
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SULFEROX ®<br />
Converting hydrogen sulphide to elemental sulphur<br />
Shell Global Solutions<br />
AT A GLANCE<br />
Customer driver: The need for an effective treatment of<br />
gases containing any level of sulphur<br />
Solution: SulFerox process for the treatment of natural<br />
gas, refinery gas, syngas and other gas streams<br />
Value delivered: Cost advantages in treating gases<br />
containing a wide range hydrogen sulphide levels<br />
Proof point: More than 30 plants worldwide operating<br />
the SulFerox process<br />
Acid-gas treating has traditionally required an amine plant to<br />
remove hydrogen sulphide and a Claus unit to convert the<br />
concentrated hydrogen sulphide stream to sulphur. The SulFerox<br />
process is an alternative to these steps and consequently offers<br />
substantial savings in capital and operating costs by removing<br />
hydrogen sulphide directly from gas streams and converting it<br />
to elemental sulphur.<br />
The SulFerox process was first applied in 1990, and has since<br />
been used worldwide for applications including:<br />
n refinery hydrotreater off-gas;<br />
n a m i n e o f f - g a s;<br />
n refinery process streams;<br />
n coke oven gas;<br />
n primary natural gas treating; and<br />
n associated gas (onshore and offshore).<br />
ABOUT THE TECHNOLOGY<br />
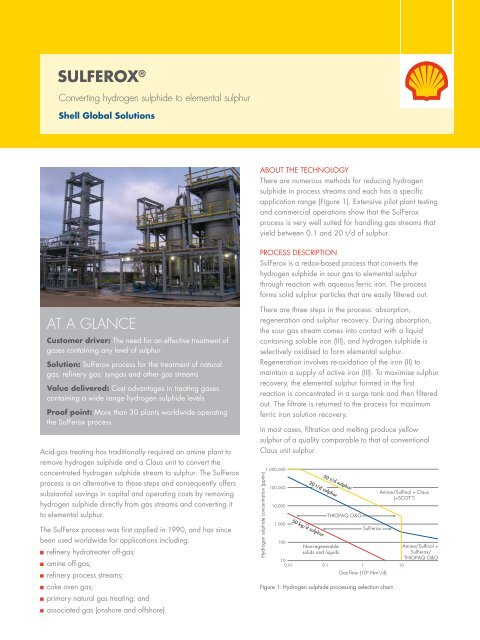
There are numerous methods for reducing hydrogen<br />
sulphide in process streams and each has a specific<br />
application range (Figure 1). Extensive pilot plant testing<br />
and commercial operations show that the SulFerox<br />
process is very well suited for handling gas streams that<br />
yield between 0.1 and 20 t/d of sulphur.<br />
PROCESS DESCRIPTION<br />
SulFerox is a redox-based process that converts the<br />
hydrogen sulphide in sour gas to elemental sulphur<br />
through reaction with aqueous ferric iron. The process<br />
forms solid sulphur particles that are easily filtered out.<br />
There are three steps in the process: absorption,<br />
regeneration and sulphur recovery. During absorption,<br />
the sour gas stream comes into contact with a liquid<br />
containing soluble iron (III), and hydrogen sulphide is<br />
selectively oxidised to form elemental sulphur.<br />
Regeneration involves re-oxidation of the iron (II) to<br />
maintain a supply of active iron (III). To maximise sulphur<br />
recovery, the elemental sulphur formed in the first<br />
reaction is concentrated in a surge tank and then filtered<br />
out. The filtrate is returned to the process for maximum<br />
ferric iron solution recovery.<br />
In most cases, filtration and melting produce yellow<br />
sulphur of a quality comparable to that of conventional<br />
Claus unit sulphur.<br />
Hydrogen sulphide concentration (ppmv)<br />
1,000,000<br />
100,000<br />
10,000<br />
1,000<br />
100<br />
10<br />
0.01<br />
20 t/d sulphur<br />
50 kg/d sulphur<br />
50 t/d sulphur<br />
Non-regenerable<br />
solids and liquids<br />
THIOPAQ O&G<br />
SulFerox<br />
0.1 1 10<br />
Gas flow (10 6 Nm 3 /d)<br />
Figure 1: Hydrogen sulphide processing selection chart.<br />
Amine/Sulfinol + Claus<br />
(+SCOT )<br />
Amine/Sulfinol +<br />
SulFerox/<br />
THIOPAQ O&G
TREATED<br />
GAS<br />
SOUR<br />
GAS<br />
SPARGE TOWER<br />
Figure 2: Typical SulFerox process flow system.<br />
BUSINESS VALUE<br />
The Shell Global Solutions SulFerox process offers a flexible<br />
solution for sour-gas treatment. Operating in the 0.1–20-t/d<br />
sulphur range, the SulFerox process requires less process<br />
equipment and energy to operate than the amine–Claus<br />
alternative (Figure 2).<br />
Removing contaminants from sour streams helps to support<br />
efficient operations and maximise the value of the product<br />
slate. SulFerox is a flexible system that offers several<br />
advantages over conventional systems:<br />
n reduced capital expenditure and lower operating costs;<br />
n flexibility to cope with changes in gas volume and hydrogen<br />
sulphide content;<br />
n effective treatment of gases with very low hydrogen sulphide<br />
concentrations;<br />
DEGASSER<br />
VESSEL<br />
Sulphur-free<br />
fuel gas<br />
SFX SOLUTION<br />
EXCHANGERS<br />
HEATING/COOLING<br />
AIR BLOWER<br />
SFX CIRCULATION<br />
PUMPS<br />
n non-toxic elemental sulphur product; and<br />
n suitability for low- and high-pressure (


![Download Shell AutoGas Stationen [Stand: Januar 2013] (PDF](https://img.yumpu.com/9982753/1/190x245/download-shell-autogas-stationen-stand-januar-2013-pdf.jpg?quality=85)