

TO 35-1-3 - Robins Air Force Base
TO 35-1-3 - Robins Air Force Base
TO 35-1-3 - Robins Air Force Base

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>TO</strong> <strong>35</strong>-1-3<br />
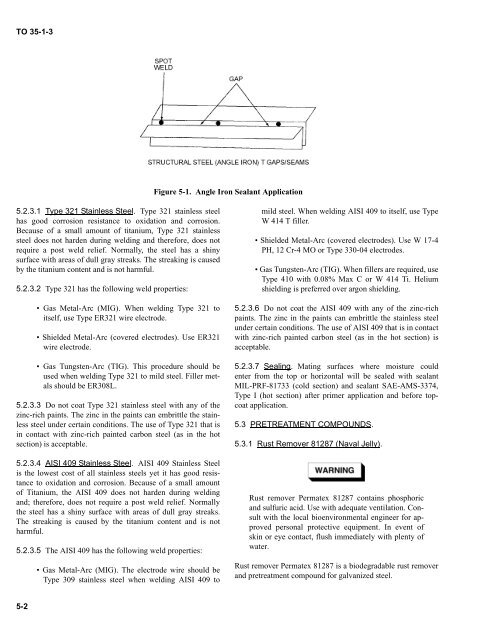
Figure 5-1. Angle Iron Sealant Application<br />
5.2.3.1 Type 321 Stainless Steel. Type 321 stainless steel<br />
has good corrosion resistance to oxidation and corrosion.<br />
Because of a small amount of titanium, Type 321 stainless<br />
steel does not harden during welding and therefore, does not<br />
require a post weld relief. Normally, the steel has a shiny<br />
surface with areas of dull gray streaks. The streaking is caused<br />
by the titanium content and is not harmful.<br />
5.2.3.2 Type 321 has the following weld properties:<br />
• Gas Metal-Arc (MIG). When welding Type 321 to<br />
itself, use Type ER321 wire electrode.<br />
• Shielded Metal-Arc (covered electrodes). Use ER321<br />
wire electrode.<br />
• Gas Tungsten-Arc (TIG). This procedure should be<br />
used when welding Type 321 to mild steel. Filler metals<br />
should be ER308L.<br />
5.2.3.3 Do not coat Type 321 stainless steel with any of the<br />
zinc-rich paints. The zinc in the paints can embrittle the stainless<br />
steel under certain conditions. The use of Type 321 that is<br />
in contact with zinc-rich painted carbon steel (as in the hot<br />
section) is acceptable.<br />
5.2.3.4 AISI 409 Stainless Steel. AISI 409 Stainless Steel<br />
is the lowest cost of all stainless steels yet it has good resistance<br />
to oxidation and corrosion. Because of a small amount<br />
of Titanium, the AISI 409 does not harden during welding<br />
and; therefore, does not require a post weld relief. Normally<br />
the steel has a shiny surface with areas of dull gray streaks.<br />
The streaking is caused by the titanium content and is not<br />
harmful.<br />
5.2.3.5 The AISI 409 has the following weld properties:<br />
• Gas Metal-Arc (MIG). The electrode wire should be<br />
Type 309 stainless steel when welding AISI 409 to<br />
mild steel. When welding AISI 409 to itself, use Type<br />
W 414 T filler.<br />
• Shielded Metal-Arc (covered electrodes). Use W 17-4<br />
PH, 12 Cr-4 MO or Type 330-04 electrodes.<br />
• Gas Tungsten-Arc (TIG). When fillers are required, use<br />
Type 410 with 0.08% Max C or W 414 Ti. Helium<br />
shielding is preferred over argon shielding.<br />
5.2.3.6 Do not coat the AISI 409 with any of the zinc-rich<br />
paints. The zinc in the paints can embrittle the stainless steel<br />
under certain conditions. The use of AISI 409 that is in contact<br />
with zinc-rich painted carbon steel (as in the hot section) is<br />
acceptable.<br />
5.2.3.7 Sealing. Mating surfaces where moisture could<br />
enter from the top or horizontal will be sealed with sealant<br />
MIL-PRF-81733 (cold section) and sealant SAE-AMS-3374,<br />
Type I (hot section) after primer application and before topcoat<br />
application.<br />
5.3 PRETREATMENT COMPOUNDS.<br />
5.3.1 Rust Remover 81287 (Naval Jelly).<br />
Rust remover Permatex 81287 contains phosphoric<br />
and sulfuric acid. Use with adequate ventilation. Consult<br />
with the local bioenvironmental engineer for approved<br />
personal protective equipment. In event of<br />
skin or eye contact, flush immediately with plenty of<br />
water.<br />
Rust remover Permatex 81287 is a biodegradable rust remover<br />
and pretreatment compound for galvanized steel.<br />
5-2













