powercoil.com.au wire thread insert system
powercoil.com.au wire thread insert system powercoil.com.au wire thread insert system
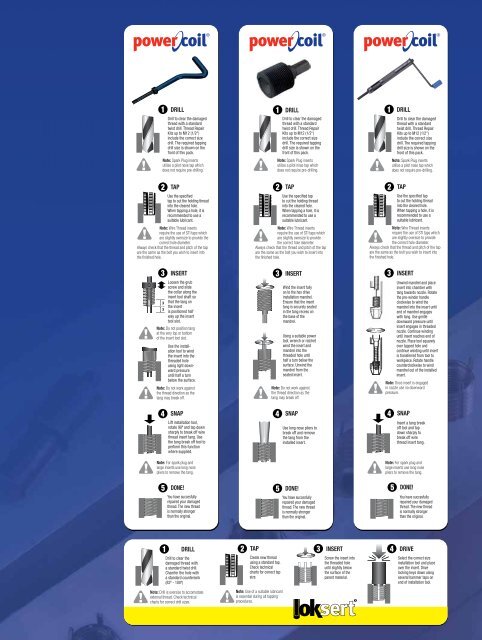
® ® ® 1 DRILL Drill to clear the damaged thread with a standard twist drill. Thread Repair Kits up to M12 (1/2") include the correct size drill. The required tapping drill size is shown on the front of this pack. Note: Spark Plug inserts utilise a pilot nose tap which does not require pre-drilling. 2 TAP Use the specified tap to cut the holding thread into the cleared hole. When tapping a hole, it is recommended to use a suitable lubricant. Note: Wire Thread inserts require the use of STI taps which are slightly oversize to provide the correct hole diameter. Always check that the thread and pitch of the tap are the same as the bolt you wish to insert into the finished hole. 3 X X INSERT Loosen the grub screw and slide the collar along the insert tool shaft so that the tang on the insert is positioned half way up the insert tool slot. Note: Do not position tang at the very top or bottom of the insert tool slot. Use the installation tool to wind the insert into the threaded hole using light downward pressure until half a turn below the surface. Note: Do not work against the thread direction as the tang may break off. 1 Drill to clear the damaged thread with a standard twist drill. Thread Repair Kits up to M12 (1/2") include the correct size drill. The required tapping drill size is shown on the front of this pack. Note: Spark Plug inserts utilise a pilot nose tap which does not require pre-drilling. 2 DRILL Use the specified tap to cut the holding thread into the cleared hole. When tapping a hole, it is recommended to use a suitable lubricant. Note: Wire Thread inserts require the use of STI taps which are slightly oversize to provide the correct hole diameter. Always check that the thread and pitch of the tap are the same as the bolt you wish to insert into the finished hole. 3 TAP INSERT Wind the insert fully on to the hex drive installation mandrel. Ensure that the insert tang is securely seated in the tang recess on the base of the mandrel. Using a suitable power tool, wrench or ratchet wind the insert and mandrel into the threaded hole until half a turn below the surface. Unwind the mandrel from the seated insert. Note: Do not work against the thread direction as the tang may break off. 1 2 Drill to clear the damaged thread with a standard twist drill. Thread Repair Kits up to M12 (1/2") include the correct size drill. The required tapping drill size is shown on the front of this pack. Note: Spark Plug inserts utilise a pilot nose tap which does not require pre-drilling. Use the specified tap to cut the holding thread into the cleared hole. When tapping a hole, it is recommended to use a suitable lubricant. Note: Wire Thread inserts require the use of STI taps which are slightly oversize to provide the correct hole diameter. Always check that the thread and pitch of the tap are the same as the bolt you wish to insert into the finished hole. 3 DRILL TAP INSERT Unwind mandrel and place insert into chamber with tang towards nozzle. Rotate the pre-winder handle clockwise to wind the mandrel into the insert until end of mandrel engages with tang. Use gentle downward pressure until insert engages in threaded nozzle. Continue winding until insert reaches end of nozzle. Place tool squarely over tapped hole and continue winding until insert is transferred from tool to workpiece. Rotate handle counterclockwise to wind mandrel out of the installed insert. Note: Once insert is engaged in nozzle use no downward pressure. 4 SNAP Lift installation tool, rotate 90º and tap down sharply to break off wire thread insert tang. Use the tang break off tool to perform this function where supplied. 4 SNAP Use long nose pliers to break off and remove the tang from the installed insert. 4 SNAP Insert a tang break off tool and tap down sharply to break off wire thread insert tang. Note: For spark plug and large inserts use long nose pliers to remove the tang. Note: For spark plug and large inserts use long nose pliers to remove the tang. 5 DONE! You have succesfully repaired your damaged thread. The new thread is normally stronger than the original. 5 DONE! You have succesfully repaired your damaged thread. The new thread is normally stronger than the original. 5 DONE! You have succesfully repaired your damaged thread. The new thread is normally stronger than the original. 1 DRILL 2 TAP INSERT Drill to clear the damaged thread with a standard twist drill. Chamfer the hole with a standard countersink (82º - 100º) Note: Drill is oversize to accomodate external thread. Check technical charts for correct drill sizes. Create new thread using a standard tap. Check technical charts for correct tap size. Note: Use of a suitable lubricant is essential during all tapping procedures. 3 Screw the insert into the threaded hole until slightly below the surface of the parent material. 4 DRIVE Select the correct size installation tool and place over the insert. Drive locking keys down using several hammer taps on end of installation tool.
® wire thread insert system ASIA PACIFIC Bordo International 3 Kingston Park Court, Scoresby, Vic 3179 Australia Telephone +61 3 9212 7000 Facsimile +61 3 9212 7070 info@bordo.com.au Australia Telephone 03 9212 7001 New Zealand Freecall 0508 797 264 EUROPE Telephone +32 2 888 9146 Facsimile +32 2 888 9147 sales@powercoil.com.au NORTH AMERICA EXCLUDING CANADA Crossroad Distributor Source 15290 Stony Creek Way, Noblesville, IN 46060 Telephone +1 317 773 1668 Facsimile +1 317 773 1690 sales@crossroad.bz CANADA Excalibur Industrial Sales 2283 Argentia Road #12, Mississauga, ONT L5N 5Z2 Telephone +1 905 812 9090 Facsimile +1 905 812 3286 sales@excalind.ca Part No. 9910-CAT10071.0
- Page 53 and 54: FREE FREE LOCK FREE FREE LOCK FREE
- Page 55 and 56: FREE FREE LOCK FREE FREE LOCK FREE
- Page 57 and 58: FREE FREE LOCK FREE FREE LOCK FREE
- Page 59 and 60: FREE FREE LOCK FREE FREE LOCK FREE
- Page 61 and 62: FREE FREE LOCK FREE FREE LOCK FREE
- Page 63 and 64: FREE LOCK FREE LOCK FREE LOCK 304 U
- Page 65 and 66: FREE LOCK FREE LOCK FREE LOCK FREE
- Page 67 and 68: FREE LOCK FREE LOCK FREE LOCK FREE
- Page 69 and 70: FREE LOCK FREE LOCK FREE LOCK FREE
- Page 71 and 72: ® ® Materials PowerCoil standard
- Page 73 and 74: ® ® Werkstoffe PowerCoil Standard
- Page 75 and 76: ® ® Matériaux Les PowerCoil stan
- Page 77 and 78: ® ® Materiales Los insertos stand
- Page 79 and 80: ® ® º º
- Page 81 and 82: ® ®
- Page 83 and 84: ® * S T Q nom. Ø A Ø C eff. Ø B
- Page 85 and 86: ® * S T Q nom. Ø A Ø C eff. Ø B
- Page 87 and 88: ® * S T Q nom. Ø A Ø C eff. Ø B
- Page 89 and 90: ® * S T Q nom. Ø A Ø C eff. Ø B
- Page 91 and 92: Loksert solid keylocking inserts ar
- Page 93 and 94: GROUP CODE MC / MF TW CS PSCI UNC /
- Page 95 and 96: MC / MF UNC / UNF MC / MF UNC / UNF
- Page 97 and 98: UNC / UNF UNC / UNF GROUP CODE GROU
- Page 99 and 100: 82º - 100º Q T A C Internal Threa
- Page 101 and 102: ® DISCLAIMER Whilst every effort h
® ® ®<br />
1<br />
DRILL<br />
Drill to clear the damaged<br />
<strong>thread</strong> with a standard<br />
twist drill. Thread Repair<br />
Kits up to M12 (1/2")<br />
include the correct size<br />
drill. The required tapping<br />
drill size is shown on the<br />
front of this pack.<br />
Note: Spark Plug <strong>insert</strong>s<br />
utilise a pilot nose tap which<br />
does not require pre-drilling.<br />
2<br />
TAP<br />
Use the specified<br />
tap to cut the holding <strong>thread</strong><br />
into the cleared hole.<br />
When tapping a hole, it is<br />
re<strong>com</strong>mended to use a<br />
suitable lubricant.<br />
Note: Wire Thread <strong>insert</strong>s<br />
require the use of STI taps which<br />
are slightly oversize to provide the<br />
correct hole diameter.<br />
Always check that the <strong>thread</strong> and pitch of the tap<br />
are the same as the bolt you wish to <strong>insert</strong> into<br />
the finished hole.<br />
3<br />
X<br />
X<br />
INSERT<br />
Loosen the grub<br />
screw and slide<br />
the collar along the<br />
<strong>insert</strong> tool shaft so<br />
that the tang on<br />
the <strong>insert</strong><br />
is positioned half<br />
way up the <strong>insert</strong><br />
tool slot.<br />
Note: Do not position tang<br />
at the very top or bottom<br />
of the <strong>insert</strong> tool slot.<br />
Use the installation<br />
tool to wind<br />
the <strong>insert</strong> into the<br />
<strong>thread</strong>ed hole<br />
using light downward<br />
pressure<br />
until half a turn<br />
below the surface.<br />
Note: Do not work against<br />
the <strong>thread</strong> direction as the<br />
tang may break off.<br />
1<br />
Drill to clear the damaged<br />
<strong>thread</strong> with a standard<br />
twist drill. Thread Repair<br />
Kits up to M12 (1/2")<br />
include the correct size<br />
drill. The required tapping<br />
drill size is shown on the<br />
front of this pack.<br />
Note: Spark Plug <strong>insert</strong>s<br />
utilise a pilot nose tap which<br />
does not require pre-drilling.<br />
2<br />
DRILL<br />
Use the specified tap<br />
to cut the holding <strong>thread</strong><br />
into the cleared hole.<br />
When tapping a hole, it is<br />
re<strong>com</strong>mended to use a<br />
suitable lubricant.<br />
Note: Wire Thread <strong>insert</strong>s<br />
require the use of STI taps which<br />
are slightly oversize to provide<br />
the correct hole diameter.<br />
Always check that the <strong>thread</strong> and pitch of the tap<br />
are the same as the bolt you wish to <strong>insert</strong> into<br />
the finished hole.<br />
3<br />
TAP<br />
INSERT<br />
Wind the <strong>insert</strong> fully<br />
on to the hex drive<br />
installation mandrel.<br />
Ensure that the <strong>insert</strong><br />
tang is securely seated<br />
in the tang recess on<br />
the base of the<br />
mandrel.<br />
Using a suitable power<br />
tool, wrench or ratchet<br />
wind the <strong>insert</strong> and<br />
mandrel into the<br />
<strong>thread</strong>ed hole until<br />
half a turn below the<br />
surface. Unwind the<br />
mandrel from the<br />
seated <strong>insert</strong>.<br />
Note: Do not work against<br />
the <strong>thread</strong> direction as the<br />
tang may break off.<br />
1<br />
2<br />
Drill to clear the damaged<br />
<strong>thread</strong> with a standard<br />
twist drill. Thread Repair<br />
Kits up to M12 (1/2")<br />
include the correct size<br />
drill. The required tapping<br />
drill size is shown on the<br />
front of this pack.<br />
Note: Spark Plug <strong>insert</strong>s<br />
utilise a pilot nose tap which<br />
does not require pre-drilling.<br />
Use the specified tap<br />
to cut the holding <strong>thread</strong><br />
into the cleared hole.<br />
When tapping a hole, it is<br />
re<strong>com</strong>mended to use a<br />
suitable lubricant.<br />
Note: Wire Thread <strong>insert</strong>s<br />
require the use of STI taps which<br />
are slightly oversize to provide<br />
the correct hole diameter.<br />
Always check that the <strong>thread</strong> and pitch of the tap<br />
are the same as the bolt you wish to <strong>insert</strong> into<br />
the finished hole.<br />
3<br />
DRILL<br />
TAP<br />
INSERT<br />
Unwind mandrel and place<br />
<strong>insert</strong> into chamber with<br />
tang towards nozzle. Rotate<br />
the pre-winder handle<br />
clockwise to wind the<br />
mandrel into the <strong>insert</strong> until<br />
end of mandrel engages<br />
with tang. Use gentle<br />
downward pressure until<br />
<strong>insert</strong> engages in <strong>thread</strong>ed<br />
nozzle. Continue winding<br />
until <strong>insert</strong> reaches end of<br />
nozzle. Place tool squarely<br />
over tapped hole and<br />
continue winding until <strong>insert</strong><br />
is transferred from tool to<br />
workpiece. Rotate handle<br />
counterclockwise to wind<br />
mandrel out of the installed<br />
<strong>insert</strong>.<br />
Note: Once <strong>insert</strong> is engaged<br />
in nozzle use no downward<br />
pressure.<br />
4<br />
SNAP<br />
Lift installation tool,<br />
rotate 90º and tap down<br />
sharply to break off <strong>wire</strong><br />
<strong>thread</strong> <strong>insert</strong> tang. Use<br />
the tang break off tool to<br />
perform this function<br />
where supplied.<br />
4<br />
SNAP<br />
Use long nose pliers to<br />
break off and remove<br />
the tang from the<br />
installed <strong>insert</strong>.<br />
4<br />
SNAP<br />
Insert a tang break<br />
off tool and tap<br />
down sharply to<br />
break off <strong>wire</strong><br />
<strong>thread</strong> <strong>insert</strong> tang.<br />
Note: For spark plug and<br />
large <strong>insert</strong>s use long nose<br />
pliers to remove the tang.<br />
Note: For spark plug and<br />
large <strong>insert</strong>s use long nose<br />
pliers to remove the tang.<br />
5<br />
DONE!<br />
You have succesfully<br />
repaired your damaged<br />
<strong>thread</strong>. The new <strong>thread</strong><br />
is normally stronger<br />
than the original.<br />
5<br />
DONE!<br />
You have succesfully<br />
repaired your damaged<br />
<strong>thread</strong>. The new <strong>thread</strong><br />
is normally stronger<br />
than the original.<br />
5<br />
DONE!<br />
You have succesfully<br />
repaired your damaged<br />
<strong>thread</strong>. The new <strong>thread</strong><br />
is normally stronger<br />
than the original.<br />
1 DRILL<br />
2 TAP<br />
INSERT<br />
Drill to clear the<br />
damaged <strong>thread</strong> with<br />
a standard twist drill.<br />
Chamfer the hole with<br />
a standard countersink<br />
(82º - 100º)<br />
Note: Drill is oversize to ac<strong>com</strong>odate<br />
external <strong>thread</strong>. Check technical<br />
charts for correct drill sizes.<br />
Create new <strong>thread</strong><br />
using a standard tap.<br />
Check technical<br />
charts for correct tap<br />
size.<br />
Note: Use of a suitable lubricant<br />
is essential during all tapping<br />
procedures.<br />
3<br />
Screw the <strong>insert</strong> into<br />
the <strong>thread</strong>ed hole<br />
until slightly below<br />
the surface of the<br />
parent material.<br />
4<br />
DRIVE<br />
Select the correct size<br />
installation tool and place<br />
over the <strong>insert</strong>. Drive<br />
locking keys down using<br />
several hammer taps on<br />
end of installation tool.


