Author to whom correspondence should be addressed
Author to whom correspondence should be addressed
Author to whom correspondence should be addressed

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Author</strong>s:<br />
Dr. Jürgen Barthelmes (<strong>Author</strong> <strong>to</strong> <strong>whom</strong> <strong>correspondence</strong> <strong>should</strong> <strong>be</strong> <strong>addressed</strong>)<br />
Christian Wunderlich<br />
Patrick Lam<br />
A New Generation of Leadframe (LF) Roughening for MSL Improvement<br />
1. Introduction<br />
With the development of increasingly thinner and at the same time environmentally<br />
friendly integrated circuits (ICs) the manufacturing of thermally reliable products<br />
<strong>be</strong>comes more and more difficult. In order <strong>to</strong> achieve an equivalent reliability<br />
standard for state-of-the-art ICs like QFNs, expressed in terms of achievable<br />
moisture sensitivity level (MSL), new technologies have <strong>to</strong> <strong>be</strong> introduced.<br />
A novel process has recently <strong>be</strong>en added <strong>to</strong> the manufacturing sequence of<br />
leadframes (LF), the target of which <strong>be</strong>ing the enhancement of the adhesion <strong>be</strong>tween<br />
molding compound and the alloy substrate. The leadframe is thereby <strong>be</strong>ing treated<br />
by an additive containing peroxide based micro-etch. An organo-metallic layer based<br />
on Cu(II) is formed on <strong>to</strong>p of the roughened alloy surface. During the subsequent<br />
molding process mechanical interlocking <strong>be</strong>tween resin and alloy substrate is<br />
established. Furthermore a chemical interaction increasing the thermal stability of the<br />
IC at elevated temperatures can <strong>be</strong> observed.<br />
2. Current Issues<br />
As the production experience with this new type of process grows, difficulties which<br />
had not <strong>be</strong>en foreseen came <strong>to</strong> light. The employed etchants work very well on pure<br />
Cu substrates, however when operated on Cu based alloys several issues can <strong>be</strong><br />
observed.<br />
With C194, an alloy containing around 2-3 % of Iron, it is observed that after a certain<br />
lifetime the hydrogen peroxide degrades rapidly and the process can not <strong>be</strong><br />
controlled any further.<br />
With C7025, an alloy containing less than 1% of Silicon, a Si smut remains after<br />
processing which may contaminate the Ag surface, cause wire bonding failure and<br />
reduce the adhesion. It is imperative <strong>to</strong> remove the smut in a post treatment<br />
operation. Current postdip technology <strong>to</strong> clean these C7025 surfaces will reduce the<br />
surface roughness and the adhesion improvement effected by the process.<br />
3. Electrolyte Stability with Iron Contamination<br />
As descri<strong>be</strong>d above it is observed that the electrolyte, an intergranular etchant,<br />
decomposes rapidly after a certain amount of C194 is dissolved. The maximum<br />
allowable concentration of Cu(II) in operation, based on C194, is around 5-6 g/l.<br />
This corresponds <strong>to</strong> an Iron concentration of 120-150 ppm.<br />
The phenomenon observed is well known in the literature, a mixture of hydrogen<br />
peroxide and Fe 2+/3+ is called the Fen<strong>to</strong>n’s reagent. Hydroxyl radicals are <strong>be</strong>ing<br />
formed according <strong>to</strong>
Fe 2+ + H2O2 ----> Fe 3+ + OH - + .OH<br />
Fe 3+ + H2O2 ----> Fe 2+ + .OOH + H+<br />
(I)<br />
(II)<br />
These species are highly reactive and will rapidly attack and oxidize all organic<br />
matter present. As the function of the etchant is based on the organic additives<br />
included, the result of these reactions (I and II) will <strong>be</strong> detrimental for the roughening<br />
operation.<br />
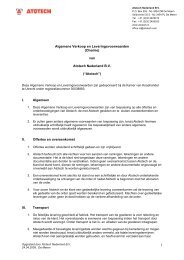
One option <strong>to</strong> increase the lifetime could <strong>be</strong> adding a complexing agent <strong>to</strong> the<br />
electrolyte which reduces the concentration of free Iron ions. The effect of such a<br />
strong complexer on the stability of hydrogen peroxide with time is compared in<br />
Figure 1 <strong>to</strong> a solution without stabilizer. As one can easily see the solution is very<br />
stable even at high Iron concentrations.<br />
4<br />
3<br />
Decomposition Rate of Peroxide<br />
in MoldPrep LF vs. MoldPrep LF_C<br />
No complexing agent<br />
s<strong>to</strong>ichiometrical value +10%<br />
1/2 of s<strong>to</strong>ichiometrical value<br />
s<strong>to</strong>ichiometrical value x 2<br />
C<br />
o<br />
n<br />
c 2<br />
1<br />
Dissolved are 1g/l Fe and 5 g/l Cu<br />
0<br />
0 2, 5 7, 1 12, 1 17, 2 22, 2<br />
Effective time at 42°C<br />
Figure 1: Decomposition of MoldPrep LF vs. MoldPrep LFC at an Iron concentration<br />
of 1000 ppm<br />
4. Smut Generation on C7025 Leadframes and its Removal<br />
The smut generated on C7025 surfaces is currently removed by an acidic postdip,<br />
which also reduces the roughness generated in the etching process. A combination<br />
of the reengineered, stability enhanced etchant with a new alkaline postdip will grant<br />
a smut free surface without loss of roughness.<br />
As the appropriate roughness parameter a new concept was used which is based on<br />
the quantification of the etched surface area as compared <strong>to</strong> an ideally flat one. The<br />
so called relative surface area increase (RSAI) is thus most meaningful, when<br />
adhesion properties of a certain material have <strong>to</strong> <strong>be</strong> evaluated.
Figure 2 shows the RSAI values of C194 and C7025 at different metal loading. It can<br />
<strong>be</strong> observed that the RSAI difference <strong>be</strong>tween C194 and C7025 is quite small and<br />
relates only <strong>to</strong> the different intrinsic <strong>be</strong>haviour of the alloys itself. No further attack<br />
and RSAI reduction occurs in the new alkaline postdip.<br />
80<br />
60<br />
RSAI [%]<br />
40<br />
20<br />
0<br />
New make up<br />
R-values on<br />
C194<br />
5 g/l Cu R-<br />
values on<br />
C194<br />
10 g/l Cu R-<br />
values on<br />
C194<br />
New make up<br />
R-values on<br />
C7025<br />
5 g/l Cu R-<br />
values on<br />
C7025<br />
10 g/l Cu R-<br />
values on<br />
C7025<br />
Figure 2: RSAI for MoldPrep LFC with improved alkaline Postdip for C194 and C7025<br />
at different Cu(II) bath loading<br />
As proof for the efficient removal of the Si smut from C7025 surfaces after the<br />
alkaline postdip, Figure 3 shows the comparison <strong>be</strong>tween the new MoldPrep LFC<br />
and the “conventional” MoldPrep LF process.<br />
It can clearly <strong>be</strong> seen that no Silicon remains on the Cu alloy surface. A similar<br />
investigation was carried out on the Ag spot or ring plated area of the leadframe.<br />
While with the normal process sequence a Si EDX signal can <strong>be</strong> detected, no trace<br />
of the smut can <strong>be</strong> witnessed with the new LFC sequence. This is depicted in Figure<br />
4.<br />
5. But<strong>to</strong>n Shear Test<br />
An adhesion comparison <strong>be</strong>tween the conventional MoldPrep LF and the newly<br />
developed MoldPrep LFC process was undertaken using the but<strong>to</strong>n shear test<br />
method. Table 1 compares the results obtained for different base alloys including<br />
C194, C7025 and EFTEC 64T. As can <strong>be</strong> seen the results are generally <strong>be</strong>tter for the<br />
new LFC process. All values cted were obtained for the alkaline postdip, except for<br />
the blue value (C7025), which was measured after acidic postdip treatment, which<br />
was the only possible option <strong>to</strong> clean C7025 surfaces until the redevelopment<br />
reported in this paper.
100,00<br />
2,5 0,0 3,5 0,0<br />
% conc.<br />
80,00<br />
60,00<br />
40,00<br />
20,00<br />
Si (k)<br />
Cu (l)<br />
O (k)<br />
C (k)<br />
0,00<br />
LF, 0 g/l Cu LFC, 0 g/l Cu LF, 10 g/l Cu LFC, 10 g/l Cu<br />
Parameter: 5 kV, 1000x 100sec.<br />
Figure 3: EDX intensities expressed in concentrations for C7025 leadframes at<br />
different Cu bath loading – MoldPrep LF versus MoldPrep LFC<br />
MoldPrep LFC<br />
Si Signal<br />
MoldPrep LF<br />
Figure 4: EDX intensities of Ag spot surfaces plated on C7025 leadframes after<br />
treatment with different adhesion enhancement processes – MoldPrep LF versus<br />
MoldPrep LFC
MoldPrep LFC With alkaline postdip Without postdip<br />
C194 18,5 13,7<br />
C7025 15,7 9,2<br />
EFTEC 64T 16,6 11,5<br />
MoldPrep LF<br />
C194 17,1 13,5<br />
C7025 16,4/9,1 10,3<br />
EFTEC 64T 15,1 11,8<br />
Table 1: But<strong>to</strong>n shear test comparison <strong>be</strong>tween MoldPrep LF and MoldPrep LFC for<br />
different base alloys; blue value for acidic postdip<br />
5. Summary<br />
With the new MoldPrep LFC process, a combination of a reengineered intergranular<br />
etching solution with an innovative alkaline postdip, the two main issues with current<br />
adhesion enhancement processes were solved.<br />
The etchant solution is stable with respect <strong>to</strong> Iron contamination from C194 and the<br />
Si smut from C7025 surfaces will <strong>be</strong> completely removed after the alkaline postdip,<br />
from both Cu and Ag surfaces of the leadframe.