

Submerged Arc Welding Technical Handbook - Esab
Submerged Arc Welding Technical Handbook - Esab
Submerged Arc Welding Technical Handbook - Esab

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
OK Flux 10.47 & OK Tubrod 15.24S<br />
basic cored wire - no re-baking of<br />
flux and high productivity<br />
The use of a basic cored wire,<br />
instead of a solid wire, allows<br />
the weld metal toughness<br />
properties to be engineered<br />
through the cored wire rather<br />
than through a highly basic flux.<br />
This opens the way to the use<br />
of a lower basicity fused flux<br />
with a very low moisture content<br />
and a moisture re-absorption<br />
rate close to zero, which is<br />
undoubtedly, the biggest<br />
advantage for applications<br />
where low weld metal hydrogen<br />
contents are crucial. This<br />
enables the flux to be used<br />
without the costly, and timeconsuming<br />
procedure of<br />
re-baking.<br />
As with gas-shielded cored<br />
wires, the metal sheath<br />
conducts the current, instead<br />
of the complete wire cross<br />
section resulting in a higher<br />
current density. This higher<br />
current density is converted to<br />
increased deposition rates and,<br />
therefore, productivity.<br />
Weldability characteristics are<br />
excellent; comparable to the<br />
best basic agglomerated fluxes<br />
available on the market. Slag<br />
release is very good even in the<br />
bottom of tight butt joints near<br />
the root area, enabling the joint<br />
angle to be reduced.<br />
Due to the glass nature of the<br />
flux, the grain strength is<br />
significantly higher than that of<br />
the fully basic agglomerated<br />
fluxes. This results in less<br />
breakdown and hence no<br />
problems with “dusting” and<br />
therefore all round improved<br />
recycling.<br />
Mechanical values fulfil most<br />
offshore requirements:<br />
<br />
<br />
<br />
Diffusible Hydrogen (ml/100g)<br />
10.0<br />
Toughness (J)<br />
8.0<br />
6.0<br />
4.0<br />
2..0<br />
0.0<br />
0 2 4 6 8 10 12 14<br />
Days<br />
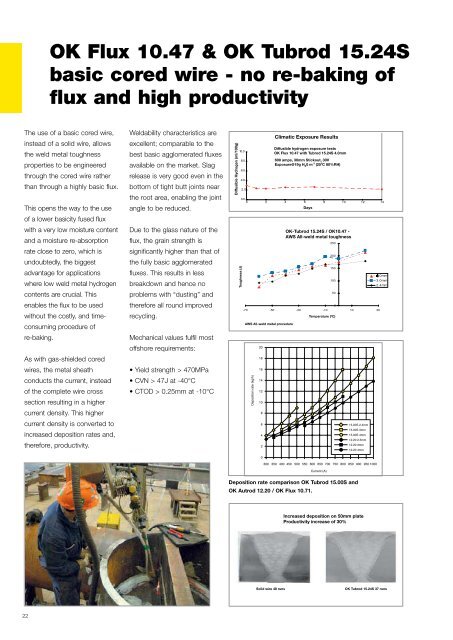
OK-Tubrod 15.24S / OK10.47 -<br />
AWS All-weld metal toughness<br />
-70 -50 -30 -10 10 30<br />
Temperature ( 0 C)<br />
AWS All-weld metal procedure<br />
Deposition rate (kg/h)<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
Climatic Exposure Results<br />
Diffusible hydrogen exposure tests<br />
OK Flux 10.47 with Tubrod 15.24S 4.0mm<br />
600 amps, 30mm Stickout, 30V<br />
Exposure@19g H 2 0 m -3 (25 0 C 80%RH)<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
15.00S 2.4mm<br />
15.00S 3mm<br />
15.00S 4mm<br />
12.20 2.5mm<br />
12.20 3mm<br />
12.20 4mm<br />
0<br />
300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000<br />
Current (A)<br />
4.0mm<br />
3.0mm<br />
2.4mm<br />
Deposition rate comparison OK Tubrod 15.00S and<br />
OK Autrod 12.20 / OK Flux 10.71.<br />
Increased deposition on 50mm plate<br />
Productivity increase of 30%<br />
Solid wire 48 runs<br />
OK Tubrod 15.24S 37 runs<br />
22













