance, labor,<br />
and catalyst costs.<br />
Application<br />
g<br />
Am<strong>in</strong>e and<br />
Sulfur<br />
Recovery<br />
Unit<br />
h<br />
Ref<strong>in</strong>ery<br />
Fuel Gas<br />
i<br />
Hydrogen<br />
Compressor<br />
Protection<br />
Application<br />
j<br />
Catalyst<br />
Recovery<br />
from Gas<br />
Streams<br />
PALL LIQUID/GAS COALESCERS<br />
Problem Benefits<br />
Carried-over am<strong>in</strong>e contam<strong>in</strong>ates<br />
catalyst at the sulfur recovery unit.<br />
Carried-over hydrocarbon and<br />
treat<strong>in</strong>g chemicals <strong>in</strong>itiate foam<strong>in</strong>g<br />
<strong>in</strong> am<strong>in</strong>e contactor.<br />
Fuel gas composition changes<br />
rapidly, and conta<strong>in</strong>s condensable<br />
hydrocarbons; liquids and solids<br />
will foul, plug burners and combusters;<br />
low NOx burners very sensitive<br />
to plugg<strong>in</strong>g.<br />
Hydrogen composition changes<br />
rapidly and conta<strong>in</strong>s condensable<br />
hydrocarbons; liquids and solids<br />
will foul <strong>in</strong>ternals of compressors;<br />
must know composition of liquids<br />
be<strong>in</strong>g recovered by coalescer.<br />
PALL BLOWBACK FILTERS*<br />
Problem Benefits<br />
Catalyst f<strong>in</strong>es discharged <strong>in</strong>to flue<br />
or elutriation gas caus<strong>in</strong>g catalyst<br />
losses, opacity problems, ma<strong>in</strong>tenance<br />
problems with downstream<br />
equipment. Particularly a problem<br />
where catalyst is cont<strong>in</strong>uously<br />
regenerated.<br />
PALL LIQUID/LIQUID COALESCERS<br />
Fewer catalyst changeouts;<br />
improved sulfur conversion,<br />
less equipment foul<strong>in</strong>g.<br />
Reduced am<strong>in</strong>e losses,<br />
foam<strong>in</strong>g and flar<strong>in</strong>g.<br />
Improved reliability;<br />
lower ma<strong>in</strong>tenance costs;<br />
improved burn<strong>in</strong>g<br />
efficiency.<br />
Improved reliability;<br />
lower ma<strong>in</strong>tenance costs;<br />
improved efficency.<br />
Fewer catalyst losses;<br />
less ma<strong>in</strong>tenance on<br />
downstream equipment;<br />
compliance with environmental<br />
standards.<br />
e<br />
F<strong>in</strong>al<br />
Product<br />
Filtration<br />
f<br />
Fluid<br />
Catalytic<br />
Crack<strong>in</strong>g Unit<br />
Slurry Oil<br />
Ref<strong>in</strong>ery f<strong>in</strong>al products<br />
conta<strong>in</strong> particulates<br />
and water.<br />
PALL BACKWASH FILTERS*<br />
Catalyst f<strong>in</strong>es reduce<br />
value of slurry oil.<br />
Improved product quality; fewer<br />
reprocess<strong>in</strong>g and contam<strong>in</strong>ation<br />
costs; lower ma<strong>in</strong>tenance and<br />
disposal costs.<br />
Improved product quality and<br />
revenue; less downstream<br />
equipment ma<strong>in</strong>tenance.<br />
*In applications where different options are listed, <strong>Pall</strong> <strong>Corporation</strong> will assist project<br />
eng<strong>in</strong>eers <strong>in</strong> determ<strong>in</strong><strong>in</strong>g the optimum filtration option.<br />
**Note: Many TGTU’s conta<strong>in</strong> another am<strong>in</strong>e plant to remove residual H 2 S.<br />
Application<br />
k<br />
F<strong>in</strong>al<br />
Product<br />
Filtration<br />
l<br />
Catalyst<br />
Protection<br />
m<br />
Treat<strong>in</strong>g<br />
Problem Benefits<br />
Ref<strong>in</strong>ery f<strong>in</strong>al products conta<strong>in</strong><br />
particles and water.<br />
Solid particulates plug and deactivate<br />
catalyst bed<br />
(5-10 µm); water can<br />
deactivate some catalysts.<br />
Caustic or am<strong>in</strong>e carries over<br />
<strong>in</strong>to product stream caus<strong>in</strong>g<br />
off-specification product;<br />
carried-over caustic can form<br />
a precipitate downstream<br />
result<strong>in</strong>g <strong>in</strong> equipment foul<strong>in</strong>g.<br />
Improved product quality;<br />
fewer reprocess<strong>in</strong>g and<br />
contam<strong>in</strong>ation costs;<br />
lower ma<strong>in</strong>tenance and<br />
disposal costs.<br />
Improved conversion<br />
efficiency and profitability;<br />
fewer catalyst changeouts;<br />
lower ma<strong>in</strong>tenance, labor,<br />
and catalyst costs.<br />
Improved profitability;<br />
lower reprocess<strong>in</strong>g costs;<br />
reduced ma<strong>in</strong>tenance and<br />
labor costs.<br />
4