LaserStar T plus - Bego USA
LaserStar T plus - Bego USA
LaserStar T plus - Bego USA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
BEGO is an offi cial co-partner<br />
of the German Olympic teams for<br />
Torino 2006 and Beijing 2008<br />
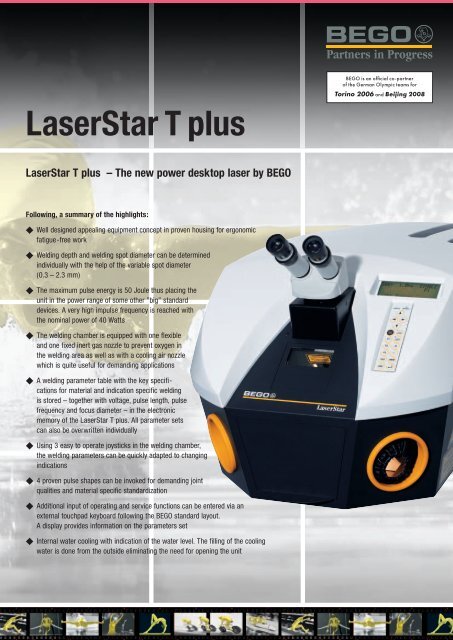
<strong>LaserStar</strong> T <strong>plus</strong><br />
<strong>LaserStar</strong> T <strong>plus</strong> – The new power desktop laser by BEGO<br />
Following, a summary of the highlights:<br />
Well designed appealing equipment concept in proven housing for ergonomic<br />
fatigue-free work<br />
Welding depth and welding spot diameter can be determined<br />
individually with the help of the variable spot diameter<br />
(0.3 – 2.3 mm)<br />
The maximum pulse energy is 50 Joule thus placing the<br />
unit in the power range of some other ”big” standard<br />
devices. A very high impulse frequency is reached with<br />
the nominal power of 40 Watts<br />
The welding chamber is equipped with one flexible<br />
and one fixed inert gas nozzle to prevent oxygen in<br />
the welding area as well as with a cooling air nozzle<br />
which is quite useful for demanding applications<br />
A welding parameter table with the key specifications<br />
for material and indication specific welding<br />
is stored – together with voltage, pulse length, pulse<br />
frequency and focus diameter – in the electronic<br />
memory of the <strong>LaserStar</strong> T <strong>plus</strong>. All parameter sets<br />
can also be overwritten individually<br />
Using 3 easy to operate joysticks in the welding chamber,<br />
the welding parameters can be quickly adapted to changing<br />
indications<br />
4 proven pulse shapes can be invoked for demanding joint<br />
qualities and material specific standardization<br />
Additional input of operating and service functions can be entered via an<br />
external touchpad keyboard following the BEGO standard layout.<br />
A display provides information on the parameters set<br />
Internal water cooling with indication of the water level. The filling of the cooling<br />
water is done from the outside eliminating the need for opening the unit
<strong>LaserStar</strong> T <strong>plus</strong><br />
Even more power in<br />
the desktop format –<br />
the new <strong>LaserStar</strong> T <strong>plus</strong><br />
The success story of the <strong>LaserStar</strong> T<br />
basically offered itself to be continued.<br />
In doing so, we did not merely improve<br />
some small details but clearly enhanced<br />
the convenience and performance features.<br />
The ‘<strong>plus</strong>’ of this successor model<br />
stands for more power and more options<br />
to set individual welding parameters.<br />
The proven housing of the unit with the<br />
already typical BEGO design has been<br />
retained just as the intuitive user interface.<br />
This allows the dental technician<br />
to work fatigue-free even for prolonged<br />
periods.<br />
Details of the innovations and<br />
further developments<br />
With 50 Joule, the pulse energy lies in<br />
a power range already claimed by ”big<br />
floor units” with higher price tags. The<br />
high energy output referred to provides<br />
more than sufficient reserves for all welding<br />
jobs occurring in the dental practice.<br />
The nominal power of 40 Watts allows<br />
for a high impulse frequency eliminating<br />
extended idle times when welding longer<br />
welds.<br />
The variable spot diameter can be varied<br />
in the range between 0.3 and 2.3 mm.<br />
The preset welding parameters – consisting<br />
of focus diameter, charge voltage,<br />
impulse time and, last not least, the<br />
material to be worked on – determine the<br />
welding spot diameter on the workpiece.<br />
To minimize workpiece tensions – as<br />
they necessarily occur during welding – it<br />
may be advisable to introduce the preset<br />
energy amount incrementally into the<br />
workpiece and to take material specific<br />
conditions into account. For this purpose,<br />
4 predefined pulse shapes are available<br />
in the <strong>LaserStar</strong>t T <strong>plus</strong> which can be<br />
selected in addition to the preset welding<br />
parameter set.<br />
10 parameter sets can be stored in the<br />
data memory of the <strong>LaserStar</strong> T <strong>plus</strong>;<br />
they can be invoked either through the<br />
external touchpad keyboard or in the interior<br />
of the welding chamber using the joysticks.<br />
All parameter sets predefined by<br />
BEGO and stored in the data memory can<br />
be individually overwritten and stored.<br />
How much power does a laser<br />
require<br />
The energy demand for laser welding<br />
tasks depends on the reflection behavior<br />
and the thermal conductivity of an<br />
alloy. The geometry of the workpieces<br />
to be welded also plays a role in determining<br />
the welding parameters to be<br />
set. Because of the very low degree of<br />
reflection and the low thermal conductivity,<br />
titanium, for instance, requires very<br />
little energy. By contrast, Au-based or<br />
Ag-based alloys require significantly<br />
more energy. For the individually defined<br />
welding technology – such as deep penetration<br />
welding or welding with welding<br />
filler materials of the same kind – the<br />
<strong>LaserStar</strong> T <strong>plus</strong> meets all requirements,<br />
including alloys with a very high energy<br />
demand.<br />
The welding energy can be regulated in<br />
the interior or through the external<br />
touchpad keyboard in regard to impulse<br />
duration, charge voltage, welding spot<br />
diameter and the pulse shape of the laser.<br />
All functions at a glance: Changes in parameters<br />
are possible even in the welding chamber<br />
To reach a perfect joint, the prevention of<br />
oxide formation in the weld is imperative.<br />
This is achieved by covering the welding<br />
point with a high-quality argon inert<br />
gas with a purity of 4.6 or greater. The<br />
fixed inert gas nozzle provides the coverage<br />
of the welding area centrally above<br />
the welding spot; in addition, the flexible<br />
adjustable inert gas nozzle can protect<br />
a welding spot in a difficult location or it<br />
may provide protection below the object<br />
when welding through with an open weld.<br />
To prevent unpleasant workpiece overheating<br />
in case of longer welds, the<br />
articulated air jet can provide cooling<br />
during the joining process.<br />
The ergonomic overall concept<br />
enables fatigue-free concentrated work<br />
Hand rests, vertically adjustable
Simple to operate, easy to<br />
be installed and particularly<br />
service-friendly<br />
Connecting the <strong>LaserStar</strong> T <strong>plus</strong> in the<br />
laboratory is not at all complicated.<br />
A 230 V connection with regular fuse protection<br />
is sufficient; the dimensions<br />
of the laser with a depth of 60 cm match<br />
the standards of laboratory tables.<br />
The <strong>LaserStar</strong> T <strong>plus</strong> can thus be hooked<br />
up directly at the workplace; to remove<br />
emissions caused by the welding process,<br />
the exhaust system BEGO Ventus – developed<br />
especially for this purpose – can be<br />
connected to the fitting routed out of the<br />
welding chamber.<br />
An integrated heat exchanger always<br />
ensures the proper operating temperature<br />
even during demanding applications. The<br />
cooling water level can be read at any<br />
time at the external level indicator without<br />
requiring elaborate service activities. At<br />
this point, the initial cooling water is filled<br />
in prior to the start-up thereby avoiding<br />
interference with the device.<br />
Modern joint technology<br />
Joint technology by welding has had such<br />
an impact over a period of only the past<br />
few years because welded connections<br />
provide a maximum degree of strength<br />
and biocompatibility. Due to the fusion<br />
of the workpiece areas to be joined<br />
– instead of the flat diffusion of solder<br />
with conventional soldering – a strength<br />
is achieved that reaches, in part, that<br />
of the basic material. If a welding filler<br />
material is necessary for a connection,<br />
materials of the same kind can be used<br />
during welding with the laser welding<br />
unit thereby preventing a negative impact<br />
caused by a variety of different metals in<br />
the oral cavity.<br />
Soldering technology cannot meet this<br />
requirements.<br />
<strong>LaserStar</strong> T <strong>plus</strong> –<br />
Design with award potential<br />
The <strong>LaserStar</strong> T <strong>plus</strong> has an unmistakable<br />
design based on ergonomic considerations<br />
and allows fatigue-free work even<br />
over extended periods.<br />
The external touchpad keyboard and a<br />
clearly laid out display serve the input of<br />
user and service functions.<br />
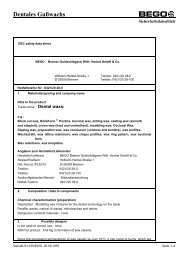
Sample applications for welding<br />
with the <strong>LaserStar</strong> T <strong>plus</strong><br />
Non-precious alloy<br />
Example: Wironit ® LA<br />
Deep penetration welding without welding<br />
filler material The break in the tensile test<br />
occurs in the unwelded area of the tension<br />
bar. The strength of the weld thereby<br />
corresponds to that of the basic material.<br />
Break<br />
Precious metal alloy<br />
Example: Bio PontoStar ®<br />
Deep penetration welding without welding<br />
filler materials on the high-gold content<br />
precious metal alloy Bio PontoStar ® .<br />
The tensile strengths achieved here (R m )<br />
– 350 MPa – result in a joint quality<br />
that is beyond any doubt.<br />
Break<br />
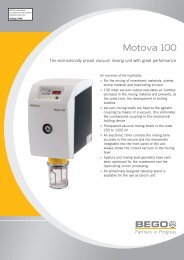
Non-precious metal alloys<br />
(Wirobond ® , Wironit ® )<br />
Gold based alloys<br />
(Bio PontoStar ® XL, PlatinLloyd ® )<br />
Palladium based alloys<br />
(<strong>Bego</strong>Pal ® 300)<br />
Standard pulse shapes<br />
incl. titanium<br />
<strong>LaserStar</strong> T <strong>plus</strong> – Stored pulse shapes<br />
Joysticks in the welding chamber
Technical data:<br />
<strong>LaserStar</strong> T <strong>plus</strong><br />
Type of laser<br />
Wavelength<br />
Pulse energy<br />
Pulse length<br />
Nominal power<br />
Peak pulse power<br />
Spot size<br />
Memories for welding parameters<br />
Pulse shapes<br />
Microscope magnification<br />
Aiming device<br />
Welding parameters<br />
Inert gas nozzles for argon<br />
Lighting in welding chamber<br />
Welding smoke extraction<br />
Cooling<br />
Rated voltage<br />
Weight<br />
Height<br />
Width<br />
Depth<br />
Depth table rest<br />
Additional materials for laser welding<br />
Nd: YAG<br />
1064 nm<br />
50 Joule<br />
0.5 – 20 ms<br />
40 W<br />
max. 4 KW<br />
0.3 mm bis 2.3 mm<br />
10 – can be overwritten<br />
4 permanently set<br />
15-fold (visible magnification)<br />
Reticle in microscope<br />
with 3 joysticks internally as well as outside<br />
of the welding chamber, adjustable<br />
1 fixed + 1 flexible<br />
2 cold light reflectors, adjustable<br />
Fitting for external extraction,<br />
e.g., BEGO Ventus, integrated<br />
integrated<br />
208 - 240 V, 50/60 Hz<br />
approx. 85 kg<br />
465 mm<br />
640 mm<br />
882 mm<br />
600 mm<br />
The construction, delivery scope and composition are subject to change. Procedural statements and<br />
recommendations are based on our experience and tests and must be considered as approximate values.<br />
Version: 22.02.05.<br />
Availability and accessories: Unit Order-No.<br />
Scope of delivery:<br />
<strong>LaserStar</strong> T <strong>plus</strong> 26210<br />
Accessories:<br />
Hand rests, height-adjustable 2 pieces/1 set 15650<br />
Pressure reducer for argon inert gas 1 piece 13380<br />
Cutting table 1 piece 15649<br />
Ventus Filter system for <strong>LaserStar</strong> T <strong>plus</strong> 1 piece 26205<br />
Ventus – Suction extraction for <strong>LaserStar</strong> T <strong>plus</strong><br />
Ventus is a filter unit for suction extraction and filtering of welding smoke from<br />
Laserstar T <strong>plus</strong>. The device is equipped with a preliminary coarse filter and a<br />
main fine filter. The preliminary filter separates the coarse particles, then the<br />
welding smoke is fed through the fine filter, where the last fine particles of<br />
dust and smoke are separated. After filtration the clean air is returned to the<br />
workroom via a blow-out screen at the rear. The filter unit conforms with DIN EN<br />
1822-1 and meets the requirements of filter class H 13.<br />
Ventus is equipped with a high-performance high-pressure turbine that can be<br />
set to the flow rate needed for laser welding via continuously variable control.<br />
An automatic filter monitoring system shows the operator when a filter change<br />
is necessary. The change is carried out in an environmentally friendly manner via<br />
the Ventus cover, which is secured with toggle-type fasteners.<br />
Scope of delivery: Ventus 230 V 50/60Hz<br />
1 suction extraction hose NW 32, nominal<br />
diameter 32 mm, 2.5 m with pipe union<br />
1 set of spare filters, consisting of<br />
prelimnary filter and main fine filter<br />
1 set of carbon brushes for high-pressure<br />
turbine<br />
Data:<br />
Rated voltage: 230 V 50/60 Hz<br />
Current consumption:<br />
5.2 A<br />
Flow rate:<br />
0 - 120 m³/h<br />
Noise level:<br />
approx. 65 dB(A)<br />
Dimensions: (H/W/D) 360, 276, 390 mm<br />
Availability: Composition % by mass Thickness/mm Quantity Order No.<br />
Wiroweld (CoCrMo, C-free) Co 63.5, Cr 29, Mo 5.5, Si 1, Mn 1 0.35 2 m 50003<br />
Wiroweld (CoCrMo, C-free) Co 63.5, Cr 29, Mo 5.5, Si 1, Mn 1 0.5 1.5 m 50005<br />
Wiroweld NC (NiCrMo, C-free) Ni 63.8, Cr 22.1, Mo 9.1, Nb 3, Si 1, Fe 1 0.35 approx. 5.5 m 50006<br />
Titan-wire, Grade 2 Ti 100 0.35 approx. 5 m 50008<br />
AuroLloyd ® KF-wire Au 55, Ag 29.2, Pd 10, In 3.5, Zn 1.2, Sn 1, Ru 0.35 approx. 5 g 61153<br />
<strong>Bego</strong>Cer ® G-wire Au 51.5, Pd 38.4, In 8.7, Ga 1.3, Ru 0.35 approx. 5 g 61164<br />
<strong>Bego</strong>Lloyd ® LFC-wire Au 62.8, Ag 25, Pd 5.7, Pt 3, Zn 2.2, In 1.2, Ru 0.35 approx. 5 g 61168<br />
<strong>Bego</strong>Lloyd ® PF-wire Au 62.5, Ag 22, Cu 9.1, Pt 4.3, Zn 1.9, Ir 0.35 approx. 5 g 61156<br />
<strong>Bego</strong>Pal ® 300-wire Pd 75.4, In 6.3, Ag 6.2, Ga 6, Ru 0.35 approx. 5 g 61165<br />
Bio PlatinLloyd ® -wire Au 75.1, Ag 14.8, Pt 7.8, Zn 1.8, Rh, Mn, Mg 0.35 approx. 5 g 61161<br />
Bio PontoStar ® -wire Au 87, Pt 10.6, Zn 1.5, In, Rh, Mn, Ta 0.35 approx. 5 g 61157<br />
Bio PontoStar ® XL-wire Au 86, Pt 11.5, Zn 1.6, Fe, Rh, In 0.35 approx. 5 g 61167<br />
Bio Semador ® H-wire Au 87, Pt 10.6, Zn 1.5, In, Rh, Mn, Ta 0.35 approx. 5 g 61159<br />
InLloyd ® 100-wire Au 78.1, Ag 15.5, Pt 3.9, Zn 2.4, Ir 0.35 approx. 5 g 61163<br />
PlatinLloyd ® 100-wire Au 72, Ag 13.7, Cu 9.8, Pt 3.5, Zn, Ir 0.35 approx. 5 g 61152<br />
PlatinLloyd ® KF-wire Au 72.8, Ag 16.1, Pd 5.7, Zn 3, Pt 2, Mn, Rh 0.35 approx. 5 g 61158<br />
PlatinLloyd ® M-wire Au 70, Ag 11.7, Cu 10, Pt 5, Zn 1.9, Pd 1, In, Re 0.35 approx. 5 g 61155<br />
PontoLloyd ® G-wire Au 84.1, Pt 8.3, Pd 4.8, In 2.7, Ta 0.35 approx. 5 g 61166<br />
PontoLloyd ® P-wire Au 77.5, Pt 9.9, Pd 8.9, In 1.4, Ag 1, Sn, Fe, Cu, Ir 0.35 approx. 5 g 61154<br />
PontoRex ® G-wire Au 70, Ag 13.2, Pt 9.4, Cu 3, Zn 2, In 1.9, Rh, Ir 0.35 approx. 5 g 61151<br />
PontoStar ® G-wire Au 85.6, Pt 11.4, In 2.3, Fe, Rh 0.35 approx. 5 g 61150<br />
BEGO Bremer Goldschlägerei Wilh. Herbst GmbH & Co. KG · Technologiepark Universität · Wilhelm-Herbst-Straße 1 · D-28359 Bremen<br />
Telefon (+49 - 421) 20 28-0 · Telefax (+49 - 421) 20 28-100 · Internet: http://www.bego.com · E-mail: info@bego.com<br />
BEGO France · 2 rue du Nouveau Bercy, 94220 Charenton Le Pont · Telephone +33 (0) 141 791 290 · Fax +33 (0) 145 180 235 · E-mail: france@bego.com<br />
BEGO Canada · 700, boul. du Parc Technologique · Québec GIP 4S3 · Telephone (+1- 418) 683-6567 · Fax (+1- 418) 683-7354<br />
BEGO <strong>USA</strong> Inc. · 24 Albion Road (Suite 103), Lincoln RI 02865 · Telephone (+1- 401) 334-9261 · Fax (+1- 401) 334-9265 · E-mail: info@begousa.com<br />
Best.-Nr. 82740 · 1,5m SB 8376/Al · © 2005 by BEGO · March ‘05