

Hot runner nozzle - Günther Heisskanaltechnik ...
Hot runner nozzle - Günther Heisskanaltechnik ...
Hot runner nozzle - Günther Heisskanaltechnik ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Notes on valve needles<br />
The needle length is dependent on the <strong>nozzle</strong> length,<br />
type of actuation and manifold structure. The needles<br />
have a basic hardness of 64 HRC (HSS steel) and are<br />
coated. The needles are fitted with a cylindrical seal<br />
towards the cavity and are adjustable.<br />
The 2 mm Ø needle design for <strong>nozzle</strong>s with material<br />
tube-Ø 4-6 mm, threads M6x 0,5<br />
gate-Ø: 0,8 mm, 1,0 m, 1,2 mm, 1,4 mm, (1,6 mm).<br />
The 3 mm Ø needle design for <strong>nozzle</strong>s with material<br />
tube- Ø 8 mm, threads M8 x 0,5<br />
gate Ø: 2,0 mm, 2,5 mm.<br />
The 5 mm Ø needle design for <strong>nozzle</strong>s with material<br />
tube- Ø 10-12 mm, threads M10 x 0,75<br />
gate- Ø: 3,0 mm, 4,0 mm.<br />
Tools to disassembling the needle guide (piece of PM),<br />
see chapter 7.<br />
Needle Ø Thread Tightening torque<br />
M A [Nm]<br />
Ø 2 mm M6 x 0,50 15<br />
Ø 3 mm M8 x 0,50 30<br />
Ø 5 mm M10 x 0,75 45<br />
Type NEP<br />
Type NHP<br />
1.4. 43<br />
iT<br />
Thread tightening torque for needle adjustment<br />
Maintenance<br />
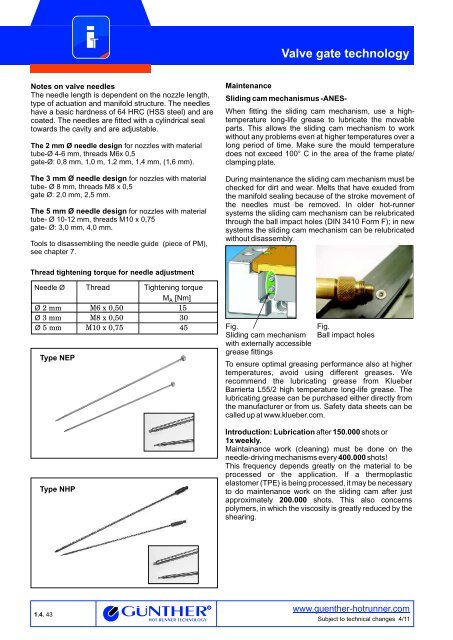
Fig.<br />
Sliding cam mechanism<br />
with externally accessible<br />
grease fittings<br />
Valve gate technology<br />
Sliding cam mechanismus -ANES-<br />
When fitting the sliding cam mechanism, use a hightemperature<br />
long-life grease to lubricate the movable<br />
parts. This allows the sliding cam mechanism to work<br />
without any problems even at higher temperatures over a<br />
long period of time. Make sure the mould temperature<br />
does not exceed 100° C in the area of the frame plate/<br />
clamping plate.<br />
During maintenance the sliding cam mechanism must be<br />
checked for dirt and wear. Melts that have exuded from<br />
the manifold sealing because of the stroke movement of<br />
the needles must be removed. In older hot-<strong>runner</strong><br />
systems the sliding cam mechanism can be relubricated<br />
through the ball impact holes (DIN 3410 Form F); in new<br />
systems the sliding cam mechanism can be relubricated<br />
without disassembly.<br />
Fig.<br />
Ball impact holes<br />
To ensure optimal greasing performance also at higher<br />
temperatures, avoid using different greases. We<br />
recommend the lubricating grease from Klueber<br />
Barrierta L55/2 high temperature long-life grease. The<br />
lubricating grease can be purchased either directly from<br />
the manufacturer or from us. Safety data sheets can be<br />
called up at www.klueber.com.<br />
Introduction: Lubrication after 150.000 shots or<br />
1x weekly.<br />
Maintainance work (cleaning) must be done on the<br />
needle-driving mechanisms every 400.000 shots!<br />
This frequency depends greatly on the material to be<br />
processed or the application. If a thermoplastic<br />
elastomer (TPE) is being processed, it may be necessary<br />
to do maintenance work on the sliding cam after just<br />
approximately 200.000 shots. This also concerns<br />
polymers, in which the viscosity is greatly reduced by the<br />
shearing.<br />
www.guenther-hot<strong>runner</strong>.com<br />
Subject to technical changes 4/11













