King Industries, Inc. High Performance Products for Coatings, Inks ...
King Industries, Inc. High Performance Products for Coatings, Inks ...
King Industries, Inc. High Performance Products for Coatings, Inks ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>.<br />
<strong>High</strong> <strong>Per<strong>for</strong>mance</strong> <strong>Products</strong> <strong>for</strong><br />
<strong>Coatings</strong>, <strong>Inks</strong>, Adhesives and<br />
Sealants<br />
NACURE ® & K-CURE ®<br />
Acid & Blocked Acid Catalysts<br />
K-KAT ®<br />
Non-tin Catalysts <strong>for</strong> Urethanes<br />
NACURE ® SUPER CATALYSTS<br />
Cationic Cure of Epoxies<br />
K-FLEX ®<br />
Resin Modifiers & Reactive Diluents<br />
K-STAY ®<br />
Rheology Modifiers<br />
K-SPERSE ®<br />
Wetting & Dispersing Additives<br />
NACORR ®<br />
Rust & Corrosion Inhibitors<br />
DISPARLON ®<br />
Thixotropes & Surface Control Additives
<strong>King</strong> <strong>Industries</strong> <strong>Coatings</strong> Additives Division<br />
Technology Overview<br />
Since 1932, <strong>King</strong> <strong>Industries</strong> has been supplying specialty chemical products to a variety of industries that are<br />
per<strong>for</strong>mance driven with ever changing requirements. This is especially true <strong>for</strong> the coatings, inks, adhesives<br />
and sealant markets, the audience <strong>for</strong> this product guide. While the brochure covers our standard products,<br />
this overview has been designed to give you a summary of our areas of technical expertise and to urge you<br />
to contact us if you feel we may be of assistance <strong>for</strong> your specific product needs.<br />
CATALYSIS<br />
With over four decades of experience in catalysis, <strong>King</strong> offers the industry’s broadest spectrum of catalysts<br />
including:<br />
• Acid and blocked acid (latent) catalysts <strong>for</strong> amino thermoset systems<br />
• Non-tin, mercury-free catalysts <strong>for</strong> urethanes<br />
• Latent and super acid catalysts <strong>for</strong> the cationic cure of epoxies<br />
• Hydrophobic catalysts <strong>for</strong> the moisture cure of siloxane functional polymers<br />
• Powder catalysts <strong>for</strong> uretdione crosslinked powder coatings and caprolactam blocked isocyanate<br />
powder systems<br />
CORROSION INHIBITION<br />
<strong>King</strong> offers ferrous and non-ferrous protection <strong>for</strong> a wide variety of metals and systems based on three<br />
unique plat<strong>for</strong>ms:<br />
• Sulfonate based rust and corrosion inhibitors<br />
• Modified triazole compounds<br />
• Amino acid derivatives<br />
DISPERSANT TECHNOLOGY<br />
Whether organic or inorganic pigments/fillers, <strong>King</strong> offers a variety of dispersant technologies including:<br />
• Solvent free polymeric wetting and dispersing agents <strong>for</strong> solventless and epoxy systems<br />
• Sulfonate based dispersants <strong>for</strong> non-aqueous, solvent-free and powder systems<br />
• Organic wetting/dispersing agents <strong>for</strong> highly viscous systems such as ceramics, metal pastes and<br />
sand-filled epoxies.<br />
RESIN MODIFIERS/REACTIVE DILUENTS<br />
• Unique polyester polyols based upon low molecular weight, linear, saturated aliphatic structures with<br />
pendant hydroxyl groups<br />
• Novel, low molecular weight diols with an all urethane backbone<br />
• Acetoacetate functional reactive diluents<br />
RHEOLOGY MODIFIERS<br />
• Unique sulfonate based modifiers <strong>for</strong> non-aqueous systems<br />
• Polyamide based thixotropes<br />
• Hydrophobically modified ethoxylated urethane thickeners <strong>for</strong> waterborne systems<br />
SURFACE CONTROL ADDITIVES<br />
In addition to <strong>King</strong>’s internally developed products, the Disparlon® product line represents over 25 years of a<br />
technology alliance with Kusumoto Chemical Ltd. of Japan. The Disparlon line offers a broad range of leveling,<br />
defoaming, anti-popping and anti-cratering additives <strong>for</strong> aqueous, solvent, solventless, UV and powder<br />
systems.<br />
© All materials copyrighted 2010, <strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>., Norwalk, CT, USA
Table of Contents and System Reference Chart<br />
SYSTEM<br />
<strong>High</strong> Solids Waterborne Conventional Powder UV<br />
SECTION I - CATALYSTS<br />
PRODUCT LINES<br />
NACURE® & K-CURE®<br />
ACID & BLOCKED ACID CATALYSTS<br />
K-KAT® NON-TIN CATALYSTS<br />
FOR URETHANES<br />
NACURE® SUPER CATALYSTS<br />
LATENT CURE OF EPOXIES<br />
PAGE<br />
3<br />
14<br />
19<br />
SECTION II - RESIN MODIFIERS/REACTIVE DILUENTS<br />
K-FLEX®<br />
SPECIALTY PRODUCTS<br />
25<br />
K-FLEX®<br />
POLYESTER POLYOLS 27<br />
K-FLEX®<br />
URETHANE DIOLS<br />
29<br />
APPLICATION CHART<br />
Centerfold<br />
SECTION III - SPECIALTY ADDITIVES<br />
K-STAY®<br />
RHEOLOGY MODIFIERS<br />
NACORR®<br />
RUST & CORROSION INHIBITORS<br />
K-SPERSE®<br />
WETTING & DISPERSING ADDITIVES<br />
DISPARLON®<br />
THIXOTROPES<br />
DISPARLON® DEFOAMERS<br />
& ANTI-POPPING AGENTS<br />
DISPARLON® LEVELING<br />
& ANTI-CRATERING ADDITIVES<br />
DISPARLON® DISPERSANTS,<br />
ANTI-FLOOD & ANTI-FLOAT AGENTS<br />
21<br />
31<br />
35<br />
38<br />
43<br />
44<br />
46<br />
CONTACT INFORMATION: www.kingindustries.com<br />
World Headquarters<br />
<strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>.<br />
Science Road, CT 06852<br />
USA<br />
(800) 431-7900 or (203) 866-5551<br />
(203) 866-1268<br />
coatings@kingindustries.com<br />
European Sales Office<br />
<strong>King</strong> International Europe<br />
Noordkade 64, 2741 EZ Waddinxveen<br />
The Netherlands<br />
+31 182-631360<br />
+31 182-621002<br />
info@kingintl.nl<br />
Asia - Technical Service<br />
Dr. Zhiqiang Alex He<br />
42 JLYY - Rich Mond Hill<br />
Bo Ai 7th Road<br />
Zhongshan, Guangdong, China 528403<br />
+760-88229866<br />
+760-88229896<br />
alex.he@kingindustries.com
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
NACURE ® & K-CURE ®<br />
Acid & Blocked Acid Catalysts<br />
Why Use Catalysts<br />
Today’s need <strong>for</strong> high solids and waterborne<br />
coatings requires greater use of high reactivity, low<br />
viscosity resins and crosslinkers. Conversion of<br />
these systems into tough, chemically resistant, high<br />
per<strong>for</strong>mance coatings at reduced cure temperatures<br />
can be accomplished with the use of a catalyst.<br />
Acrylics, alkyds, epoxies and polyesters with<br />
reactive functional groups, such as hydroxyl,<br />
carbamate, siloxane or amide can be reacted with<br />
melamine, urea and benzoguanamine crosslinkers.<br />
The proper use of catalysts can facilitate the<br />
crosslinking reaction resulting in the following<br />
benefits:<br />
• Shorter cure schedules<br />
• Lower cure temperatures <strong>for</strong> thermoset high<br />
solids and waterborne coatings<br />
• Improved hardness, gloss, humidity<br />
and corrosion resistance<br />
• Improved mechanical properties<br />
<strong>King</strong> <strong>Industries</strong> continues to develop catalysts to<br />
meet the ever expanding needs of a rapidly<br />
changing market.<br />
Free Acid Or Latent Catalyst<br />
While acid catalysts provide the fastest cure and<br />
lower curing temperatures, blocked or latent catalysts<br />
are typically chosen <strong>for</strong> systems requiring<br />
greater package stability. In addition, troublesome<br />
catalyst-pigment interaction can be reduced or<br />
eliminated with the use of blocked catalysts.<br />
As can be seen in the table that follows, <strong>King</strong>’s catalyst<br />
line is based upon a variety of acids. The middle<br />
column denotes the free acid versions while the far<br />
right column shows amine blocked or covalently<br />
bonded derivatives <strong>for</strong> applications requiring<br />
extended package stability.<br />
Acid Type<br />
DNNDSA<br />
Dinonylnaphthalene<br />
Disulfonic Acid<br />
HO3S<br />
H 19C 9<br />
Catalyst By Acid Type<br />
C 9H 19<br />
SO3H<br />
DNNSA<br />
Dinonylnaphthalene<br />
Sulfonic Acid<br />
H 19C 9<br />
DDBSA<br />
Dodecylbenzene<br />
Sulfonic Acid<br />
SO3H<br />
p-TSA<br />
p-Toluene<br />
Sulfonic Acid<br />
CH3<br />
SO3H<br />
C 12H 25<br />
C 9H 19<br />
SO3H<br />
Phosphates<br />
AAP/PAP<br />
Alkyl Acid Phosphates<br />
Phenyl Acid Phosphates<br />
Acid<br />
Catalysts<br />
NACURE 155<br />
NACURE 3056<br />
Blocked<br />
Catalysts<br />
NACURE 3327<br />
NACURE 3483<br />
NACURE 3525<br />
NACURE X49-110<br />
NACURE 1051 NACURE 1323<br />
NACURE 1419<br />
NACURE 1557<br />
NACURE 1953<br />
NACURE 5076 NACURE 5225<br />
NACURE 5414<br />
NACURE 5528<br />
NACURE 5925<br />
K-CURE 1040<br />
K-CURE 1040W<br />
NACURE 4000<br />
NACURE 4054<br />
NACURE 2107<br />
NACURE 2500<br />
NACURE 2501<br />
NACURE 2522<br />
NACURE 2530<br />
NACURE 2547<br />
NACURE 4167<br />
NACURE 4167W<br />
NACURE 4575<br />
Mixed Acids K-CURE 129B NACURE 8924
Product Offerings<br />
The chemical structure of the catalyst, as well as the<br />
quantity used, can have a profound impact on film<br />
properties such as adhesion, corrosion resistance,<br />
flexibility and impact resistance. These observations<br />
are apparent not only among varying acid types but<br />
also among different products within the same<br />
chemical family.<br />
The type of crosslinker used will also affect the<br />
choice of catalyst. <strong>High</strong> solids and waterborne<br />
coatings are typically <strong>for</strong>mulated with monomeric<br />
crosslinkers such as hexa(methoxymethyl)melamine<br />
(HMMM) or mixed ether melamine; reaction of<br />
these crosslinkers with hydroxy or carbamate functional<br />
groups is best achieved with strong acid catalysts<br />
like DNNDSA or p-TSA.<br />
More reactive crosslinkers, which are more<br />
polymeric but contain high levels of -NH groups,<br />
respond better to a weaker acid such as acid<br />
phosphates or low dosages of amine blocked<br />
sulfonic acids.<br />
Cure Time, Minutes<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
N-2500<br />
N-8924<br />
N-2530<br />
Relative Cure Profiles <strong>for</strong> NACURE Blocked Catalysts<br />
<strong>for</strong> Amino Crosslinked Systems<br />
N-2558<br />
N-2107<br />
N-2547<br />
N-3327<br />
N-5225 N-3525 N-5528<br />
X49-110 N-5925<br />
N-2558<br />
Crosslinking Agent<br />
Fully alkylated<br />
monomeric M/F resins:<br />
Fully methylated<br />
Fully butylated<br />
Mixed ethers<br />
Urea <strong>for</strong>maldehyde resins<br />
Benzoguanamine resins<br />
Glycoluril resins<br />
<strong>High</strong>ly alkylated, high<br />
imino M/F resins<br />
Partially alkylated<br />
polymeric M/F resins<br />
N-3483<br />
N-4575<br />
N-5414<br />
General Acid<br />
Category<br />
Strong Acids<br />
pKaDNNDSA>DDBSA>DNNSA>Phosphates>Carboxylates<br />
The table above, matches the type of crosslinking<br />
agent and the acid catalyst most suitable <strong>for</strong> each<br />
class. <strong>King</strong> offers a broad selection of catalysts to<br />
satisfy almost every possible curing parameter.<br />
Relative cure profiles <strong>for</strong> NACURE Blocked<br />
Catalysts are shown below.<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
N-1323, N-1953, N-1419, N-1557<br />
0<br />
85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175<br />
Cure Temperature, o C<br />
Pages 3 & 4
Catalyst Selection Chart by Application<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
The application charts that follow can be used to arrive at good starting point product recommendations based<br />
upon <strong>King</strong>’s decades of experience in catalysis. However, we strongly recommend, given the complexity of the<br />
selection process and the subtle nuances of each individual product, that you take advantage of our Technical<br />
Service Department who will be more than happy to assist you. They can be quickly reached either by email:<br />
coatings@kingindustries.com or phone: (203) 866-5551 <strong>for</strong> assistance.<br />
Solventborne<br />
1419<br />
Best Overall<br />
3525<br />
Solubility<br />
1051<br />
Corrosion<br />
Resistance<br />
1323<br />
<strong>High</strong><br />
Temperatures<br />
PRIMERS<br />
Waterborne<br />
155<br />
Best Overall<br />
3525 &<br />
X49-110<br />
Package<br />
Stability<br />
METAL SUBSTRATES<br />
Solventborne<br />
5076*<br />
Best Overall<br />
5925*<br />
Package<br />
Stability<br />
155<br />
Moisture<br />
Resistance<br />
X49-110<br />
Boiling Water<br />
Resistance<br />
CAN<br />
COIL, APPLIANCE<br />
Waterborne Solventborne Waterborne Solventborne Waterborne<br />
2500<br />
Best Overall<br />
2558<br />
Blister<br />
Resistance<br />
3525<br />
Adhesion<br />
1051<br />
Best Overall<br />
1323 & 1953<br />
<strong>High</strong> Bake<br />
Systems<br />
1419<br />
Corrosion<br />
Resistance<br />
2107<br />
Textured<br />
Finish<br />
TOPCOATS<br />
2500<br />
Best Overall<br />
X49-110<br />
Package<br />
Stability<br />
3525<br />
Adhesion<br />
GENERAL INDUSTRIAL<br />
2500<br />
Best Overall<br />
155<br />
Moisture<br />
Resistance<br />
X49-110<br />
Package<br />
Stability<br />
2547<br />
Best Overall<br />
2500<br />
Rapid Cure<br />
X49-110 &<br />
3525<br />
Adhesion<br />
* Complies with FDA 21 CFR, Sec. 175.300 (b) (3) xii & Xiii (a&b)
Catalyst Selection Chart by Application<br />
Solventborne<br />
X49-110<br />
Best Overall<br />
3525<br />
Solubility &<br />
Adhesion<br />
2500<br />
Best Overall<br />
PRIMERS<br />
Waterborne<br />
155<br />
Best Overall<br />
3525 &<br />
X49-110<br />
Solubility &<br />
Adhesion<br />
WOOD & PAPER SUBSTRATES<br />
Solventborne<br />
1040<br />
Best Overall<br />
129B<br />
Rapid Cure<br />
2530<br />
Package<br />
Stability<br />
Waterborne<br />
1040W<br />
Best Overall<br />
129B<br />
Rapid Cure<br />
8924<br />
Package<br />
Stability<br />
AUTOMOTIVE<br />
TOPCOATS: Basecoats & Clearcoats<br />
Solventborne<br />
5528 &<br />
5225<br />
Best Overall<br />
2500<br />
Rapid Cure<br />
3525<br />
Intercoat<br />
Adhesion<br />
Solventborne<br />
Waterborne<br />
2500<br />
Best Overall<br />
5225<br />
UV Durability<br />
2547<br />
Stability<br />
Waterborne<br />
Solventborne<br />
155<br />
Best Overall<br />
Solventborne<br />
PLASTICS<br />
Waterborne<br />
2500<br />
Rapid Cure<br />
NON-COATINGS: Adhesives (Sealants) & <strong>Inks</strong><br />
ADHESIVES (Sealants)<br />
155<br />
Best Overall<br />
1040<br />
Rapid Cure<br />
155<br />
Best Overall<br />
3525<br />
Adhesion<br />
1040<br />
Rapid Cure<br />
155<br />
Best Overall<br />
1051<br />
Moisture<br />
Resistance<br />
INKS<br />
155<br />
Best Overall<br />
Waterborne<br />
155<br />
Best Overall<br />
3525<br />
Adhesion<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
155<br />
Moisture<br />
Resistance<br />
155<br />
Moisture<br />
Resistance<br />
1040W<br />
Rapid Cure<br />
1040W<br />
Rapid Cure<br />
Pages 5 & 6
DNNDSA Catalysts<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
Advantages of Dinonylnaphthalene Disulfonic Acid<br />
(DNNDSA) catalysts include:<br />
• Excellent adhesion properties<br />
• Superior corrosion & moisture resistance<br />
• Detergent resistance<br />
• Excellent <strong>for</strong> solventborne and waterborne<br />
coatings<br />
ADHESION TESTS<br />
A polyester/HMMM general industrial enamel catalyzed<br />
with a blocked DNNDSA catalyst, NACURE<br />
X49-110 demonstrates (in the top chart) its superior<br />
crosshatch adhesion per<strong>for</strong>mance compared to a<br />
blocked p-TSA catalyst at a 150°C cure schedule.<br />
Enamels were applied to iron phosphated and<br />
untreated aluminum panels.<br />
DNNDSA Acid Catalysts<br />
PRODUCT<br />
NACURE<br />
155<br />
NACURE<br />
3056<br />
DNNDSA Blocked Catalysts<br />
NACURE<br />
3327<br />
NACURE<br />
3483<br />
NACURE<br />
3525<br />
Acid Type<br />
Volatile<br />
DNNDSA<br />
Isobutanol<br />
Isopropanol 25 6.5 - 7.5 7.40 N/A 107°C<br />
DNNDSA<br />
Xylene<br />
DNNDSA<br />
Isobutanol<br />
Isopropanol<br />
%<br />
Active<br />
25 N/A 8.20 10 max. 120°C<br />
25<br />
Acid #<br />
or pH<br />
lbs./gal.<br />
Property<br />
Gardner<br />
Color<br />
Minimum<br />
Cure*<br />
DNNDSA<br />
Isobutanol 55 112-116 8.16 12 max. RT<br />
DNNDSA<br />
Alcohols 50 103-107 8.00 14 max. RT<br />
7.0 - 8.5 7.65 10 max. 120°C<br />
DNNDSA<br />
N X49-110<br />
p-TSA<br />
(25%, Amine)<br />
Cure Schedule: 15 minutes @ 150°C<br />
Pencil Hardness H-2H 2-3H<br />
Adhesion to<br />
Phosphated CRS<br />
96% 24%<br />
The adhesion advantages of DNNDSA are also<br />
evident when compared to DDBSA. A significant<br />
improvement was observed when crosshatch<br />
adhesion tests were conducted on untreated<br />
aluminum panels<br />
Property<br />
DNNDSA<br />
NACURE 3525<br />
Cure Schedule: 15 minutes @ 150°C<br />
DDBSA<br />
(Blocked Cat.)<br />
Pencil Hardness H-2H H-2H<br />
Pendulum Hardness 116 116<br />
Adhesion to<br />
Untreated Aluminum<br />
90% 20%<br />
Attributes/Uses<br />
General purpose catalyst. Excellent<br />
water, detergent and salt spray<br />
resistance.<br />
Cost effective hydrophobic catalyst<br />
with excellent salt spray and water<br />
miscibility.<br />
Better solubility than other amine<br />
blocked DSA catalysts.<br />
Low conductivity <strong>for</strong> electrostatic<br />
spray. <strong>High</strong> gloss, reduced pigment<br />
interaction.<br />
Better solubility than X49-110,<br />
slower curing. Good salt spray<br />
resistance and adhesion.<br />
NACURE<br />
X49-110<br />
DNNDSA<br />
Isobutanol<br />
Isopropanol<br />
25 6.5 - 7.5 7.55 10 max. 90°C<br />
Best overall properties. Excellent<br />
water and corrosion resistance,<br />
and adhesion.<br />
* Cure Schedule: 30 minutes - Resin/Urea (60/40 ratio)
DNNSA Catalysts<br />
Resistance to Telegraphing<br />
0.32% p-TSA 0.9% DNNSA<br />
PRODUCT<br />
NACURE<br />
1051*<br />
Acid Type<br />
Volatile<br />
%<br />
Active<br />
Acid #<br />
or pH<br />
lbs./gal.<br />
DNNSA<br />
2-Butoxyethanol 50 60-64 8.16 N/A 125°C<br />
* NACURE 1051 is an excellent catalyst <strong>for</strong> anodic acrylic electrocoating.<br />
NACURE<br />
1323<br />
NACURE<br />
1419<br />
NACURE<br />
1557<br />
NACURE<br />
1953<br />
Catalysts based on Dinonylnaphthalene (Mono)<br />
Sulfonic Acid (DNNSA) offer the following advantages:<br />
• Hydrophobic catalyst<br />
• Excellent corrosion resistance<br />
• Overbake resistance<br />
• Excellent resistance to telegraphing<br />
• Excellent substrate wetting properties<br />
• Help reduce conductivity in coating<br />
• Excellent <strong>for</strong> primers and coil coating<br />
applications<br />
In the photographs to the left, resistance to<br />
telegraphing of surface imperfections over oily<br />
substrates is demonstrated. A skin cream containing<br />
oil was applied to the hand and imprinted onto the<br />
steel test panel prior to coating with a high solids<br />
acrylic enamel. DNNSA catalysis improves wetting<br />
and reduces telegraphing of metal surface<br />
variations.<br />
Gardner<br />
Color<br />
Minimum*<br />
Cure<br />
DNNSA<br />
Xylene 21 6.8 - 7.5 7.43 N/A 150°C<br />
DNNSA<br />
Xylene/MIBK 30 N/A 7.74 N/A 150°C<br />
DNNSA<br />
Butanol<br />
2-Butoxyethanol<br />
DNNSA<br />
Butanol<br />
2-Butoxyethanol<br />
25 6.5 - 7.5 7.56 N/A 150°C<br />
25 6.5 - 6.9 7.48 N/A 150°C<br />
DNNSA Acid Catalyst<br />
Attributes/Uses<br />
Best water and corrosion<br />
resistance. Recommended <strong>for</strong> high<br />
temperature applications on metal.<br />
DNNSA Blocked Catalysts<br />
<strong>High</strong> temperature applications.<br />
Excellent solubility in aromatic<br />
and aliphatic solvents.<br />
Electrostatic spray. <strong>High</strong> bake<br />
applications <strong>for</strong> water, detergent<br />
and salt spray resistance.<br />
Resolves solvent popping in thick<br />
films. Excellent humidity and<br />
detergent resistance.<br />
<strong>High</strong> bake amino crosslinked<br />
systems such as coil coatings<br />
and metal decorating.<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
* Cure Schedule: 30 minutes - Resin/Urea (60/40 ratio)<br />
Pages 7 & 8
DDBSA Catalysts<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
Some of the key benefits of using Dodecylbenzene<br />
Sulfonic Acid (DDBSA) catalysts include:<br />
• Broad solubility<br />
• <strong>High</strong> gloss<br />
• UV resistance<br />
• Excellent compatibility in high solids and<br />
waterborne coatings<br />
• Excellent <strong>for</strong> automotive basecoats<br />
and topcoats<br />
DDBSA Acid Catalyst<br />
PRODUCT<br />
NACURE<br />
5076<br />
Acid Type<br />
Volatile<br />
%<br />
Active<br />
Acid #<br />
or pH<br />
lbs./gal.<br />
Gardner<br />
Color<br />
Minimum<br />
Cure*<br />
DDBSA<br />
Isopropanol 70 130-140 8.27 4 RT<br />
DDBSA Blocked Acid Catalysts<br />
NACURE<br />
5225<br />
NACURE<br />
5414<br />
NACURE<br />
5528<br />
NACURE<br />
5925<br />
DDBSA<br />
Isopropanol 25 6.0 - 7.0 7.40 2 120°C<br />
DDBSA<br />
Xylene 25 N/A 8.30 4 130°C<br />
DDBSA<br />
Isopropanol 25 7.0 - 8.0 7.50 2 120°C<br />
DDBSA<br />
Isopropanol 25 7.0 - 7.5 7.50 2 120°C<br />
* Cure Schedule: 30 minutes - Resin/Urea (60/40 ratio)<br />
Solubility of DDBSA Catalysts<br />
Key: S=Soluble P=Partial<br />
NACURE<br />
Attributes/Uses<br />
Complies with FDA 21 CFR,<br />
Sec. 175.300 (b) (3) xii & xiii (a&b)<br />
Best solubility in high solids<br />
enamels. Good solubility in<br />
aliphatic solvents.<br />
Excellent electrostatic spray (nonaqueous).<br />
Good intercoat adhesion.<br />
Blister resistant.<br />
Broad solubility.<br />
Excellent color stability.<br />
NACURE<br />
5076 5225<br />
Water S S<br />
Alcohols S S<br />
Glycols S S<br />
Glycol Ethers S S<br />
Glycol Ether Acetates S S<br />
Esters S S<br />
Ketones S P<br />
Aromatic Hydrocarbons S S<br />
Aliphatic Hydrocarbons S S<br />
Complies with FDA 21 CFR,<br />
Sec. 175.300 (b) (3) xii & xiii (a&b)
p-TSA/Mixed Acid Catalysts<br />
Pendulum, cycles<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
p-TSA and Mixed Acid Catalysts<br />
PRODUCT<br />
K-CURE<br />
1040<br />
K-CURE<br />
1040W<br />
K-CURE<br />
129B<br />
Acid Type<br />
Volatile<br />
%<br />
Active<br />
Acid #<br />
or pH<br />
lbs./gal.<br />
Catalysts based on para-Toluene Sulfonic<br />
Acid (p-TSA) or alkane sulfonic acid blends<br />
offer the following benefits:<br />
• Fastest cure response<br />
• Low temperature cure<br />
• Excellent UV resistance<br />
• Excellent gloss<br />
• For solventborne and waterborne<br />
coatings<br />
Gardner<br />
Color<br />
Minimum<br />
Cure*<br />
p-TSA<br />
Isopropanol 40 130-140 8.25 1 RT<br />
p-TSA<br />
Water 40 130-140 9.40 2 RT<br />
Mixed Acids<br />
Methanol/n-Butanol 50 200-210 8.90 1 RT<br />
p-TSA and Mixed Acid - Blocked Catalysts<br />
NACURE<br />
2107<br />
NACURE<br />
2500<br />
NACURE<br />
2501<br />
NACURE<br />
2530<br />
NACURE<br />
2547<br />
NACURE<br />
2558<br />
NACURE<br />
8924<br />
(Formerly XC-8224)<br />
200°F 225°F 250°F<br />
DDBSA<br />
p-TSA<br />
Isopropanol 25 8.0 - 9.0 7.57 1 90°C<br />
p-TSA<br />
Isopropanol 26 6.0 - 7.0 8.15 1 80°C<br />
TSA<br />
Methanol<br />
Isopropanol<br />
p-TSA<br />
Methanol<br />
Isopropanol<br />
Mixed Acids<br />
Water 25<br />
p-TSA<br />
25 6.0 - 7.2 8.01 1 80°C<br />
25 5.7 - 6.5 7.90 1 80°C<br />
p-TSA<br />
Water 25 8.6 9.18 1 90°C<br />
P-TSA<br />
Ethylene Glycol 25 4.0 9.60 1 90°C<br />
8.5<br />
The graph to the left demonstrates the low<br />
temperature cure capabilities of a blocked<br />
p-TSA catalyst as measured by pendulum<br />
hardness. The coating is a high solids<br />
polyester/HMMM clearcoat <strong>for</strong>mulation that<br />
was baked at three different temperatures<br />
<strong>for</strong> 15 minutes. Superior hardness develops<br />
at 200-225°F bakes when the p-TSA<br />
catalyst is used.<br />
9.1 1 RT<br />
Attributes/Uses<br />
<strong>High</strong>est gloss. Fast cure. Excellent<br />
weathering and exterior<br />
durability.<br />
As above, non-flammable <strong>for</strong><br />
waterborne applications.<br />
Fastest cure.<br />
Wood and paper coatings.<br />
Good metal mark resistance.<br />
Low temperature cure.<br />
Excellent stability.<br />
Slightly higher resistivity than<br />
2500.<br />
Better ketone solubility.<br />
Low temperature cure.<br />
Low tendency to yellow or<br />
wrinkle.<br />
Easy incorporation into aqueous<br />
systems<br />
Effective in controlling wrinkling,<br />
popping & blistering in HS systems<br />
Balance of rapid cure/stability in<br />
waterborne <strong>for</strong>mulations.<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
Pages 9 & 10<br />
* Cure Schedule: 30 minutes - Resin/Urea (60/40 ratio)
Phosphate Catalysts<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
Weak acid catalysts based on phosphate chemistries<br />
are recommended <strong>for</strong>:<br />
• Partially alkylated, high imino and polymeric<br />
melamine crosslinkers<br />
• Hybrids and carboxy-epoxy coatings<br />
• Siloxane crosslinking<br />
They offer:<br />
• Excellent gloss and chemical resistance<br />
• Excellent adhesion properties<br />
The graph to the right compares the adhesion advantage<br />
that NACURE 4000 shows in comparison to two<br />
commercial phosphate catalysts when used to catalyze<br />
an acrylic/polymeric melamine clearcoat.<br />
Phosphate Acid Catalyst<br />
PRODUCT<br />
NACURE<br />
4000<br />
(Formerly<br />
XC-C207)<br />
NACURE<br />
4054<br />
Acid Type<br />
Volatile<br />
Alkyl Acid<br />
Phosphate<br />
Alkyl Acid<br />
Phosphate<br />
%<br />
Active<br />
Phosphate Blocked Catalysts<br />
NACURE<br />
4167<br />
NACURE<br />
4167W<br />
(Formerly<br />
XP-297)<br />
NACURE<br />
4575<br />
NACURE<br />
9206<br />
Acid Phosphate<br />
Isopropanol<br />
Isobutanol<br />
Acid Phosphate<br />
Water<br />
Isopropanol<br />
Acid Phosphate<br />
Methanol<br />
Butanol<br />
Metal Chelate<br />
Acid #<br />
or pH<br />
lbs./gal.<br />
% Adhesion<br />
Gardner<br />
Color<br />
120<br />
100<br />
Minimum<br />
Cure*<br />
100 650 11.8 1 80°C<br />
50 155-165 7.59 1 110°C<br />
25 6.8 - 7.5 7.16 2 80°C<br />
25 6.5 - 7.5 8.20 2 90°C<br />
25 7.0 - 8.0 8.30 2 100°C<br />
78 8.9 120°C<br />
80<br />
60<br />
40<br />
20<br />
0<br />
% Adhesion to Aluminum<br />
Phos. A Phos.B N-4000<br />
Attributes/Uses<br />
Broad solubility and excellent<br />
adhesion, Good package<br />
stability.<br />
Excellent adhesion.<br />
Siloxane crosslinking.<br />
Blocked phosphate <strong>for</strong> high<br />
NH/polymeric melamines.<br />
Siloxane crosslinking.<br />
Aqueous systems using high<br />
NH/polymeric melamines.<br />
<strong>High</strong> gloss. Superb storage<br />
stability with polymeric amino<br />
resins.<br />
Thermal cured epoxy-carboxyl<br />
or epoxy-anhydride reactions.<br />
* Cure Schedule: 30 minutes - Resin/Urea (60/40 ratio)
Formulating In<strong>for</strong>mation<br />
Catalyst Selection<br />
When choosing catalysts, the following factors should be considered:<br />
• Type of coating (primer, basecoat or topcoat)<br />
• What is the cure schedule - time and temperature<br />
• What type of crosslinker is being used<br />
• What is/are the binder resin type(s) and ratio(s) e.g. Polyester/HMMM at 75/25<br />
• What is the substrate to be coated<br />
• What is the coating film thickness<br />
• What shelf life does the coating require<br />
Given the broad range of catalysts available, <strong>King</strong>’s technical service staff stands ready to assist you in<br />
choosing the right product to customize your <strong>for</strong>mulation. Simply email them with the answers to the above<br />
questions at coatings@kingindustries.com or call 203-866-5551.<br />
Formulating Tips<br />
In general, the time and temperature conditions of cure will determine the correct catalyst <strong>for</strong> the application.<br />
Strong acids with typical pKa strengths of approximately 0.5-0.7 should give equivalent rates of cure at<br />
equal molar concentrations of the acid group. Blocked catalysts will demand higher temperatures <strong>for</strong> full<br />
activation, and the pKa of the blocking agent attached to the acid will also influence the rate of reactivity.<br />
The charts which follow on the next page provide general in<strong>for</strong>mation on typical catalyst use levels by acid<br />
type based on a 30 minute cure schedule <strong>for</strong> a typical binder resin/HMMM ratio of 75/25. A ladder study of<br />
catalyst levels should be conducted to optimize the <strong>for</strong>mulation.<br />
Do not over catalyze. Using too much catalyst can be a costly mistake and one that can cause film<br />
properties to suffer significantly.<br />
NACURE ® & K-CURE ® ACID & BLOCKED ACID CATALYSTS<br />
Pages 11 & 12
Formulating In<strong>for</strong>mation - Use Levels<br />
NACURE & K-CURE ACID & BLOCKED ACID CATALYSTS<br />
Catalysts - Typical Use Levels<br />
The charts below can be used as a starting point<br />
guideline. The suggested cure schedules are based<br />
upon a 30 minute cure <strong>for</strong> typical Resin/HMMM<br />
(75/25 ratio) coatings.<br />
Acid Catalysts - Typical Use Levels<br />
Catalyst Use Level, % by Weight<br />
2.75<br />
2.5<br />
2.25<br />
2<br />
1.75<br />
1.5<br />
1.25<br />
1<br />
0.75<br />
0.5<br />
0.25<br />
The percentage of catalyst shown is as supplied<br />
based on total resin solids.<br />
Once a schedule is established, a ladder study<br />
should be conducted to optimize the <strong>for</strong>mulation.<br />
N-1051 (DNNSA)<br />
N-155 (DNNDSA) K-1040 (pTSA) N-5076 (DDBSA)<br />
0<br />
80 90 100 110 120 130 140 150 160 170 180 190 200 210<br />
Blocked Catalysts - Typical Use Levels<br />
Catalyst Use Level, % by Weight<br />
6.5<br />
6<br />
5.5<br />
5<br />
4.5<br />
4<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
Cure Temperature, °C<br />
Blocked DNNSA<br />
Blocked DNNDSA or DDBSA<br />
Blocked pTSA<br />
1<br />
0.5<br />
0<br />
60 75 90 105 120 135 150 165 180 195 210<br />
Cure Temperature, °C
K-KAT ® Non-Tin, Mercury-Free Urethane Catalysts<br />
K-KAT ® catalysts are metal compounds that are<br />
designed to accelerate the reaction of polyols with<br />
isocyanates. These catalysts are more<br />
environmentally acceptable than catalysts that<br />
contain tin or mercury.<br />
K-KAT catalysts are used in a wide range of urethane<br />
applications including coatings, elastomers and in<br />
prepolymer synthesis.<br />
Waterborne<br />
K-KAT XK-614<br />
Add to polyol side<br />
Efficient/Selective<br />
2K Polyurethane<br />
Solventborne<br />
K-KAT XK-614<br />
Efficient<br />
Selective<br />
Tin alternative (coatings)<br />
K-KAT catalysts additionally offer a number of<br />
per<strong>for</strong>mance advantages, including:<br />
• Selectivity in the presence of moisture<br />
(less gassing)<br />
• Improved pot life/cure time relationship<br />
• Mercury-like cure profile in elastomers<br />
• Less toxic than tin and mercury catalysts<br />
• Catalysis of secondary hydroxyl groups<br />
• Cold temperature cure response<br />
K-KAT Catalyst Selection Chart - <strong>Coatings</strong><br />
K-KAT XK-614<br />
Efficient<br />
Most stable<br />
1K Blocked NCO<br />
Solventborne<br />
Powder<br />
K-KAT XK-602<br />
Uretdione<br />
Crosslinked<br />
K-KAT ® URETHANE CATALYSTS<br />
K-KAT 6212<br />
Add to NCO side<br />
Selective<br />
K-KAT 348<br />
Efficient<br />
Non-yellowing<br />
K-KAT 348<br />
Efficient<br />
Non-yellowing<br />
K-KAT 4205<br />
Selective<br />
Fast tack free time<br />
Prepolymer Synthesis<br />
K-KAT 348<br />
Efficient<br />
Non-persistent<br />
K-KAT XC-9213<br />
Selective<br />
Non-persistent<br />
Pages 13 & 14
K-KAT Catalyst Selection Chart - Elastomers & Epoxy Systems<br />
Hg alternative (elastomers)<br />
Epoxies*<br />
Cure Profile<br />
(Closest to Hg)<br />
Amide<br />
(DICY)<br />
Acid<br />
Anhydride<br />
K-KAT ® URETHANE CATALYSTS<br />
K-KAT XK-618<br />
Best Compatibility<br />
K-KAT XK-617<br />
K-KAT XK-604<br />
Best Selectivity<br />
(less gassing)<br />
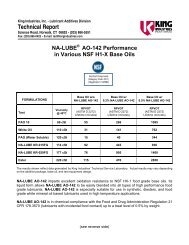
K-KAT Catalysts <strong>for</strong> <strong>Coatings</strong><br />
K-KAT Metal Use Levels<br />
(% on resin solids)<br />
K-KAT ® 602<br />
Powder<br />
K-KAT ® 614<br />
SB & 100% Solids<br />
Attributes<br />
348 Bi carboxylate 0.03 -1.0 Similar to DBTDL—effective in 2K and blocked isocyanate coatings<br />
XK-601 Bi carboxylate 0.5 - 1.5% Blocked isocyanate coatings and elastomers.<br />
5218 Al Chelate 1.0 - 2.0 Excellent 2K urethane pot life when used with 2,4-pentanedione.<br />
XK-602 Metal Complex 1.0 - 5.0 Designed <strong>for</strong> uretdione crosslinked powder coatings.<br />
K-KAT ® 614<br />
SB & 100% Solids<br />
* Please see<br />
NACURE ® SUPER<br />
Catalysts (Page 18)<br />
<strong>for</strong> additional<br />
products <strong>for</strong><br />
epoxy catalysis.<br />
XK-614 Metal Complex 0.5 - 3.0 Most versatile. Effective in 2K waterborne, 2K solventborne and<br />
blocked isocyanate systems. Can also be effective in urethane elastomer<br />
and epoxy systems.<br />
4205 Zr chelate 1.0 - 2.0 Good pot life, recommended <strong>for</strong> 2K coatings. Selective catalysis (less<br />
gassing).<br />
6212 Zr chelate 0.3 - 1.0 Selective coating/elastomer catalysis (less gassing). Good elastomer<br />
gel profile. Add to NCO.<br />
A209 Zr chelate 0.05 - 1.0 Selective coating/elastomer catalysis (less gassing). Good elastomer<br />
gel profile. Add to NCO.<br />
XC-9213 Zr Chelate 0.05 - 1.0 In addition to uses in pre-polymer synthesis, XC-9213 is used in cast<br />
elastomers as an alternative to Hg catalysts.<br />
K-KAT Catalysts <strong>for</strong> Elastomers<br />
XK-604 Mixed carboxylate 0.1 - 0.5 Very good gel profile in ambient cure 2K urethane elastomer systems.<br />
XK-617 Mixed carboxylate 0.1 - 0.5 Excellent gel profile in ambient cured 2K urethane elastomer systems.<br />
Slightly less selective than XK-604.<br />
XK-618 Mixed carboxylate 0.1 - 0.5 Best gel profile in ambient cured 2K urethane elastomer systems. Less<br />
selective than XK-617.
K-KAT <strong>Per<strong>for</strong>mance</strong> In <strong>Coatings</strong><br />
K-KAT 348 is a bismuth carboxylate that can be<br />
used in blocked isocyanate and two component<br />
urethane systems offering:<br />
• Properties comparable to tin catalysts<br />
• Excellent exterior durability<br />
• Non-yellowing characteristics<br />
• Excellent gloss retention<br />
• Catalysis of secondary OH groups<br />
K-KAT XK-601offers:<br />
Bismuth Carboxylates<br />
K-KAT 348 & XK-601<br />
• Improved hydrolytic stability over<br />
K-KAT 348<br />
XK-601 is recommended <strong>for</strong> blocked isocyanate<br />
systems and e-coat applications.<br />
Zirconium Chelates<br />
K-KAT 4205, 6212, A209 and XC-9213<br />
K-KAT 4205 and 6212 are zirconium chelates used<br />
in 2K urethane coatings. Advantages include:<br />
• Fast cure, selective catalysis (less gassing)<br />
• Suitability <strong>for</strong> extreme conditions such as<br />
cold or humidity<br />
• Excellent exterior durability<br />
• Good pot life<br />
K-KAT 4205 is unique in that it can be added to the<br />
polyol side. It is recommended <strong>for</strong> use in solventborne<br />
2K coatings.<br />
K-KAT 6212 must be added to the isocyanate component.<br />
It is recommended <strong>for</strong> 2K waterborne systems<br />
and 2K high solids coatings and RIM applications<br />
where plural component and in-line mixing<br />
systems are used.<br />
Metal Complex <strong>for</strong> Powder <strong>Coatings</strong><br />
K-KAT XK-602<br />
K-KAT XK-602 is designed to provide lower curing<br />
temperatures in uretdione crosslinked powder<br />
coatings. It can also be used to cure caprolactam<br />
blocked isocyanate powder coatings. Advantages<br />
include:<br />
• Lower cure temperatures<br />
• Non-yellowing<br />
• Excellent gloss retention<br />
• Excellent exterior durability<br />
MEK Rubs, 2X<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Uretdione/Polyester Catalysis<br />
No Catalyst<br />
Cure:<br />
2.5% K-KAT XK-602<br />
20'/160 C. 20'/200 C.<br />
Aluminum Chelate<br />
K-KAT 5218<br />
K-KAT 5218 can be used in both baked and<br />
ambient cured 2K urethane systems offering:<br />
• Synergy with pot life extenders such as<br />
2,4 - Pentanedione<br />
• Excellent exterior durability<br />
K-KAT ® URETHANE CATALYSTS<br />
Pages 15 & 16
K-KAT <strong>Per<strong>for</strong>mance</strong> In <strong>Coatings</strong><br />
K-KAT ® URETHANE CATALYSTS<br />
Metal Complex <strong>for</strong> HS & WB <strong>Coatings</strong><br />
K-KAT XK-614<br />
K-KAT XK-614 is a zinc complex catalyst <strong>for</strong> urethane<br />
coatings. Advantages include:<br />
• Excellent hydrolytic stability<br />
• Excellent pot life in 2K WB urethanes<br />
• Selective catalysis of the polyol/isocyanate<br />
reaction in the presence of moisture<br />
• Excellent film properties<br />
K-KAT XK-614 has demonstrated excellent hydrolytic<br />
stability and an increased tendency to selectively<br />
accelerate the polyol/isocyanate reaction in<br />
the presence of moisture. These two characteristics<br />
make K-KAT XK-614 suitable <strong>for</strong> 2K waterborne<br />
urethane coating systems.<br />
A good indicator of pot life, or workable time, of a<br />
2K waterborne urethane paints is gloss of cured<br />
films cast with aged paint. After the two components<br />
are combined, the aging process begins in<br />
the pot as polyol and water compete <strong>for</strong> free isocyanate<br />
groups. Gloss of films cast with aged paint<br />
is reduced as more water reacts with isocyanate in<br />
the pot.<br />
The graph below demonstrates superior selectivity<br />
of K-KAT XK-614 in a white 2K waterborne urethane<br />
system. The graph plots gloss of films cast<br />
immediately after mixing and films cast on hour<br />
intervals after mixing.<br />
GLOSS STUDY - K-KAT XK-614/DBTDL<br />
2K Waterborne Urethane<br />
Hardness development of ambient cured films cast<br />
immediately after mixing is illustrated in the graph<br />
below. Hardness of the films catalyzed with K-KAT<br />
XK-614 and DBTDL was similar after one day, but<br />
the K-KAT XK-614 film developed higher hardness<br />
after three and seven days.<br />
Pendulum Hardness, Cycles<br />
HARDNESS STUDY - K-KAT XK-614/DBTDL<br />
2K Waterborne Urethane<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
1 3 7<br />
Film Age - Days<br />
XK-614 DBTDL no cat<br />
60° Gloss<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
XK-614<br />
DBTDL<br />
No Catalyst<br />
0 1 2 3 4 5<br />
Film Age - Hours
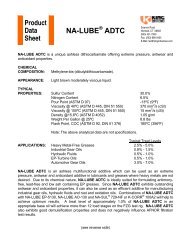
K-KAT <strong>Per<strong>for</strong>mance</strong> In Elastomers<br />
K-KAT XK-604, K-KAT XK-617 and K-KAT XK-618<br />
K-KAT XK-604, K-KAT XK-617 and K-KAT XK-618<br />
are organometallic complexes that are environmentally<br />
acceptable alternatives to toxic mercury<br />
catalysts. Advantages include:<br />
• Excellent gel profile in elastomeric systems<br />
• Contain no mercury, tin or lead<br />
• Efficiency<br />
• Cost advantage<br />
The graph below depicts gel profiles of a polyether<br />
triol/MDI prepolymer system. The profile of the<br />
system catalyzed with K-KAT XK-618 approaches<br />
the organomercury catalyzed profile. Similar gel profiles<br />
are possible with K-KAT XK-604 and K-KAT<br />
XK-617.<br />
Moisture content of 2K urethane elastomers should<br />
be minimized to avoid gassing. However, some<br />
degree of moisture being present is often inevitable.<br />
Of the three, K-KAT XK604 would be recommended<br />
if gassing is a concern.<br />
Viscosity (Pa.s)<br />
5000<br />
4500<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
150 0<br />
1000<br />
GEL PROFILE STUDY - K-KAT XK-618<br />
Polyether Triol/MDI Prepolymer<br />
500<br />
0<br />
K-KAT XK-618<br />
Mercury Catalyst<br />
Competitor A<br />
0 10 20 30 40<br />
Time (min.)<br />
There is a potential cost advantage with K-KAT<br />
XK-604, K-KAT XK-617 and K-KAT XK-618<br />
compared to commercially available mercury<br />
catalysts. The catalyst levels used in the gel<br />
profile study are illustrated in the graph below.<br />
These catalyst levels provided similar gel times.<br />
Along with lower dose requirements, the K-KAT<br />
catalysts have a lower price compared to commercial<br />
mercury catalysts.<br />
GEL PROFILE STUDY - Catalyst Concentration<br />
Polyether Triol/MDI Prepolymer<br />
% Catalyst<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0<br />
Hg Catalyst XK-604 XK-617 XK-618<br />
Urethane elastomer <strong>for</strong>mulations are often modified<br />
with low molecular weight chain extending<br />
diols to enhance certain properties. A commonly<br />
used low molecular weight diol is 1,4-butanediol.<br />
Compatibility of metal carboxylate catalysts in<br />
1,4-butanediol is limited. As demonstrated in the<br />
image below, K-KAT XK-618 is much more<br />
compatible with 1,4-butanediol compared to a<br />
bismuth carboxylate catalyst. K-KAT XK-618 can<br />
be used in non-foam applications provided a very<br />
low moisture content is maintained.<br />
K-KAT XK-618<br />
Catalyst<br />
Compatibility<br />
LMW Diols<br />
K-KAT ® URETHANE CATALYSTS<br />
Pages 17 & 18
NACURE ® LATENT & SUPER CATALYSTS FOR EPOXY<br />
NACURE ® SUPER - Latent Catalysts<br />
<strong>for</strong> the Thermal Cure of Epoxy Resin Systems<br />
<strong>King</strong> has developed NACURE Super catalysts <strong>for</strong><br />
the thermal cure of epoxy resins, and NACURE<br />
metal chelates <strong>for</strong> the epoxy-carboxy or epoxyanhydride<br />
crosslinking reaction.<br />
These catalysts permit the <strong>for</strong>mulation of room<br />
temperature stable, heat reactive coatings, which<br />
offer the following advantages :<br />
• Formaldehyde-free <strong>for</strong>mulations<br />
• Up to 100% solids<br />
• Cure as low as 80°C<br />
• No volatile reaction products<br />
• Low shrinkage<br />
• <strong>High</strong> chemical resistance<br />
• Excellent mechanical properties<br />
Product Selection <strong>for</strong> Epoxy Catalysis<br />
Amide<br />
(DICY)<br />
K-KAT ® 602<br />
Powder<br />
K-KAT ® 614<br />
SB & 100% Solids<br />
K-KAT ® 614<br />
SB & 100% Solids<br />
NACURE SUPER<br />
The NACURE Super catalysts are based on very<br />
strong acids, such as hexafluoroantimonate or triflic<br />
acid and can be used in conjunction with<br />
cycloaliphatic epoxies, glycidyl ester and glycidyl<br />
ether resins.<br />
Polymerization of the epoxy resin occurs via a<br />
cationic mechanism, thus allowing reaction with<br />
hydroxyl, lactone, oxetane or vinyl functional<br />
groups. <strong>High</strong> solids or solventless coatings <strong>for</strong> high<br />
speed or low temperature applications can be<br />
obtained using this technology.<br />
NACURE Super catalysts are <strong>for</strong>mulated <strong>for</strong> use in<br />
solvent-free, high solids and waterborne coatings.<br />
Catalysts based on hexafluoroantimonate<br />
(NACURE 7231) cannot be used in waterborne<br />
systems.<br />
Acid<br />
Anhydride<br />
NACURE<br />
SUPER A218<br />
NACURE 9206<br />
Epoxy Carboxyl and<br />
Anhydride<br />
Epoxy<br />
Hydroxyl<br />
NACURE<br />
SUPER 7231<br />
Best Overall<br />
SB & 100% Solids<br />
NACURE<br />
SUPER A233<br />
Solventborne<br />
*K-KAT ® product in<strong>for</strong>mation can be found starting<br />
on page 14.<br />
NACURE<br />
SUPER A202<br />
Waterborne
NACURE ® Super Catalysts <strong>for</strong> Epoxy Polymerization<br />
PRODUCT Composition %<br />
Active<br />
NACURE<br />
SUPER<br />
A202<br />
NACURE<br />
SUPER<br />
A218<br />
NACURE<br />
SUPER<br />
A233<br />
NACURE<br />
SUPER<br />
7231<br />
NACURE<br />
9206<br />
Metal Salt of<br />
Triflic Acid<br />
in Water<br />
Metal Salt of<br />
Triflic Acid<br />
in n-Butanol<br />
Amine Salt of<br />
Triflic Acid in<br />
Water/Solvent<br />
Ammonium<br />
Antimony<br />
Hexafluoride<br />
Formulating Considerations<br />
Specific<br />
Gravity<br />
25°C<br />
25 1.19<br />
25 1.02<br />
60 1.16<br />
100 1.54<br />
Metal<br />
Chelate 78 1.07<br />
Form<br />
Solvent Compatibility - NACURE Super 7231 is<br />
a solid catalyst, and predilution with propylene<br />
carbonate is recommended. Other suitable solvents<br />
include acetone, methanol and citrate esters.<br />
Solutions are less stable than the solid catalyst and<br />
changes in <strong>for</strong>mulation stability on ageing can<br />
occur. If a precut is kept <strong>for</strong> an extended period of<br />
time, there will be a noticeable color shift. There<strong>for</strong>e,<br />
it is recommended that all precuts be made and<br />
used as needed. Precutting in epoxy functional<br />
diluents is not recommended.<br />
Sensitivity - Due to the strength of these acids,<br />
they are sensitive to basic materials. Thus, cure can<br />
be inhibited by basic substrates, pigments or<br />
resins.<br />
Avoid the use of nitrogen bearing compounds. It has<br />
been observed that A202, A218 and A233, are less<br />
sensitive than 7231 to substrate inhibition.<br />
Ambient Cure - NACURE Super catalysts are<br />
designed <strong>for</strong> thermal cure (80°C and above).<br />
Although products like A218 have demonstrated<br />
cure at ambient temperatures, the concentrations<br />
required do not make this a cost-effective approach.<br />
Typical Use Levels<br />
(catalyst solids on<br />
total resin solids)<br />
DSC*<br />
Activation<br />
Temperature<br />
Clear<br />
Liquid 0.1 - 2% 90°C<br />
Clear<br />
Liquid 0.01 - 3% 90°C<br />
Amber<br />
Liquid 0.01 - 3% 160°C<br />
White<br />
Crystals 0.01 - 3% 90°C<br />
<strong>Coatings</strong> Stability - Given the highly reactive<br />
nature of the Nacure Super catalysts, under certain<br />
conditions coating stability may suffer. In these<br />
instances, stability can be improved by addition of a<br />
weak base such as N-methyl-2-pyrrolidone to the<br />
<strong>for</strong>mulation in the range of 0.2 - 3.2%. If added in<br />
excess, cure will be hindered. As with all catalysts, a<br />
cure ladder study is recommended to optimize both<br />
cure and stability.<br />
NACURE Epoxy-Carboxyl Catalysts<br />
NACURE XC-9206 is a metal chelate catalyst <strong>for</strong><br />
the reaction of epoxy groups with carboxyl,<br />
anhydride or phenolic groups. It offers exceptional<br />
stability at room temperature and fast cure at elevated<br />
temperatures. In comparison to amine<br />
hardeners it does not promote yellowing and the<br />
films have improved resistance properties.<br />
Additional Offerings<br />
Attributes/Uses<br />
Catalyst <strong>for</strong> various ring opening<br />
polymerization reactions, electronic<br />
encapsulations, castings<br />
and WB epoxy dispersions.<br />
Catalyst <strong>for</strong> various ring opening<br />
polymerization reactions, electronic<br />
encapsulations, castings,<br />
2K coatings.<br />
Cationic heat cure of inks, adhesives<br />
and coatings.<br />
Cationic heat cure of inks, adhesives<br />
and coatings. Cycloaliphatic<br />
resins - Cure temperature > 80°C.<br />
NACURE 9206 <strong>for</strong> Epoxy-Carboxyl Curing<br />
Tan/<br />
Clear<br />
Liquid<br />
0.03 - 3% __<br />
Thermal cured epoxy-carboxyl or<br />
epoxy-anhydride reactions.<br />
Automotive clearcoats, can and<br />
coil coatings. Cure temp. >120°C<br />
* DSC - Differential Scanning Calorimeter - Ramp 40°F increment per minute to 600° F . Catalyst concentration - 1% solids on epoxy solids.<br />
Cycloaliphatic diexpoxide with epoxy equivalent weight 131-143.<br />
Formulating Considerations<br />
<strong>King</strong> offers additional catalysts <strong>for</strong> epoxy systems<br />
under its K-PURE ® tradename. Found on <strong>King</strong>’s<br />
website, this family of catalysts, developed <strong>for</strong> the<br />
electronics industry, include non-antimony catalysts<br />
with higher activation temperatures and higher<br />
purity.<br />
NACURE ® LATENT & SUPER CATALYSTS FOR EPOXY<br />
Pages 19 & 20
K-STAY ® Rheology Modifiers<br />
K-STAY ® RHEOLOGY MODIFIERS<br />
K-STAY rheology modifiers are available <strong>for</strong> both<br />
solventborne and waterborne coatings. Specifically:<br />
K-STAY 501 based on unique sulfonate technology<br />
<strong>for</strong> non-aqueous pigmented systems.<br />
The 700 Series based on Hydrophobically Modified<br />
Ethoxylated Urethane Associative Thickeners<br />
(HEUR) <strong>for</strong> waterborne systems.<br />
Both types offer shear thinning capabilities <strong>for</strong> spray,<br />
dip, roller or brush application.<br />
K-STAY 501 is designed to prevent sag and settling<br />
without affecting gloss in non-aqueous pigmented<br />
systems. It is effective in both ambient and high temperature<br />
systems. Supplied as a pourable fluid, it can<br />
be used in high gloss applications with little or no effect<br />
on the final gloss of the system.<br />
Product Selection Chart<br />
Solvent Based Systems<br />
K-STAY 501<br />
Liquid Overbased Sulfonate<br />
Rheology Modifier<br />
Industrial <strong>Coatings</strong><br />
PRODUCT Composition %<br />
Active<br />
Treat<br />
Levels<br />
Advantages of K-STAY 501:<br />
• Improves sag resistance<br />
• Reduces pigment settling<br />
• No effect on gloss<br />
• Pourable - easy to handle<br />
The K-STAY 700 Series has been designed to<br />
offer <strong>for</strong>mulators of waterborne systems a range of<br />
products to obtain a specific rheological profile and<br />
per<strong>for</strong>mance attributes. Advantages include:<br />
• Excellent sag control<br />
• Zero VOC’s<br />
• Ease of incorporation<br />
• Pseudoplastic profile<br />
• Liquid and 100% solid free flowing<br />
powder products<br />
• Good sprayability<br />
Liquid Product<br />
K-STAY 730<br />
Liquid HEUR<br />
Industrial and<br />
Maintenance<br />
<strong>Coatings</strong><br />
Waterborne Systems<br />
Powder Product<br />
K-STAY 740<br />
Powder HEUR<br />
Paint, Caulk and<br />
Sealants<br />
Attributes/Uses<br />
For Solvent-borne Systems<br />
K-STAY<br />
501<br />
Calcium Sulfonate<br />
Light Aromatic Naphtha 50 0.5 - 3%<br />
For solventborne systems, including polyester/<br />
melamine, acrylic/melamine, alkyd/melamine, 2K<br />
urethanes and epoxies.<br />
Associative Thickeners For Waterborne Systems<br />
K-STAY<br />
730<br />
HEUR Thickener<br />
Water<br />
50 0.5 - 4% <strong>High</strong> shear thinning, used to increase low and<br />
medium shear viscosity. Well suited <strong>for</strong> high film<br />
build, spray applied applications.<br />
K-STAY<br />
740<br />
HEUR Thickener 100 0.2 - 1% Supplied as solid free flowing powder. Shear<br />
thinning, provides increase to low and medium shear<br />
rate viscosities. Easy to handle.<br />
* HEUR - Hydrophobically Modified Ethoxylated Urethane Thickener
K-STAY 501 <strong>for</strong> Solventborne Systems<br />
EASY TO POUR<br />
K-STAY 501<br />
K-STAY 501’s pseudoplastic<br />
rheology increases<br />
low shear viscosity to prevent<br />
settling and sagging, but maintains low viscosity<br />
during application. Unlike most thixotropic<br />
additives that give inconsistent properties in dip<br />
coatings, K-STAY 501 will impart the same viscosities<br />
independent of previous shear profiles.<br />
At higher shear rates such as brush, spray, roll,<br />
etc., the network resulting from K-STAY 501<br />
breaks down, system viscosity is reduced, but immediately<br />
re<strong>for</strong>ms when shear is reduced. This<br />
“shear thinning” characteristic allows <strong>for</strong> low application<br />
viscosity and good atomization when<br />
spray applied. After application, the viscosity increases<br />
to prevent sagging.<br />
Use Levels & <strong>Inc</strong>orporation<br />
K-STAY 501 is typically used at concentrations of<br />
0.5% to 3% on total <strong>for</strong>mula weight. <strong>High</strong>er levels can<br />
be used where maximum film build is required.<br />
K-STAY 501 is best incorporated at the pigment<br />
dispersion stage or can be conveniently post added.<br />
<strong>Per<strong>for</strong>mance</strong><br />
K-STAY 501 was evaluated against other common<br />
rheology modifiers in a polyester melamine bake<br />
coating at their recommended use levels .The<br />
K-STAY 501 modified coating had the best gloss and<br />
best sag resistance. <strong>Per<strong>for</strong>mance</strong> is shown in the<br />
table below.<br />
<strong>Per<strong>for</strong>mance</strong> Criteria K-STAY 501 Organoclay Oxidized Polyethylene Fumed Silica<br />
Use level, % 1 1 2 1<br />
Sag, 350°C 6 mil 3 mil 1.5 mil 1.5 mil<br />
60° Gloss 93 44 88 47<br />
Brookfield Viscosity - 6 rpm, cPs 1800 440 360 940<br />
Brookfield Viscosity - 60 rpm, cPs 530 250 270 370<br />
Shear Thinning Index - STI 6/60 3.4 1.8 1.3 2.5<br />
The graph below illustrates the rheological profiles<br />
of the K-STAY 700 Series <strong>for</strong> waterborne systems.<br />
The bottom brown line represents the control<br />
<strong>for</strong>mulation.<br />
As shown, adding a low to medium shear thickener<br />
(K-STAY 740) provides some shear thinning and is<br />
suitable <strong>for</strong> coatings applications, i.e. roll, brush or<br />
dip. Adding a high shear thinning modifier<br />
(K-STAY 730) provides excellent spray properties.<br />
K-STAY 700 Series<br />
Rheology Profiles<br />
700 Series <strong>for</strong> Waterborne Systems<br />
K-STAY 730<br />
K-STAY 730 is a zero VOC, hydrophobically<br />
modified urethane thickener with pseudoplastic<br />
characteristics. It is ideally suited <strong>for</strong> high film build,<br />
spray applied <strong>for</strong>mulations.<br />
K-STAY 740<br />
K-STAY 740 is 100% solids free flowing powder.<br />
It complies with FDA 21 CFR 175.105 <strong>for</strong> (indirect<br />
contact such as adhesives <strong>for</strong> food packaging) and<br />
175.300 <strong>for</strong> direct contact coatings. It is ideal <strong>for</strong> use<br />
in paints, caulks and sealants.<br />
K-STAY ® RHEOLOGY MODIFIERS<br />
Viscosity<br />
K-STAY 730 - <strong>for</strong> spray applications<br />
K-STAY 740 - <strong>for</strong> roll, dip,<br />
flow and brush applications<br />
<strong>Inc</strong>orporation<br />
K-STAY 730 can be added in grind or let-down<br />
where predilution with water will ease incorporation.<br />
K-STAY 740 can be added directly to the pigment<br />
grind. If post-added, it is recommended to prepare a<br />
pourable gel prior to addition.<br />
Control<br />
Pages 21 & 22<br />
Shear Rate
APPLICATION - QUICK REFERENCE CHART<br />
SYSTEM KEY (Font Color)<br />
Solvent Based Waterborne Powder UV<br />
APPLICATIONS (A-H)<br />
Adhesives Aerospace Appliances Automotive<br />
Primers<br />
NACURE & K-CURE CATALYSTS<br />
NACURE SUPER CATALYSTS<br />
K-KAT CATALYSTS<br />
1040, 155<br />
1040W, 155, 3525<br />
XC-7231, A218 A233,<br />
A202, XC-7231,<br />
1051, 1323, 1953<br />
X49-110, 3525<br />
X49-110, 3525<br />
155, 3525, X49-110<br />
348, XK-604, 6212, A209 5218, 6212, A209, XK-614 348, XK-602 6212, A209<br />
K-FLEX POLYESTER POLYOLS<br />
188, A308, XM-332,<br />
188, A308,<br />
188, A307, XM-332<br />
188, A308,<br />
188, A307, XM-332<br />
188, A308,<br />
188, A307, XM-332, A308<br />
188, A308<br />
K-FLEX URETHANE DIOLS & SPECIALTIES<br />
7301, XM-B301,<br />
UD-350W, XM-B301,<br />
7301, XM-B301, 320W,<br />
350W, XM-B301, 7301<br />
320, 320-100<br />
320W, 350W<br />
320<br />
320W, 350W<br />
K-STAY RHEOLOGY MODIFIERS 740 501 501, 730<br />
K-SPERSE DISPERSANTS A503, A504 152, A503, 6501, 6502 152, A503<br />
NACORR CORROSION INHIBITORS<br />
DISPARLON THIXOTROPES<br />
1151, 1552, 1352, 1652<br />
6401, 6402<br />
1552, 1151<br />
1352, 1652<br />
6100, 6200, 6100, 6200 6900-20X, PFA-231 AQ-600, AQ-607<br />
DISPARLON DEFOAMING UVX-188, 189,190 OX-60, OX-70 1970, LAP -10 AQ-501<br />
DISPARLON LEVELING<br />
LCN 400, L-1984 LCN 400, L-1984 LHP-91, LHP-95, AQ-200<br />
UVX 35, 36, 39<br />
APPLICATIONS (I-Z)<br />
<strong>Inks</strong><br />
Maintenance<br />
Marine<br />
Metal Decorating<br />
Paper<br />
NACURE & K-CURE CATALYSTS<br />
155, 1051<br />
155, 3525, 1040W<br />
X49-110, 155, 1040<br />
155, 3525, 1040W<br />
NACURE SUPER CATALYSTS<br />
XC-7231<br />
A233, A202<br />
XC-7231, A218, A233<br />
A202, XC-7231<br />
K-KAT CATALYSTS<br />
K-FLEX POLYESTER POLYOLS<br />
K-FLEX URETHANE DIOLS & SPECIALTIES<br />
188, A307, XM-332<br />
188, A308, 188, A307<br />
320-100<br />
350W<br />
4205, 5218,<br />
6212, A209, XK-614<br />
188, A308, XM-332<br />
188, A308<br />
XM-B301, 7301<br />
350W<br />
4205, 5218, 6212, A209<br />
XK-602<br />
188, A307, XM-332<br />
188, A308,<br />
320<br />
320W, 350W,<br />
K-STAY RHEOLOGY MODIFIERS 730 730<br />
K-SPERSE DISPERSANTS 131, 152, A504 152, A503 152, A503, 6501, 6502 A504<br />
188, A308, XM-332<br />
188, A308,<br />
320, 320-100<br />
320W, 350W,<br />
NACORR CORROSION INHIBITORS<br />
DISPARLON THIXOTROPES<br />
DISPARLON DEFOAMING<br />
DISPARLON LEVELING<br />
1352, 1552, 1352, 1652 1151, 1552, 1352, 1652 1151,1552, 1352, 1652,<br />
6401, 6402<br />
6900-20X,<br />
AQ-607, AQ-610<br />
F-9030, 6500, 6650, 6700<br />
AQ-607, AQ-610,<br />
OX-60, OX-70<br />
6900-20X, PFA-231<br />
LAP-10, LAP-20<br />
UVX-188,189,190<br />
UVX-35, 36, 39 L-1983, L-1984 LCN 400, L-1984<br />
PL 545, UVX 35,36,39
While not all inclusive, this quick reference chart has been designed to offer two starting point product choices by<br />
application - solvent based systems (font-black), waterborne (font-blue), powder (brown font) and UV (purple - font).<br />
Please refer to each product section <strong>for</strong> additional choices, systems and selection criteria.<br />
Automotive<br />
Basecoat/Topcoat<br />
Can Coil (PCM) E-Coat Elastomers/Foam General Industrial<br />
5225, 5528, 2500, 3525<br />
2500, 5225, 2547<br />
348, 4205<br />
6212, A209, XK-614<br />
188, A307, XM-332, A308<br />
188, A308,<br />
320<br />
320W, 350W<br />
5076, 5925, 155, 3525<br />
2500, 2558, 3525<br />
188, A307, XM-332<br />
188, A308<br />
1323, 1419, 1953, 2107<br />
2500, X49-110, 3525<br />
1051, NACORR 1552<br />
Acrylic Anodic<br />
XC-7231 XC-7231, A218, A233, A202,<br />
XC-7231, A233, XC-7231<br />
2500, 155, X49-110<br />
2547, 2500, X49-110, 3525<br />
348 348, XK-601 348, XK-604, XK-618 4205, 5218, 6212, A209<br />
XK-602<br />
A307, 148, XM-332<br />
188, A308<br />
320<br />
320W, 350W<br />
188, 148, A308<br />
188, A308<br />
188, A308, XM-332<br />
188, A308<br />
188, 148, XM-332, A308<br />
188, A308,<br />
320<br />
320W, 350W<br />
501 501, 730<br />
A503, A504 152, A503 152, A503, 6501, 6502<br />
1352, 1552 1352, 1552 1151, 1552, 1352, 1652<br />
6401, 6402<br />
6900-20X, PFA-231<br />
AQ-600, AQ-607<br />
6100, 6200 6900-20X, PFA-231<br />
AQ-600, AQ-607, 6100, 6200<br />
OX-60, 881 LAP -10 OX-60,OX-70,UVX188,189,190<br />
LHP-91, LHP-96, AQ-200<br />
PL-545<br />
LCN 400, L-1984<br />
LCN 400, L-1984, AQ-200,<br />
PL 545, UVX-35, 36, 39<br />
Prepolymers Refinish Resin Synthesis Sealants Stain/Varnishes Wood<br />
155, 1040<br />
155, 1040W<br />
1040, 155<br />
1040W, 155<br />
XC-7231<br />
2500, 5225<br />
2547, 155<br />
XC-7231, A218, A233, A202<br />
XC-7231, A233, XC-7231<br />
6212, A209, 6212, A209 4205, 6212, A209, XK-614 XK-604, A209 348, XK-604, XK-618<br />
188, A308, XM-332<br />
188, A308<br />
320-100<br />
320-100<br />
188, A307, XM-332<br />
188, A308<br />
188, A308, XM-332<br />
188, A308<br />
A307, A308<br />
188, A308<br />
188, A308, XM-332<br />
188, A308<br />
XM-B301, 7301 320-100 XM-B301, 7301 320, 320-100<br />
320W, 350W<br />
501<br />
A503, A504 152, A503<br />
1151, 1552<br />
1352, 1652<br />
6900-20X, PFA-231<br />
AQ-600, AQ-607<br />
OX-60, OX-70,<br />
UVX 188, 189, 190<br />
LHP 90, 95<br />
UVX 35, 36, 39<br />
6500, 6200<br />
6100<br />
A671-EZ, 670-20M<br />
AQ-607, AQ-610<br />
A671-EZ, 670-20M<br />
AQ-607, AQ-610<br />
1950 1950, LAP-30<br />
UVX 35, 36, 39<br />
LAP-10,20,30<br />
UVX 35, 36, 39
K-FLEX ® Polyester Polyols,<br />
Urethane Diols and Specialty Modifiers<br />
K-FLEX ® describes three distinct product lines of<br />
specialty polyols and resin modifiers consisting of<br />
the following chemistries:<br />
K-FLEX URETHANE DIOLS are novel, water<br />
soluble, low molecular weight diols with an<br />
all-urethane backbone.<br />
K-FLEX ® RESIN MODIFIERS<br />
K-FLEX POLYESTER POLYOLS are based upon<br />
low molecular weight linear, saturated, aliphatic<br />
structures with pendant hydroxyl groups.<br />
PRODUCT SELECTION CHARTS<br />
Solvent Based<br />
K-FLEX 148<br />
Flow & Leveling<br />
K-FLEX 188<br />
Plastics<br />
Adhesion<br />
K-FLEX 7301<br />
Corrosion<br />
Resistance<br />
Primer<br />
Waterborne<br />
K-FLEX<br />
UD-320W/350W<br />
Flow & Leveling<br />
Adhesion<br />
Hardness and<br />
Co-solvent<br />
Replacement<br />
K-FLEX SPECIALTY PRODUCTS include two<br />
100% active, acetoacetate functional reactive diluents.<br />
K-FLEX XM-B301 and 7301 are particularly<br />
effective in epoxy/polyamide primers and systems<br />
crosslinked with amino resins or polyisocyanates.<br />
Melamine/Urea Crosslinked Systems<br />
Solvent Based<br />
K-FLEX 188<br />
Hardness<br />
Flexibility<br />
K-FLEX A308<br />
Lower VOC<br />
K-FLEX XM-332<br />
Lowest VOC<br />
Basecoat<br />
Waterborne<br />
K-FLEX<br />
UD-320W/350W<br />
Flow & Leveling<br />
Hardness<br />
Co-Solvent<br />
Replacement<br />
K-FLEX A308<br />
More Hydrophobic<br />
Better Flexibility<br />
Topcoat/Clearcoat<br />
Solvent Based<br />
K-FLEX 188<br />
Best Exterior<br />
Durability<br />
Hardness &<br />
Flexibility<br />
K-FLEX A308<br />
Best Mar/Scratch<br />
Resistance<br />
K-FLEX XM-332<br />
Lowest VOC<br />
Waterborne<br />
K-FLEX<br />
UD-320W/350W<br />
Co-Solvent<br />
Replacement<br />
<strong>High</strong>er Gloss<br />
SOLVENT<br />
BASED<br />
2K Epoxy, Primers<br />
and<br />
Adhesives<br />
K-FLEX B301<br />
Most<br />
Hydrophobic<br />
K-FLEX 7301<br />
Lighter Color<br />
Lower Viscosity<br />
Solvent Based<br />
K-FLEX 188<br />
Exterior Durability<br />
Balance Hardness<br />
and Flexibility<br />
K-FLEX A308<br />
Softer - Lower VOC<br />
Good Balance<br />
Hardness/Flexibility<br />
K-FLEX XM-332<br />
Lowest VOC<br />
K-FLEX A307<br />
Lowest NCO<br />
Demand<br />
2K Urethanes<br />
Solventless Waterborne Cast Elastomers<br />
(2K Polyurethane)<br />
K-FLEX A308<br />
Good Balance<br />
Hardness/Flexibility<br />
K-FLEX XM-332<br />
Softer<br />
Lowest VOC<br />
K-FLEX 188<br />
Most Hydrophobic<br />
Best Hydrolytic<br />
Stability<br />
K-FLEX A308<br />
Easier<br />
<strong>Inc</strong>orporation<br />
K-FLEX 188<br />
Most Resilient<br />
<strong>High</strong>est Bayshore<br />
Rebound<br />
K-FLEX A308<br />
Good Resilience<br />
Softer<br />
Lower VOC<br />
K-FLEX XM-332<br />
Softest<br />
Lowest VOC<br />
Energy Absorbing
K-FLEX XM-B301 and 7301 are low viscosity,<br />
acetoacetate functional reactive diluents with<br />
excellent compatibility with a wide range of resins.<br />
They can be used in solvent based systems.<br />
They are primarily recommended <strong>for</strong> use in<br />
2-component epoxy coatings and adhesives.<br />
They are particularly effective in epoxy/polyamine<br />
and epoxy/polyamide systems.<br />
K-FLEX ® Reactive Diluents<br />
Key features include:<br />
• Reduced induction time & faster cure<br />
• Excellent adhesion<br />
• Improved salt fog wet adhesion<br />
• Improved humidity resistance<br />
• VOC and viscosity reduction<br />
• Elimination of solvent popping and pinholes<br />
• Faster low temperature cure epoxy/amine<br />
PRODUCT Composition Equivalent<br />
Weight<br />
(Active Hydrogen)<br />
K-FLEX<br />
XM-B301<br />
K-FLEX<br />
7301<br />
100% Active<br />
Reactive Diluent<br />
100% Active<br />
Reactive Diluent<br />
K-FLEX XM-B301 <strong>Per<strong>for</strong>mance</strong><br />
Viscosity<br />
25°C (cPs)<br />
190 1,100 Most hydrophobic.<br />
125<br />
K-FLEX XM-B301 was used to modify an epoxy<br />
polyamide <strong>for</strong>mulation (<strong>King</strong> Formulation EAP-1).<br />
The study monitored the effect on induction time,<br />
cure and potlife as well as film properties. A summary<br />
can be found in the tables that follow.<br />
K-FLEX XM-B301 Effect On Cure<br />
Epoxy/Polyamide Modification<br />
% Modification<br />
on Total Resin Solids<br />
Control<br />
0% 3% 6%<br />
Induction Time (mins) to good<br />
appearance 90 40 40<br />
Time to Double Viscosity (hrs) 5 3 2<br />
*Surface Dry Time (hours) 9.8 7.2 4.2<br />
Effect On Film Properties<br />
Knoop Hardness 22.6 15.0 17.9<br />
Impact Strength (in./ lbs)<br />
Forward/Reverse 40/5 50/10 50/20<br />
Salt Fog (mm creep)<br />
Cold Rolled Steel, 350 Hrs.<br />
Galvanized, 672 Hrs.<br />
13<br />
10<br />
12<br />
4<br />
8<br />
3<br />
Attributes/Uses<br />
150 Lower viscosity and lighter color.<br />
XM-B301 has demonstrated the following advantages<br />
in a solventless 2K epoxy adhesive <strong>for</strong>mulation<br />
(<strong>King</strong> Formulation EAP-4).<br />
• Improved lap shear strength to metallic and<br />
non-metallic substrates<br />
• Faster bond strength development<br />
Lap Shear Strength, PSI - 2.5% Modification<br />
Substrate Control + 2.5% K-FLEX B-301<br />
Cast Iron 816 1739<br />
Polished Steel 1593 1974<br />
Copper 1073 1662<br />
ABS 350 892<br />
Styrene 434 695<br />
Bond Strength Development, PSI<br />
4 hours 939 1397<br />
24 hours 943 1375<br />
K-FLEX ® REACTIVE DILUENTS<br />
* Pot life could be extended with the use of ketones.<br />
Pages 25 & 26
K-FLEX ® Polyester Polyols HOCH 2 ⎯ R ⎯CH 2 OOC—/W\—COOCH 2 —R—CH 2 OH<br />
Use in <strong>Coatings</strong><br />
K-FLEX polyester polyols are used primarily as<br />
modifiers <strong>for</strong> acrylic, alkyd, epoxy and polyester<br />
<strong>for</strong>mulations with melamine or polyisocyanate<br />
crosslinkers. Typical modification levels are 5 to<br />
15% on total resin solids.<br />
Solubility in Exempt Solvents<br />
K-FLEX polyester polyols have proven to be 100%<br />
soluble at all ratios <strong>for</strong> a variety of exempt solvents<br />
including: OXSOL ® 100* (p-Chlorobenzotrifluoride),<br />
PC (propylene carbonate), DMC (dimethyl carbonate),<br />
acetone and TBA (t-butyl acetate).<br />
K-FLEX ® POLYESTER POLYOLS<br />
The low molecular weight and narrow molecular<br />
weight distribution of K-FLEX polyesters allow the<br />
<strong>for</strong>mulation of higher solids coatings. Primary<br />
hydroxyl groups provide high reactivity <strong>for</strong> lower<br />
temperature cure. K-FLEX polyester polyols are<br />
used to:<br />
• <strong>Inc</strong>rease film flexibility while maintaining<br />
hardness<br />
• Improve resistance properties<br />
• Reduce VOC’s - increase solids<br />
• Achieve higher crosslink density<br />
• Improve cure adhesion<br />
PRODUCT Composition Hydroxyl #<br />
On Solids<br />
K-FLEX<br />
188<br />
Viscosity<br />
25°C (cPs)<br />
100% Active<br />
Polyester Polyol 230 10,000<br />
PHOTO: Solubility comparison in Oxsol 100 of K-FLEX<br />
188 and A308 to two commonly used polyester resins.<br />
Tg<br />
-32˚C<br />
Attributes/Uses<br />
Improves flexibility, salt spray and humidity<br />
resistance while maintaining hardness.<br />
<strong>High</strong>est reactivity. Excellent adhesion to<br />
many substrates including plastics. <strong>High</strong>ly<br />
recommended <strong>for</strong> 2k urethane applications.<br />
K-FLEX<br />
A308<br />
100% Active<br />
Polyester Polyol<br />
260 1,500 -59˚C Similar to 188 but the low viscosity combined<br />
with the higher hydroxyl number gives good<br />
hardness and adhesion while allowing lower<br />
VOC levels. Best mar/scratch resistance.<br />
K-FLEX<br />
148<br />
100% Active<br />
Polyester Polyol 235 3,750<br />
-42˚C<br />
Improves flexibility, and gloss. <strong>Inc</strong>rease solids<br />
at lower viscosity. Good flow and leveling.<br />
Excellent intercoat adhesion properties.<br />
K-FLEX<br />
A307<br />
100% Active<br />
Polyester Polyol<br />
140 5,400 -50˚C Flexibility modifier <strong>for</strong> acrylic/isocyanate and<br />
acrylic/melamine systems. The low hydroxyl<br />
number minimizes the crosslinker demand.<br />
K-FLEX<br />
XM-332<br />
100% Active<br />
Polyester Polyol<br />
265 400 -68°C Lowest viscosity <strong>for</strong> lowest VOC. Softest<br />
films.
Use In <strong>Coatings</strong><br />
<strong>Coatings</strong>: Isocyanate Crosslinked Systems<br />
Melamine Ratio<br />
K-FLEX polyester polyols are effective modifiers <strong>for</strong><br />
most 2-component polyurethane systems. <strong>Per<strong>for</strong>mance</strong><br />
advantages include lower VOC, improved<br />
adhesion, increased flexibility and elongation, higher<br />
tensile strength, humidity resistance and abrasion<br />
resistance.<br />
For example, the table below details the VOC<br />
reduction and improvement of mechanical properties<br />
of a high solids 2K acrylic polyurethane system,<br />
modified with 16% K-FLEX 188 (<strong>King</strong> Formulation<br />
API-5).<br />
<strong>Per<strong>for</strong>mance</strong><br />
Control<br />
2K Acrylic/ PU<br />
16 % K-FLEX 188<br />
Modification<br />
VOC, lbs/gal. 3.28 3.02<br />
Tensile<br />
Strength<br />
(psi)<br />
2,900 3,300<br />
% Elongation 22.7% 51.8%<br />
Taber Abrasion<br />
Resistance<br />
Adhesion Studies<br />
119<br />
(mg loss)<br />
87<br />
(mg loss)<br />
K-FLEX polyester polyols have demonstrated excellent<br />
adhesion to many substrates including many<br />
plastics. K-FLEX 188, A307 and A308 were found to<br />
have excellent adhesion to Xenoy ® *, ABS, RIM,<br />
RRIM, SMC, PVC and polycarbonate using both an<br />
HMMM crosslinker and HDI isocyanurate<br />
crosslinker.<br />
* Xenoy ® is a registered trademark of SABIC Innovative Plastics<br />
Formulating With K-FLEX Modifiers<br />
K-FLEX polyesters and urethane diols can be added<br />
to the grind or letdown with no special incorporation<br />
techniques. To <strong>for</strong>mulate a high solids pigment<br />
grind, the addition of at least 5% of a high solids<br />
acrylic resin is recommended in combination with a<br />
K-SPERSE dispersant.<br />
Due to the high hydroxyl number of K-FLEX 148,<br />
188, A308 and XM-332, a ratio of K-FLEX /<br />
HMMM of 60 / 40 is normally recommended.<br />
This provides a 1 / 1 equivalent of hydroxyl group<br />
to methylol group, assuming an equivalent weight<br />
of 160 g/eq <strong>for</strong> HMMM. Properties may be adjusted<br />
<strong>for</strong> higher hardness with a lower K-FLEX /<br />
HMMM ratio or improved flexibility with a higher<br />
K-FLEX / HMMM ratio. K-FLEX A307 has a<br />
lower crossliner demand and there<strong>for</strong>e does not<br />
require the higher levels of HMMM. Adjustments<br />
in melamine levels should be made based on<br />
equivalent weights <strong>for</strong> other types of melamines.<br />
K-FLEX polyester polyols have proven to be effective<br />
in cast elastomers where a combination of<br />
optical clarity and mechanical properties are<br />
sought.<br />
K-FLEX 188<br />
Mechanical<br />
Properties<br />
Tensile Strength, psi<br />
(ASTM D 412)<br />
Modulus, psi<br />
(ASTM D 412)<br />
Strain at max, (%)<br />
(ASTM D 412)<br />
Shore A<br />
(ASTM D 2240)<br />
Shore D<br />
(ASTM D 2240)<br />
Bayshore Rebound<br />
(ASTM D 2632)<br />
Use In Cast Elastomers<br />
In addition to the mechanical<br />
properties shown in the table<br />
that follows, K-FLEX 188 offers<br />
excellent optical clarity and<br />
transparency as shown in the<br />
photo to the left.<br />
K-FLEX<br />
188<br />
K-FLEX<br />
A308<br />
3,093 2,108<br />
3,800 2,900<br />
137 134<br />
95 75<br />
65 45<br />
43 18<br />
K-FLEX<br />
XM-332<br />
778<br />
1,100<br />
50<br />
75<br />
40<br />
10<br />
K-FLEX ® POLYESTER POLYOLS<br />
Isocyanate Ratios<br />
The high hydroxyl number of K-FLEX products<br />
necessitates a careful calculation of the isocyanate<br />
ratio to assure complete crosslinking of the polyol<br />
hydroxyl groups. A NCO:OH ratio of 1.04:1.00 to<br />
1.10:1.00 is typical. K-FLEX A307 has the lowest<br />
isocyanate demand.<br />
Pages 27 & 28
K-FLEX ® O<br />
O<br />
Urethane Diols<br />
HO OCN NCO<br />
OH<br />
K-FLEX ® URETHANE DIOLS<br />
K-FLEX Urethane diols are low molecular weight<br />
(MW) diols with an aliphatic urethane backbone and<br />
a narrow MW distribution. They allow the <strong>for</strong>mulation<br />
of higher solids, lower VOC waterborne (WB)<br />
coatings. They have been developed to help<br />
achieve VOC compliance with the added benefit of<br />
improved film per<strong>for</strong>mance. Their low molecular<br />
weight provides a higher crosslink density yielding<br />
harder films with greater exterior durability. The<br />
urethane diols are useful in various industrial<br />
systems, such as:<br />
• Amino crosslinked systems<br />
• 2-component polyurethanes<br />
• Blocked Isocyanates<br />
• Prepolymer synthesis<br />
The K-FLEX UD aliphatic urethane backbone<br />
provides excellent hydrolytic stability. It also allows<br />
the incorporation of aliphatic urethane functionality<br />
possible without the use of isocyanates.<br />
K-FLEX urethane diols are soluble in water and<br />
most polar organic solvents, in the absence of<br />
surfactants, neutralizing amines and co-solvents.<br />
They are not soluble in more hydrophobic solvents<br />
like aliphatic hydrocarbons or aromatics. However,<br />
varying levels of hydrophobic solvents can be<br />
tolerated depending on the solubility parameters of<br />
the other solvents present.<br />
Advantages In Waterborne Systems<br />
• Replace volatile co-solvents with a<br />
non-volatile reactive diol<br />
• Lower VOC (higher solids)<br />
• <strong>High</strong>er film build without an increase in<br />
viscosity<br />
• Improved flow and leveling<br />
• More continuous film/higher gloss<br />
• Improved resistance properties<br />
• <strong>High</strong>er hardness<br />
• Improved wet adhesion<br />
• Improved stain resistance<br />
• Anti-skinning thermoset dip<br />
Lowering VOC’s In Waterborne Systems<br />
K-FLEX UD-320W was used to replace<br />
2-butoxyethanol co-solvent in a<br />
Joncryl 540 / HMMM white baking enamel at 5%<br />
and 15%. This co-solvent replacement resulted in<br />
significant VOC reductions, as can be seen below:<br />
Modification<br />
Level<br />
% on Total<br />
Resin Solids<br />
No<br />
Modification<br />
5%<br />
UD-320W<br />
15%<br />
UD-320W<br />
VOC (g/l) 192 66 50<br />
PRODUCT Composition On Solids<br />
Hydroxyl Acid<br />
Number Number<br />
Viscosity<br />
25°C (cPs)<br />
Attributes/Uses<br />
K-FLEX<br />
UD-320W<br />
UD-350W<br />
88% Active<br />
Urethane Diol<br />
In Water 350 < 1<br />
8,000 (320W)<br />
4,000 (350W)<br />
Water soluble in absence of surfactants, amines<br />
and co-solvent. <strong>High</strong>er solids, improved flow,<br />
gloss, hardness and resistance properties.<br />
UD-350W <strong>for</strong> optimum storage stability.<br />
K-FLEX<br />
UD-320<br />
82% Active Urethane<br />
Diol in Propylene<br />
Glycol Mono-<br />
Methylether Acetate<br />
350
Use In <strong>Coatings</strong><br />
<strong>Per<strong>for</strong>mance</strong> - Waterborne Systems<br />
HMMM Crosslinked Baking Enamels Resistance Properties<br />
11% K-FLEX Modification On Total Resin Solids<br />
Improved Flow/Leveling & <strong>High</strong>er Gloss<br />
The water solubility of the urethane diol provides<br />
improved wetting over various substrates, as well<br />
as, improved flow and leveling. The end result is<br />
higher gloss waterborne coatings as can be seen<br />
below.<br />
System<br />
Polymac<br />
WR 72-7203<br />
Water Reducible<br />
Polyester<br />
Humidity<br />
Resistance<br />
(350 hrs)<br />
60º Gloss*<br />
Salt Spray<br />
(350 hrs)<br />
Blister/<br />
mm<br />
creep**<br />
Boiling<br />
Water<br />
Resistance<br />
(1 hour)<br />
Blister<br />
Control 5 4D/2 8D<br />
UD-350W 59 4F/1 10<br />
HMMM Baking Enamels, Gloss Improvement<br />
Gloss 60º/20º, % Reflectance<br />
% K-FLEX UD-320W On TRS<br />
System 0% 10% 15%<br />
Joncryl 540<br />
Acrylic Emulsion<br />
(<strong>King</strong> Formulation<br />
UDW-12)<br />
Kelsol 3961-B2G-75<br />
Chain Stopped Alkyd<br />
(<strong>King</strong> Formulation<br />
UDW-15)<br />
Acrysol WS-68<br />
Water Reducible Acrylic<br />
(<strong>King</strong> Formulation UDW-4)<br />
84/15 92/29 93/73<br />
91/65 94/76 —<br />
90/67 89/69 89/74<br />
Joncryl 540 - BASF Resins, Kelsol 3961-B2G-75 - Reichhold, <strong>Inc</strong>.<br />
Acrysol WS-68 - Dow Chemical<br />
Improved Resistance Properties<br />
The urethane backbone of the urethane diols<br />
provides excellent hydrolytic stability <strong>for</strong> long term<br />
storage in waterborne <strong>for</strong>mulations. This excellent<br />
hydrolytic stability also provides improvements in<br />
the humidity, salt spray and boiling water<br />
resistance of fully crosslinked films. The results<br />
shown at the top of the next column, demonstrate<br />
these improvements <strong>for</strong> two waterborne<br />
polyester/HMMM baking enamels.<br />
Kelsol 301-W-39<br />
Water Reducible<br />
Polyester<br />
Control 79 4D/10 6D<br />
UD-350W 82 4D/3 10<br />
* ASTM D 2247, ** ASTM B 117, D=Dense, F=Few, M=Medium,<br />
Blisters: 10 = no attack. Polymac 72-7203 - Hexion Specialty Chemicals,<br />
Kelsol 301-W-39 - Reichhold, <strong>Inc</strong>.<br />
Solventborne & Solventless Systems<br />
Advantages In Solventborne and<br />
Solventless Systems<br />
• <strong>High</strong>er solids (lower VOC)<br />
• <strong>High</strong>er hardness<br />
• Improved resistance to humidity, QUV and<br />
exterior exposure<br />
• Improved resistance to solvents and<br />
chemicals<br />
• Greater viscosity stability<br />
<strong>Per<strong>for</strong>mance</strong> In Solventborne Systems<br />
Even with low level K-FLEX UD-320 modification,<br />
a decrease of VOC is possible while boosting<br />
per<strong>for</strong>mance of the overall <strong>for</strong>mulation<br />
Low level modification of melamine crosslinked<br />
systems resulted in harder films with improved QUV<br />
resistance and exterior durability. Modification of<br />
2-component polyurethanes provided harder and<br />
more flexible films with improved exterior durability.<br />
K-FLEX ® URETHANE DIOLS<br />
Pages 29 & 30
NACORR ® Rust & Corrosion Inhibitors<br />
Introduction<br />
Mechanism<br />
NACORR ® RUST & CORROSION INHIBITORS<br />
<strong>King</strong> <strong>Industries</strong>’ NACORR ® Rust & Corrosion<br />
Inhibitors provide <strong>for</strong>mulators the means to impart<br />
corrosion resistance to aqueous, non-aqueous and<br />
powder systems. NACORR can be used as the<br />
primary corrosion inhibitor or in combination with<br />
environmentally friendly anticorrosive pigments.<br />
They are compatible with a wide variety of resins<br />
used in primers and direct to metal topcoats <strong>for</strong> a<br />
multitude of industrial applications. Benefits include:<br />
• Improved corrosion protection in<br />
clearcoats and highly pigmented systems<br />
• Liquid materials make <strong>for</strong> easier<br />
incorporation<br />
• Synergy with anti-corrosive pigments to<br />
replace chromates and other environmentally<br />
unacceptable anti-corrosive pigments<br />
• Improved pigment dispersion and gloss<br />
when added to the pigment grind<br />
(<strong>for</strong> solventborne coatings)<br />
• Enhanced cure rates of amino crosslinked<br />
systems, especially with zinc salts,<br />
NACORR 1551 and 1552<br />
NACORR's are metal or amine salts of a hydrophobic<br />
sulfonic acid. They are available in different<br />
solvents to accommodate the broad range of<br />
coating technologies currently used. Standard<br />
solvents are Mineral Spirits or 2-Butoxyethanol.<br />
NACORR Selection Chart by System<br />
The NACORR molecules have a polar metal sulfonate<br />
group and a long hydrophobic tail. The<br />
NACORR products prevent corrosion by two distinct<br />
mechanisms including:<br />
• Polar metal sulfonate is attracted to the metal<br />
substrate where it helps to electrically passivate any<br />
potential anodic sites.<br />
• The hydrophobic tail is oriented outward away<br />
from the metal substrate, excluding water from any<br />
potential anodic sites. This eliminates the electrolyte,<br />
one of the 4 required elements <strong>for</strong> corrosion<br />
(anode, cathode, conductor and electrolyte).<br />
Hydrophobic Barrier Layer<br />
Created by NACORR<br />
Metal Substrate<br />
Coating<br />
Anode<br />
WATERBORNE SOLVENTBORNE POWDER<br />
NACORR 1352<br />
General Purpose<br />
Alkyd & Urethane<br />
NACORR 1151<br />
Best Corrosion<br />
<strong>Per<strong>for</strong>mance</strong><br />
NACORR 6402<br />
Urethane Polyester<br />
Cementitious <strong>Products</strong><br />
NACORR 1652<br />
Improved Compatibility<br />
With Water NACORR 1652<br />
Synergy With<br />
Heavy Metal Free<br />
Pigments<br />
NACORR 4426<br />
Emulsions<br />
NACORR 1754<br />
Metal-free<br />
NACORR 1552<br />
Best Synergy With<br />
Zinc Anticorrosive<br />
Pigments<br />
NACORR 6401<br />
Epoxy Polyester
PRODUCT Sulfonate Solvent %<br />
Active<br />
Attributes/Uses<br />
Comments<br />
NACORR<br />
1151<br />
Barium Mineral Spirits 50 Best compatibility in solvent<br />
based systems.<br />
Best <strong>for</strong> low pH systems.<br />
NACORR<br />
1352<br />
NACORR<br />
1552*<br />
NACORR<br />
1652<br />
NACORR<br />
1754<br />
NACORR<br />
4426<br />
NACORR<br />
6401<br />
NACORR<br />
6402<br />
Calcium 2-Butoxyethanol 50 Excellent in waterborne<br />
applications.<br />
Zinc 2-Butoxyethanol 50 Excellent adhesion. Excellent<br />
<strong>for</strong> solvent based primers.<br />
Magnesium 2-Butoxyethanol 50 Hardest films in thermoset<br />
coatings.<br />
Amine<br />
Sodium<br />
2-Butoxyethanol<br />
n-Butyl Alcohol<br />
Complex<br />
Polymer/Water<br />
35 Excellent compatibility in water<br />
based systems.<br />
NA<br />
Excellent in water based<br />
emulsion systems.<br />
Zinc NA 50 Free flowing powder <strong>for</strong> easy<br />
incorporation.<br />
Calcium NA 50 Free flowing powder <strong>for</strong> easy<br />
incorporation.<br />
Available in mineral spirits as<br />
1351.<br />
Catalytic in amino systems.<br />
Available in mineral spirits as<br />
1651.<br />
Effective in emulsions and<br />
dispersions.<br />
Effective on steel, galvanized<br />
and aluminum.<br />
Silica carrier. Especially<br />
designed <strong>for</strong> powder coatings.<br />
Silica carrier. Especially designed<br />
<strong>for</strong> powder coatings.<br />
* NACORR 1552 is an excellent catalyst and corrosion inhibitor <strong>for</strong> anodic acrylic electrocoating. NA = Not Applicable<br />
NACORR liquid organic corrosion inhibitors<br />
provide improved corrosion resistance alone in<br />
coatings <strong>for</strong>mulations. They allow the <strong>for</strong>mulation<br />
of anticorrosive systems without anticorrosive<br />
pigments as may be required <strong>for</strong> high gloss<br />
direct to metal topcoats and clearcoats.<br />
<strong>Per<strong>for</strong>mance</strong> - Waterborne Systems<br />
NACORR <strong>Per<strong>for</strong>mance</strong><br />
This <strong>for</strong>mulation is indicative of the level of per<strong>for</strong>mance<br />
that can be achieved in the salt fog<br />
exposure test using 3% (on total <strong>for</strong>mulation<br />
weight) NACORR 6401 in a hybrid polyester/<br />
epoxy powder system. (<strong>King</strong> Formulation<br />
CI-302)<br />
500 Hours<br />
Salt Fog Exposure<br />
(ASTM B 117)<br />
Iron Phosphated<br />
Steel<br />
<strong>Per<strong>for</strong>mance</strong> - Powder Systems<br />
NACORR ® RUST & CORROSION INHIBITORS<br />
Control NACORR 1151 NACORR 1351 NACORR 1651<br />
Control + 3% NACORR 6401<br />
In the above air dry alkyd water reducible<br />
systems, a noticeable improvement in salt spray<br />
resistance over iron phosphated steel was shown<br />
with the addition of 2% NACORR liquid corrosion<br />
inhibitors.<br />
Pages 31 & 32
NACORR Synergy With Anti-corrosive Pigments<br />
NACORR ® RUST & CORROSION INHIBITORS<br />
To achieve the level of corrosion resistance found<br />
with chromates and other environmentally unacceptable<br />
anti-corrosive pigments, the NACORR<br />
products are often used synergistically with more<br />
environmentally friendly anti-corrosive pigments.<br />
FORMULATION System Type Synergy With NACORR<br />
CI-101 WB Acrylic Primer Halox ® SZP-391 (strontium zinc phosphosilicate) 1351 & 1651<br />
CI-102 WB Acrylic Primer Halox ® SW-111 (strontium phosphosilicate) 1651 & 1652<br />
CI-103 WB Acrylic Primer Boroguard ® ZB (zinc borate) 1351 & 1651<br />
CI-104 WB Acrylic Primer Busan ® 11M-1 (barium metaborate) 1351 & 1651<br />
CI-106 WB Acrylic Primer Nalzin ® 2 (zinc hydroxy phosphate) 1754<br />
CI-107 WB Acrylic Primer Wacor ® ZBP-M (borate modified zinc phosphate) 1651<br />
CI-108 WR Alkyd Topcoat Nalzin ® 2 (zinc hydroxy phosphate) 1352 & 1754<br />
CI-109 WR Alkyd Primer Novinox ® PZ-02 (zinc phosphate) 1552<br />
CI-110 WR Epoxy Ester Primer Heucophos ® ZPA (zinc aluminum phosphate hydrate) 1754<br />
CI-112<br />
WB Polyurethane<br />
Primer<br />
Heucophos ® ZZMP (zinc molybdenum phosphate hydrate) 1352 & 1552<br />
CI-113 WR Alkyd Primer Halox ® SW-111 (strontium phosphosilicate) 1151 & 1651<br />
CI-120 WB Acrylic Primer Heucophos ® ZBZ (basic zinc phosphate silicate hydrate) 1352, 1552 & 1652<br />
CI-121 WB Acrylic Primer Heucophos ® ZPZ (basic zinc phosphate hydrate) 1352, 1552 & 1652<br />
CI-201<br />
HS Chain Stopped Alkyd<br />
Please find below a table of <strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>.<br />
<strong>for</strong>mulations demonstrating synergy with a wide<br />
variety of commonly used anti-corrosive pigments,<br />
including: borates, phosphosilicates and phosphates.<br />
Wacor ® ZBP-M (borate modified zinc phosphate) 1352 & 1652<br />
CI-206 Polyester/HMMM Coil Shieldex ® AC-3 (calcium ion exchanged silica gel) 1551 & 1754<br />
CI-207 Polyester OEM Primer Halox ® SZP-391 (strontium zinc phosphosilicate) 1351<br />
<strong>Per<strong>for</strong>mance</strong> - Synergy With Anti-corrosive Pigments In Waterborne Systems<br />
<strong>King</strong> Formulation CI-102 demonstrates the synergistic<br />
effect of NACORR 1652 with a strontium<br />
phosphosilicate in a waterborne air dry acrylic<br />
primer. Please note the improved corrosion resistance<br />
of the anti-corrosive pigment compared to the<br />
control. The use of NACORR 1652 in synergy with<br />
the anti-corrosive pigment provides a significant<br />
improvement in the corrosion resistance.<br />
WB Acrylic Primer - 500 Hours Salt Spray<br />
Strontium Phosphosilicate & NACORR 1652<br />
Control<br />
Strontium<br />
Phosphosilicate<br />
Strontium Phosphosilicate<br />
& 2% NACORR 1652
<strong>Per<strong>for</strong>mance</strong> - Synergy With Anti-Corrosive Pigments In Solvent Based Systems<br />
The photos to the right demonstrate the improvement<br />
in wet adhesion of the salt spray panels<br />
when NACORR 1352 is combined with the<br />
anti-corrosive pigment in a solvent based chain<br />
stopped TOFA air dry alkyd primer. The<br />
NACORR liquid organic corrosion inhibitor was<br />
added at a 2% level as supplied on total <strong>for</strong>mulation<br />
weight.<br />
Use Levels & <strong>Inc</strong>orporation<br />
Generally, addition levels of 1-3% based on total weight of the paint are effective in enhancing corrosion<br />
protection. Due to the polarity of the metal sulfonate, highly pigmented systems or pigments with high<br />
surface areas may require higher levels of NACORR. This is due to the affinity of NACORR <strong>for</strong> the pigment<br />
surface. If active pigments are reduced or eliminated, they should be replaced with inert pigments to<br />
maintain solids and critical pigment volume concentrations.<br />
The NACORR products are based on a variety of different metal salts. The NACORR metal salts appear to<br />
be very system specific. Some work better than others, depending on the resin system, type of<br />
anti-corrosive pigment, and other <strong>for</strong>mulation components. It is best to evaluate several of the NACORR<br />
products in your <strong>for</strong>mulation to find the best per<strong>for</strong>ming product. Once a product is selected, it can be<br />
optimized by conducting a ladder study to determine a use level that best meets your per<strong>for</strong>mance needs.<br />
SYSTEM<br />
Solvent Based<br />
Water Reducible<br />
With Water In Mill Base<br />
No Water In Mill Base<br />
Emulsions, Colloids & Dispersions<br />
<strong>Inc</strong>orporation Method<br />
Can be post added with mild agitation or added to mill base.<br />
Synergy - Air Dry Alkyd Primer<br />
NACORR 1352 and Calcium/Zinc Phospho-molybdate<br />
Control<br />
<strong>King</strong> Formulation (CI-201)<br />
+ Calcium/Zinc<br />
Phospho-molybdate<br />
+ NACORR 1352<br />
If possible, remove water from base and add it to the letdown. Otherwise post-add under high agitation.<br />
Add 0.5 -1.0% to mill base by premixing the NACORR, solvent and resin prior to pigment. Add balance to<br />
letdown prior to any water addition.<br />
NACORR ® RUST & CORROSION INHIBITORS<br />
No Co-solvents<br />
Post-add under high agitation during letdown prior to any water addition.<br />
With Co-solvents<br />
Premix with coalescing solvent prior to addition. A typical ratio of 1:1 is recommended. Next add mixture<br />
under high agitation prior to any water addition.<br />
With Co-solvents & Amines Premix with coalescent and amine. Add under high agitation prior to any water. A typical starting ratio <strong>for</strong><br />
premix is: 50% Nacorr, 45% coalescent and 5% amine by weight.<br />
Powder<br />
Dry blend with the premix at 1% to 3% based on total weight.<br />
Pages 33 & 34
K-SPERSE ® Dispersants <strong>for</strong> Non-Aqueous Systems<br />
K-SPERSE ® DISPERSANTS<br />
K-SPERSE additives are highly effective amine free<br />
dispersing agents <strong>for</strong> organic and inorganic pigments<br />
used in non-aqueous and solvent-free coatings<br />
and inks. They can be categorized into three<br />
distinct groups:<br />
K-SPERSE Liquid Monomeric Dispersants – These<br />
liquid products were designed as cost effective dispersants<br />
in a wide variety of <strong>for</strong>mulations. They can<br />
be utilized with a broad range of resins including<br />
acrylics, alkyds, bitumen, epoxies, polyesters and<br />
polyurethanes. K-SPERSE 152 can be used with<br />
commercial polymeric dispersants that require the<br />
use of a synergist. Advantages include:<br />
• Widest range of solubility (alcohols to<br />
aliphatic hydrocarbons)<br />
• Low dosage – highest pigment loading<br />
• Low cost<br />
• Better color development and gloss<br />
• Fast dispersion time<br />
• Hydrophobic - Not moisture sensitive<br />
K-SPERSE Selection Chart<br />
ORGANIC PIGMENTS<br />
KSPERSE Powder Dispersants – These monomeric<br />
dispersants supplied in powder <strong>for</strong>m were<br />
developed <strong>for</strong> dispersing pigments into powder<br />
coatings and other solventless systems.<br />
Advantages include:<br />
• Ease of use - free flowing powder<br />
• Improved hiding power at low film<br />
thickness<br />
• Low cost<br />
K-SPERSE Polymeric Dispersants – These liquid<br />
polymeric dispersants were developed as dispersants<br />
<strong>for</strong> “hard-to-disperse” organic and carbon<br />
black pigments used in solventborne and solventfree<br />
liquid <strong>for</strong>mulations.<br />
• Best jettness with carbon black<br />
• Simplicity of use - no need <strong>for</strong> synergist<br />
• No effect on cure of amino resins or<br />
isocyanates - amine free<br />
ORGANIC & INORGANIC PIGMENTS<br />
and FILLERS<br />
POLYMERIC<br />
DISPERSANTS<br />
MONOMERIC DISPERSANTS<br />
Solventborne Systems<br />
Solventless Systems<br />
K-SPERSE 5100<br />
Epoxies and Polyesters<br />
K-SPERSE A503<br />
General Purpose<br />
Polyesters and Acrylics<br />
K-SPERSE 152<br />
General Purpose<br />
K-SPERSE 6501<br />
General Purpose<br />
K-SPERSE A504<br />
Solventless Systems<br />
K-SPERSE 131<br />
Zinc-free<br />
No catalytic effect<br />
K-SPERSE 6502<br />
Zinc-free<br />
No catalytic effect
PRODUCT<br />
Composition<br />
%<br />
Active<br />
lbs./gal.<br />
Attributes/Uses<br />
Monomeric Dispersants<br />
K-SPERSE<br />
131<br />
Calcium Sulfonate<br />
Mineral Spirits<br />
50 7.7<br />
Use in <strong>for</strong>mulas containing driers/accelerators including<br />
alkyds, urethanes and epoxies.<br />
K-SPERSE<br />
152<br />
Zinc Sulfonate<br />
2-Butoxyethanol<br />
50 8.3<br />
General purpose. Can be used at 1/3 to 1/2 the level of<br />
typical commercial dispersants. Synergist <strong>for</strong> competitive<br />
polymeric dispersants.<br />
K-SPERSE<br />
152/MS<br />
Zinc Sulfonate<br />
Mineral Spirits 50 7.9<br />
Mineral spirits version of K-Sperse 152.<br />
Powder Dispersants<br />
K-SPERSE<br />
6501<br />
Zinc Sulfonate<br />
Precipitated Silica 55 NA<br />
Free flowing powder developed specifically <strong>for</strong> powder and<br />
solvent-free systems.<br />
K-SPERSE<br />
6502<br />
Polymeric Dispersants<br />
K-SPERSE<br />
A503<br />
K-SPERSE<br />
A504<br />
K-SPERSE<br />
5100<br />
Calcium Sulfonate<br />
Precipitated Silica<br />
Polymeric Dispersant<br />
Butyl Acetate<br />
55 NA<br />
40 7.9<br />
Polymeric<br />
Dispersant<br />
100 8.5<br />
Polymeric Wetting<br />
& Dispersing Agent<br />
100 9.4<br />
Free flowing powder developed specifically <strong>for</strong> powder and<br />
solvent-free systems.<br />
General purpose <strong>for</strong> use in solvent based coatings, inks<br />
and pigment concentrates.<br />
For use in 100% solids <strong>for</strong>mulations including coatings,<br />
inks, pigment concentrates and plastics<br />
Solvent-free dispersant <strong>for</strong> epoxy and polyester systems.<br />
* Also available in HAPS free solvent, propylene glycol normal propyl ether, and PAO - Polyalphaolefin, NA = Not applicable<br />
<strong>High</strong> Efficiency<br />
K-Sperse monomeric products are designed <strong>for</strong><br />
use in non-aqueous systems. These easy to use<br />
liquid products are effective at 50 to 75% lower<br />
loading than other dispersants. They are particularly<br />
efficient at dispersing TiO2 and iron oxides.<br />
The table below shows the typical K-Sperse 152<br />
use levels compared to other dispersants based on<br />
the manufacturers’ recommendations.<br />
Better Color Development<br />
K-SPERE <strong>Per<strong>for</strong>mance</strong><br />
<strong>High</strong>er color strength can be obtained with the use of<br />
K-Sperse 132 & 152. Black dispersions were prepared<br />
using K-Sperse 152, a polymeric dispersant<br />
and an amphoteric dispersant to tint a white base to<br />
determine the color strength developed by each after<br />
milling <strong>for</strong> 8 hours in a steel ball mill.<br />
K-SPERSE ® DISPERSANTS<br />
Comparison: Weight % on Pigment<br />
Pigment<br />
K-Sperse<br />
152<br />
Other<br />
Dispersants*<br />
Phthalo Blue 3.5% 10 - 33%<br />
Transparent<br />
Iron Oxide<br />
5% 7 - 30%<br />
Iron Oxide 1.5% 2.5%<br />
Chromopthal Red 8% 12 -15%<br />
Titanium Dioxide 0.6% 1.2%<br />
Carbon Black<br />
Furnace Black 7 - 35% 100%<br />
Channel Black 7% 17 - 100%<br />
* Hyperdispersant, Polymeric and Amphoteric<br />
K-SPERSE 152 Polymeric Disp. B Amphoteric Disp. A<br />
K-Sperse 152 - Synergist and Catalytic Effects<br />
K-Sperse 152 is very effective as a synergist with<br />
polymeric dispersants to optimize carbon black and<br />
red shade phtalo blue dispersions.<br />
Formulators should be aware of a possible catalytic<br />
effect with K-Sperse 152. The zinc in K-Sperse 152<br />
may complex with the driers and accelerators used in<br />
air oxidized paints. K-Sperse 152 can also contribute<br />
to the cure response in thermoset HMMM systems.<br />
K-Sperse 131/132 should be used in place of<br />
K-Sperse 152 to avoid these catalytic effects.<br />
Pages 35 & 36
K-SPERSE Powder <strong>Products</strong><br />
K-SPERSE Powder <strong>Products</strong> (6501/6502)<br />
K-SPERSE Polymeric <strong>Per<strong>for</strong>mance</strong><br />
K-Sperse Polymeric Dispersants <strong>Per<strong>for</strong>mance</strong><br />
K-SPERSE ® DISPERSANTS<br />
They demonstrate similar per<strong>for</strong>mance to the<br />
liquid monomerics and should be added at the<br />
pre-mix stage of production typically at 1 to 10%<br />
as supplied on total pigment weight.<br />
K-SPERSE Polymeric Dispersants<br />
K-Sperse Polymeric Dispersants<br />
K-Sperse A503 and A504 are acid functional<br />
(amine free) dispersants that do not require a<br />
synergist as some commercial polymeric dispersants<br />
do. K-Sperse A503 is a good general<br />
purpose dispersant <strong>for</strong> organic pigments, and was<br />
designed to provide optimum jettness of carbon<br />
blacks and simplicity of use. K-Sperse A504 was<br />
designed <strong>for</strong> solventless systems. Advantages<br />
include:<br />
• Best jettness with carbon black<br />
• <strong>Inc</strong>reased potlife in 2k urethanes<br />
• Small effect on melamine cure rates<br />
• Excellent flood float resistance<br />
K-SPERSE 5100<br />
K-SPERSE 5100 is a solvent-free dispersing<br />
agent <strong>for</strong> solventborne and solvent-free systems.<br />
It is particularly effective in 100% solids epoxy<br />
systems. This low molecular weight polymer contains<br />
hydroxyl and carboxyl functionality and is<br />
recommended <strong>for</strong> both organic and inorganic<br />
pigments/fillers. It can be used as the sole<br />
dispersing resin or as a modifier <strong>for</strong> resins with<br />
poor wetting characteristics.<br />
The graph below demonstrates the effectiveness<br />
of K-SPERSE 5100 to disperse white and black<br />
pigments in a 100% solids, epoxy resin.<br />
The accompanying photograph shows a comparison<br />
of color development after 4 hours of mixing.<br />
A Quinacridone red pigment dispersion was added<br />
to a white tint base in order to compare the color<br />
development between the various dispersants.<br />
Disp.<br />
A-1<br />
K-SP<br />
A503<br />
Disp.<br />
B<br />
Excellent Flood/Float Resistance<br />
Fast Color<br />
Development<br />
The test results as<br />
evidenced in the photograph<br />
to the left show<br />
that K-SPERSE A503<br />
(center) provides faster<br />
color development.<br />
When tested in a gray melamine baking system,<br />
K-SPERSE A503 provided excellent flood/float<br />
resistance when compared to three competitive<br />
dispersants.<br />
Gray Melamine Baking System<br />
Disp. A-1<br />
K-SPERSE<br />
A503<br />
Disp. A-2<br />
Disp. B<br />
The pigment to binder ratio was: White: 1:1, Black:<br />
7:1. K-Sperse levels were at 5% on pigment <strong>for</strong><br />
the TiO 2 and 50% <strong>for</strong> the black.<br />
Viscosity, cPs<br />
10000<br />
1000<br />
100<br />
10<br />
Control K-5100<br />
1<br />
TiO2 (R960) TiO2 (R900) Lamp Black
DISPARLON ® Additives<br />
<strong>for</strong> Surface Control and Thixotropy<br />
Introduction<br />
The Disparlon trade name is applied to a series of<br />
functional additives used in paint, ink, adhesive and<br />
sealant markets worldwide. Major product types<br />
include, thixotropes, defoamers and surface control<br />
agents. Originally designed <strong>for</strong> solvent systems, the<br />
Disparlon line has expanded in recent years to<br />
include high per<strong>for</strong>mance additives used in<br />
aqueous, powder and UV systems.<br />
Disparlon additives are manufactured by Kusumoto<br />
Chemicals Ltd. of Tokyo, Japan. Through a<br />
technology partnership spanning over two decades,<br />
<strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>. serves as the exclusive sales,<br />
technical service and marketing arm in North and<br />
South America.<br />
Introduction<br />
Disparlon thixotropes offer today’s <strong>for</strong>mulators a<br />
wide choice of unique products <strong>for</strong> conventional,<br />
high solids and aqueous coatings, as well as<br />
specialty additives <strong>for</strong> inks, adhesives, gel-coats,<br />
sealants and caulks. Their primary advantages over<br />
other types of thixotropes (organo-clay, castor wax<br />
or fumed silica) are:<br />
• Superior shear thinning<br />
• Non-seeding<br />
• Maximum anti-sagging/anti-settling<br />
• Excellent stability on aging<br />
• Superior per<strong>for</strong>mance in high gloss systems<br />
Disparlon anti-sag and anti-settling agents can be<br />
characterized into two functional types:<br />
NON-PIGMENT DEPENDENT - These types of<br />
thixotropes, which include polyamide powders and<br />
DISPARLON ® Thixotropes<br />
Pastes, function by <strong>for</strong>ming a three dimensional<br />
network. Since these thixotropes are nonassociative<br />
by nature, they do not require the<br />
presence of pigments or fillers to function. These<br />
thixotropes can be used in pigmented or clear<br />
systems.<br />
PIGMENT DEPENDENT - These products are<br />
dependent on the type and level of pigment in the<br />
<strong>for</strong>mulation, since they adsorb onto pigment<br />
surfaces to provide thickening efficiency.<br />
Also included in the pigment dependent type are<br />
“Hybrids”, polyamide waxes that are coated with<br />
pigment dependent polyethylene waxes. These<br />
“Hybrids” offer excellent pigment suspension plus<br />
sag control.<br />
.<br />
DISPARLON ® ADDITIVES<br />
Types Of Thixotropes<br />
NON-PIGMENT DEPENDENT TYPE<br />
Magnification of Disparlon 6900-20X<br />
under an electron microscope, illustrative<br />
of polyamide based thixotropes.<br />
PIGMENT DEPENDENT TYPE<br />
Magnification of Disparlon 4200-10 under an<br />
electron microscope showing oxidized polyolefin<br />
particles that will absorb on the surface<br />
of pigments and other thixotropes.<br />
“HYBRID” PIGMENT DEPENDENT<br />
Magnification of Disparlon NS-30<br />
under an electron microscope showing<br />
polyamide coated with oxidized<br />
polyolefin.<br />
Pages 37 & 38<br />
DISPARLON® is a registered trademark of Kusumoto Chemicals Ltd., Tokyo, Japan.
Disparlon Powder Polyamide Thixotropes<br />
Powder thixotropes (100% active) require heat<br />
and/or hydrogen bonding to activate. By heating<br />
these thixotropes to the appropriate temperature in<br />
the <strong>for</strong>mulation using good agitation, the polyamide<br />
will swell and disperse (activate), and provide very<br />
efficient thickening. Hydrogen bonding from<br />
materials such as amine functional and hydroxyl<br />
functional solvents and resins will help lower the<br />
activation temperature. <strong>Products</strong> are available <strong>for</strong><br />
coatings, sealants and adhesives.<br />
Powder Thixotropes Selection Chart<br />
DISPARLON ® THIXOTROPES<br />
Sealants & Adhesives<br />
Lower activation temperatures<br />
DISPARLON 6100<br />
Activation Temperature: 30°C to 60°C<br />
Lowest activation temperature<br />
MMA adhesives and sealants<br />
DISPARLON 6200<br />
Activation Temperature: 40°C to 60°C<br />
Low activation temperature<br />
Sealants and adhesives<br />
PRODUCT Composition Volatile Solids %<br />
Form<br />
DISPARLON<br />
6100*<br />
DISPARLON<br />
6200*<br />
DISPARLON 6500<br />
Activation Temperature:<br />
60°C to 65°C in solvent or monomer<br />
90° to 110°C in resins<br />
For use in coatings and sealants<br />
Polyamide _ 100%<br />
Powder<br />
Polyamide _ 100%<br />
Powder<br />
Additive Level<br />
By Total Weight<br />
<strong>Coatings</strong><br />
Better recoatability<br />
DISPARLON 6600<br />
Activation Temperature: 60°C to 70°C<br />
<strong>High</strong> efficiency, maintenance coatings<br />
DISPARLON 6650<br />
Activation Temperature: 60°C to 70°C<br />
Cost effective, maintenance coatings<br />
DISPARLON 6700<br />
Activation Temperature: 60°C to 70°C<br />
<strong>High</strong> solids and 100% solids epoxy<br />
Attributes/Uses<br />
0.5 - 3.0% Sag/Slump control. Lowest activation<br />
temperature. Designed specifically <strong>for</strong><br />
adhesives and sealants.<br />
0.5 - 3.0% Sag/Slump control. Low activation<br />
temperature. Designed specifically <strong>for</strong><br />
adhesives and sealants.<br />
DISPARLON<br />
6500<br />
DISPARLON<br />
6600<br />
DISPARLON<br />
6650<br />
DISPARLON<br />
6700<br />
Polyamide _ 100%<br />
Powder<br />
Polyamide _ 100%<br />
Powder<br />
Polyamide _ 100%<br />
Powder<br />
Polyamide _ 100%<br />
Powder<br />
0.5 - 2.0% Sag control. Most versatile. General<br />
purpose coatings and sealants.<br />
0.5 - 2.0% Sag control with improved recoatability<br />
<strong>for</strong> coatings, such as epoxy primers.<br />
0.5 - 2.0% Cost effective sag control with improved<br />
recoatability <strong>for</strong> coatings, such as<br />
epoxy primers.<br />
0.5 - 2.0% Sag control in heavy-duty paints. Particularly<br />
effective in 100% solids epoxies and<br />
epoxy coatings containing polar solvents.<br />
* DISPARLON 6100 and 6200 are not available in the EU.<br />
Powder Thixotropes <strong>Inc</strong>orporation<br />
The polyamide powder thixotropes need to be<br />
activated (swelled and dispersed) in the system.<br />
Add the powder to the pigment grind portion of the<br />
<strong>for</strong>mulation. While grinding the pigments, allow the<br />
temperature of the grind to rise to the temperatures<br />
shown in the selection chart above. Once at the<br />
“activation temperature” continue to grind <strong>for</strong> 15<br />
minutes to get full activation of the polyamide.<br />
After activating the polyamide, it is generally best to<br />
mix slowly during the first 20ºC of cool down. The<br />
slow mixing during cool down will give the system<br />
the most uni<strong>for</strong>m and reproducible rheology.<br />
Please note, these materials will activate at lower<br />
temperatures than shown in the chart when in the<br />
presence of alcohols or amines, due to increased<br />
hydrogen bonding.
Disparlon Preactivated Polyamide Thixotropes<br />
The preactivated polyamide thixotropes are ready to<br />
use. They do not require heat <strong>for</strong> activation, and<br />
can be added directly to the <strong>for</strong>mulation. These<br />
materials can be used in clear as well as pigmented<br />
systems, and offer good anti-sag and anti-settling<br />
properties. The preactivated polyamides are most<br />
commonly used in coatings such as aerosol paints,<br />
clear coats, architectural stains, and maintenance<br />
coatings. They can also be used to orient metallic<br />
pigments and flattening pigments in oil modified<br />
urethanes.<br />
Preactivated Thixotropes Selection Chart<br />
DYI - Urethane & Stains<br />
DISPARLON A670-20M<br />
20 micron particle size<br />
Satin & flat oil modified<br />
DIY urethanes and stains<br />
DISPARLON A671-EZ<br />
20 micron particle size<br />
Easier incorporation<br />
DIY urethanes and stains<br />
PRODUCT Composition Volatile Solids %<br />
Form<br />
DISPARLON<br />
A603-20X<br />
DISPARLON<br />
A650-20X<br />
DISPARLON<br />
A670-20M<br />
Pre-activated<br />
Polyamide Wax<br />
Pre-activated<br />
Polyamide Wax<br />
Pre-activated<br />
Polyamide Wax<br />
Xylene 20%<br />
Paste<br />
Xylene<br />
Alcohols<br />
Mineral Spirits<br />
Alcohols<br />
DISPARLON 6900-20X<br />
General Purpose<br />
10 micron particle size<br />
Best in films
Disparlon Pigment Dependent Thixotropes<br />
This type of thixotrope imparts rheology by setting up<br />
a network structure with pigments, fillers, and even<br />
particle swelling thixotropes. These thixotropes<br />
are designed <strong>for</strong> pigmented systems only and help<br />
control flood/float, prevent settling and provide<br />
good sag resistance properties.<br />
Pigment Dependent Thixotropes Selection<br />
Oxidized Polyolefin<br />
Anti-settling Agent<br />
Hybrid Thixotrope<br />
Anti-setting and Anti-sagging<br />
DISPARLON ® THIXOTROPES<br />
PRODUCT Composition Volatile Solids %<br />
Form<br />
DISPARLON<br />
4200-10<br />
DISPARLON<br />
4200-20<br />
DISPARLON<br />
NS-30<br />
DISPARLON<br />
F-9050<br />
DISPARLON 4200-20<br />
Use in epoxies, acrylics and urethanes<br />
DISPARLON 4200-10<br />
Use in epoxies, acrylics and urethanes<br />
Liquid: can be post-added<br />
Oxidized<br />
Polyethylene<br />
Oxidized<br />
Polyethylene<br />
Oxidized<br />
Polyethylene<br />
with Polyamide<br />
Oxidized<br />
Polyethylene<br />
with Polyamide<br />
<strong>Per<strong>for</strong>mance</strong> Comparison<br />
Xylene 10%<br />
Liquid<br />
Xylene 20%<br />
Paste<br />
Xylene 15%<br />
Paste<br />
Low<br />
Volatility<br />
Diluent<br />
20%<br />
Paste<br />
A B C D E F G H I<br />
Additive Level<br />
By Total Weight<br />
DISPARLON NS-30<br />
Use in maintenance coatings and<br />
2K epoxies - amide side<br />
DISPARLON F-9050<br />
VOC free<br />
Excellent pigment suspension<br />
Attributes/Uses<br />
1.0 - 5.0% All non-aqueous pigmented systems.<br />
Anti-Settling Agent. Complies with FDA 21CFR<br />
Section 175.300 (b) (3) xii & xiii (a) & (b).<br />
0.3 - 1.0% All non-aqueous pigmented systems Anti-<br />
Settling Agent. Complies with FDA 21 CFR<br />
Section 175.300 (b) (3) xii & xiii (a) & (b).<br />
1.0 - 5.0% For polyamide side of 2K epoxy maintenance<br />
coatings. Not recommended <strong>for</strong> high gloss<br />
coatings. Anti-sag & anti-settle.<br />
1.0 - 5.0% VOC free anti-sag and anti-settling agent.<br />
Additive Type:<br />
A: Blank<br />
B: EVA Copolymer Wax (10% Xylene)<br />
C: DISPARLON 4200-10<br />
D: DISPARLON 6900-20X<br />
E: DISPARLON 6900-20X/4200-10<br />
F: Organo Clay (1)<br />
G: Organo Clay (2)<br />
H: Organo Clay (3)<br />
I: Fumed Silica<br />
Formulation:<br />
Acrylic melamine metallic base coat. 2 weeks after<br />
adjusting viscosity to 15 sec., #4 FORD Cup<br />
Pigment Dependent Thixotropes <strong>Inc</strong>orporation<br />
For best results, these thixotropes should be added<br />
to the grind portion of the <strong>for</strong>mulation at 40°C to 70°C<br />
with the exception of DISPARLON 4200-10, which<br />
can be added to the letdown or post added.
Disparlon Thixotropes <strong>for</strong> Aqueous Systems<br />
The DISPARLON AQ Series of anti-settling and<br />
pigment orientation agents are recommended <strong>for</strong><br />
use in waterborne coatings, inks, varnishes and<br />
stains. They are extremely shear thinning, which<br />
allows <strong>for</strong> easy application by spray, dip, brush or<br />
roller, while maintaining excellent anti-settling in the<br />
container. The AQ Series is designed to suspend<br />
dense materials such as metallic, pearlescent and<br />
iron oxide pigments, while maintaining low “in can”<br />
viscosity.<br />
Thixotropes <strong>for</strong> Aqueous Systems Selection<br />
Water Reducible Systems<br />
Emulsions and Dispersions<br />
Excellent Anti-Settling Excellent Pigment Orientation Excellent Sag Control<br />
Blank<br />
PRODUCT Composition Volatile Solids % Additive Level Attributes/Uses<br />
DISPARLON<br />
AQ-600<br />
DISPARLON AQ-600<br />
Water reducible systems<br />
DISPARLON AQ-870<br />
Liquid version of AQ-600<br />
2% AQ-600<br />
Polyamide<br />
Blank<br />
Water<br />
7% Propylene Glycol<br />
Mono Methyl Ether<br />
DISPARLON AQ-607<br />
Dispersions and emulsions<br />
General purpose<br />
DISPARLON AQX-60<br />
Co-solvent free version of AQ-607<br />
2% AQ-600<br />
20%<br />
Gel<br />
Blank<br />
DISPARLON AQ-610<br />
Emulsions and dispersions<br />
DISPARLON AQX-61<br />
Co-solvent free version of AQ-610<br />
AQ Series <strong>Per<strong>for</strong>mance</strong><br />
15 µ<br />
24 µ<br />
35 µ<br />
43 µ<br />
55 µ<br />
With 3% AQ-600<br />
0.5 - 3.0% Water reducible systems.<br />
DISPARLON ® THIXOTROPES<br />
DISPARLON<br />
AQ-607<br />
Polyamide<br />
Water<br />
5% Propylene Glycol<br />
Mono Butyl Ether<br />
17%<br />
Gel<br />
0.5 - 3.0% Dispersions and emulsions.<br />
General purpose. Best compatibility.<br />
DISPARLON<br />
AQ-610<br />
Polyamide<br />
Water<br />
4% Propylene Glycol<br />
17%<br />
Gel<br />
0.5 - 3.0% Dispersions and emulsions.<br />
DSPARLON<br />
AQ-870<br />
Polyamide<br />
Water<br />
8% 2-ethylhexanol<br />
N, N, trimethylethanolamine<br />
15%<br />
Viscous<br />
0.5-3.0% Water reducible systems.<br />
Liquid version of AQ-600.<br />
DISPARLON<br />
AQX-60<br />
DISPARLON<br />
AQX-61<br />
Polyamide Water 15%<br />
Paste<br />
Polyamide Water 15%<br />
Paste<br />
0.5 - 3.0% Co-solvent free version of AQ-607.<br />
0.5 - 3.0% Co-solvent free version of AQ-610.<br />
AQ Series Thixotropes <strong>Inc</strong>orporation<br />
These anti-settling agents can be incorporated into<br />
the system in the following way:<br />
• Mix the AQ with water (4 parts water/1 part AQ),<br />
at low to medium shear <strong>for</strong> 20 minutes, and add<br />
to the batch with good mixing.<br />
For best results, the water should be preneutralized<br />
and care should be taken to mix without vortexing to<br />
the blade.<br />
Pages 41 & 42
Disparlon Surface Tension Modifiers<br />
A comparison of defoaming, leveling, anti-cratering<br />
and anti-popping additives as arranged by polarity is<br />
shown below. The products are acrylic and vinyl<br />
based and give excellent recoatability. The OX<br />
series is designed to release air from the coating.<br />
The L Series and LCN-400 are leveling agents.<br />
The LHP series eliminates cratering due to surface<br />
contamination by lowering the surface tension of the<br />
coating. The LAP series eliminates popping in high<br />
solids and coil coatings.<br />
DISPARLON ® SURFACE TENSION MODIFIERS<br />
Surface Tension Modifiers <strong>for</strong> Solventborne Systems Selection Chart<br />
Less Polar<br />
1950<br />
Long Oil<br />
Alkyds<br />
PRODUCT Composition Volatile Solids %<br />
Form<br />
DISPARLON<br />
1950<br />
DISPARLON<br />
1970<br />
DISPARLON<br />
OX-60<br />
DISPARLON<br />
OX-70<br />
OX-70<br />
Epoxies<br />
MODIFIER’S FUNCTION<br />
Defoaming<br />
Leveling<br />
Anti-popping<br />
Anti-cratering<br />
OX-60<br />
Acrylics &<br />
Polyesters<br />
Vinyl Polymer<br />
Acrylic Polymer<br />
Mineral<br />
Spirits<br />
Xylene<br />
Mineral Spirits<br />
20%<br />
Liquid<br />
40%<br />
Liquid<br />
Acrylic Polymer Xylene 50%<br />
Liquid<br />
Acrylic Polymer<br />
L-1983<br />
Epoxies<br />
Toluene<br />
Mineral Spirits<br />
L-1982<br />
Epoxy Phenolic<br />
Can <strong>Coatings</strong><br />
LAP-10<br />
<strong>High</strong> Solids Ctgs.<br />
General Purpose<br />
Lower surface tension<br />
Polyacrylate<br />
Lowest surface tension<br />
Silicone Modified<br />
Polyacrylate<br />
Defoamers <strong>for</strong> Solventborne Systems<br />
30%<br />
Liquid<br />
LCN-400<br />
General<br />
Purpose<br />
L-1984<br />
Polyesters<br />
Acrylics<br />
LAP-20<br />
<strong>High</strong> Solids Ctgs.<br />
LHP-90<br />
Wetting & Leveling<br />
Primers & Topcoats<br />
LHP-91<br />
Best surface wetting<br />
Topcoats<br />
Additive Level<br />
By Total Weight<br />
1970<br />
<strong>High</strong> Solids<br />
Polyester<br />
Coil <strong>Coatings</strong><br />
L-1980<br />
Polyesters<br />
LAP-30<br />
<strong>High</strong> Solids Ctgs.<br />
Attributes/Uses<br />
0.1 - 0.8% Long oil alkyds <strong>for</strong> architectural<br />
coatings.<br />
0.2 - 1.5% Baking enamels: automotive, coil.<br />
0.2 - 0.8% Acrylic and polyester coatings.<br />
0.2 - 0.8% Epoxy coatings.<br />
More Polar<br />
LHP-95<br />
Wetting & Leveling<br />
Primers & Topcoats<br />
LHP-96<br />
Best surface wetting<br />
Topcoats<br />
L-1985-50<br />
Acetone<br />
Alcohol Ctg.<br />
Anti-popping Agents <strong>for</strong> Solventborne Systems<br />
DISPARLON<br />
LAP-10<br />
Acrylic Polymer<br />
Naphtha<br />
n-Butyl Acetate<br />
20%<br />
Liquid<br />
0.3 - 2.0% All high solids systems.<br />
Select based on coating polarity.<br />
Coil coatings.<br />
DISPARLON<br />
LAP-20<br />
DISPARLON<br />
LAP-30<br />
Acrylic Polymer n-Butyl Acetate 20%<br />
Liquid<br />
Acrylic Polymer n-Butyl Acetate 20%<br />
Liquid<br />
0.3 - 2.0% All high solids systems.<br />
Select based on coating polarity.<br />
Intermediate polarity coatings.<br />
0.3 - 2.0% All high solids systems.<br />
Select based on coating polarity.<br />
<strong>High</strong> polarity coatings.
Leveling Agents <strong>for</strong> Solventborne Systems<br />
PRODUCT Composition Volatile Solids %<br />
Form<br />
Additive Level<br />
By Total<br />
Weight<br />
Attributes/Uses<br />
DISPARLON<br />
L-1980<br />
Acrylic Polymer _ 100%<br />
Liquid<br />
0.1 - 0.5% Polyesters, can, coil.<br />
Complies with FDA 21 CFR*<br />
DISPARLON<br />
L-1982<br />
DISPARLON<br />
L-1983<br />
DISPARLON<br />
L-1984<br />
DISPARLON<br />
LCN-400<br />
DISPARLON<br />
L-1985-50<br />
DISPARLON<br />
LHP-90<br />
DISPARLON<br />
LHP-91<br />
DISPARLON<br />
LHP-95<br />
DISPARLON<br />
LHP-96<br />
DISPARLON<br />
AQ-200<br />
DISPARLON<br />
AQ-7120<br />
DISPARLON<br />
AQ-501<br />
Acrylic Polymer<br />
_<br />
100%<br />
Liquid<br />
Acrylic Polymer _ 100%<br />
Liquid<br />
Acrylic Polymer _ 100%<br />
Liquid<br />
Acrylic Polymer<br />
n-butyl<br />
acetate<br />
50%<br />
Liquid<br />
Acrylic Polymer Toluene 50%<br />
Liquid<br />
Vinyl Polymer<br />
Vinyl Polymer<br />
Silicone Modified<br />
Naphtha<br />
Ethyl acetate<br />
N-Butyl alcohol<br />
Naphtha<br />
Ethyl acetate<br />
N-Butyl alcohol<br />
50%<br />
Liquid<br />
50%<br />
Liquid<br />
Acrylic Polymer Naphtha 50%<br />
Liquid<br />
Acrylic Polymer<br />
Silicone Modified<br />
Naphtha 50%<br />
Liquid<br />
Acrylic Polymer 2-Butoxyethanol 20%<br />
Liquid<br />
Silicone Acrylic<br />
Polymers<br />
Vinyl Polymer<br />
Surfactants<br />
2-Ethylhexyl<br />
Alcohol<br />
Petroleum<br />
Naphtha<br />
0.1 - 0.5% Epoxy phenolic can coatings.<br />
0.1 - 0.5% Epoxy coatings.<br />
Complies with FDA 21 CFR*<br />
0.1 - 0.5% Most versatile. Acrylic and polyester<br />
based coatings. Automotive coatings.<br />
Complies with FDA 21 CFR*<br />
0.1 - 1.0% General purpose, cost effective, easy to<br />
use.<br />
0.1– 1.0% <strong>Coatings</strong> containing very polar solvents,<br />
such as ethanol, methanol, or acetone.<br />
Anti-cratering Agents <strong>for</strong> Solventborne Systems<br />
30%<br />
Liquid<br />
2.0% Excellent substrate wetting and leveling.<br />
Silicone free.<br />
2.0% Silicone modified polyacrylate.Best<br />
substrate wetting <strong>for</strong> automotive<br />
urethanes based on polyesters, acrylics.<br />
2.0% Excellent wetting and leveling.<br />
Silicone free.<br />
2.0% Silicone modified polyacrylate. Best<br />
substrate wetting <strong>for</strong> automotive<br />
urethane clearcoats. FDA 21 CFR*<br />
AQ Series Surface Tension Modifiers <strong>for</strong> Aqueous Systems<br />
85%<br />
Liquid<br />
0.2 - 1.0% Leveling agent <strong>for</strong> water reducible and<br />
emulsion baking systems.<br />
0.5 - 1.5% Excellent wetting and leveling with excellent<br />
recoatability.<br />
0.3 - 1.0% Anti-popping agent <strong>for</strong> water reducible<br />
and emulsion baking systems.<br />
DISPARLON ® SURFACE TENSION MODIFIERS<br />
PL Series Surface Tension Modifiers <strong>for</strong> Powder Systems<br />
DISPARLON<br />
PL-540<br />
Vinyl Polymer<br />
Castor Oil Derivative<br />
100%<br />
Powder<br />
0.5 - 3.0% Excellent non-yellowing properties <strong>for</strong><br />
white and low color systems.<br />
DISPARLON<br />
PL-545<br />
Vinyl Polymer<br />
Castor Oil Derivative<br />
100%<br />
Powder<br />
0.5 - 3.0% General purpose leveling.<br />
Complies with FDA 21 CFR*<br />
Pages 43 & 44<br />
* FDA 21 CFR Section 175.300 (b) (3) xii & xiii (a & b)
Disparlon UVX Series Additives <strong>for</strong> UV Systems<br />
A comparison of solvent-free defoaming, leveling,<br />
and wetting additives as arranged by polarity is<br />
shown below. The UVX series is designed<br />
specifically <strong>for</strong> use in UV <strong>for</strong>mulations. The products<br />
are based on acrylic, vinyl and silicone acrylic<br />
polymers and give excellent recoatability.<br />
DISPARLON ® UVX ADDITIVES FOR UV SYSTEMS<br />
Surface Tension Modifiers <strong>for</strong> Solventborne Systems Selection Chart<br />
Less Polar<br />
UVX-190<br />
Epoxies<br />
Defoaming in Wet Urethane Acrylate Clearcoat<br />
Onset<br />
(0 Minutes)<br />
Elapsed<br />
Time<br />
(90 Minutes)<br />
PRODUCT Composition Solids %<br />
Form<br />
DEFOAMERS<br />
DISPARLON<br />
UVX-188<br />
DISPARLON<br />
UVX-189<br />
DISPARLON<br />
UVX-190<br />
LEVELING ADDITIVES<br />
DISPARLON<br />
UVX-35<br />
UVX-189<br />
General<br />
Purpose<br />
Lowest surface tension<br />
Acrylic Silicone Copolymer<br />
UVX-188<br />
Acrylics<br />
Vinyl Polymer 100%<br />
Liquid<br />
Vinyl Polymer 100%<br />
Liquid<br />
Vinyl Polymer 100%<br />
Liquid<br />
Vinyl Polymer 100%<br />
Liquid<br />
L-1983<br />
Epoxies<br />
UVX-271<br />
Additive Level<br />
By Total Weight<br />
UVX-39<br />
General<br />
Purpose<br />
KEY: MODIFIER FUNCTION Defoaming Leveling Wetting<br />
UVX <strong>Per<strong>for</strong>mance</strong><br />
Control UVX-189 Comp. B<br />
UVX-272<br />
General Purpose<br />
UVX-36<br />
Acrylics<br />
UVX-270<br />
Attributes/Uses<br />
0.5 - 1.0% For use in cationic epoxy based UV systems.<br />
0.5 - 1.0% General purpose. For use in cationic epoxy and acrylic<br />
based UV systems.<br />
0.5 - 1.0% For use in acrylic based UV systems.<br />
0.5 - 1.0% For use in highly polar UV systems.<br />
More Polar<br />
UVX-35<br />
<strong>High</strong>est<br />
Polarity<br />
Wetting Comparison<br />
Urethane Acrylate Clearcoat - 50µ on Polypropylene Film<br />
BLANK UVX-270 Fluorocarbon<br />
DISPARLON<br />
UVX-36<br />
DISPARLON<br />
UVX-39<br />
Vinyl Polymer 100%<br />
Liquid<br />
Vinyl Polymer 100%<br />
Liquid<br />
0.5 - 1.0% For use in acrylic UV systems.<br />
0.5 - 1.0% For use in cationic epoxy and acrylic UV systems.<br />
WETTING ADDITIVES<br />
DISPARLON<br />
UVX-270<br />
Acrylic Silicone<br />
Polymer<br />
100%<br />
Liquid<br />
0.5 - 1.0% Fluorocarbon replacement. For use in cationic epoxy and<br />
acrylic UV systems.<br />
DISPARLON<br />
UVX-271<br />
Acrylic Silicone<br />
Polymer<br />
100%<br />
Liquid<br />
0.5 - 1.0% Fluorocarbon replacement. For use in cationic epoxy and<br />
acrylic UV systems.<br />
DISPARLON<br />
UVX-272<br />
Acrylic Silicone<br />
Polymer<br />
1000%<br />
Liquid<br />
0.5 - 1.0% General purpose, fluorocarbon replacement. For use in<br />
cationic epoxy and acrylic UV systems.
PRODUCT Composition Volatile Solids %<br />
Form<br />
Anti-flood & Anti-float<br />
DISPARLON<br />
KS-273N<br />
DISPARLON<br />
KS-873N<br />
Dispersants<br />
DISPARLON<br />
DA-325<br />
Disparlon Dispersants & Anti-flood/Anti-float Additives<br />
The Disparlon dispersing agents are <strong>for</strong>mulated <strong>for</strong><br />
effectiveness, depending upon the pigment type and<br />
the system’s polarity, to:<br />
• Improve color strength and gloss<br />
• Prevent flocculation<br />
• Reduce grinding time<br />
• Reduce-eliminate flood & float problems<br />
Amine Salt of Polyester<br />
with Acrylic Polymer<br />
Xylene 45%<br />
Liquid<br />
Anionic Surfactant Xylene 45%<br />
Liquid<br />
Amine Salt of Polyester<br />
Phosphate Ester<br />
- 100%<br />
Liquid<br />
While all products are well suited in eliminating<br />
floating problems, each has specific strengths in<br />
terms of other characteristics such as the prevention<br />
of flooding and Bernard cell <strong>for</strong>mation, as well as<br />
imparting superior pigment wetting and stabilization<br />
of the pigment dispersion. Dispersants should be<br />
added to the vehicle be<strong>for</strong>e pigment addition;<br />
KS-273N and KS-873N can be post added.<br />
Additive Level<br />
By Total Weight<br />
Attributes/Uses<br />
0.2 - 1.0% Mixed organic and inorganic<br />
pigments. Prevents flocculation.<br />
0.2 - 1.0% Mixed organic and inorganic<br />
pigments. Prevents flocculation.<br />
1-20% -Pigment weight<br />
(Inorganic Pigments/Fillers)<br />
30-100% Pigment weight<br />
(Organic Pigments/Carbon<br />
Black)<br />
Solvent-free. Dispersing of<br />
organic pigments.<br />
DISPARLON ® ANTI-FLOOD & ANTI-FLOAT AGENTS<br />
WARRANTY OF INFORMATION<br />
The conditions of your use and application of our products, technical assistance and in<strong>for</strong>mation (whether verbal, written or by way of product evaluations),<br />
including any suggested <strong>for</strong>mulations and recommendations, are beyond our control. There<strong>for</strong>e, it is imperative that you test our products, technical<br />
assistance and in<strong>for</strong>mation to determine to your own satisfaction whether they are suitable <strong>for</strong> your intended uses and applications. Such testing has not<br />
necessarily been done by <strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>. (“<strong>King</strong>”). The facts, recommendations and suggestions herein stated are believed to be reliable; however, no<br />
guaranty or warranty of their accuracy is made. EXCEPT AS STATED, THERE ARE NO WARRANTIES, EXPRESS OR IMPLIED, OF<br />
MERCHANTABILITY, FITNESS OR OTHERWISE. KING SHALL NOT BE HELD LIABLE FOR SPECIAL, INCIDENTAL, CONSEQUENTIAL OR<br />
EXEMPLARY DAMAGES. Any statement inconsistent herewith is not authorized and shall not bind <strong>King</strong>. Nothing herein shall be construed as a<br />
recommendation to use any product(s) in conflict with patents covering any material or its use. No license is implied or granted under the claims of any<br />
patent. Sales or use of all products are pursuant to Standard Terms and Conditions stated in <strong>King</strong> sales documents.<br />
WARRANTY OF<br />
INFORMATION<br />
CGB-103009US
2010GENBROPR1