

Heißkanaldüsen Typ SLT/-DLT Customer information
Heißkanaldüsen Typ SLT/-DLT Customer information
Heißkanaldüsen Typ SLT/-DLT Customer information

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.5. 14<br />
iA<br />
<strong>Heißkanaldüsen</strong> <strong>Typ</strong> <strong>SLT</strong>/-<strong>DLT</strong> <strong>Customer</strong> <strong>information</strong><br />
Hot runner technology for medical<br />
products: Precision millions of times<br />
Implementation of tandem technology requires an<br />
injection molding machine with a relatively high<br />
installation height of the mold and adapted<br />
programming. B.Braun decided to use a machine of the<br />
type Engel 200/90 V Electric with an electrical injection<br />
unit.<br />
“The hot runner system is the highlight of the tandem<br />
mold,” emphasizes Stefan Moser. “This system does not<br />
only guarantee an equal filling of the cavities on both<br />
sides of the mold, but also a faultless gate point at the<br />
protective caps.” “Because of the high number of cavities<br />
24+48 in the tandem mold, we first focused on a 24+48drop<br />
hot runner system with individually controlled open<br />
single nozzles,” says Walter Ehlert, responsible for<br />
consulting and sale at GÜNTHER Heisskanaltechnik.<br />
For about 20 years B.Brown has been trusting in<br />
components provided by the company from<br />
Frankenberg.<br />
Picture: Open multi-tip nozzle of the type 26ZHT – all in all 24 nozzles<br />
are installed in the two parting lines of the mold: 12 of them with two<br />
tips each on the Mini-Spike side, and 12 of them with four tips each<br />
on the Transofix side<br />
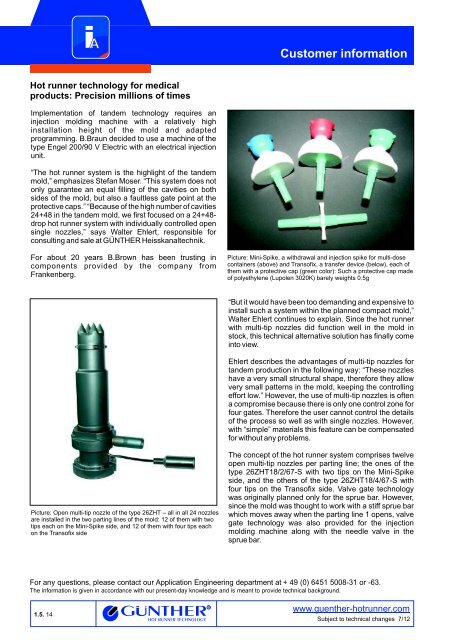
Picture: Mini-Spike, a withdrawal and injection spike for multi-dose<br />
containers (above) and Transofix, a transfer device (below), each of<br />
them with a protective cap (green color): Such a protective cap made<br />
of polyethylene (Lupolen 3020K) barely weights 0.5g<br />
“But it would have been too demanding and expensive to<br />
install such a system within the planned compact mold,”<br />
Walter Ehlert continues to explain. Since the hot runner<br />
with multi-tip nozzles did function well in the mold in<br />
stock, this technical alternative solution has finally come<br />
into view.<br />
Ehlert describes the advantages of multi-tip nozzles for<br />
tandem production in the following way: “These nozzles<br />
have a very small structural shape, therefore they allow<br />
very small patterns in the mold, keeping the controlling<br />
effort low.” However, the use of multi-tip nozzles is often<br />
a compromise because there is only one control zone for<br />
four gates. Therefore the user cannot control the details<br />
of the process so well as with single nozzles. However,<br />
with “simple” materials this feature can be compensated<br />
for without any problems.<br />
The concept of the hot runner system comprises twelve<br />
open multi-tip nozzles per parting line; the ones of the<br />
type 26ZHT18/2/67-S with two tips on the Mini-Spike<br />
side, and the others of the type 26ZHT18/4/67-S with<br />
four tips on the Transofix side. Valve gate technology<br />
was originally planned only for the sprue bar. However,<br />
since the mold was thought to work with a stiff sprue bar<br />
which moves away when the parting line 1 opens, valve<br />
gate technology was also provided for the injection<br />
molding machine along with the needle valve in the<br />
sprue bar.<br />
For any questions, please contact our Application Engineering department at + 49 (0) 6451 5008-31 or -63.<br />
The <strong>information</strong> is given in accordance with our present-day knowledge and is meant to provide technical background.<br />
www.guenther-hotrunner.com<br />
Subject to technical changes 7/12













