Layout of the full text (only electronic versions are accepted)
Layout of the full text (only electronic versions are accepted)
Layout of the full text (only electronic versions are accepted)

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Used Felhasznált quantity mennyiség, 10 6 t/year 10<br />
EFFECTS OF BLENDING BIOPARAFFINS TO JET FUEL PRODUCTS<br />
Zoltán Eller 1 , Jenő Hancsók<br />
1 MOL Department <strong>of</strong> Hydrocarbon- and Coal Processing, University <strong>of</strong> Pannonia,<br />
Egyetem street 10., Veszprém, Hungary (ellerz@almos.uni-pannon.hu)<br />
Key words: Jet fuel, bioparaffin, aromatic content<br />
Abstract: Presently <strong>the</strong> growing demand for <strong>the</strong> jet fuels is increasing even more and <strong>the</strong><br />
severe quality specifications <strong>are</strong> getting more and more severe. The reasons <strong>of</strong> <strong>the</strong>se <strong>are</strong> <strong>the</strong><br />
growing aviation and <strong>the</strong> more conscious environmental requirements.<br />
In this con<strong>text</strong> we studied <strong>the</strong> changing <strong>of</strong> <strong>the</strong> properties <strong>of</strong> products produced at different<br />
process parameters (temperature: 200-360°C, pressure: 20-50 bar, liquid hourly space<br />
velocity: 1.0 – 3.0 cm 3 /cm 3 h and hydrogen/hydrocarbon volume ratio: 200-400 Nm 3 /m 3 ) from<br />
<strong>the</strong> catalytic experiments as a function <strong>of</strong> blending bioparaffins. Based on <strong>the</strong> quality<br />
parameters <strong>of</strong> <strong>the</strong> liquid products we found that by blending bioparaffins in to <strong>the</strong> products <strong>the</strong><br />
aromatic content decreased success<strong>full</strong>y more (< 5%), moreover <strong>the</strong> application technology<br />
properties improved, too – smoke point: 33 mm, crystallization point -51°C.<br />
I. Introduction<br />
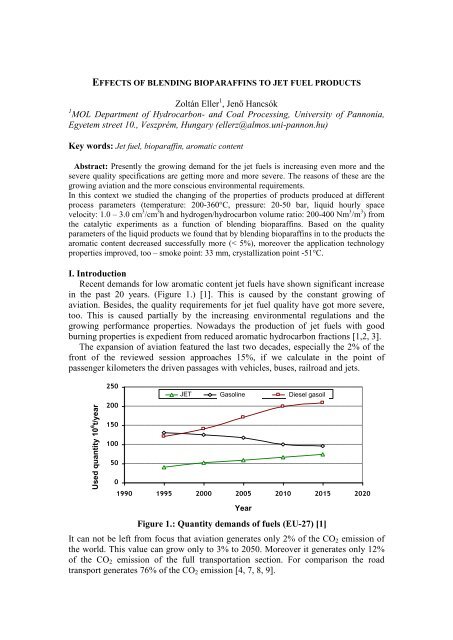
Recent demands for low aromatic content jet fuels have shown significant increase<br />
in <strong>the</strong> past 20 years. (Figure 1.) [1]. This is caused by <strong>the</strong> constant growing <strong>of</strong><br />
aviation. Besides, <strong>the</strong> quality requirements for jet fuel quality have got more severe,<br />
too. This is caused partially by <strong>the</strong> increasing environmental regulations and <strong>the</strong><br />
growing performance properties. Nowadays <strong>the</strong> production <strong>of</strong> jet fuels with good<br />
burning properties is expedient from reduced aromatic hydrocarbon fractions [1,2, 3].<br />
The expansion <strong>of</strong> aviation featured <strong>the</strong> last two decades, especially <strong>the</strong> 2% <strong>of</strong> <strong>the</strong><br />
front <strong>of</strong> <strong>the</strong> reviewed session approaches 15%, if we calculate in <strong>the</strong> point <strong>of</strong><br />
passenger kilometers <strong>the</strong> driven passages with vehicles, buses, railroad and jets.<br />
6 t/év<br />
250<br />
200<br />
JET Motorbenzin Gasoline Dízelgázolaj<br />
Diesel gasoil<br />
150<br />
100<br />
50<br />
0<br />
1990 1995 2000 2005 2010 2015 2020<br />
Year Év<br />
Figure 1.: Quantity demands <strong>of</strong> fuels (EU-27) [1]<br />
It can not be left from focus that aviation generates <strong>only</strong> 2% <strong>of</strong> <strong>the</strong> CO 2 emission <strong>of</strong><br />
<strong>the</strong> world. This value can grow <strong>only</strong> to 3% to 2050. Moreover it generates <strong>only</strong> 12%<br />
<strong>of</strong> <strong>the</strong> CO 2 emission <strong>of</strong> <strong>the</strong> <strong>full</strong> transportation section. For comparison <strong>the</strong> road<br />
transport generates 76% <strong>of</strong> <strong>the</strong> CO 2 emission [4, 7, 8, 9].
One <strong>of</strong> <strong>the</strong> greatest problems <strong>are</strong> <strong>the</strong> jets that fly at one time more than 1500<br />
kilometers, because aviation produces <strong>the</strong> 80% <strong>of</strong> greenhouse gases, because at <strong>the</strong><br />
end <strong>of</strong> <strong>the</strong> passage <strong>the</strong>y let <strong>the</strong> emergency fuel out, so <strong>the</strong>y increase <strong>the</strong> forming <strong>of</strong> <strong>the</strong><br />
greenhouse effect. But <strong>the</strong>re <strong>are</strong> no alternative solutions to bridge <strong>the</strong>se distances in<br />
<strong>the</strong> transport section [10, 11].<br />
In <strong>the</strong> near past <strong>the</strong> properties <strong>of</strong> gasolines and diesel gas oils continuously got<br />
more severe, and <strong>the</strong> properties <strong>of</strong> jet fuels <strong>are</strong> expected to become stricter, too. So <strong>the</strong><br />
possibilities to produce low aromatic and low sulphur content jet fuels in a<br />
heterogeneous catalytic way is now being studied all over <strong>the</strong> world. [2, 7, 8, 12].<br />
Presently <strong>the</strong> jet fuels <strong>are</strong> produced from different feedstocks. Due to <strong>the</strong> growing<br />
demand more feedstock sources must be taken into account. With <strong>the</strong>ir application<br />
environmental friendly (low sulphur and aromatic content) fuel can be produced with<br />
favourable application-technical properties. (Figure 2.) [1, 2, 3, 4, 5, 6].<br />
POSSIBILITIES OF PRODUCTION<br />
OF JET FUEL<br />
FROM RENEWABLE<br />
FEEDSTOCK<br />
FOSSILIC BASED<br />
FEEDSTOCK<br />
HYDROGENATION OF<br />
TRIGLYCERIDES<br />
HYDROGENATION OF<br />
LIGNOCELLULOIDES<br />
FROM<br />
SYNTHESIS GAS<br />
PRODUCTION WITH<br />
CONVERSION PROCESS<br />
WITHOUT CARBON<br />
NUMBER CHANGING<br />
Hydrogenation, desulphurization and/or<br />
aromatic saturation <strong>of</strong> petroleum fractions<br />
WITH CARBON<br />
NUMBER CHANGING<br />
Hydrocracking <strong>of</strong> heavy distillates,<br />
oligomerization + hydrogenation<br />
PRODUCTION<br />
WITH SYNTHESIS<br />
Based on syn<strong>the</strong>sis gas (CH 4, coal, crude oil products) Fischer-<br />
Tropsch syn<strong>the</strong>sis, products and hydrocracking isomerization<br />
Figure 2.: Classification <strong>of</strong> <strong>the</strong> possibilities <strong>of</strong> producing jet fuels<br />
The role <strong>of</strong> producing jet fuels from triglycerides in a catalytic way will be more<br />
important in <strong>the</strong> near future (Figure 3.). During <strong>the</strong> hydrogenation, <strong>the</strong> formed<br />
normal- and iso-paraffin hydrocarbons have suitable energetical and low temperature<br />
properties [7].<br />
Figure 3.: Jet fuel production from triglycerides
In <strong>the</strong> future, beside <strong>the</strong> hydrogenation <strong>of</strong> triglycerides, two o<strong>the</strong>r processes<br />
operating with renewable source feedstock can get a role; one produces motor fuels<br />
with transformation and hydrogenation <strong>of</strong> lignocelluloids, while <strong>the</strong> o<strong>the</strong>r is <strong>the</strong><br />
Fischer-Tropsch syn<strong>the</strong>sis, which processes syn<strong>the</strong>sis gas from biomass, and which is<br />
applied in our present days (Figure 4. and 5.) [8].<br />
Carbonhydrates<br />
Lignocelluloids<br />
Acid catalyzed<br />
condensation<br />
Aldol<br />
condensation<br />
Solid basic catalyst<br />
Hogh molecular weight organic compounds<br />
Hydrogenation<br />
Bifunctional catalyst<br />
Jet fuel<br />
Figure 4.: Jet fuel from lignocelluloids<br />
BIOMASS<br />
OILSAND, CRUDE OIL, WASTES,<br />
NATURAL GAS, COAL<br />
From o<strong>the</strong>r sources<br />
2 H 2<br />
+ CO 2<br />
SYNTHESIS GAS<br />
(CO+H 2<br />
)<br />
FISCHER-TROPSCH<br />
SYNTHESIS<br />
SYNTHETIC<br />
CRUDE OIL<br />
z (-CH 2<br />
-CH 2<br />
) X<br />
-<br />
SYNTHETIC<br />
GASOLINE, JET,<br />
GAS OIL, BASE OIL<br />
ISOMERIZER<br />
HYDROCRACKING<br />
CH 2<br />
CH<br />
CH 2<br />
n<br />
m<br />
Figure 5.: Jet fuel production with Fischer-Tropsch syn<strong>the</strong>sis during<br />
isomerizer hydrocracking
II. Experimental<br />
The aim <strong>of</strong> our experimental work was to study <strong>the</strong> production possibilities <strong>of</strong> reduced<br />
sulphur and aromatic content jet fuel with <strong>the</strong> catalytic hydrogenation <strong>of</strong> a petroleum<br />
fraction. We studied <strong>the</strong> effect <strong>of</strong> <strong>the</strong> process parameters on <strong>the</strong> liquid product yield<br />
and quality. Our fur<strong>the</strong>r aim was to study <strong>the</strong> availability <strong>of</strong> a paraffin mixture that is<br />
produced by catalytic hydrogenation <strong>of</strong> triglycerides, as a jet fuel blending<br />
component.<br />
2.1. Experimental apparatus<br />
The heterogeneous catalytic hydrogenation experiments for aromatic saturation<br />
were carried out in a reactor system which contained all <strong>of</strong> <strong>the</strong> important apparatus<br />
and units that can be found in a reactor loop <strong>of</strong> an industrial desulphurizer and<br />
aromatic hydrogenation plant. The simplified process flow diagram <strong>of</strong> <strong>the</strong> apparatus is<br />
shown in Figure 6. The effective volume <strong>of</strong> <strong>the</strong> reactor was 100 cm 3 .<br />
7.<br />
14.<br />
6.<br />
15.<br />
20.<br />
5.<br />
16.<br />
I-3<br />
Purge gas<br />
Hydrogen<br />
2.<br />
4.<br />
17.<br />
I-2<br />
19.<br />
3.<br />
18.<br />
1.<br />
13.<br />
8.<br />
12.<br />
Feedstock<br />
10. 11.<br />
9.<br />
21.<br />
22.<br />
23.<br />
Liquid product<br />
Figure 6.: The applied experimental apparatus<br />
Legend: 1.: bottle-storage; 2., 4., 6 non-return valves; 3., 5.: gasreductors; 7.:<br />
gasflow controller; 8.: feedstock vessel; 10.: filter; 11.: feedstock pump; 12.:<br />
throttle valve, 13.: flowmeter; 14.: reactor; 15., 16., 17.: <strong>the</strong>rmometers; 18.:<br />
separator; 19.: pneumatic valve; 20.: gas-meter; 21.: magnetic valve;<br />
22.: product receiver; 23.: liquid product outlet<br />
2.2 Materials<br />
During <strong>the</strong> experiments we used a NiMo/Al 2 O 3 catalyst, which is suitable for <strong>the</strong><br />
desulphurization <strong>of</strong> gas oils. Before <strong>the</strong> starting <strong>of</strong> <strong>the</strong> experiments we loaded 60 cm 3<br />
(56.79 g) catalyst in to <strong>the</strong> middle section <strong>of</strong> <strong>the</strong> reactor. After <strong>the</strong> load, we carried out<br />
<strong>the</strong> activation <strong>of</strong> <strong>the</strong> new, unactivated catalyst by <strong>the</strong> activation (curing and<br />
presulphidation) program that was worked out by <strong>the</strong> Department.<br />
The quality properties <strong>of</strong> <strong>the</strong> applied feedstock, which we used during <strong>the</strong><br />
experiments, <strong>are</strong> given in Table I. It was produced from Russian crude oil at <strong>the</strong> MOL<br />
Plc. with distillation.
Appearance<br />
Aromatic content, %<br />
Monoaromatic<br />
Diaromatic<br />
Merchaptane sulphur<br />
content, %<br />
Total sulphur content,<br />
Clear, transp<strong>are</strong>nt and<br />
sediment free<br />
17.9<br />
3.8<br />
0.01<br />
1800<br />
mg/kg<br />
Density on 15°C, g/cm 3 0.8083<br />
Crystallization point, °C -43<br />
Heating value, MJ/kg 42.37<br />
Smoke point, mm 23.4<br />
Table I.: Quality properties <strong>of</strong> <strong>the</strong> used petroleum fraction<br />
The main quality properties <strong>of</strong> <strong>the</strong> alternative origin blending component (paraffin<br />
mixture), which was used for <strong>the</strong> blending <strong>of</strong> jet fuel, <strong>are</strong> shown in Table II.<br />
2.3 Methods<br />
Property<br />
Value<br />
Sulphur content, mg/kg < 1<br />
Aromatic content, % < 0.1<br />
Heating value, MJ/kg 43.3<br />
Crystallization point, °C -53<br />
Smoke point, mm 44<br />
Table II.: The main properties <strong>of</strong> <strong>the</strong> alternative origin jet fuel blending<br />
components<br />
Appearance MSZ 10870:1995<br />
Density EN 12185:1998<br />
Sulphur content EN 14596:2007<br />
EN 20846:2004<br />
Aromatic content EN 12916:2000<br />
Smoke point EN 3014:1993<br />
Heating value EN 19954:1971<br />
Crystallization point EN 2047:1986<br />
Distillation properties EN 3405:2000<br />
Table III.: Standard methods for <strong>the</strong> quality properties <strong>of</strong> <strong>the</strong> feedstocks and<br />
<strong>the</strong> liquid products<br />
The main quality properties <strong>of</strong> <strong>the</strong> petroleum fraction that was used as feedstock<br />
and <strong>the</strong> liquid products were determined according to <strong>the</strong> standards with <strong>the</strong><br />
prescribed tolerance given in Table III.
Aromatic content, %<br />
III. Results and discussion<br />
In <strong>the</strong> following we discuss <strong>the</strong> effects <strong>of</strong> <strong>the</strong> bioparaffin mixture that was blended<br />
to <strong>the</strong> products hydrogenated in a catalytic way, so its effect on <strong>the</strong> total aromatic<br />
content, sulphur content, heating value, moreover on <strong>the</strong> crystallization point and<br />
smoke point.<br />
The aromatic content <strong>of</strong> <strong>the</strong> feedstock petroleum fraction was 21.7% based on<br />
HPLC results, which we reduced to 14% at 300°C and 40 bar pressure and 1.0 h -1<br />
liquid hourly space velocity. With <strong>the</strong> aggravation <strong>of</strong> <strong>the</strong> process parameters, this<br />
value decreased fur<strong>the</strong>r. The aromatic content <strong>of</strong> <strong>the</strong> products decreased fur<strong>the</strong>r with<br />
<strong>the</strong> blending <strong>of</strong> bioparaffins. In case <strong>of</strong> product produced at 340°C (P= 50 bar,<br />
LHSV= 1.0 h -1 ) this value was <strong>the</strong> lowest, it was 4% (Figure 7.).<br />
16<br />
14<br />
12<br />
0% Bioparaffin, P=40 bar 10% Bioparaffin, P=40 bar<br />
20% Bioparaffin, P=40 bar 30% Bioparaffin, P=40 bar<br />
0% Bioparaffin, P=50 bar 10% Bioparaffin, P=50 bar<br />
20% Bioparaffin, P=50 bar 30% Bioparaffin, P=50 bar<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
290 300 310 320 330 340 350 360 370<br />
Temperature, °C<br />
Figure 7.: Changing <strong>of</strong> <strong>the</strong> aromatic content as a function <strong>of</strong> <strong>the</strong> temperature<br />
and sh<strong>are</strong> <strong>of</strong> bioparaffins<br />
(LHSV: 1.0 h -1 , H 2 /HC volume ratio: 400 Nm 3 /m 3 )<br />
The changing <strong>of</strong> <strong>the</strong> aromatic content affects <strong>the</strong> crystallization point and smoke<br />
point <strong>of</strong> <strong>the</strong> products. The crystallization point decreased well during <strong>the</strong> catalytic<br />
experiments, <strong>the</strong> reason is <strong>the</strong> hydrogenation <strong>of</strong> <strong>the</strong> aromatic content <strong>of</strong> <strong>the</strong> feedstock<br />
to cycloparaffins. The reason <strong>of</strong> this is that <strong>the</strong> crystallization points <strong>of</strong> cycloparaffins<br />
<strong>are</strong> lower than <strong>the</strong> crystallization points <strong>of</strong> aromatics. Due to <strong>the</strong> -53°C crystallization<br />
point <strong>of</strong> <strong>the</strong> bioparaffin mixture after <strong>the</strong> blending <strong>the</strong> crystallization points <strong>of</strong> <strong>the</strong><br />
products from <strong>the</strong> catalytic experiments decreased by 2-3°C, so we produced a<br />
product that has a crystallization point <strong>of</strong> -51°C (Figure 8.).
Smoke point, mm<br />
Crystallization point, °C<br />
-43<br />
-44<br />
-45<br />
-46<br />
-47<br />
0% Bioparaffin, P=40 bar<br />
10% Bioparaffin, P=40 bar<br />
20% Bioparaffin, P=40 bar<br />
30% Bioparaffin, P=40 bar<br />
0% Bioparaffin, P=50 bar<br />
10% Bioparaffin, P=50 bar<br />
20% Bioparaffin, P=50 bar<br />
30% Bioparaffin, P=50 bar<br />
-48<br />
-49<br />
-50<br />
-51<br />
-52<br />
290 300 310 320 330 340 350 360 370<br />
Temperature, °C<br />
Figure 8.: Changing <strong>of</strong> <strong>the</strong> crystallization point as a function <strong>of</strong> <strong>the</strong><br />
temperature and sh<strong>are</strong> <strong>of</strong> bioparaffins<br />
(LHSV: 1.0 h -1 , H 2 /HC volume ratio: 400 Nm 3 /m 3 )<br />
The smoke point is determined by <strong>the</strong> aromatic content <strong>of</strong> <strong>the</strong> product, too. During<br />
<strong>the</strong> hydrogenation <strong>the</strong> value <strong>of</strong> this property increased with decreasing <strong>the</strong> aromatic<br />
content. The smoke point <strong>of</strong> <strong>the</strong> applied bioparaffin mixture was 44 mm. At 300°C<br />
and 40 bar pressure <strong>the</strong> 10% blended bioparaffin mixture improved <strong>the</strong> smoke point,<br />
so this blend performed <strong>the</strong> 25 mm prescription <strong>of</strong> <strong>the</strong> standard. The smoke point<br />
values <strong>of</strong> <strong>the</strong> products produced at 360°C can be explained by <strong>the</strong> declined<br />
hydrogenation (saturation) <strong>of</strong> <strong>the</strong> aromatics caused by <strong>the</strong> <strong>the</strong>rmodynamic inhibition<br />
(Figure 9.).<br />
35<br />
32<br />
29<br />
26<br />
23<br />
0% Bioparaffin, P=40 bar 10% Bioparaffin, P=40 bar<br />
20% Bioparaffin, P=40 bar 30% Bioparaffin, P=40 bar<br />
0% Bioparaffin, P=50 bar 10% Bioparaffin, P=50 bar<br />
20% Bioparaffin, P=50 bar 30% Bioparaffin, P=50 bar<br />
20<br />
290 300 310 320 330 340 350 360 370<br />
Temperature, °C<br />
Figure 9.: Changing <strong>of</strong> <strong>the</strong> smoke point as a function <strong>of</strong> <strong>the</strong> temperature and<br />
sh<strong>are</strong> <strong>of</strong> bioparaffins (LHSV: 1.0 h -1 , H 2 /HC volume ratio: 400 Nm 3 /m 3 )
The heating value <strong>of</strong> <strong>the</strong> products increased in a small amount with <strong>the</strong> blending <strong>of</strong><br />
<strong>the</strong> bioparaffins. At <strong>the</strong> same time this increase has high importance, considering <strong>the</strong><br />
quantity loadable into <strong>the</strong> fuel tank <strong>of</strong> jets, because a product with higher energy<br />
content can be loaded in <strong>the</strong> same volume (Table IV.).<br />
Properties<br />
Heating value, MJ/kg<br />
Bioparaffin content, % 0 10 20 30<br />
Pressure, bar<br />
Temp.,°C<br />
40 50 40 50 40 50 40 50<br />
300 41.94 42.81 42.08 42.86 42.21 42.91 42.35 42.96<br />
320 42.07 42.94 42.19 42.98 42.32 43.01 42.44 43.05<br />
340 42.16 43.03 42.27 43.06 42.39 43.08 42.50 43.11<br />
360 42.10 42.97 42.22 43.00 42.34 43.04 42.46 43.07<br />
Table IV.: Changing <strong>of</strong> <strong>the</strong> heating value <strong>of</strong> <strong>the</strong> products caused by <strong>the</strong><br />
bioparaffin mixture<br />
Summary<br />
There <strong>are</strong> a lot <strong>of</strong> possibilities to produce modern jet fuel. Our aim was to improve<br />
fur<strong>the</strong>r <strong>the</strong> quality <strong>of</strong> catalytic hydrogenated jet fuels with blending bioparaffins to<br />
<strong>the</strong>m.<br />
We studied <strong>the</strong> changing <strong>of</strong> <strong>the</strong> aromatic content <strong>of</strong> <strong>the</strong> products caused by <strong>the</strong><br />
attenuative effect <strong>of</strong> <strong>the</strong> bioparaffin mixture. We produced products that have 4%<br />
aromatic content. We studied <strong>the</strong> effect <strong>of</strong> <strong>the</strong> bioparaffin mixture on <strong>the</strong> applicationtechnical<br />
properties (crystallization point and smoke point). We determined that <strong>the</strong><br />
values <strong>of</strong> both <strong>of</strong> <strong>the</strong> studied properties improved, and by <strong>the</strong> blending <strong>of</strong> <strong>the</strong><br />
bioparaffin mixture, in case <strong>of</strong> 30% bioparaffin content <strong>the</strong> crystallization point was -<br />
51°C, while <strong>the</strong> smoke point was 33 mm when <strong>the</strong> bioparaffin mixture was blended to<br />
<strong>the</strong> product which was produced at 340°C, 50 bar and liquid hourly space velocity 1.0<br />
h -1 .<br />
References<br />
[1] Dastillung, M.: “Oil Refining in <strong>the</strong> EU in 2015”, CONCAWE Report, no.<br />
1/07, 2007<br />
[2] . J. Hancsók.: “Fuels for Engines and JET Engines Part II: Diesel Fuels”,<br />
Publisher <strong>of</strong> University <strong>of</strong> Veszprém, Veszprém, 1999,ISBN:963 9220 27 2<br />
[3] J. Hancsók, G. Gárdos, E. Szatmári, Zs. Keresztessy: “Catalytic hydrogenation<br />
<strong>of</strong> petroleum fractions” 7 th International Symposium <strong>of</strong> Heterogenous<br />
Catalysis, Bourgas , Proceeding, 1991., 827-832.<br />
[4] Nagy, G., Hancsók J., Varga, Z.: “Investigation <strong>of</strong> <strong>the</strong> Hydrodearomatization<br />
<strong>of</strong> Diesel Fuels”, 5th International Colloquium on Fuels 2005, Esslingen,<br />
Németország, 12-13 January 2005 (ISBN 3-924813-59-0) 385-392.<br />
[5] L. Vradman, M. V. Landau, M. Herskowitz: “Hydrodearomatization <strong>of</strong><br />
petroleum fuel fractions on silica supported Ni-W sulphide with increased<br />
stacking number <strong>of</strong> <strong>the</strong> WS 2 phase” Fuel, 633-639., 2003.
[6] R. H. Natelson, M. S. Kurman, N. P. Cernansky, D. L. Miller: “Experimental<br />
investigation <strong>of</strong> surrogates for jet and diesel fuels”, Fuel, 2339-2342., 2008.<br />
[7] Hancsók, J., Krár, M., Magyar, Sz., Boda, L., Holló, A., Kalló, D.,<br />
Microporous and Mesoporous Materials, 2007, 101(1-2), 148-152.<br />
[8] Hancsók, J., Kasza, T.: “The Importance <strong>of</strong> Isoparaffins at <strong>the</strong> Modern Engine<br />
Fuel Production”, 8th International Colloquium Fuels 2011, Germany,<br />
Stuttgart/Ostfildern, 19-20 January 2011, In Proceedings (ISBN 3-924813-75-<br />
2), 361-373.<br />
[9] Varga, Z., Hancsók, J., Nagy, G., Stumpf, Á., Kalló, D.: “Investigation <strong>of</strong><br />
hydrotreating <strong>of</strong> gas oil fractions <strong>of</strong> different crude oils”, 7th World Congress<br />
<strong>of</strong> Chemical Engineering Incorporationg <strong>the</strong> 5th European Congress <strong>of</strong><br />
Chemical Engineering, SECC, Glasgow, Scotland, 10-14 July 2005.<br />
[10] C. Song: “An overview <strong>of</strong> new approaches to deep desulfurization for ultraclean<br />
gasoline, diesel fuel and jet fuel” Catalysis Today, 211-263., 2003.