Clinch Fastening Systems
Clinch Fastening Systems
Clinch Fastening Systems

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Product Catalog<br />
Applied creativity. Breakthrough solutions.
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong> from Acument Global Technologies<br />
Table of Contents<br />
Introduction<br />
Innovation and technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2<br />
Overview of fasteners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3<br />
Strux® <strong>Clinch</strong> Products<br />
Bolts/Studs<br />
Features and installation example. . . . . . . . . . . . . . . . . . . . . . 4<br />
Dimensional and performance data. . . . . . . . . . . . . . . . . . . . 5<br />
Nuts<br />
Features and installation example. . . . . . . . . . . . . . . . . . . . . . 6<br />
Dimensional and performance data. . . . . . . . . . . . . . . . . . . . 7<br />
Rivtex® <strong>Clinch</strong> Products<br />
Bolts/Studs Type TCB<br />
Features and installation example. . . . . . . . . . . . . . . . . . . . . . 8<br />
Dimensional and performance data. . . . . . . . . . . . . . . . . . . . 9<br />
Rivtex® Pierce-<strong>Clinch</strong> Nuts<br />
Type TSPN<br />
Features and installation example. . . . . . . . . . . . . . . . . . . . . 10<br />
Dimensional and performance data. . . . . . . . . . . . . . . . . . . 11<br />
Installation Equipment<br />
Autoriv systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12<br />
Autoriv 100 system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13<br />
Autoriv 210 system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16<br />
Other Autoriv systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18<br />
Warranty<br />
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19<br />
Contact Information<br />
Global contacts. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .back cover<br />
1
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong> from Acument Global Technologies<br />
As the demand for thin sheet steel and aluminum<br />
sheet applications increases, so do solutions for<br />
fastening them. Acument Global Technologies<br />
continues its product development to meet these<br />
changing needs.<br />
The Strux® line of clinch nuts and studs from<br />
Acument are designed to provide an external or<br />
internal thread in sheet metal stack-ups 1.5mm and<br />
thicker. Based on the proven performance of Strux®<br />
fasteners, Acument has developed the Rivtex® line<br />
of clinch and pierce-clinch fasteners to meet the<br />
needs of sheet metals as thin as 0.75mm.<br />
Acument can provide a wide range of automated<br />
feed, placement and transfer options for both lines<br />
of fasteners.<br />
Features<br />
• Unlike spot welding, joints can be created<br />
in-die with clinch fasteners and automated<br />
equipment<br />
• Can be used where welding is impossible<br />
or undesirable, such as joining dissimilar<br />
materials, pre-coated sheets, and highstrength<br />
thin sheet metals<br />
• Unlike welding, clinch fasteners do not create<br />
a heat zone in the materials during installation<br />
• Can be installed after the painting or coating<br />
process, with virtually no aesthetic damage to<br />
the application<br />
• Allows simple visual inspection to determine<br />
proper fastener seating<br />
Benefits<br />
• Lowers in-place costs<br />
• Can eliminate welding operations and its<br />
environmental and safety hazards<br />
• Maximizes assembly flexibility<br />
• Changes and damage to the application<br />
materials are minimized<br />
• Cross-threading and other problems caused<br />
by coated or painted threads can be avoided<br />
• Joints do not require destructive testing to<br />
determine installed strength<br />
• Use of threaded fasteners ease servicing<br />
while providing high joint strength<br />
2
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong> from Acument Global Technologies<br />
Continuing Technology<br />
The Strux® line of clinch fasteners was introduced<br />
in 1976. They provide optimal performance in<br />
steel and aluminum sheet applications that are<br />
2.0mm and over, but too thin to provide adequate<br />
thread engagment from screws or bolts.<br />
Originally featuring a TORX® configuration on the<br />
displacement lobes, other configurations are also<br />
used to meet specific application requirements.<br />
The Rivtex® line of clinch fasteners were<br />
designed to meet the needs of thinner sheet<br />
metal applications. These include high-strength<br />
thin sheet steel, where welding can reduce the<br />
material’s performance.<br />
Benefits<br />
• Provides high resistance to rotation and pushout<br />
• Can eliminate welding operations in standard<br />
materials and be used with material<br />
combinations that can not be welded<br />
• Provides a cleaner appearance then welded<br />
fasteners<br />
• Many automated installation systems available<br />
• Can be installed in-die, unlike welding<br />
operations<br />
• Speeds the assembly process<br />
• Lowers in-place costs<br />
Testing of actual applications is required to<br />
determine optimal fastener selection and assembly<br />
parameters. Please contact an Acument Global<br />
Technologies applications engineer for assistance.<br />
Strux® Fasteners<br />
• Three products:<br />
– STRUX clinch studs<br />
(external threads)<br />
– STRUX clinch nuts<br />
(internal threads)<br />
– unthreaded STRUXtite®<br />
nuts for use with<br />
TAPTITE® thread-rolling<br />
fasteners are available as specials<br />
• Available in sizes M4 – M12 (#8 – 1/2")<br />
• Optimum performance in sheet metals over<br />
1.5mm thick<br />
Rivtex® Fasteners<br />
• Two products:<br />
– Rivtex clinch studs<br />
(external threads)<br />
– Rivtex pierce-clinch<br />
nuts (internal threads);<br />
eliminate need for<br />
punched or drilled holes<br />
• Available in sizes M5<br />
– M10<br />
• For thinner sheet metals, including high strength<br />
thin steel sheets and aluminum sheets<br />
– clinch products: 0.75mm to 2.0mm<br />
– pierce-clinch nuts: 0.75mm to 2.0mm (steel);<br />
0.75mm to 3.0mm (aluminum)<br />
Specials<br />
Unthreaded pins, engineered threads, double-end studs, preassembled<br />
subcomponents and more are available.<br />
3
<strong>Clinch</strong> Studs<br />
Strux® <strong>Fastening</strong> <strong>Systems</strong><br />
retaining groove<br />
lobular<br />
configuration<br />
retaining ring<br />
displacement<br />
lobes<br />
Features<br />
• Displacement lobes in TORX® configuration or<br />
others as required<br />
• Locking/retaining groove<br />
• Shear/retaining ring<br />
• External threads<br />
• Available in sizes M4 – M16 (#8 – 5/8)<br />
before installation<br />
after installation<br />
Installation Sequence (Representative Sample)<br />
Application material must be drilled or<br />
punched. Two-sided access is required<br />
during installation.<br />
Installation equipment applies pressure onto the head of the stud and the opposite<br />
side of the application material. As pressure continues, the application material cold<br />
flows into the locking groove.<br />
4
Strux® <strong>Fastening</strong> <strong>Systems</strong><br />
<strong>Clinch</strong> Studs<br />
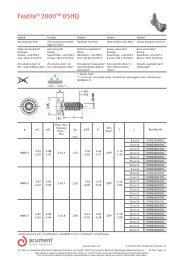
Strux Studs Dimensional & Performance Data – Metric Sizes (all dimensions shown in millimeters)<br />
Thread<br />
Size<br />
S<br />
+0.07<br />
C<br />
±0.13<br />
D<br />
±0.25<br />
M4 x 0.7 4.61 1.40 7.75<br />
M5 x 0.8 5.61 1.75 8.75<br />
M6 x 1.0<br />
M8 x 1.25<br />
6.61 2.10 11.00<br />
8.61 2.80 15.25<br />
M10 x 1.5 10.61 3.50 19.75<br />
M12 x 1.75 12.61 3.80 20.00<br />
K<br />
Ref.<br />
Material<br />
Thickness<br />
Min<br />
Recommended<br />
Hole Size<br />
Min Max<br />
Approx.*<br />
Staking Force<br />
kN<br />
Approx.*<br />
Pushout<br />
kN<br />
Approx.* Unsupported<br />
Torsional Resistance<br />
Nm<br />
1.5 1.0<br />
13.3 1.04 4.80<br />
4.68 4.78<br />
2.3 1.5 16.9 2.27 5.01<br />
1.5 1.0<br />
13.3 1.09 4.00<br />
5.68 5.78<br />
2.3 1.5 16.5 2.22 10.73<br />
1.5 1.0<br />
20.2 1.42 7.69<br />
2.3 1.5 6.68 6.78<br />
25.8 2.56 15.22<br />
3.4 2.3 26.7 4.78 15.22<br />
2.3 1.5<br />
35.6 2.40 26.78<br />
3.4 2.3 8.68 8.78<br />
42.3 6.09 40.06<br />
4.6 3.0 45.4 9.06 40.06<br />
3.4 2.3<br />
66.7 5.92 60.49<br />
10.68 10.78<br />
4.6 3.0 73.4 8.82 84.80<br />
3.4 2.3<br />
73.4 7.26 81.14<br />
12.68 12.78<br />
4.6 3.0 77.8 13.91 124.25<br />
NOTES: Other sizes available upon request. * Tests conducted into low carbon steel with a maximum hardness of Rockwell B70.<br />
Underhead shape and dimensions controlled by manufacturer to meet<br />
performance requirements.<br />
Performance data shown are typical results obtained under laboratory<br />
conditions. It is recommended that each application be tested individually<br />
for precise values. For performance in materials other than steel, individual<br />
testing is a requirement. This data is not to be considered a specification.<br />
Contact an Acument Global Technologies applications engineer for assistance.<br />
Strux Studs Dimensional & Performance Data – Inch Sizes<br />
Thread<br />
Size<br />
S<br />
+0.002<br />
-0.003<br />
C<br />
±.005<br />
D<br />
±0.010<br />
K<br />
Ref.<br />
Material<br />
Thickness<br />
Min<br />
Recommended<br />
Hole Size<br />
Min Max<br />
Approx.<br />
Staking Force<br />
Tons<br />
Approx.<br />
Pushout<br />
lb.<br />
Approx. Unsupported<br />
Torsional Resistance<br />
in/lb.<br />
#8 .176 .060 .350<br />
.060 .036 (20 ga)<br />
.095 .060 (16 ga)<br />
.178 .182<br />
#10 .204 .070 .370<br />
.060 .036 (20 ga)<br />
.095 .060 (16 ga)<br />
.206 .210<br />
.060 .036 (20 ga)<br />
1/4" .270 .090 .470<br />
5/16" .331 .110 .600<br />
.095 .060 (16 ga)<br />
.135 .090 (13 ga)<br />
.095 .060 (16 ga)<br />
.135 .090 (13 ga)<br />
.272 .276<br />
.333 .337<br />
*Application testing is required to determine specific<br />
performance data for inch-sized studs.<br />
Please contact an Acument Global Technologies<br />
applications engineer for assistance.<br />
.180 .120 (11 ga)<br />
3/8" .398 .130 .690<br />
.135 .090 (13 ga)<br />
.180 .120 (11 ga)<br />
.400 .404<br />
1/2" .530 .175 .950<br />
.135 .090 (13 ga)<br />
.180 .120 (11 ga)<br />
.532 .536<br />
NOTE: Other sizes available upon request.<br />
5
<strong>Clinch</strong> Nuts<br />
Strux® <strong>Fastening</strong> <strong>Systems</strong><br />
retaining ring<br />
lobular<br />
configuration<br />
retaining<br />
groove<br />
displacement<br />
lobes<br />
Features<br />
• Displacement lobes in TORX® configuration or<br />
others as required<br />
• Locking/retaining groove<br />
• Squeeze/retaining ring<br />
• Internal threads<br />
• Available in sizes M4 – M12 (#8 – 1/2")<br />
• Can be used in sheet metal 1.5mm and thicker<br />
• Unthreaded nuts available for use with TAPTITE®<br />
fasteners<br />
before installation<br />
after installation<br />
Installation Sequence (Representative Sample)<br />
Punched or drilled hole required. If needed, a locating pin holds the nut in place (shown). Installation equipment applies<br />
pressure onto the head of the nut and the opposite side of the application material. As pressure continues, the application<br />
material cold flows into the retaining/locking groove.<br />
6
Strux® <strong>Fastening</strong> <strong>Systems</strong><br />
<strong>Clinch</strong> Nuts<br />
Strux Nuts Dimensional & Performance Data – Metric Sizes (all dimensions shown in millimeters)<br />
Thread<br />
Size<br />
S<br />
±0.07<br />
C<br />
±0.19<br />
D<br />
±0.13<br />
K<br />
Ref.<br />
Material<br />
Thickness<br />
Min<br />
Recommended<br />
Hole Size<br />
Min Max<br />
Approx.<br />
Staking Force<br />
kN<br />
Approx.<br />
Pushout<br />
kN<br />
Approx. Unsupported<br />
Torsional Resistance<br />
Nm<br />
M4 x 0.7 7.13 3.19 10.16 1.5 1.5 7.20 7.30 13.3 0.91 6.19<br />
M5 x 0.8 7.61 4.19 11.30<br />
1.5 1.5<br />
26.7 1.04 12.00<br />
7.68 7.78<br />
1.9 1.9 30.2 1.68 21.32<br />
1.5 1.5<br />
38.7 1.39 18.85<br />
M6 x 1.0 8.61 4.71 14.10 1.9 1.9 8.68 8.78<br />
40.0 2.57 21.04<br />
2.3 2.3 42.3 3.22 32.52<br />
1.5 1.5<br />
44.5 1.53 21.17<br />
M8 x 1.25 10.61 5.93 16.64 1.9 1.9 10.68 10.78<br />
48.9 2.41 41.94<br />
2.3 2.3 57.8 4.58 54.23<br />
M10 x 1.5 13.09 7.20 18.42<br />
2.3 2.3<br />
53.4 4.16 57.21<br />
13.16 13.26<br />
3.4 3.4 57.8 4.28 65.65<br />
M12 x 1.75 15.61 9.61 23.88<br />
2.3 2.3<br />
108.3 4.75 75.39<br />
15.68 15.78<br />
3.4 3.4 109.0 7.66 124.32<br />
NOTES: Other sizes available upon request. * Tests conducted into low carbon steel with a maximum hardness of Rockwell B70.<br />
Underhead shape and dimensions controlled by manufacturer to meet performance<br />
requirements.<br />
Performance data shown are typical results obtained under laboratory conditions.<br />
It is recommended that each application be tested individually for precise values.<br />
For performance in materials other than steel, individual testing is a requirement.<br />
This data is not to be considered a specification.<br />
Contact an Acument Global Technologies applications engineer for assistance.<br />
Strux Nuts Dimensional & Performance Data – Inch Sizes<br />
Thread<br />
Size<br />
S<br />
+0.07<br />
C<br />
±0.13<br />
D<br />
±0.25<br />
#8 .176 .060 .350<br />
#10 .204 .070 .370<br />
1/4" .270 .090 .470<br />
5/16" .331 .110 .600<br />
3/8" .398 .130 .690<br />
1/2" .530 .175 .950<br />
K<br />
Ref.<br />
Material<br />
Thickness<br />
Recommended<br />
Hole Size<br />
Min Min Max<br />
.060 .036 (20 ga)<br />
.095 .060 (16 ga)<br />
.178 .182<br />
.060 .036 (20 ga)<br />
.095 .060 (16 ga) .206 .210<br />
.060 .036 (20 ga)<br />
.095 .060 (16 ga)<br />
.135 .090 (13 ga) .272 .276<br />
.095 .060 (16 ga)<br />
.135 .090 (13 ga)<br />
.180 .120 (11 ga)<br />
.333 .337<br />
.135 .090 (13 ga)<br />
.180 .120 (11 ga)<br />
.400 .404<br />
.135 .090 (13 ga)<br />
.180 .120 (11 ga)<br />
.532 .536<br />
Approx.*<br />
Staking Force<br />
kN<br />
Approx.*<br />
Pushout<br />
kN<br />
Approx.* Unsupported<br />
Torsional Resistance<br />
Nm<br />
*Application testing is<br />
required to determine specific performance data for<br />
inch-sized nuts.<br />
Please contact an Acument Global Technologies<br />
applications specialist<br />
for assistance.<br />
NOTE: Other sizes available upon request.<br />
7
<strong>Clinch</strong> Bolts: Type TCB<br />
Rivtex® <strong>Fastening</strong> <strong>Systems</strong><br />
displacement lobes<br />
displacement lobes<br />
locking/retaining groove<br />
squeeze/retaining ring<br />
Features<br />
• Displacement lobes<br />
• Locking/retaining groove<br />
• Squeeze/retaining ring<br />
• External threads<br />
• Available in sizes M5 – M10<br />
• Can be used in sheet metal 0.75mm – 2.5mm<br />
before installation<br />
Installation Sequence (Representative Sample)<br />
after installation<br />
Application material must be drilled<br />
or punched. Two-sided access is<br />
required during installation.<br />
Installation equipment applies pressure onto the head of the stud and the oppposite<br />
side of the application material. As pressure continues, the application material cold<br />
flows into the locking groove.<br />
8
Rivtex® <strong>Fastening</strong> <strong>Systems</strong><br />
<strong>Clinch</strong> Bolts: Type TCB<br />
D t<br />
Rivtex Studs Dimensional & Performance Data – Metric Sizes (all dimensions shown in millimeters)<br />
Thread<br />
Size<br />
D<br />
(-0.27)<br />
Dt<br />
(± 0.15)<br />
Dr<br />
(-0.2)<br />
R<br />
(+0.2, -0.1)<br />
C<br />
(±0.13)<br />
M5 x 0.8 9 8.3 5.35 0.9 1.8<br />
M6 x 1.0 12 11.0 6.35 1.0 2.1<br />
M8 x 1.25 16 14.5 8.50 1.2 2.8<br />
M10 x 1.5 20 18.0 10.50 1.3 3.5<br />
Material<br />
Thickness<br />
0.75<br />
Recommended<br />
Hole Size<br />
Staking<br />
Force<br />
kN<br />
45<br />
Approx.<br />
Pushout<br />
kN<br />
Approx. Unsupported<br />
Torsional Resistance<br />
Nm<br />
1.5 5.35 (+0.1) 55 *Application testing is required.<br />
2.0 65<br />
0.75<br />
45 1.1 10.0<br />
1.5 6.35 (+0.1) 55 1.7 15.0<br />
2.0 65 2.1 15.0<br />
0.8<br />
65 1.3 13.0<br />
1.5 8.50 (+0.15) 85 2.1 30.0<br />
2.0 100 2.6 35.0<br />
1.0<br />
95<br />
1.5 10.5 (+0.15) 95 *Application testing is required.<br />
2.5 120<br />
Sizes M5 and M10 require application testing to determine specific performance data.<br />
Underhead shape and dimensions controlled by manufacturer to meet performance requirements.<br />
Performance data shown above are typical results obtained under laboratory conditions. It is recommended that each application be tested<br />
individually for precise values. For performance in materials other than steel, individual testing is a requirement. This data is not to be<br />
considered a specification.<br />
Contact an Acument Global Technologies applications engineer for assistance.<br />
9
Pierce-<strong>Clinch</strong> Nuts: Type TSPN<br />
Rivtex® <strong>Fastening</strong> <strong>Systems</strong><br />
piercing<br />
ring<br />
locking/retaining<br />
groove<br />
piercing ring<br />
locking/retaining<br />
groove<br />
displacement lobes<br />
Features<br />
• Piercing ring<br />
• Displacement lobes<br />
• Locking/retaining groove<br />
• Internal threads<br />
• Available in sizes M5 – M10<br />
• Can be used in steel sheets 0.75mm – 2.0mm<br />
and aluminum sheets 0.75mm – 2.5mm<br />
• Does not require punched or drilled holes<br />
• Provides high resistance to torque and push-out<br />
Benefits<br />
• May eliminate punching or drilling operations<br />
• Unthreaded nuts available for use with TAPTITE®<br />
fasteners<br />
before installation<br />
after installation<br />
Installation Sequence (Representative Sample)<br />
No punched or drilled<br />
hole required. (Can be<br />
used with existing hole)<br />
material cold flows<br />
into retaining groove<br />
pierced material<br />
falls away<br />
10
Rivtex® <strong>Fastening</strong> <strong>Systems</strong><br />
Pierce-<strong>Clinch</strong> Nuts: Type TSPN<br />
C<br />
Rivtex TSPN Nuts Dimensional & Performance Data* – Metric Sizes (all dimensions shown in millimeters)<br />
Thread<br />
Size<br />
M5 x 0.8<br />
M6 x 1.0<br />
D<br />
(+0.1)<br />
Dr<br />
(+0.15) Lg<br />
C<br />
(+0.1)<br />
14.0 8.45 5.8 5.0<br />
M8 x 1.25 16.5 10.45 6.9 5.9<br />
M10 x 1.5 18.5 12.45 8.2 7.2<br />
Material<br />
Thickness<br />
0.8<br />
Recommended<br />
Prepunched<br />
Hole Size†<br />
(-0.1)<br />
Approx.<br />
Staking<br />
Force<br />
kN<br />
Approx.<br />
Pushout<br />
kN<br />
Approx. Unsupported<br />
Torsional Resistance<br />
Nm<br />
30 1.5 10.0<br />
1.0 8.65<br />
30 2.8 18.0<br />
1.8 60 4.0 18.0<br />
0.8<br />
40 1.9 13.0<br />
1.0 10.65<br />
40 3.1 32.0<br />
1.8 75 4.3 42.0<br />
1.0<br />
60<br />
1.5 12.65<br />
85<br />
*Application testing is required.<br />
2.0 100<br />
†Prepunched or predrilled holes are recommended for bottom-up installation configurations.<br />
*NOTE: Values shown are for steel materials only. Aluminum applications must be indivdually tested to determine performance parameters. Size<br />
M10 requires application testing whether they are used in steel or aluminum applications.<br />
Underhead shape and dimensions controlled by manufacturer to meet performance requirements.<br />
Performance data shown are typical results obtained under laboratory conditions. It is recommended that each application be tested individually<br />
for precise values. For performance in materials other than steel, individual testing is a requirement. This data is not to be considered a<br />
specification.<br />
Contact an Acument Global Technologies applications engineer for assistance.<br />
This cross-section of an actual<br />
application demonstrates how the<br />
application material cold flows into the<br />
retaining groove of the TSPN nut.<br />
11
Autoriv Installation <strong>Systems</strong><br />
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
The Autoriv line of automated installation<br />
systems was developed to offer component<br />
suppliers and OEMs an economical and reliable<br />
method of setting large quantities of clinch<br />
fasteners into a variety of stamped assemblies.<br />
Both in-die and offline systems are available. This<br />
eliminates welding of fasteners, resulting in cost<br />
savings plus quality and safety advantages.<br />
Sturdy feed, power and placement modules are<br />
engineered to minimize set-up time and downtime<br />
while maximizing assembly flexibility. Add the<br />
process engineering and stamping expertise of<br />
Acument Global Technologies, and the optimal<br />
solution for your assembly needs is readily available.<br />
Benefits<br />
• Minimizes material handling costs<br />
• Minimizes space requirements and costs<br />
• Minimizes personnel requirements<br />
• Increases operator safety<br />
• Provides optimal throughput times<br />
• Lowers installed costs<br />
• Provides more uniform quality<br />
12
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Autoriv Installation <strong>Systems</strong><br />
Autoriv 100 In-Die Installation System<br />
This robust system is engineered to accommodate<br />
applications with tight tolerances and/or<br />
complicated part geometries. Its durable<br />
construction withstands tough production<br />
environments.<br />
Features<br />
• Mobile feeding units (on casters)<br />
– Easily adapt to different size fasteners via<br />
change-over kits<br />
– House two independent feeding bowls<br />
– Separate incorrectly-oriented nuts which could<br />
cause damage to the die. The incorrectly<br />
positioned nut can then be removed quickly<br />
through a hinged opening<br />
– Guarantee that only a certain amount of<br />
fasteners are contained in the vibratory<br />
bowl at any one time to help prevent wear of<br />
fastener surface coatings<br />
– Durable plastic covers minimizes dust<br />
intrusion and noise levels<br />
• Placing heads allow flexible assembly<br />
– Can be easily designed into dies<br />
– Can be easily removed and replaced without<br />
removing the die from the press<br />
– When placing nuts, heads can be mounted at<br />
any angle to accommodate a variety of part<br />
geometries and tolerance requirements<br />
Autoriv 100 units<br />
Representative in-die set-up<br />
• Quick-release connections on all punching heads<br />
and feed bowls for air, electric and charging<br />
tubes<br />
– Prevents incorrect connections and resulting<br />
malfunctions. No individual plugging of<br />
contacts is required.<br />
– The system automatically recognizes which<br />
insertion heads have been connected.<br />
Fasteners are only blown to these punching<br />
heads.<br />
Interior of Autoriv 100 unit is configured<br />
to meet your specific needs<br />
13
Autoriv Installation <strong>Systems</strong><br />
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
• Controls and operator interface ease tracking of<br />
installation problems<br />
– Micro-controller or PLC monitors fastener in all<br />
critical locations, ensuring fasteners are ready<br />
for setting<br />
– Heavy-duty LED panel displays system status<br />
and exact fault locations, permitting it to be<br />
dealt with directly and quickly<br />
– System interacts with press to stop process if<br />
an abnormality is sensed<br />
– Rotary operator panel with system layout and<br />
checks; can always be turned to the press<br />
operator<br />
• Press simulation unit can be created<br />
– Allows complete system check (punch head,<br />
signal exchange and feeding unit) outside the<br />
press<br />
– Feeding system and punch heads can also be<br />
checked manually<br />
Benefits<br />
• Shortens downtime for changeovers<br />
• Highly-accurate positioning<br />
• Eases troubleshooting<br />
• Helps prevent damage to press<br />
• Reduces potential for scrapped or reworked<br />
assemblies<br />
• Withstands demanding assembly environments<br />
Quick-connect couplings ease set-up<br />
Adjustment of<br />
Fitting Length<br />
For in-die systems,<br />
nose length and<br />
corresponding<br />
components can<br />
be engineered<br />
to accomodate<br />
difficult<br />
accessibility<br />
conditions or<br />
to assemble<br />
complex or<br />
awkwardly-shaped<br />
components.<br />
Success With Strux® Fasteners & Autoriv Installation <strong>Systems</strong><br />
Customer: Tier 2 automotive supplier<br />
Benefits:<br />
• Solution allows placement of different<br />
Application: Seat tracks and seat attachments<br />
fasteners at a variety of angles<br />
Application problem: Components had to be<br />
• Tight tolerances are met<br />
manufactured to tight tolerances to prevent<br />
• Use of clinch fasteners permits quick, clean<br />
binding of seat sliders. These tolerances would<br />
visual inspection<br />
have been difficult to achieve with welded nuts.<br />
ACUMENT SOLUTION: Strux® fasteners seated with<br />
two adaptable Autoriv 100 systems: 2 in-die systems<br />
for seating nuts, 4 in-die progressive systems (two<br />
for nuts, one for studs, and one combination nut<br />
and stud), and 2 offline, progressive die systems for<br />
seating nuts<br />
• Flexibility and adaptability of Autoriv system<br />
kept tool costs low<br />
• In-die progressive system can achieve a<br />
stroke rate up to 60 strokes per minute<br />
• Welding equipment, hazards and splatter<br />
clean-up were eliminated<br />
14
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Autoriv Installation <strong>Systems</strong><br />
Autoriv 100 System – Technical Data<br />
Rated current:<br />
Rated voltage:<br />
Frequency:<br />
10 amp<br />
115V (24V Control Voltage)<br />
60Hz<br />
Fuse protection: 12.5A<br />
Number of phases: 1<br />
Compressed air supply:<br />
Pressure control device:<br />
Air-borne noise:<br />
Machine dimensions: Height: 1500mm (59")<br />
Width: 1100mm (42.3")<br />
Length: 1450mm (57")<br />
Weight:<br />
Service pressure ....................................................................................................6 bar (80 psi)<br />
Air requirements .................100m3/h (59cfm) (2 out) to 200 m3/h (118cfm) (4 out)<br />
Quality ..................................................................................................................................oil-free<br />
Connection .......................................................................................................................1/2 inch<br />
Factory setting .................................................. Switch-on pressure ≥ 5.3 bar (76.9 psi)<br />
Factory setting ............................................... Switch-off pressure ≤ 4.5 bar (65.26 psi)<br />
Measuring process ....................................................................... In-process measurement<br />
Measuring device ................................................................................................... DIN IEC 651<br />
Measuring code .....................................................................................................DIN 45645-2<br />
External noise ...................................................................................... Automatic conditions<br />
Measuring point ................................................. Using position, 1.5m above floor level<br />
Measuring distance 1m, cover closed:<br />
Sm .............................................................. Min: 75.9 dB(A), Max: 86.3 dB(A), Ø 81.1dB(A)<br />
Measuring distance 1m, cover open:<br />
Sm ............................................................Min: 75.9 dB(A), Max: 102.3 dB(A), Ø 89.1dB(A)<br />
Measuring distance >3m, cover open:<br />
Sm ....................................................................................................................................
Autoriv Installation <strong>Systems</strong><br />
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Autoriv 210 Pedestal Workstation<br />
This C-frame manual workstation is designed for lowvolume<br />
placement of clinch fasteners.<br />
Features<br />
• Automatic feed with vibratory bowl standard<br />
– Multi-bowl feed or magazine feed also available<br />
– Bowl changeover kits are available to allow the<br />
same workstation to place different fasteners<br />
• Air/oil hydraulic system<br />
– Provides maximum 80Kn (18,000 lbs) setting<br />
force; adjustable peak force allows setting of many<br />
different clinch/pierce-clinch fastener styles<br />
– Adjustable dwell time<br />
– Force monitoring standard; stroke monitoring also<br />
available<br />
• Machine cycle time: 3 seconds<br />
• Standard C-frame<br />
– Throat depth: 450mm<br />
– Daylight: 70mm<br />
– Custom C-frames available to meet specific<br />
application needs<br />
• Heavy-duty operator panel<br />
– LED displays system status and fault locations<br />
• Integrated safety system<br />
– Allows use of foot pedal<br />
– Light curtains or palm buttons available<br />
Benefits<br />
• Adjustable feeding and placement settings provide<br />
greater versatility and usage<br />
• Eases troubleshooting<br />
• Withstands demanding assembly environments<br />
• Reduces potential for scrapped or reworked<br />
assemblies<br />
16
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Autoriv Installation <strong>Systems</strong><br />
Autoriv 210 System – Technical Data<br />
Rated current:<br />
Rated voltage:<br />
Frequency:<br />
Fuse protection:<br />
Compressed air supply:<br />
Air-borne noise:<br />
7A<br />
115V (24V control voltage)<br />
60Hz<br />
15A<br />
Machine dimensions: Height: 2800mm (110")<br />
Width: 1080mm (42.5")<br />
Length: 1385mm (54.5")<br />
Weight:<br />
Service pressure ................................................................................................. 6 bar (87 p.s.i.)<br />
Air requirements ................................................................................. 800L/min. (28.25 cfm)<br />
Type .......................................................................................................................................oil-free<br />
Connection ...............................................................................................................................1/2"<br />
Measuring process ....................................................................... In-process measurement<br />
External noise ...................................................................................... production workshop<br />
Measuring point ............................................ operator’s place, ground clearance 1.6m<br />
Noise .............................................................................................................................. 77.5 dB(A)<br />
1000 kg (2,200 lb)<br />
Foundations: Load-bearing capacity .................................................................. 1500 kg/m2 (307 lb/ft 2 )<br />
Part thickness capacity 0.7mm to 3.0mm (0.027" to 0.118")<br />
Performance/cycle time:<br />
Power cylinder:<br />
3 seconds per part in automatic mode<br />
80Kn (18,000 lb)<br />
Throat depth: 450mm (17")<br />
Daylight 70mm (2.75")<br />
Compressed air system:<br />
Control system:<br />
C-frame maximum allowable load:<br />
NOTE: The information in this manual is not to be considered a specification.<br />
Manufacturer ...................................................................................................................... FESTO<br />
Manufacturer ..................................................................................................................Siemens<br />
.............................................................................................................10 metric ton (22000 lbf)<br />
A complete technical manual for the Autoriv 210 system is available upon request.<br />
17
Autoriv Installation <strong>Systems</strong><br />
<strong>Clinch</strong> <strong>Fastening</strong> <strong>Systems</strong><br />
Other Autoriv <strong>Systems</strong><br />
In addition to the Autoriv 100 and Autoriv 210<br />
systems, additional systems are available to<br />
provide installation solutions for all applications and<br />
manufacturing environments. Fully-integrated systems,<br />
robotic-mounted placing heads, and multi-headed<br />
systems are possible.<br />
Please contact Acument Global Technologies for more<br />
information.<br />
Autoriv 220<br />
CNC-Controlled System<br />
• Able to press up to<br />
4 different fasteners<br />
without tool change<br />
• Preferred for large and<br />
heavy sheet metals<br />
Autoriv 230 Articulated C-Frame<br />
• C-frame with automated feeding system<br />
• Set-up for robot use<br />
• Complete robot cells available<br />
Autoriv 240<br />
Cell-Integrated Pedestal<br />
Workstation<br />
• Stationary assembly<br />
stations<br />
• Robotic component<br />
handles applications<br />
• Very flexible solution<br />
Autoriv 250 Multi-head Fully-Automated<br />
System<br />
• Fully-automated systems allows<br />
simultaneous placement of multiple<br />
fasteners, even at different angles<br />
• Recommended for high service<br />
production and short cycle times<br />
18
Acument Global Technologies<br />
Warranty Information<br />
Acument Global Technologies, Inc. hereby provides the following limited warranty to the initial retail<br />
customer and original installer (“the Warranty Holder”) that its products will be free from defects in<br />
material and workmanship, provided that the products are used in accordance with the instructions as to<br />
maintenance, operation and use of Acument Global Technologies, Inc.<br />
The Warranty Holder’s exclusive remedy and the only obligation of Acument Global Technologies, Inc. in<br />
the event of a defect or failure in the products, is that Acument Global Technologies, Inc. will, at its sole<br />
option, repair, replace, or rework the products, but in no case shall the cost of the foregoing exceed the<br />
invoice price of the products.<br />
This limited warranty shall be void if any person seeking to make a claim for defective or failed products<br />
(1) fails to notify Acument Global Technologies, Inc. within thirty (30) days of receipt of fasteners and<br />
within one year of receipt of tools and spare parts that the product is defective or has failed, or (2) if said<br />
person fails to provide Acument Global Technologies, Inc. with such evidence as is reasonably requested<br />
in relation to the claimed defect or failure, including without limitation, evidence of the date of purchase<br />
and date of installation.<br />
THIS LIMITED WARRANTY IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESSED OR IMPLIED, AND ANY<br />
IMPLIED WARRANTIES OF AS TO QUALITY, FITNESS FOR PURPOSE, OR MERCHANTABILITY ARE HEREBY<br />
SPECIFICALLY DISCLAIMED AND EXCLUDED BY ACUMENT GLOBAL TECHNOLOGIES, INC. UNDER NO<br />
CIRCUMSTANCES SHALL ACUMENT GLOBAL TECHNOLOGIES, INC. BE LIABLE FOR INCIDENTAL OR<br />
CONSEQUENTIAL DAMAGES ARISING FROM ANY DEFECT OR FAILURE IN ITS PRODUCTS.<br />
NOTE: The properties, strengths, dimensions, installed characteristics and all other information in<br />
this catalog is for guidance only to aid in the correct selection of the products described herein<br />
and is not intended or implied as part of the above warranty. All applications should be evaluated<br />
for functional stability and available samples of the described parts can be requested for installed<br />
tests, suitability and evaluations.<br />
All inquiries concerning this Limited Warranty should be sent to:<br />
Acument Global Technologies, Inc.<br />
Attention: Legal Department<br />
6125 Eighteen Mile Road<br />
Sterling Heights, Michigan 48314<br />
1-800-544-6117<br />
19
6125 Eighteen Mile Road<br />
Sterling Heights, Michigan 48314<br />
1-800-544-6117<br />
acument.com<br />
camcarsolutions.com<br />
ringscrew.com<br />
NOTE: The information in this manual is not to be considered a specification.<br />
Strux®, Struxtite®, TORX®, Rivtex®, Autoriv, Speed <strong>Fastening</strong>, Rivscrew®, Briv®, Avex®, Stavex®, Monobolt®, Avdelok®, Fastriv®, Crimptite®, Mag-Form®, TORX PLUS®, and Camcar® are<br />
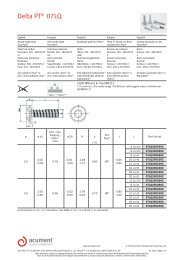
trademarks of Acument Intellectual Properties, LLC. TAPTITE® and Plastite® are registered trademarks of Research, Engineering & Manufacturing Inc. PT® and Delta PT® are registered<br />
trademarks of EJOT Verbindsdungtechnik & Co. KG.<br />
©2004-2007 Acument Intellectual Properties, LLC. REV: 02/01/07