Full Document - faculty.ait.ac.th - Asian Institute of Technology
Full Document - faculty.ait.ac.th - Asian Institute of Technology
Full Document - faculty.ait.ac.th - Asian Institute of Technology

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TECHNOLOGY, ENERGY EFFICIENCY AND<br />
ENVIRONMENTAL EXTERNALITIES IN THE PULP<br />
AND PAPER INDUSTRY<br />
RAW MATERIAL<br />
PREPARATION<br />
PULPING<br />
Χ Chemical Pulping<br />
Alkaline<br />
- Kraft or sulfate √<br />
- Soda pulping<br />
Acidic or sulfite<br />
Χ Mechanical<br />
- GWP - RMP<br />
- TMP - CTMP<br />
Χ Semi-chemical Pulping<br />
- Neutral sulfite<br />
BLEACHING<br />
PAPER MAKING<br />
220-300 kWh/t<br />
400-520 kWh/t<br />
Electricity<br />
Steam<br />
(180°C,<br />
12-13 GJ/t)<br />
Electricity<br />
Steam<br />
(5 GJ/t)<br />
Electricity<br />
Electricity<br />
Steam<br />
(5-6 GJ/t)<br />
Steam<br />
(8 GJ/t)<br />
Electricity<br />
Pulp & Paper Industry<br />
Energy Flow<br />
Effluents & Emissions<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass,<br />
Bagasse, Straw etc.)<br />
Chipper<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Fine Purified Pulp<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Waste paper<br />
(secondary<br />
intake)<br />
Refining<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass,<br />
Bagasse, Straw etc.)<br />
Chipper<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing Plant<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
School <strong>of</strong> Environment, R<br />
<strong>Asian</strong> Institut<br />
Bangkok<br />
Weak bl<strong>ac</strong>k liquor<br />
Sedimentation &<br />
Aerobic<br />
treatment<br />
Evaporator<br />
to pulp digester<br />
Fine Purified Pulp<br />
Chemical reuse<br />
Chemical<br />
recovery boiler<br />
Sludge,<br />
Ble<strong>ac</strong>h water<br />
Waste paper<br />
(secondary<br />
intake)<br />
Refining<br />
Heat emission<br />
White water,<br />
Fiber, Fillers,<br />
Broke, etc.<br />
Liquid clean-up,<br />
Broke, Coatings<br />
etc.<br />
to Treatment plants<br />
Evaporative emission<br />
Strong bl<strong>ac</strong>k liquor<br />
toCombustion<br />
School <strong>of</strong> Environment, Resources and Development<br />
<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong><br />
Bangkok - Thailand<br />
ASIAN INSTITUTE<br />
OF TEC HN OLOGY<br />
19 5 9<br />
Condensat<br />
Gaseseous e<br />
emission<br />
Effluent<br />
Fiber & ink<br />
sludge<br />
to<br />
Anaerobic<br />
treatment
TECHNOLOGY, ENERGY EFFICIENCY AND<br />
ENVIRONMENTAL EXTERNALITIES IN THE PULP<br />
AND PAPER INDUSTRY<br />
RAW MATERIAL<br />
PREPARATION<br />
PULPING<br />
Χ Chemical Pulping<br />
Alkaline<br />
- Kraft or sulfate √<br />
- Soda pulping<br />
Acidic or sulfite<br />
Χ Mechanical<br />
- GWP - RMP<br />
- TMP - CTMP<br />
Χ Semi-chemical Pulping<br />
- Neutral sulfite<br />
BLEACHING<br />
PAPER M AKING<br />
220-300 kWh/t<br />
400-520 kWh/t<br />
Electricity<br />
Steam<br />
(180°C,<br />
12-13 GJ/t)<br />
Electricity<br />
Steam<br />
(5 GJ/t)<br />
Electricity<br />
Electricity<br />
Steam<br />
(5-6 GJ/t)<br />
Steam<br />
(8 GJ/t)<br />
Electricity<br />
Pulp & Paper Industry<br />
Energy Flow<br />
Effluents & Emissions<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass, Bagasse,<br />
Straw etc.)<br />
Chipper<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Fine Purified Pulp<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Waste paper<br />
(secondary intake)<br />
Refining<br />
to pulp digester<br />
Brahmanand Mohanty<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass, Bagasse,<br />
Straw etc.)<br />
Debarked Wood / Woodchips<br />
School <strong>of</strong> Environment, Resources and Development<br />
<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong><br />
Bangkok - Thailand<br />
Chipper<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing Plant<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Weak bl<strong>ac</strong>k liquor<br />
Evaporator<br />
Fine Purified Pulp<br />
Chemical reuse<br />
Chemical<br />
recovery boiler<br />
Sedimentation &<br />
Aerobic treatment<br />
Sludge,<br />
Ble<strong>ac</strong>h water<br />
Waste paper<br />
(secondary intake)<br />
Refining<br />
Heat emission<br />
White water,<br />
Fiber, Fillers,<br />
Broke, etc.<br />
Liquid clean-up,<br />
Broke, Coatings etc.<br />
to Treatment plants<br />
Evaporative emission<br />
Strong bl<strong>ac</strong>k liquor<br />
to Combustion<br />
Condensate<br />
Gaseseous emission<br />
Effluent<br />
Fiber & ink<br />
sludge<br />
to Anaerobic<br />
treatment
<strong>Technology</strong>, Energy Efficiency and Environmental Externalities<br />
in <strong>th</strong>e Pulp and Paper Industry<br />
© <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, 1997<br />
Edited by Brahmanand Mohanty<br />
Published by School <strong>of</strong> Environment, Resources and Development<br />
<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong><br />
P.O. Box 4, Pa<strong>th</strong>um<strong>th</strong>ani 12120<br />
Thailand<br />
e-mail: visu@<strong>ait</strong>.<strong>ac</strong>.<strong>th</strong><br />
NOTICE<br />
Nei<strong>th</strong>er <strong>th</strong>e Swedish International Development Cooperation Agency (Sida) nor <strong>th</strong>e <strong>Asian</strong><br />
<strong>Institute</strong> <strong>of</strong> <strong>Technology</strong> (AIT) makes any warranty, expressed or implied, or assume any<br />
legal liability for <strong>th</strong>e <strong>ac</strong>cur<strong>ac</strong>y, completeness, or usefulness <strong>of</strong> any information, appratus,<br />
product, or represents <strong>th</strong>at its use would not infringe privately owned rights. Reference<br />
herein to any trademark, or manuf<strong>ac</strong>turer, or o<strong>th</strong>erwise does not constitute or imply its<br />
endorsement, recommendation, or favoring by Sida or AIT.<br />
ISBN 974 - 8256 - 72 - 3<br />
Printed in India by All India Press, Pondicherry.
FOREWORD<br />
The use <strong>of</strong> fossil fuels leads to <strong>th</strong>e emission <strong>of</strong> so-called "Green House Gases (GHG)", a<br />
concept which comprises carbon dioxide, nitrous oxides, sulfur oxides, etc. In recent years,<br />
a good deal <strong>of</strong> research has provided enough material to put forward <strong>th</strong>e claim <strong>th</strong>at a big<br />
increase in <strong>th</strong>e concentration <strong>of</strong> carbon dioxide in <strong>th</strong>e atmosphere would lead to a rise in<br />
<strong>th</strong>e average global temperature, wi<strong>th</strong> negative consequences for <strong>th</strong>e global climate. This<br />
claim has been confirmed by <strong>th</strong>e United Nations Intergovernmental Panel on Climate<br />
Change (IPCC) in its second scientific assessment published in 1996.<br />
Global warming can have catastrophic imp<strong>ac</strong>t on human and global security: island nations<br />
and low lying coastal regions would be permanently drowned by <strong>th</strong>e rise in <strong>th</strong>e level <strong>of</strong> <strong>th</strong>e<br />
oceans brought on by <strong>th</strong>e melting <strong>of</strong> polar ice; drought would become widespread; and<br />
desertification would expand and <strong>ac</strong>celerate. Persistent famines, mass migrations and largescale<br />
conflict would be <strong>th</strong>e result. Agriculture, food and water security, and international<br />
trade would come under severe strain.<br />
Until recently, industrialized countries have <strong>ac</strong>counted for most <strong>of</strong> <strong>th</strong>e emission <strong>of</strong> <strong>th</strong>e<br />
GHG, in particular carbon dioxide, because <strong>th</strong>eir economic development has been very<br />
strongly based on <strong>th</strong>e use <strong>of</strong> fossil fuels. However, <strong>th</strong>e same dynamic has also led to a<br />
situation where <strong>th</strong>e newly industrializing countries <strong>of</strong> Asia and Latin America (<strong>th</strong>e strong<br />
Sou<strong>th</strong>) are today contributing significantly to <strong>th</strong>e emission <strong>of</strong> carbon dioxide. This tendency<br />
will spread to and encompass an increasing number <strong>of</strong> developing countries unless bo<strong>th</strong><br />
<strong>th</strong>e industrialized and <strong>th</strong>e developing countries jointly agree on implementing <strong>th</strong>e measures<br />
to halt and <strong>th</strong>en reverse <strong>th</strong>e global trend towards a rapid rise in <strong>th</strong>e emission <strong>of</strong> carbon<br />
dioxide. That is <strong>th</strong>e central purpose <strong>of</strong> <strong>th</strong>e IPCC, which has succeeded in obtaining<br />
commitments from most <strong>of</strong> <strong>th</strong>e industrialized countries to reduce <strong>th</strong>eir emissions <strong>of</strong> carbon<br />
dioxide.<br />
At <strong>th</strong>e 1995 meeting in Berlin <strong>of</strong> <strong>th</strong>e Conference <strong>of</strong> <strong>th</strong>e Parties (CoP) to <strong>th</strong>e United<br />
Nations Climate Convention, it was decided to initiate negotiations to streng<strong>th</strong>en <strong>th</strong>e<br />
emission-reduction measures by <strong>th</strong>e industrialized countries, as well as countries <strong>of</strong> Eastern<br />
Europe and <strong>th</strong>e Former Soviet Union. The final negotiations are planned to take pl<strong>ac</strong>e at<br />
<strong>th</strong>e December 1997 meeting in Kyoto <strong>of</strong> <strong>th</strong>e CoP, which ought to result in legal<br />
instruments to ensure <strong>th</strong>at <strong>th</strong>e agreed measures are being fulfilled.<br />
The fossil fuel generated climate problem is very complex, wi<strong>th</strong> strong vested interests and<br />
special alliances. There is still considerable skepticism in <strong>th</strong>e developing world about <strong>th</strong>e<br />
need for measures to counter global warming, in particular in <strong>th</strong>e strong Sou<strong>th</strong>, which in no<br />
way wants to jeopardize its own rapid economic development. It is <strong>th</strong>erefore imperative to<br />
find innovative solutions, bo<strong>th</strong> technical and institutional, to <strong>th</strong>e climate problem, which<br />
are <strong>ac</strong>ceptable to bo<strong>th</strong> <strong>th</strong>e Nor<strong>th</strong> and <strong>th</strong>e Sou<strong>th</strong>. Meeting <strong>th</strong>is challenge calls for inter alia<br />
research programs <strong>th</strong>at t<strong>ac</strong>kle <strong>th</strong>e technological, techno-economic and policy problems in
promoting <strong>th</strong>e transition to decreasing use <strong>of</strong> fossil fuels, increasing energy efficiency and<br />
fuel substitution, and carbon recycling systems <strong>of</strong> energy production and use.<br />
The <strong>Asian</strong> Regional Research Programme on Energy, Environment and Climate<br />
(ARRPEEC) is part <strong>of</strong> <strong>th</strong>is global effort, which Sida is very pleased to have initiated and is<br />
fully supporting. The ARRPEEC comprises technological, techno-economic and policy<br />
research on energy efficiency, fuel substitution and carbon recycling in <strong>th</strong>e principal<br />
economic sectors <strong>of</strong> East, Sou<strong>th</strong>east and Sou<strong>th</strong> <strong>Asian</strong> countries.<br />
M R Bhagavan<br />
Senior Research Adviser, Department for Research Cooperation<br />
Swedish International Development Cooperation Agency, Sida
PREFACE<br />
Industries have always played a crucial role in <strong>th</strong>e socio-economic development <strong>of</strong> a<br />
country. They have contributed primarily to increased prosperity, greater employment and<br />
livelihood opportunities. On <strong>th</strong>e o<strong>th</strong>er hand, industries are <strong>ac</strong>cused <strong>of</strong> <strong>ac</strong>celerating <strong>th</strong>e<br />
consumption <strong>of</strong> scarce fossil fuels and <strong>of</strong> polluting <strong>th</strong>e local, regional, and global<br />
environment by releasing solid, liquid and gaseous pollutants to <strong>th</strong>eir surroundings.<br />
Experiences gained worldwide have shown <strong>th</strong>at <strong>th</strong>ese imp<strong>ac</strong>ts <strong>of</strong> industries on resource use<br />
and <strong>th</strong>e environment can be contained <strong>th</strong>rough more efficient production processes and<br />
adoption <strong>of</strong> cleaner technologies and procedures. Thus, fossil fuel consumption can be cut<br />
down drastically and waste generation can be avoided or minimized to <strong>th</strong>e lowest possible<br />
level. Regulatory regimes introduced in several countries have led <strong>th</strong>e industries to adopt<br />
appropriate measures. Some countries have adopted economic instruments to reflect <strong>th</strong>e<br />
true cost <strong>of</strong> goods and services by internalizing <strong>th</strong>e environmental costs <strong>of</strong> <strong>th</strong>eir input,<br />
production, use, recycling and disposal.<br />
The improvement <strong>of</strong> production system <strong>th</strong>rough <strong>th</strong>e use <strong>of</strong> technologies and processes <strong>th</strong>at<br />
utilize resources more efficiently and <strong>ac</strong>hieve “more wi<strong>th</strong> less” is an important pa<strong>th</strong>way<br />
towards <strong>th</strong>e long-term sustenance <strong>of</strong> industries. It is in <strong>th</strong>is context <strong>th</strong>at a research project<br />
was undertaken by <strong>th</strong>e <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong> (AIT), wi<strong>th</strong> <strong>th</strong>e support <strong>of</strong> <strong>th</strong>e<br />
Swedish International Development Cooperation Agency (Sida). The project entitled<br />
“Development <strong>of</strong> Energy Efficient and Environmentally Sound Industrial Technologies in<br />
Asia” was launched wi<strong>th</strong> <strong>th</strong>e specific objective to enhance <strong>th</strong>e synergy among selected<br />
<strong>Asian</strong> developing countries in <strong>th</strong>eir efforts to grasp <strong>th</strong>e mechanism and various aspects<br />
related to <strong>th</strong>e adoption and propagation <strong>of</strong> energy efficient and environmentally sound<br />
technologies. Three energy intensive and environmentally polluting industrial sub-sectors<br />
(cement, iron & steel, and pulp & paper) and four <strong>Asian</strong> countries <strong>of</strong> varying sizes, political<br />
systems and stages <strong>of</strong> development (China, India, Philippines, Sri Lanka) were selected in<br />
<strong>th</strong>e framework <strong>of</strong> <strong>th</strong>is study. To enhance in-country cap<strong>ac</strong>ity building in <strong>th</strong>e subject matter,<br />
collaboration was sought from reputed national institutes who nominated experts to<br />
<strong>ac</strong>tively participate in <strong>th</strong>e execution <strong>of</strong> <strong>th</strong>e project.<br />
The <strong>ac</strong>tivities undertaken in <strong>th</strong>e first phase <strong>of</strong> <strong>th</strong>e project were <strong>th</strong>e following:<br />
- Evaluation <strong>of</strong> <strong>th</strong>e status <strong>of</strong> technologies in selected energy intensive and<br />
environmentally polluting industries;<br />
- Identification <strong>of</strong> potential areas for energy conservation and pollution abatement<br />
in <strong>th</strong>ese industries;<br />
- Analysis <strong>of</strong> <strong>th</strong>e technological development <strong>of</strong> energy intensive and polluting<br />
industries in relation wi<strong>th</strong> <strong>th</strong>e national regulatory measures;<br />
- Identification <strong>of</strong> major barriers to efficiency improvements and pollution<br />
abatement in <strong>th</strong>e industrial sector.
Based on <strong>th</strong>e initial guidelines prepared at AIT under <strong>th</strong>e leadership <strong>of</strong> Dr. X. Chen,<br />
discussions were held wi<strong>th</strong> <strong>th</strong>e experts from <strong>th</strong>e national research institutes (NRIs) <strong>of</strong> <strong>th</strong>e<br />
four participating countries. The outcomes <strong>of</strong> <strong>th</strong>ese meetings were used as a basis for <strong>th</strong>e<br />
preparation <strong>of</strong> country reports which were presented at two project workshops held at<br />
Manila in May 1995 and at Bangkok in November 1995. On <strong>th</strong>e basis <strong>of</strong> <strong>th</strong>e reports<br />
submitted, cross-country comparison reports were prepared at AIT and additional relevant<br />
information was sought from <strong>th</strong>e NRIs to bridge some <strong>of</strong> <strong>th</strong>e gaps found in <strong>th</strong>eir<br />
respective reports. This is <strong>th</strong>e <strong>th</strong>ird <strong>of</strong> <strong>th</strong>e four volumes <strong>of</strong> documents which have resulted<br />
from <strong>th</strong>is inter<strong>ac</strong>tive research work between AIT and <strong>th</strong>e NRIs.<br />
This volume on “<strong>Technology</strong>, energy efficiency and environmental externalities in <strong>th</strong>e pulp<br />
and paper industry” covers a description <strong>of</strong> <strong>th</strong>e paper manuf<strong>ac</strong>turing process, and <strong>th</strong>e<br />
energy and environmental aspects associated wi<strong>th</strong> it. Then <strong>th</strong>ere is a cross-country<br />
comparison <strong>of</strong> <strong>th</strong>e pulp and paper sector in <strong>th</strong>e four countries, followed by individual<br />
country reports prepared by <strong>th</strong>e four NRIs. The first five chapters were prepared by Dr. B.<br />
Mohanty and Dr. Uwe Stoll wi<strong>th</strong> <strong>th</strong>e assistance <strong>of</strong> research associates figuring in <strong>th</strong>e Project<br />
Team.<br />
Sincere <strong>th</strong>anks are extended to all <strong>th</strong>e members <strong>of</strong> <strong>th</strong>e Project Team including <strong>th</strong>e<br />
supporting staff, past and present, for <strong>th</strong>eir <strong>ac</strong>tive participation and contribution to <strong>th</strong>e<br />
project. The en<strong>th</strong>usiasm and dynamism <strong>of</strong> Dr. X. Chen during <strong>th</strong>e execution <strong>of</strong> <strong>th</strong>e first<br />
phase and <strong>th</strong>e understanding and leadership provided by Dr. C. Visvana<strong>th</strong>an in <strong>th</strong>e crucial<br />
completion period <strong>of</strong> <strong>th</strong>e project are <strong>ac</strong>knowledged here. The project would have never<br />
seen <strong>th</strong>e light <strong>of</strong> <strong>th</strong>e day wi<strong>th</strong>out <strong>th</strong>e support <strong>of</strong> Sida. Finally, appreciations are due to two<br />
individuals who have <strong>ac</strong>tually conceived <strong>th</strong>e <strong>Asian</strong> Regional Research Programme on<br />
Energy, Environment and Climate (ARRPEEC) and provided constant support and<br />
encouragement to <strong>th</strong>is specific project under <strong>th</strong>e overall program: Dr. M.R. Bhagawan,<br />
Senior Research Adviser at Sida, and Dr. S.C. Bhatt<strong>ac</strong>harya, Pr<strong>of</strong>essor at AIT.<br />
Brahmanand Mohanty<br />
<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong><br />
June, 1997
PROJECT TEAM<br />
F<strong>ac</strong>ulty Members (<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong> - School <strong>of</strong> Environment,<br />
Resources and Development)<br />
- Dr. Xavier Chen, Energy Program (Until February 1996)<br />
- Dr. Brahmanand Mohanty, Energy Program<br />
- Dr. Uwe Stoll, Environmental Engineering Program (Until January 1996)<br />
- Dr. C. Visvana<strong>th</strong>an, Environmental Engineering Program (From January 1996)<br />
Research Associates (<strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong> - School <strong>of</strong> Environment,<br />
Resources and Development)<br />
- Ms. Nahid Amin<br />
- Ms. Lilita B. B<strong>ac</strong>areza<br />
- Mr. Z. Khandkar<br />
- Mr. Aung Naing Oo<br />
- Mr. K. Parameshwaran<br />
National Research <strong>Institute</strong>s<br />
- <strong>Institute</strong> for Techno-Economics and Energy System Analysis, Tsinghua<br />
University, Beijing, China (Pr<strong>of</strong>. Qiu Daxiong)<br />
- Energy Management Centre, Ministry <strong>of</strong> Power, New Delhi, India (Mr. S.<br />
Ramaswamy)<br />
- Department <strong>of</strong> Energy, Manila, Philippines (Mr. C.T. Tupas)<br />
- Energy Conservation Fund, Ministry <strong>of</strong> Irrigation, Power and Energy, Colombo,<br />
Sri Lanka (Mr. U. Daranagama)<br />
Research Fellows<br />
- Dr. Wu Xiaobo, School <strong>of</strong> Management, Zhejiang University, China (January-<br />
June 1996)<br />
- Ms. Wang Yanjia, Tsinghua University, China (May-November 1996)<br />
- Mr. Anil Kumar Aneja, Thapar Corporate R&D Centre, India (May-November<br />
1996)<br />
- Ms. Marisol Portal, National Power Corporation, Philippines (May-November<br />
1996)<br />
- Mr. Gamini Senanayake, Industrial Services Bureau <strong>of</strong> Nor<strong>th</strong> Western Province,<br />
Sri Lanka (May-November 1996)
CONTENTS<br />
FOREWARD<br />
PREFACE<br />
PROJECT TEAM<br />
1. GENERAL........................................................................................................................................ 1<br />
2. PRODUCTION PROCESSES ......................................................................................................... 2<br />
2.1 PULPING PROCESSES .................................................................................................................................................2<br />
2.1.1 Sulfite pulping process .............................................................................................................................................4<br />
2.1.2 Kraft (sulfate) pulping process..................................................................................................................................4<br />
2.1.3 Semi-chemical pulping process..................................................................................................................................5<br />
2.1.4 Mechanical pulping process......................................................................................................................................6<br />
2.2 CHEMICAL PROCESSING LINE ..................................................................................................................................6<br />
2.3 FIBER PROCESSING LINE ...........................................................................................................................................9<br />
2.4 BLEACHING OF PULP .................................................................................................................................................9<br />
2.5 CHEMICAL PLANT ................................................................................................................................................... 11<br />
2.6 MANUFACTURING PROCESS OF PAPER ............................................................................................................... 11<br />
3. ENERGY ISSUES IN PULP AND PAPER INDUSTRY...............................................................13<br />
3.1 TYPICAL ENERGY CONSUMPTION PATTERNS ................................................................................................... 13<br />
3.2 ENERGY EFFICIENT MEASURES........................................................................................................................... 15<br />
3.2.1 Short term measures............................................................................................................................................. 15<br />
3.2.2 Medium term measures......................................................................................................................................... 15<br />
3.2.3 Long term measures ............................................................................................................................................. 17<br />
3.3 NEW ENERGY EFFICIENT TECHNOLOGIES FOR PAPERMAKING .................................................................. 19<br />
3.4 CONCLUDING REMARKS ON ENERGY ISSUES ................................................................................................... 20<br />
4. SOURCES OF POLLUTION AND ITS MANAGEMENT.......................................................... 22<br />
4.1 SOURCES AND CHARACTERISTICS OF POLLUTANTS ......................................................................................... 22<br />
4.1.1 Sources <strong>of</strong> wastewater generated ............................................................................................................................ 22<br />
4.1.2 Char<strong>ac</strong>teristics <strong>of</strong> wastewater generated ................................................................................................................. 23<br />
4.1.3 Sources and char<strong>ac</strong>teristics <strong>of</strong> gaseous emissions..................................................................................................... 25<br />
4.1.4 Sources and char<strong>ac</strong>teristics <strong>of</strong> solid wastes ............................................................................................................. 25<br />
4.2 CURRENT POLLUTION ABATEMENT STRATEGIES AND TECHNOLOGIES..................................................... 25<br />
4.2.1 Water pollution control......................................................................................................................................... 25<br />
4.2.2 Solid waste disposal.............................................................................................................................................. 29<br />
4.3 POSSIBILITIES FOR APPLICATION OF ALTERNATIVE TECHNOLOGIES FOR POLLUTION CONTROL ....... 29<br />
4.3.1 Anaerobic treatment <strong>of</strong> wastes .............................................................................................................................. 29<br />
4.3.2 Membrane technology ........................................................................................................................................... 29<br />
4.3.3 Dissolved air floatation for fiber recovery............................................................................................................... 30<br />
4.3.4 Ozone ble<strong>ac</strong>hing ................................................................................................................................................... 30<br />
4.3.5 Modified continuous cooking process (MCC)........................................................................................................ 31<br />
4.3.6 DARS in soda pulping <strong>of</strong> bagasse ....................................................................................................................... 32<br />
4.3.7 Dry forming <strong>of</strong> paper web..................................................................................................................................... 32
4.4 CONCLUDING REMARKS ON POLLUTION MANAGEMENT...................................................................................<br />
5. CROSS COUNTRY REPORT ON THE PULP AND PAPER INDUSTRY................................ 34<br />
5.1 INTRODUCTION ....................................................................................................................................................... 34<br />
5.2 OVERVIEW OF THE INDUSTRY.............................................................................................................................. 34<br />
5.2.1 Role in <strong>th</strong>e national economy ................................................................................................................................ 34<br />
5.2.2 Share in total energy consumption......................................................................................................................... 34<br />
5.2.3 Production trends ................................................................................................................................................. 35<br />
5.2.4 Mills and <strong>th</strong>eir cap<strong>ac</strong>ities...................................................................................................................................... 36<br />
5.3 CHARACTERISTICS OF THE PARAMETERS AFFECTING ENERGY EFFICIENCY ............................................. 38<br />
5.3.1 Raw material mix................................................................................................................................................ 39<br />
5.3.2 Level <strong>of</strong> waste paper utilization ............................................................................................................................ 39<br />
5.3.3 Energy consumption by type.................................................................................................................................. 39<br />
5.3.4 Awareness about energy conservation .................................................................................................................... 40<br />
5.4 CHARACTERISTICS OF THE PARAMETERS AFFECTING POLLUTION ABATEMENT MEASURES..................... 41<br />
5.4.1 Causes <strong>of</strong> pollution............................................................................................................................................... 42<br />
5.4.2 Current water pollution control strategies .............................................................................................................. 42<br />
5.4.3 Current air pollution control strategies .................................................................................................................. 44<br />
5.4.4 Current solid waste control strategies..................................................................................................................... 44<br />
5.4.5 Comparison <strong>of</strong> effluent and emission char<strong>ac</strong>teristics............................................................................................... 44<br />
5.5 POTENTIAL FOR ENERGY EFFICIENCY IMPROVEMENT .................................................................................. 46<br />
5.5.1 Structure <strong>of</strong> <strong>th</strong>e industry ....................................................................................................................................... 46<br />
5.5.2 Raw materials...................................................................................................................................................... 46<br />
5.5.3 Potential for energy conservation............................................................................................................................ 46<br />
5.6 POTENTIAL FOR POLLUTION ABATEMENT......................................................................................................... 46<br />
5.7 CONCLUSION............................................................................................................................................................ 49<br />
6. PROFILE OF THE PULP AND PAPER INDUSTRY IN SELECTED ASIAN<br />
COUNTRIES…………………………………………………………………………………………….50<br />
6.1 COUNTRY REPORT: CHINA.................................................................................................................................... 50<br />
6.1.1 Introduction.......................................................................................................................................................... 50<br />
6.1.2 Technological trajectory <strong>of</strong> China’s paper industry................................................................................................. 54<br />
6.1.3 Evolution <strong>of</strong> energy efficiency in Chinese pulp & paper industry ........................................................................... 61<br />
6.1.4 Environmental externalities <strong>of</strong> <strong>th</strong>e pulp & paper industry in China..................................................................... 67<br />
6.1.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough technological changes.......................... 70<br />
6.1.6 Status <strong>of</strong> application <strong>of</strong> new technologies................................................................................................................ 75<br />
6.1.7 Conclusions.......................................................................................................................................................... 77<br />
6.2 COUNTRY REPORT: INDIA............................................................................................................................ 79<br />
6.2.1 Introduction.......................................................................................................................................................... 79<br />
6.2.2 Technological trajectory <strong>of</strong> <strong>th</strong>e Indian paper industry ............................................................................................. 79<br />
6.2.3 Evolution <strong>of</strong> energy efficiency in Indian pulp and paper industry ........................................................................... 87<br />
6.2.4 Environmental externalities <strong>of</strong> technological development in <strong>th</strong>e pulp and paper industry....................................... 89<br />
6.2.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough technological change........................... 93<br />
6.2.6 Status <strong>of</strong> <strong>th</strong>e application <strong>of</strong> new technologies.......................................................................................................... 99<br />
6.3 COUNTRY REPORT: PHILIPPINES............................................................................................................ 100<br />
6.3.1 Introduction........................................................................................................................................................ 100<br />
6.3.2 Technological trajectory <strong>of</strong> <strong>th</strong>e paper industry in <strong>th</strong>e Philippines........................................................................... 100<br />
6.3.3 Evolution <strong>of</strong> energy efficiency in <strong>th</strong>e pulp and paper industry <strong>of</strong> <strong>th</strong>e Philippines.................................................... 106
6.3.4 Environmental externalities <strong>of</strong> <strong>th</strong>e pulp and paper industry <strong>of</strong> <strong>th</strong>e Philippines..................................................... 109<br />
6.3.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough technological changes........................ 111<br />
6.3.6 Status <strong>of</strong> application <strong>of</strong> new technologies.............................................................................................................. 113<br />
6.3.7 Concluding remarks ........................................................................................................................................... 114<br />
6.4 COUNTRY REPORT: SRI LANKA................................................................................................................ 115<br />
6.4.1 Introduction........................................................................................................................................................ 115<br />
6.4.2 Technological trajectory <strong>of</strong> <strong>th</strong>e Sri Lankan pulp and paper industry.................................................................... 115<br />
6.4.3 Evolution <strong>of</strong> energy efficiency in <strong>th</strong>e pulp and paper industry <strong>of</strong> Sri Lanka ......................................................... 117<br />
6.4.4 Environmental externalities in <strong>th</strong>e pulp and paper industry <strong>of</strong> Sri Lanka.......................................................... 117<br />
6.4.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough technological changes........................ 118<br />
7. BIBLIOGRAPHY ..........................................................................................................................120
General 1<br />
1. GENERAL<br />
Wi<strong>th</strong> paper being an essential commodity <strong>of</strong> today’s society, <strong>th</strong>e pulp and paper industry<br />
has been growing rapidly all over <strong>th</strong>e world. The industry rates among <strong>th</strong>e highest energy<br />
consumers in many countries. Theoretically, <strong>th</strong>e pulp and paper industry should not<br />
require any purchased energy, because waste materials generated can be re-used as fuels.<br />
However, most pulp and paper mills normally purchase 20-50% <strong>of</strong> <strong>th</strong>eir total energy,<br />
mostly as electricity. Al<strong>th</strong>ough <strong>th</strong>e specific energy consumption values <strong>of</strong> paper products<br />
have been decreasing steadily, <strong>th</strong>ere is still potential for energy saving by employing<br />
advanced technologies and by modifying <strong>th</strong>e current energy use pr<strong>ac</strong>tices. One <strong>of</strong> <strong>th</strong>e<br />
distinguishing char<strong>ac</strong>teristics <strong>of</strong> <strong>th</strong>e pulp and paper industry is <strong>th</strong>e enormous generation <strong>of</strong><br />
wastes. Therefore, an integrated appro<strong>ac</strong>h towards energy and environment could be highly<br />
beneficial for <strong>th</strong>e future betterment <strong>of</strong> <strong>th</strong>e industry.<br />
Environmental pollution caused by industries is closely related to <strong>th</strong>e technologies used and<br />
to <strong>th</strong>e pattern <strong>of</strong> energy consumption by <strong>th</strong>e technologies. The key to <strong>th</strong>e success <strong>of</strong><br />
pollution abatement in industrial sector will depend on <strong>th</strong>e appro<strong>ac</strong>h <strong>of</strong> regulations,<br />
promotion <strong>of</strong> new technologies in <strong>th</strong>e production and waste minimization <strong>ac</strong>tivities (clean<br />
technologies), and improvement <strong>of</strong> industrial energy efficiency. Energy efficiency<br />
improvement and environmental pollution reduction can only be <strong>ac</strong>hieved by ei<strong>th</strong>er retr<strong>of</strong>it<br />
measures (modification <strong>of</strong> <strong>th</strong>e existing technology and equipment) or by installation <strong>of</strong><br />
clean technologies, or bo<strong>th</strong>.<br />
This document describes <strong>th</strong>e production processes and technologies in use (Sec. 2), <strong>th</strong>e<br />
energy saving opportunities and potential in light <strong>of</strong> bo<strong>th</strong> <strong>th</strong>e existing and new technologies<br />
(Sec. 3), as well as <strong>th</strong>e issues <strong>of</strong> sources <strong>of</strong> pollution and pollution abatement measures<br />
including <strong>th</strong>e possibilities for pollution abatement in <strong>th</strong>e pulp and paper industry in future<br />
(Sec. 4). It also provides a cross country comparison <strong>of</strong> <strong>th</strong>e sector (Sec. 5) followed by<br />
individual country reports on <strong>th</strong>e pulp and paper industry <strong>of</strong> four <strong>Asian</strong> industrializing<br />
nations (Sec. 6).
2 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
2. PRODUCTION PROCESSES<br />
Raw materials primarily considered for commercial scale production <strong>of</strong> pulp and paper<br />
include pine, bamboo, rubber wood, mixed tropical hardwood, bagasse, Burma grass and<br />
rice straw. These raw materials consist mainly <strong>of</strong> cellulose, hemicellulose and lignin.<br />
Cellulose and hemicellulose are polys<strong>ac</strong>charides as starch. Target <strong>of</strong> <strong>th</strong>e pulping process is<br />
to cr<strong>ac</strong>k and remove <strong>th</strong>is matrix and separate out <strong>th</strong>e pure cellulose as a natural and<br />
resistant raw product. Lignin, hemicellulose and <strong>th</strong>e extr<strong>ac</strong>ts are separated by cooking in a<br />
digester. Lignin becomes dissolved by sulfonization, hemicellulose gets hydrolyzed and <strong>th</strong>e<br />
extr<strong>ac</strong>ts get partly dissolved under <strong>ac</strong>idic conditions. In <strong>th</strong>e ensuing procedural steps<br />
(ble<strong>ac</strong>hing process), <strong>th</strong>e remaining lignin gets oxidized, bo<strong>th</strong> in <strong>ac</strong>idic and alkaline phase,<br />
whereas <strong>th</strong>e hemicellulose and extr<strong>ac</strong>ts get dissolved mainly in <strong>th</strong>e alkaline phase.<br />
Only about 40% <strong>of</strong> <strong>th</strong>e raw material input is represented in <strong>th</strong>e solid yield. The<br />
environmental problem wi<strong>th</strong> <strong>th</strong>e pulp and paper industry is evidently <strong>th</strong>e o<strong>th</strong>er 60%, which<br />
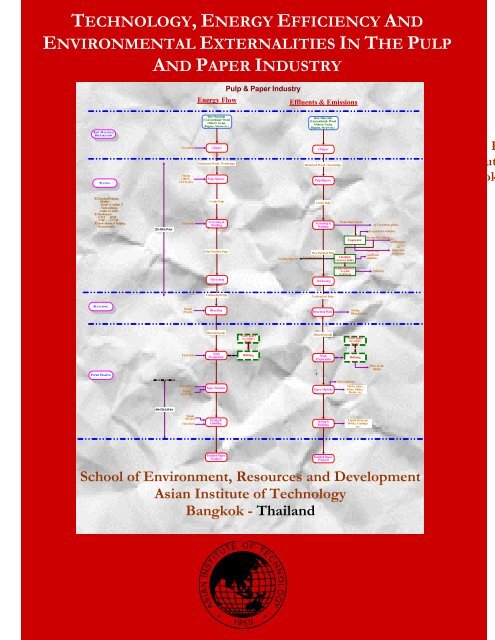
is <strong>th</strong>e liquid by-product and has to be treated fur<strong>th</strong>er. General flowchart <strong>of</strong> <strong>th</strong>e pulp and<br />
paper making process is given in Figure 2.1. The pulp may be broadly classified as follows:<br />
- High quality pulp<br />
- Sulfite pulp (SP)<br />
- Kraft / Sulfate pulp (KP)<br />
- Low quality pulp (wood fibric)<br />
- Semichemical pulp (SCP)<br />
- Ground or Mechanical pulp (GP)<br />
2.1 Pulping Processes<br />
The main manuf<strong>ac</strong>turing processes <strong>of</strong> pulp production are:<br />
- Sulfite Pulping (SP): chemical pulping, <strong>ac</strong>idic process, cooks <strong>th</strong>e chips wi<strong>th</strong> <strong>ac</strong>id<br />
sulfite solution at a high temperature for half a day.<br />
- Kraft or Sulfate Pulping (KP): chemical pulping, alkaline process, cooks <strong>th</strong>e chips<br />
wi<strong>th</strong> caustic soda and sodium sulfate at a high temperature (160°C) for several<br />
hours. Ble<strong>ac</strong>hed Kraft pulp can be processed into papers <strong>of</strong> high grade.<br />
- Semichemical Pulping (SCP): combination <strong>of</strong> chemical and mechanical pulping processes.<br />
- Ground or Mechanical Pulping (GP): involves mechanical grinding <strong>of</strong> wood,<br />
generates less pollution. However, <strong>th</strong>is process is not suitable for products wi<strong>th</strong><br />
quality requirements, because <strong>of</strong> less durability and poor color.
Production Processes 3<br />
RAW MATERIAL<br />
PREPARATION<br />
PULPING<br />
Χ Chemical Pulping<br />
Alkaline<br />
- Kraft or sulfate√<br />
- Soda pulping<br />
Acidic or sulfite<br />
Χ Mechanical<br />
- GWP - RMP<br />
- TMP - CTMP<br />
Χ Semi-chemical Pulping<br />
- Neutral sulfite<br />
BLEACHING<br />
PAPER MAKING<br />
Process Flow (including<br />
Raw Materials & By-Products)<br />
Steam / Hot water<br />
Chemicals<br />
- Alkaline sulfate liquor (Kraft)<br />
- Acid sulfite liquor (Acidic)<br />
- Neutral sulfite liquor<br />
(Semi-chemical)<br />
White water<br />
(Reuse water),<br />
or Fresh water<br />
Ble<strong>ac</strong>hing<br />
Chemicals<br />
White water or<br />
Fresh water<br />
Fillers, Dye,<br />
Alum, Starch<br />
White water or<br />
Fresh water<br />
Fresh water or<br />
White water<br />
Steam<br />
Coating<br />
Chemicals<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass, Bagasse,<br />
Straw etc.)<br />
Chipper<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Fine Purified Pulp<br />
Chemical reuse<br />
Chemical<br />
recovery boiler<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing Plant<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Wood wastes, barks etc.<br />
to Waste Boiler<br />
Weak bl<strong>ac</strong>k liquor<br />
Evaporator<br />
Sedimentation &<br />
Aerobic treatment<br />
Waste paper<br />
(secondary intake)<br />
Refining<br />
to Treatment plants<br />
Strong bl<strong>ac</strong>k liquor to Combustion<br />
Condensate<br />
to Anaerobic<br />
treatment<br />
Electricity<br />
Steam<br />
(180°C,<br />
12-13 GJ/t)<br />
Electricity<br />
220-300 kWh/t<br />
400-520 kWh/t<br />
Steam<br />
(5 GJ/t)<br />
Electricity<br />
Electricity<br />
Steam<br />
(5-6 GJ/t)<br />
Steam<br />
(8 GJ/t)<br />
Electricity<br />
Energy Flow<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass, Bagasse,<br />
Straw etc.)<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Fine Purified Pulp<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Figure 2.1. Process flow chart <strong>of</strong> <strong>th</strong>e pulp and paper industry<br />
Chipper<br />
Ble<strong>ac</strong>hing<br />
Waste paper<br />
(secondary intake)<br />
Refining<br />
to pulp digester<br />
Effluents & Emissions<br />
Raw Materials<br />
(Conventional: Wood<br />
O<strong>th</strong>ers: Grass, Bagasse,<br />
Straw etc.)<br />
Chipper<br />
Debarked Wood / Woodchips<br />
Pulp Digester<br />
Crude Pulp<br />
Screening &<br />
Washing<br />
Fine Purified Pulp<br />
Chemical reuse<br />
Chemical<br />
recovery boiler<br />
Thickening<br />
Unble<strong>ac</strong>hed Pulp<br />
Ble<strong>ac</strong>hing Plant<br />
Ble<strong>ac</strong>hed pulp<br />
Stock<br />
Preparation<br />
Paper M<strong>ac</strong>hine<br />
Drying &<br />
Finishing<br />
Finished Paper<br />
Products<br />
Weak bl<strong>ac</strong>k liquor<br />
Evaporator<br />
Sedimentation &<br />
Aerobic treatment<br />
Sludge,<br />
Ble<strong>ac</strong>h water<br />
Waste paper<br />
(secondary intake)<br />
Refining<br />
Heat emission<br />
White water,<br />
Fiber, Fillers,<br />
Broke, etc.<br />
Liquid clean-up,<br />
Broke, Coatings etc.<br />
to Treatment plants<br />
Evaporative emission<br />
Strong bl<strong>ac</strong>k liquor<br />
to Combustion<br />
to Anaerobic<br />
Condensate treatment<br />
Gaseseous emission<br />
Effluent<br />
Fiber & ink<br />
sludge
4 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
It is estimated <strong>th</strong>at <strong>th</strong>e proportion <strong>of</strong> pulp produced in <strong>th</strong>e world using <strong>th</strong>ese major processes<br />
are: 75% chemical pulp (mostly Kraft), 20% mechanical pulp, and <strong>th</strong>e remaining 5% o<strong>th</strong>er<br />
pulps (RAO et al, 1995).<br />
2.1.1 Sulfite pulping process<br />
The fiber binding lignin is s<strong>of</strong>tened and dissolved to a considerable extent in a solution<br />
-<br />
containing dissolved SO2, hydrogensulfite (bisulfite) ion (HSO3 ), or sulfite ions, producing <strong>ac</strong>id<br />
-<br />
sulfite or bisulfite chemical pulps. The HSO3 re<strong>ac</strong>ts in <strong>th</strong>e digester wi<strong>th</strong> <strong>th</strong>e phenolic group on<br />
<strong>th</strong>e lignin, forming sulfonic <strong>ac</strong>ids.<br />
The yield varies from 45 to 65% depending on <strong>th</strong>e cooking degree, usually <strong>th</strong>e yield is about<br />
50% for standard non-ble<strong>ac</strong>hed pulps. If <strong>th</strong>e pulp is ble<strong>ac</strong>hed, ano<strong>th</strong>er 4 to 5% <strong>of</strong> <strong>th</strong>e original<br />
wood may be lost in <strong>th</strong>e process. This sulfite me<strong>th</strong>od is one <strong>of</strong> two major wood-pulping<br />
processes. The cellulose fiber obtained from <strong>th</strong>e sulfite process is less strong compared to <strong>th</strong>e<br />
Kraft process.<br />
2.1.2 Kraft (sulfate) pulping process<br />
The soda process has been largely repl<strong>ac</strong>ed by <strong>th</strong>e sulfate or (Kraft) process. This process<br />
includes not only NaOH, but also Na 2S in <strong>th</strong>e cooking liquor. The presence <strong>of</strong> caustic soda in<br />
<strong>th</strong>e cooking liquor makes <strong>th</strong>is pulping process suitable for use wi<strong>th</strong> all wood species. Sodium<br />
sulfate plays a buffering role <strong>th</strong>at allows digestion to be possible at lower pH, <strong>th</strong>us reducing<br />
damage to <strong>th</strong>e fibers and producing pulp wi<strong>th</strong> high streng<strong>th</strong> property. In water solution, <strong>th</strong>e<br />
sulfide ion (S 2- ) hydrolyzes to form hydroxide ions (OH - ) and hydrogen sulfide ions (HS - )<br />
<strong>ac</strong>cording to <strong>th</strong>e formula :<br />
S 2-- + H 2 O → HS - + OH -<br />
The initial high concentration <strong>of</strong> NaOH (hence OH - ions) forces <strong>th</strong>e equilibrium to <strong>th</strong>e left,<br />
<strong>ac</strong>cording to Le Chatelier’s principle. The net result being <strong>th</strong>at delignification occurs at a more<br />
steady rate and HS - can also re<strong>ac</strong>t wi<strong>th</strong> <strong>th</strong>e lignin to enhance its solubility. The residual liquor is<br />
very dark, and is called <strong>th</strong>e “Bl<strong>ac</strong>k liquor”. The flowchart <strong>of</strong> Kraft or sulfate process is shown in<br />
Figure 2.2.<br />
As ano<strong>th</strong>er alkaline pulping process, soda pulping process is used in which <strong>th</strong>e cooking liquor is<br />
sodium hydroxide, obtained by adding a mixture <strong>of</strong> soda ash (Na 2CO 3) and lime [Ca(OH) 2] to<br />
<strong>th</strong>e digester. The digestion phase is in operation for about 10 hours under high pressure and<br />
temperature. The digestion decomposes or separates <strong>th</strong>e binding, non-cellulose materials such<br />
as lignin and resins, from <strong>th</strong>e fibers and consequently, weakens <strong>th</strong>em. This me<strong>th</strong>od is rarely<br />
used at present and has been largely repl<strong>ac</strong>ed by <strong>th</strong>e Kraft pulping process.
Production Processes 5<br />
Wood Chios<br />
Water<br />
Pulp to Ble<strong>ac</strong>h<br />
Plant<br />
Evaporator<br />
Evaporator<br />
Condensates<br />
Digester<br />
Brownst<strong>ac</strong>k<br />
Washers<br />
Weak Bl<strong>ac</strong>k<br />
Liquor<br />
NaOH /<br />
Na 2 S<br />
Na 2 SO 4 +<br />
organics<br />
Strong<br />
Bl<strong>ac</strong>k Liquor<br />
Make-Up Caustic<br />
(NaOH)<br />
2.1.3 Semi-chemical pulping process<br />
White Liquor<br />
Storage<br />
White Liquor<br />
Clarifier<br />
Recovery<br />
Boiler<br />
Slaker and<br />
Caustizers<br />
Green Liquor<br />
Clarifier<br />
Smelt<br />
Lime<br />
Mud<br />
Washer<br />
Make- Up Saltcake ( Na 2 SO 4 )<br />
Na 2 S / Na 2 CO 3<br />
Smelt<br />
Dissolving<br />
Tank<br />
Lime Mud<br />
Thickener<br />
Lime Kiln<br />
Figure 2.2. Kraft (sulfate) pulping process<br />
Weak Wash<br />
Water<br />
Dregs<br />
Washer<br />
In <strong>th</strong>is process, hardwood and s<strong>of</strong>t wood pulp is obtained by a series <strong>of</strong> chemical and<br />
mechanical wood treatments, none <strong>of</strong> which by itself is sufficient to make fibers separate<br />
readily. Unlike chemical pulping, <strong>th</strong>is process enables more <strong>of</strong> <strong>th</strong>e lignin and hemicellulose<br />
constituents <strong>of</strong> wood to be retained in <strong>th</strong>e pulp and <strong>th</strong>us <strong>th</strong>e pulp yield is <strong>of</strong>ten very high (about<br />
75-80%, based on dried wood). The process involves cooking <strong>of</strong> chips (hardwood) for 10-20<br />
minutes at a temperature <strong>of</strong> 175-185 0 C wi<strong>th</strong> an aqueous solution <strong>of</strong> sodium sulfite and sodium<br />
carbonate. The amount <strong>of</strong> pulping chemical required is about 9-19% Na 2CO 3 and 4-7% SO 2 per<br />
ton <strong>of</strong> dried wood. The pulp is defiberized mechanically in disc refiners and washed by a<br />
counter-current me<strong>th</strong>od on rotary drums (Kleppe and Rogers, 1970).<br />
Lime<br />
Stone
6 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
2.1.4 Mechanical pulping process<br />
Mechanical pulp is produced by grinding or shredding raw materials to free fibers. In addition,<br />
heat under pressure may be applied to assist <strong>th</strong>e process. It consists <strong>of</strong> two principal physical<br />
me<strong>th</strong>ods <strong>of</strong> producing ground wood pulp. The older technology involves grinding <strong>th</strong>e logs and<br />
stone grinding on large grind stones, whereas <strong>th</strong>e modern technology employs chip refining or<br />
refined ground-wood. Ble<strong>ac</strong>hing may be done by adding a small amount <strong>of</strong> sodium peroxide<br />
and/or hydrogen sulfite. Mechanical pulping provides low grade pulps wi<strong>th</strong> high color and<br />
relatively short fibers, but produces a high yield, converting about 95% <strong>of</strong> <strong>th</strong>e wood into pulp;<br />
minimal on-site air pollution is produced and relatively low water loads are generated<br />
(Anonymous 1981). The modern mechanical pulping process is illustrated in Figure 2.3.<br />
2.2 Chemical processing line<br />
Recovery <strong>of</strong> pulping chemicals is, in f<strong>ac</strong>t, limited to sodium and magnesium-based liquors, since<br />
calcium cannot be recovered economically and <strong>th</strong>ere is only limited experience on recovery <strong>of</strong><br />
ammonia (Anonymous, 1982). In <strong>th</strong>e chemical processing, high-efficiency recovery <strong>of</strong> chemicals<br />
is <strong>ac</strong>hieved. Maximum recovery <strong>of</strong> <strong>th</strong>e chemicals may result in a relatively cleaner effluent in<br />
which chemical toxicants are no longer a significant f<strong>ac</strong>tor as far as stream pollution is<br />
concerned.<br />
In <strong>th</strong>e sulfite pulping process, magnesium bisulfite is recovered. Dissolved wood substances are<br />
99% in <strong>th</strong>e weak bl<strong>ac</strong>k liquor obtained from cooking after pulp separation. This weak bl<strong>ac</strong>k<br />
liquor has about 13% <strong>of</strong> dry solids (DS). After evaporation, <strong>th</strong>e weak bl<strong>ac</strong>k liquor is converted<br />
to a strong liquor containing about 45% <strong>of</strong> DS. The bl<strong>ac</strong>k liquor from <strong>th</strong>e evaporation plant is<br />
led to <strong>th</strong>e recovery boiler. This liquor is fur<strong>th</strong>er evaporated in a cascade evaporator in <strong>th</strong>e<br />
recovery boiler up to 60% total solids before being burnt in <strong>th</strong>e boiler. Ash from gas cleaning<br />
consists mainly <strong>of</strong> magnesium oxide. It gets hydrolyzed to magnesium hydroxide which, in turn,<br />
is used for flue gas cleaning. Final product is magnesium bisulfite solution to which SO 2 and<br />
MgO are added for its reuse in <strong>th</strong>e cooking process.<br />
The treatment <strong>of</strong> bl<strong>ac</strong>k liquor from Kraft mills involves evaporation and incineration in order to<br />
recover <strong>th</strong>e chemicals and to utilize <strong>th</strong>e heating value <strong>of</strong> <strong>th</strong>e dissolved wood substance. During<br />
<strong>th</strong>e recovery process, Na 2SO 4 (wi<strong>th</strong> or wi<strong>th</strong>out added sulfur) is added to make up <strong>th</strong>e relatively<br />
small proportion <strong>of</strong> chemicals lost in various steps <strong>of</strong> <strong>th</strong>e process, and to form <strong>th</strong>e green liquor.<br />
The chemical compounds in <strong>th</strong>is green liquor are converted to desired cooking chemicals by <strong>th</strong>e<br />
addition <strong>of</strong> lime so as to form <strong>th</strong>e white liquor and a lime-mud consisting chiefly <strong>of</strong> CaCO 3. The<br />
white liquor is returned to <strong>th</strong>e pulping operation as <strong>th</strong>e cooking liquor. Lime mud is calcined to<br />
form CaO which is reused by converting o<strong>th</strong>er green liquor to white liquor. By-product<br />
recovery <strong>of</strong> turpentine, resin and fatty <strong>ac</strong>ids also aids in reducing <strong>th</strong>e streng<strong>th</strong> <strong>of</strong> Kraft pulp<br />
waste water.
Production Processes 7<br />
Sewer<br />
Water<br />
White Water<br />
Tank<br />
Saveall<br />
Wood<br />
Grinder Room<br />
Storage<br />
Grinder<br />
Coarse Screen<br />
Fine Screen<br />
Centrifugal<br />
Cleaners<br />
Deckers<br />
Storage<br />
Ble<strong>ac</strong>hing<br />
Paper M<strong>ac</strong>hine<br />
Paper<br />
2 % Consistency<br />
0.6 - 0.8 % Consistency<br />
Sewer<br />
Figure 2.3. Flow chart <strong>of</strong> <strong>th</strong>e mechanical pulping process<br />
Refiners<br />
Water
8 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Special Issues Related to Chemical Processing Line<br />
A. Chemical recovery <strong>of</strong> bl<strong>ac</strong>k liquor from rice straw pulping<br />
Rice straw contains 8-14 % <strong>of</strong> silica (SiO2). For chemical pulp produced from rice straw, about<br />
half <strong>of</strong> <strong>th</strong>is silica gets dissolved in <strong>th</strong>e bl<strong>ac</strong>k liquor. This causes problems in all stages <strong>of</strong> <strong>th</strong>e<br />
chemical recovery process.<br />
For a pulp mill <strong>th</strong>at depends on non-wood fiber, silica must be eliminated from bl<strong>ac</strong>k liquor to<br />
produce pulp economically and to meet environmental restrictions. The chemical recovery in<br />
<strong>th</strong>is application is relatively new and <strong>th</strong>ere is only limited information and experience today.<br />
Following is an example <strong>of</strong> such a recovery me<strong>th</strong>od:<br />
Investigations on desilication <strong>of</strong> rice straw bl<strong>ac</strong>k liquor started in <strong>th</strong>e 1970s and a pilot plant was<br />
started in 1985 (UNEP IE/PAC, 1992). In <strong>th</strong>e proposed chemicals recovery and desilication<br />
process, bl<strong>ac</strong>k liquor coming from <strong>th</strong>e washing unit is filtered in a drum-filter. The out-flowing<br />
bl<strong>ac</strong>k liquor is fed <strong>th</strong>rough a buffering tank to <strong>th</strong>e four-effect evaporator plant. For low<br />
concentrations, evaporation takes pl<strong>ac</strong>e in <strong>th</strong>ree long-tube falling film evaporators. Higher<br />
concentrations are attained in a forced circulation evaporator, which pre-concentrates <strong>th</strong>e bl<strong>ac</strong>k<br />
liquor to a DS content <strong>of</strong> between 8 and 14% - <strong>th</strong>e optimum for effective desilication. The<br />
forced-circulation stage fur<strong>th</strong>er concentrates <strong>th</strong>e desilicated bl<strong>ac</strong>k liquor.<br />
Next, a stream <strong>of</strong> pre-concentrated bl<strong>ac</strong>k liquor is fed to a draft-tube re<strong>ac</strong>tor equipped wi<strong>th</strong><br />
stirrer and foam breaker, where it is brought into intimate cont<strong>ac</strong>t wi<strong>th</strong> a continuous stream <strong>of</strong><br />
flue gas from <strong>th</strong>e power station st<strong>ac</strong>k. Here, soluble sodium silicates are converted into sodium<br />
carbonate and largely insoluble SiO 2. This two-phase mixture is routed <strong>th</strong>rough an intermediate<br />
tank to a decanter which separates <strong>th</strong>e precipitates from <strong>th</strong>e clean liquor. For final clarification,<br />
<strong>th</strong>e liquor is passed <strong>th</strong>rough a separator ,where <strong>th</strong>e residual insoluble particles are removed.<br />
Subsequently, <strong>th</strong>is desilicated bl<strong>ac</strong>k liquor is <strong>th</strong>en burned in <strong>th</strong>e conventional way. The optimum<br />
pH value is between 9 and 10. The corresponding specific flue gas rate at a CO 2 concentration<br />
<strong>of</strong> 6-8% is in <strong>th</strong>e range <strong>of</strong> 50 to 150 m 3 gas (at NTP) per m 3 <strong>of</strong> bl<strong>ac</strong>k liquor. Irrespective <strong>of</strong> <strong>th</strong>e<br />
silica content <strong>of</strong> <strong>th</strong>e incoming bl<strong>ac</strong>k liquor, which typically is <strong>of</strong> <strong>th</strong>e order <strong>of</strong> 1% (by weight),<br />
total silica contents <strong>of</strong> 0.05% by weight were attained downstream <strong>of</strong> <strong>th</strong>e separator. The silica<br />
extr<strong>ac</strong>ted from <strong>th</strong>e bl<strong>ac</strong>k liquor, toge<strong>th</strong>er wi<strong>th</strong> some alkali and organic matter, forms a sludge<br />
which is discharged from <strong>th</strong>e decanter at a DS content <strong>of</strong> 30-40%, and burnt in a fuel-oil-fired<br />
incinerator. Elution <strong>of</strong> <strong>th</strong>e alkali from <strong>th</strong>e ash wi<strong>th</strong> water, followed by filtering and drying, yields<br />
almost white silica granulates, which can be used as a filler in paper making.
Production Processes 9<br />
B. Use <strong>of</strong> bl<strong>ac</strong>k liquor as fertilizers<br />
Potassium fertilizer<br />
A potassium alkaline sulfite process can be used to produce <strong>th</strong>e chemical pulp. The pulping<br />
bl<strong>ac</strong>k liquor as well as ble<strong>ac</strong>hing effluent <strong>of</strong> alkaline or neutral sulfite may be collected and<br />
evaporated to obtain a salable liquid fertilizer product, (UNEP IE/PAC, 1992). Solid<br />
organo-potassium fertilizer can also be prepared (ANONYMOUS , 1982).<br />
Ammonia fertilizer<br />
Ano<strong>th</strong>er new process <strong>of</strong> ammonium bisulfite straw pulp has been popularized in many small<br />
size paper mills. By <strong>th</strong>is process, its wastewater can be directly used for farm irrigation as<br />
ammonia fertilizer (WANG YANJIA, 1995).<br />
2.3 Fiber processing line<br />
The fiber processing line employs washing <strong>of</strong> <strong>th</strong>e fibers and separation <strong>of</strong> contaminants from<br />
<strong>th</strong>e raw fibers in a cascaded counter-current process to produce <strong>th</strong>e concentrated pulp. The<br />
remaining liquid is called <strong>th</strong>e weak bl<strong>ac</strong>k liquor.<br />
2.4 Ble<strong>ac</strong>hing <strong>of</strong> pulp<br />
Chemical pulping, especially <strong>th</strong>e Kraft process, produces dark colored pulp owing to a number<br />
<strong>of</strong> f<strong>ac</strong>tors, among which are: remaining lignin, wood components which make paper turn yellow<br />
and brittle, and resinous bark as well as knot particles which leave tiny dark spots on <strong>th</strong>e paper.<br />
In order to obtain white and strong paper, <strong>th</strong>ese constituents should be removed fur<strong>th</strong>er by<br />
ble<strong>ac</strong>hing operations. Ble<strong>ac</strong>hing is a successive process involving multiple steps (normally 4-6)<br />
consisting <strong>of</strong> several oxidation stages (one or two alkaline). It utilizes various chemical agents,<br />
such as chlorine, sodium hydroxide, sodium hypochlorite and chlorine dioxide. Sulfite pulp<br />
needs less ble<strong>ac</strong>hing agents <strong>th</strong>an sulfate pulp.<br />
According to S DERGREN (1993), <strong>th</strong>ere are two types <strong>of</strong> ble<strong>ac</strong>hing sequences: conventional<br />
and modern ble<strong>ac</strong>hing processes (Figure 2.4). The conventional ble<strong>ac</strong>hing technique consists <strong>of</strong><br />
six stages in which chlorine gas is <strong>th</strong>e dominating delignifying agent whereas chlorine dioxide is<br />
used only in <strong>th</strong>e final ble<strong>ac</strong>hing stage. The amount <strong>of</strong> chlorine in <strong>th</strong>e first ble<strong>ac</strong>hing stage is<br />
about 50 to 70 kg per ton <strong>of</strong> pulp. The modern ble<strong>ac</strong>hing technique has been developed since<br />
<strong>th</strong>e mid 1970’s in Sweden. It aims to avoid <strong>th</strong>e discharge <strong>of</strong> chlorinated organic matter from <strong>th</strong>e<br />
ble<strong>ac</strong>hing plant. In modern ble<strong>ac</strong>hing technology, oxygen delignification is used; <strong>th</strong>e charge <strong>of</strong><br />
chlorine in <strong>th</strong>e first ble<strong>ac</strong>hing stage has gradually been reduced by <strong>th</strong>e introduction <strong>of</strong> low<br />
multiple chlorination and by a gradual substitution <strong>of</strong> chlorine by chlorine dioxide to totally<br />
eliminate <strong>th</strong>e use <strong>of</strong> elemental chlorine as <strong>th</strong>e ble<strong>ac</strong>hing agent.
10 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Figure 2.4 Scheme <strong>of</strong> conventional and modern ble<strong>ac</strong>hing sequence
Production Processes 11<br />
2.5 Chemical Plant<br />
Many pulp and paper mills have <strong>th</strong>eir own chemical plants where caustic soda and chlorine are<br />
produced <strong>th</strong>rough electrolysis in diaphragm cells, and calcium hypochlorite is produced from<br />
lime, H 2O, and Cl 2.<br />
2.6 Manuf<strong>ac</strong>turing Process <strong>of</strong> Paper<br />
In <strong>th</strong>is process <strong>th</strong>e pulp is converted into paper. The first stage <strong>of</strong> paper making operation is <strong>th</strong>e<br />
stock preparation. The fibers to be included in <strong>th</strong>e stock are heated and mixed. Different<br />
chemicals and fillers such as aluminum sulfate, clay and starch are also added to <strong>th</strong>e pulp stock<br />
for enhancement <strong>of</strong> certain properties <strong>of</strong> <strong>th</strong>e paper or board. The stock is <strong>th</strong>en pumped to <strong>th</strong>e<br />
paper m<strong>ac</strong>hine system where it is screened and finally brought to <strong>th</strong>e paper-forming m<strong>ac</strong>hine<br />
itself. In <strong>th</strong>e paper m<strong>ac</strong>hine, <strong>th</strong>e pulp sheet is dewatered on a fine mesh wire, pressed in several<br />
roll presses and air-dried in a semi-heated pulp dryer section. The paper making process is<br />
illustrated in Figure 2.5.<br />
Figure 2.5 Overall paper making process
12 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Recovery processes in <strong>th</strong>e paper mill attempt to recover <strong>th</strong>e washed out fibers and fillers. These<br />
processes are based on sedimentation and floatation principles. Conical or o<strong>th</strong>er sedimentation<br />
tanks are used to separate <strong>th</strong>e suspended solid. Floatation devices are revolving, cylindrical,<br />
perforated screens or filters to remove <strong>th</strong>e suspended solid in <strong>th</strong>e form <strong>of</strong> a mat which is<br />
subsequently scraped <strong>of</strong>f <strong>th</strong>e drum and returned to <strong>th</strong>e paper making stock system.<br />
The use <strong>of</strong> wastepaper as a raw material for paper production is being emphasized nowadays.<br />
This process requires <strong>th</strong>e de-inking <strong>of</strong> <strong>th</strong>e waste paper. The de-inking process has two main<br />
steps (<strong>th</strong>e flotation process and <strong>th</strong>e washing process) and employs various equipment, like pulp<br />
shredder, drum screen, high density cleaner, floatater (closed injection floatater, Sweetmark<br />
floatater, and Lamort floatater), pressurized screen and washer.<br />
When waste newsprint paper is stored for a short period, <strong>th</strong>e ink carrier on <strong>th</strong>e wastepaper is<br />
not sufficiently dried. However, it is absorbed by <strong>th</strong>e fiber only. Under <strong>th</strong>e <strong>ac</strong>tion <strong>of</strong> chemical<br />
reagents and under conditions <strong>of</strong> suitable temperature and consistency, <strong>th</strong>e carrier is saponified.<br />
The ink is dispersed easily and <strong>th</strong>e pigment is also released easily. The pigment, which consists<br />
<strong>of</strong> carbon bl<strong>ac</strong>k, usually forms good particles under <strong>th</strong>e treatment <strong>of</strong> pulp shredder. If waste<br />
paper has been stored for a long time, <strong>th</strong>e ink carriers are solidified due to drying and aging. In<br />
<strong>th</strong>is case, an increased quantity and density <strong>of</strong> de-inking chemical (such as NaOH) must be<br />
added and re<strong>ac</strong>tion temperature and re<strong>ac</strong>tion time should be increased so <strong>th</strong>at <strong>th</strong>e ink can be<br />
saponified. Shredding <strong>of</strong> <strong>th</strong>e wastepaper and putting it in <strong>th</strong>e de-inking chemical are done in<br />
high density pulp shredder, in which <strong>th</strong>e waste newsprint paper is soaked, osmosed, absorbed<br />
and expanded by <strong>th</strong>e solution <strong>of</strong> de-inking chemicals. The main chemicals used in de-inking<br />
process are NaOH and formic <strong>ac</strong>id (HCOOH).
Energy Issues in <strong>th</strong>e Pulp and Paper Industry 13<br />
3. ENERGY ISSUES IN PULP AND PAPER INDUSTRY<br />
3.1 Typical Energy Consumption Patterns<br />
The primary energy sources used in <strong>th</strong>e pulp and paper industry are <strong>th</strong>ermal energy in <strong>th</strong>e<br />
form <strong>of</strong> steam and mechanical energy converted from electricity. The <strong>th</strong>ermal energy<br />
<strong>ac</strong>counts for about 70-80% <strong>of</strong> <strong>th</strong>e total primary energy and is mainly used in pulping and<br />
drying processes. The process steam is generated from waste raw materials, concentrated<br />
bl<strong>ac</strong>k liquor and o<strong>th</strong>er fuels such as coal, fuel oil and gas. In <strong>th</strong>e pulp and paper mills, onsite<br />
electricity generation typically ranges from 0-60% <strong>of</strong> <strong>th</strong>e total power consumption.<br />
The energy consumption <strong>of</strong> a pulp and paper mill depends on <strong>th</strong>e raw materials used, type<br />
<strong>of</strong> pulping process and <strong>th</strong>e degree and type <strong>of</strong> final products. The typical specific energy<br />
consumption values <strong>of</strong> different paper-making processes are shown in Figure 3.1.<br />
GJ/ton <strong>of</strong> Paper Products<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Acid Sulfite<br />
4%<br />
25%<br />
17.5%<br />
8.5%<br />
45%<br />
Kraft<br />
4%<br />
24.5%<br />
17%<br />
15.5%<br />
39%<br />
Semi-<br />
Chemical<br />
3.5%<br />
24%<br />
16.5%<br />
10.5%<br />
45.5%<br />
Groundwood<br />
3.5%<br />
25.5%<br />
17.5%<br />
3.5%<br />
50%<br />
Pulping Ble<strong>ac</strong>hing Paperforming Drying and finishing O<strong>th</strong>ers<br />
Thermomechanical<br />
Figure 3.1 Typical energy consumption <strong>of</strong> paper-making processes<br />
26.5%<br />
From Figure 3.1, it can be seen <strong>th</strong>at <strong>th</strong>e highest energy consumer in a pulp and paper mill is<br />
<strong>th</strong>e pulping process. The average specific energy consumption <strong>of</strong> pulping process is low in<br />
industrialized countries because <strong>of</strong> <strong>th</strong>e higher percentage <strong>of</strong> waste-paper pulp in total pulp<br />
produced. The specific energy consumption <strong>of</strong> waste-paper pulp is about 3 times less <strong>th</strong>an<br />
<strong>th</strong>at <strong>of</strong> wood pulp.<br />
3.5%<br />
18%<br />
4%<br />
48%
14 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
The average specific electricity consumption <strong>of</strong> pulp and paper industry is 1000-1300 kWh<br />
per ton <strong>of</strong> paper products. The percentage <strong>of</strong> total electrical power consumed in different<br />
stages <strong>of</strong> a typical paper manuf<strong>ac</strong>turing process is shown in Figure 3.2.<br />
11%<br />
22%<br />
13%<br />
12%<br />
2%<br />
Paperforming Pulping Chemical plant<br />
Boiler house Water treatment O<strong>th</strong>ers<br />
Figure 3.2 Breakdown <strong>of</strong> electricity consumption in an integrated mill<br />
The temperature level <strong>of</strong> process steam <strong>of</strong> a pulp and paper mill is normally below 200°C.<br />
The typical specific steam requirement is 8-12 tons per ton <strong>of</strong> paper products. The<br />
breakdown <strong>of</strong> process steam is given in Figure 3.3.<br />
5%<br />
21%<br />
33%<br />
Pulping Ble<strong>ac</strong>hing<br />
Hot watermaking Drying<br />
O<strong>th</strong>ers<br />
1%<br />
40%<br />
40%<br />
Figure 3.3 Breakdown <strong>of</strong> process steam in an integrated mill
Energy Issues in <strong>th</strong>e Pulp and Paper Industry 15<br />
3.2 Energy Efficient Measures<br />
As mentioned earlier, <strong>th</strong>e overall energy requirement <strong>of</strong> a pulp and paper mill can be<br />
<strong>th</strong>eoretically met by waste materials and concentrated bl<strong>ac</strong>k liquor. Therefore, <strong>th</strong>e<br />
objectives <strong>of</strong> energy conservation measures in <strong>th</strong>e pulp and paper industry are to reduce <strong>th</strong>e<br />
purchased energy and to recover as much energy from <strong>th</strong>e internal waste fuels as possible.<br />
3.2.1 Short term measures<br />
The immediate <strong>ac</strong>tions which can be taken wi<strong>th</strong>out substantial investment to <strong>ac</strong>hieve a<br />
certain level <strong>of</strong> energy savings in pulp and paper industry are:<br />
- inspection to encourage conservation <strong>ac</strong>tivity<br />
- excess air and flue gas temperature control<br />
- recovery <strong>of</strong> heat from boiler blowdown<br />
- proper insulation <strong>of</strong> steam lines<br />
- power f<strong>ac</strong>tor improvement <strong>of</strong> electric motors<br />
- ensuring an efficient washing (to minimize <strong>th</strong>e dilution <strong>of</strong> bl<strong>ac</strong>k liquor)<br />
- recovery <strong>of</strong> heat from extr<strong>ac</strong>ted bl<strong>ac</strong>k liquor after cooking<br />
- recovery <strong>of</strong> heat from condensate <strong>of</strong> drying process (about 5% <strong>of</strong> fuel can be<br />
saved)<br />
3.2.2 Medium term measures<br />
The medium term measures include modifications in processes and materials, recovery <strong>of</strong><br />
waste heat and self power generation wi<strong>th</strong> moderate to large investments.<br />
3.2.2.1 Measures on processed materials<br />
(i) Higher percentage <strong>of</strong> waste-paper pulp<br />
The recycling <strong>of</strong> more waste paper in pulping can lead to not only energy saving but also<br />
conservation <strong>of</strong> forest and environment. An increase in <strong>th</strong>e percentage <strong>of</strong> waste-paper pulp<br />
by 10% can save about 6.5% <strong>of</strong> energy required for pulping process.<br />
(ii) Recovery <strong>of</strong> chemicals<br />
The amount <strong>of</strong> chemicals recovered in pulping process has an effect on <strong>th</strong>e overall specific<br />
energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper industry. Al<strong>th</strong>ough <strong>th</strong>e chemical recovery rate is<br />
usually high in <strong>th</strong>e larger mills (over 90%), <strong>th</strong>at <strong>of</strong> medium and small mills are low, typically<br />
50-70%. Therefore, proper chemical recovery systems should be installed in <strong>th</strong>e pulp and<br />
paper mills.
16 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
The recovery <strong>of</strong> chemical products by a membrane process, particularly using mineral<br />
membrane <strong>th</strong>rough ultrafiltration, can result in higher recovery rate and less pollution.<br />
Al<strong>th</strong>ough <strong>th</strong>e membrane process consumes electricity required by <strong>th</strong>e pumps to pressurize<br />
<strong>th</strong>e liquid and to circulate it, cogenerated electricity (elaborated later) can support <strong>th</strong>e case<br />
for ultrafiltration.<br />
3.2.2.2 Self energy production<br />
(i) Cogeneration<br />
Cogeneration is a promising technology for better utilization <strong>of</strong> energy sources if process<br />
steam demand is high. Therefore, <strong>th</strong>e pulp and paper industry has a high potential for<br />
application <strong>of</strong> cogeneration. For <strong>th</strong>e high pressure steam systems (60-80 bar), it is possible<br />
to generate excess electricity by as much as 600 kWh per ton <strong>of</strong> paper, which could be sold<br />
to <strong>th</strong>e grid.<br />
The generation <strong>of</strong> surplus electricity is <strong>of</strong> no interest to <strong>th</strong>e industry if <strong>th</strong>e regulation in <strong>th</strong>e<br />
country does not permit <strong>th</strong>e selling <strong>of</strong> <strong>th</strong>is electricity to <strong>th</strong>e grid. As a consequence <strong>of</strong> such<br />
a case, <strong>th</strong>e upper limit is an electrical-match process: <strong>th</strong>e maximum amount <strong>of</strong> electricity<br />
generated is <strong>th</strong>e same as <strong>th</strong>at needed by <strong>th</strong>e f<strong>ac</strong>tory. The pay-b<strong>ac</strong>k period <strong>of</strong> cogeneration<br />
system is around 3-5 years.<br />
(ii) Me<strong>th</strong>anogenesis<br />
The technology <strong>of</strong> me<strong>th</strong>ane generation from organic wastes <strong>th</strong>rough anaerobic digestion<br />
permits at <strong>th</strong>e same time energy recovery and reduction in environmental pollution. The<br />
me<strong>th</strong>anogenesis can compete wi<strong>th</strong> o<strong>th</strong>er waste treatment processes because <strong>of</strong> its potential<br />
for energy production. As an example, <strong>th</strong>e anaerobic digestion process can produce energy<br />
<strong>of</strong> <strong>th</strong>e order <strong>of</strong> 6.4 GJ per ton <strong>of</strong> paper and <strong>th</strong>e pay-b<strong>ac</strong>k period is about 4 years.<br />
3.2.2.3 Modifications in <strong>th</strong>e sub-processes<br />
(i) Conversion <strong>of</strong> batch to continuous digester<br />
Up to 40% <strong>of</strong> steam consumption can be saved by converting <strong>th</strong>e pulping process from<br />
batch to continuous. The continuous pulping can also <strong>of</strong>fer steady recovery <strong>of</strong> heat from<br />
<strong>th</strong>e outgoing materials <strong>of</strong> <strong>th</strong>e digester.<br />
(ii) Mechanical vapor compression<br />
Large amounts <strong>of</strong> energy (in <strong>th</strong>e form <strong>of</strong> steam) are required for concentration <strong>of</strong> bl<strong>ac</strong>k<br />
liquor from 10 to 60% before firing in a heat recovery boiler. This is <strong>ac</strong>hieved<br />
conventionally in a multi-effect evaporator where <strong>th</strong>e vapors from last effect are finally<br />
condensed in a surf<strong>ac</strong>e condenser. Energy <strong>th</strong>us transferred to cooling water cannot<br />
normally be put to useful purpose, especially in <strong>th</strong>e hot tropical climate, due to its lower<br />
heat content.
Energy Issues in <strong>th</strong>e Pulp and Paper Industry 17<br />
The use <strong>of</strong> mechanical vapor recompression (MVR) is suitable for partial concentration (up<br />
to about 23%) <strong>of</strong> bl<strong>ac</strong>k liquor by repl<strong>ac</strong>ing <strong>th</strong>e first stages <strong>of</strong> multi-effect evaporators. The<br />
energy demand <strong>of</strong> bl<strong>ac</strong>k liquor concentration process can be reduced by 70-80% by<br />
pr<strong>ac</strong>tically repl<strong>ac</strong>ing <strong>th</strong>e direct distillation wi<strong>th</strong> MVR. The installation <strong>of</strong> MVR would be<br />
economically more attr<strong>ac</strong>tive wi<strong>th</strong> <strong>th</strong>e availability <strong>of</strong> cogenerated electricity. The pay-b<strong>ac</strong>k<br />
period <strong>of</strong> MVR installation is site specific and varies from 1.5 to 6 years.<br />
(iii) V<strong>ac</strong>uum pump in paperforming<br />
The repl<strong>ac</strong>ement <strong>of</strong> v<strong>ac</strong>uum pump in paperforming can save about 25% <strong>of</strong> electricity<br />
consumed.<br />
(iv) Change in pressing<br />
The use <strong>of</strong> longer nips or hot press which is heated by waste streams can save <strong>th</strong>e steam<br />
consumption <strong>of</strong> drying process by 15-20%.<br />
3.2.2.4 Waste heat recovery<br />
(i) Heat pump hot water system<br />
In <strong>th</strong>e drying process, <strong>th</strong>e water contained in <strong>th</strong>e paper is evaporated and is normally<br />
rejected to <strong>th</strong>e atmosphere. The energy content <strong>of</strong> evaporated water can be recovered by a<br />
heat pump to produce hot water for washing <strong>of</strong> <strong>th</strong>e pulp. This system can save about 1.3<br />
MJ per ton <strong>of</strong> paper.<br />
(ii) Flash steam recovery in drying process<br />
The typical pressure <strong>of</strong> steam used in <strong>th</strong>e drying process is 3-4 bar. The condensate coming<br />
from <strong>th</strong>e dryers is returned to <strong>th</strong>e condensate tank where some amount is flashed into <strong>th</strong>e<br />
environment. The flash steam can be recovered for fur<strong>th</strong>er use in <strong>th</strong>e processes by one <strong>of</strong><br />
<strong>th</strong>e following systems:<br />
- absorption heat transformer (energy saved = 200 MJ/ton <strong>of</strong> paper)<br />
- vapor compression heat pump (energy saved = 600 MJ/ton <strong>of</strong> paper)<br />
- ejecto-compressor (energy saved = 600 MJ/ton <strong>of</strong> paper)<br />
3.2.3 Long term measures<br />
The long term measures include better site arrangement <strong>of</strong> <strong>th</strong>e industry, excess power<br />
generation for <strong>th</strong>e grid, adaptation <strong>of</strong> <strong>th</strong>e new emerging processes and computerization <strong>of</strong><br />
<strong>th</strong>e manuf<strong>ac</strong>turing processes.
18 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
(i) Interconnected f<strong>ac</strong>tories: sugar mills and pulp mills<br />
The sugar industry, due to its generation <strong>of</strong> bagasse, is a very important source <strong>of</strong> raw<br />
material for pulping. By employing cogeneration, a well-designed sugar plant is normally<br />
able to produce its electricity while a considerable amount <strong>of</strong> excess bagasse still remains.<br />
This bagasse can be burnt in order to produce electricity if its buy-b<strong>ac</strong>k by <strong>th</strong>e grid is<br />
permitted. But bagasse can be used for pulping too. The coupling <strong>of</strong> a paper mill and a<br />
sugar plant is <strong>th</strong>erefore interesting.<br />
There are several modes <strong>of</strong> coupling <strong>th</strong>e two plants. Some possibilities are:<br />
- The sugar plant produces its electricity and sells excess bagasse to <strong>th</strong>e pulp plant.<br />
The latter produces electricity <strong>th</strong>rough cogeneration and combustion <strong>of</strong> bl<strong>ac</strong>k<br />
liquor.<br />
- Several sugar plants providing extra bagasse to one pulp plant; <strong>th</strong>e sugar mills and<br />
<strong>th</strong>e pulp mill are completely independent as far as energy use is concerned.<br />
- A pool is formed in order to manage <strong>th</strong>e energy usage jointly by <strong>th</strong>e sugar and<br />
pulp mills wi<strong>th</strong> any surplus electricity eventually sold b<strong>ac</strong>k to <strong>th</strong>e grid.<br />
This kind <strong>of</strong> management is very attr<strong>ac</strong>tive from <strong>th</strong>e point <strong>of</strong> view <strong>of</strong> appropriate use <strong>of</strong><br />
raw material and energy, and regional development, but several constraints must be taken<br />
into <strong>ac</strong>count:<br />
- Seasonal working conditions <strong>of</strong> <strong>th</strong>e sugar industry<br />
- Competition between <strong>th</strong>e buy-b<strong>ac</strong>k rate <strong>of</strong> electricity by <strong>th</strong>e grid (if allowed)<br />
and <strong>th</strong>e benefit <strong>of</strong> producing paper (wi<strong>th</strong> additional investment)<br />
- Technical problems related to pulping from bagasse, etc.<br />
(ii) Excess power generation<br />
The pulp and paper industry <strong>of</strong>fers <strong>th</strong>e pr<strong>ac</strong>tice <strong>of</strong> industrial cogeneration since <strong>th</strong>e<br />
demand <strong>of</strong> process steam is high. Since decentralization <strong>of</strong> power sector is beneficial bo<strong>th</strong><br />
at <strong>th</strong>e m<strong>ac</strong>ro and micro levels, excess power generation from <strong>th</strong>e pulp and paper industry<br />
should be a long term objective for better utilization <strong>of</strong> energy sources.<br />
(iii) Adaptation <strong>of</strong> new emerging processes<br />
The pulp and paper industry is one <strong>of</strong> <strong>th</strong>e most pollution producers in <strong>th</strong>e industrial sector.<br />
New pulping processes are still emerging (mentioned in <strong>th</strong>e following section) as clean<br />
technologies. Therefore adaptation <strong>of</strong> new emerging processes will enhance <strong>th</strong>e integrated<br />
appro<strong>ac</strong>h to energy and environment.
Energy Issues in <strong>th</strong>e Pulp and Paper Industry 19<br />
(iv) Computerization<br />
Like o<strong>th</strong>er industries, computer-control <strong>of</strong> processes in <strong>th</strong>e pulp and paper industry can<br />
result in a better management <strong>of</strong> all <strong>th</strong>e resources. The computerization will lead to <strong>th</strong>e<br />
reduction in fuel cost, chemicals, electrical charge and personnel services, etc., and<br />
guarantee a better quality pulp.<br />
As an example, <strong>th</strong>e pay-b<strong>ac</strong>k period <strong>of</strong> <strong>th</strong>e computer-controlled system in a Kraft pulp mill<br />
wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 300 tons <strong>of</strong> pulp per day was estimated as less <strong>th</strong>an 6 years.<br />
3.3 New Energy Efficient Technologies for Papermaking<br />
Among <strong>th</strong>e new emerging processes, ozonation, BG-TAG-LAMORT process and<br />
organocell process are <strong>th</strong>e <strong>th</strong>ree most promising options.<br />
(i) Ozonation<br />
Ozone has a very high oxidizing and disinfecting power. Its use in water treatment is well<br />
established and is gradually increasing. The development <strong>of</strong> integrating an ozonizing stage<br />
into <strong>th</strong>e ble<strong>ac</strong>hing sequences in <strong>th</strong>e pulp and paper industry, however, is new and has been<br />
driven by environmental, economic and energy-related considerations. Energy requirement<br />
for ozone production has been consistently reduced during <strong>th</strong>e last ten years. Only 10<br />
kWh is now needed for <strong>th</strong>e production <strong>of</strong> 1 kg <strong>of</strong> ozone instead <strong>of</strong> <strong>th</strong>e 20 kWh required in<br />
<strong>th</strong>e past.<br />
Ozone is an oxide but it is a clean one. It can be used anytime <strong>th</strong>ere is a requirement <strong>of</strong> an<br />
oxidizer. Its uses for <strong>th</strong>e pulp industry can be <strong>th</strong>rough at least <strong>th</strong>ree options:<br />
- by repl<strong>ac</strong>ing chlorine as an environmentally safe ble<strong>ac</strong>hing agent in <strong>th</strong>e chemical<br />
process. The re<strong>ac</strong>tion can be carried out at room temperature and atmospheric<br />
pressure; 1% <strong>of</strong> ozone increases <strong>th</strong>e brightness <strong>of</strong> <strong>th</strong>e pulp from 45 up to 75 ISO<br />
in a single stage.<br />
- by re<strong>ac</strong>ting wi<strong>th</strong> lignin in <strong>th</strong>e <strong>th</strong>ermomechanical process and modifying its<br />
structure. About 2% <strong>of</strong> ozone appears to be able to keep a high yield <strong>of</strong> <strong>th</strong>e<br />
<strong>th</strong>ermomechanical process (around 90%) providing a streng<strong>th</strong> comparable to <strong>th</strong>at<br />
<strong>of</strong> <strong>th</strong>e chemical pulp.<br />
- in <strong>th</strong>e pollution abatement process, a specific quality <strong>of</strong> ozone for oxidizing at<br />
different levels can be used for classical type <strong>of</strong> water treatment, but it can also<br />
contribute to help in rapid flocculation or <strong>th</strong>e deterioration <strong>of</strong> microorganisms,<br />
for example.
20 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
An oxygen recycled process is also available, permitting considerable decrease in oxygen<br />
requirement. Oxygen process, however, requires to be carried out at high pressure and<br />
temperature.<br />
(ii) BG-TAG-LAMORT process<br />
One <strong>of</strong> <strong>th</strong>e main sources <strong>of</strong> pollution <strong>of</strong> <strong>th</strong>e pulp industry lies in <strong>th</strong>e cooking process as it<br />
needs chemical agents and a large quantity <strong>of</strong> water. The BG-TAG-LAMORT process<br />
uses a dry cooker to avoid <strong>th</strong>is problem. The raw material is soaked in a minimum amount<br />
<strong>of</strong> solution, so <strong>th</strong>at <strong>th</strong>e volume <strong>of</strong> bl<strong>ac</strong>k liquor is reduced and its concentration is high. The<br />
volume <strong>of</strong> water required can in f<strong>ac</strong>t be reduced 5 folds. The bl<strong>ac</strong>k liquor can be<br />
transferred directly to <strong>th</strong>e furn<strong>ac</strong>e <strong>of</strong> a boiler for combustion.<br />
This process is particularly suitable for small and medium size production plants and is well<br />
suited for raw materials such as bagasse. A plant producing 60,000 t/year <strong>of</strong> pulp costs<br />
about 80 million US dollars. The process is based on a 50 t/day module.<br />
(iii) Organocell process<br />
The objective is <strong>th</strong>e same as for <strong>th</strong>e o<strong>th</strong>er processes: reducing <strong>th</strong>e pollution as a result <strong>of</strong><br />
<strong>th</strong>e presence <strong>of</strong> sulfur in wastes.<br />
The organocell process extr<strong>ac</strong>ts <strong>th</strong>e lignin by alcohol, and sodium hydroxide. The<br />
advantage is a non-degradation <strong>of</strong> lignin. The interest lies in <strong>th</strong>e possibility <strong>of</strong> using lignin<br />
for producing chemical products such as polymers and derivatives. This process can be<br />
seen in <strong>th</strong>e light <strong>of</strong> a new biomass chemistry. The energy consumption is at <strong>th</strong>e level <strong>of</strong><br />
solvent regeneration.<br />
3.4 Concluding Remarks on Energy Issues<br />
The management pr<strong>ac</strong>tices to obtain better energy efficiency in <strong>th</strong>e pulp and paper industry<br />
are illustrated in Figure 3.4.<br />
The regular energy conservation pr<strong>ac</strong>tices such as insulation maintenance <strong>of</strong> steam lines,<br />
excess air control, checking <strong>of</strong> steam leakage, etc., can save certain amount <strong>of</strong> energy<br />
consumption, since <strong>th</strong>e pulp and paper industry consumes a large amount <strong>of</strong> steam. The<br />
temperature levels <strong>of</strong> processes are normally below 200°C. Therefore, application <strong>of</strong><br />
<strong>th</strong>ermal upgrading systems can <strong>of</strong>fer significant energy savings, especially in <strong>th</strong>e large mills.<br />
The higher recovery rate <strong>of</strong> chemicals and materials is also an important issue in <strong>th</strong>e pulp<br />
and paper industry for <strong>th</strong>e preservation <strong>of</strong> resources. Since <strong>th</strong>e full utilization <strong>of</strong> internal<br />
energy sources is <strong>th</strong>e major goal for higher energy efficiency, cogeneration and me<strong>th</strong>ane<br />
production would be beneficial bo<strong>th</strong> at <strong>th</strong>e plant and m<strong>ac</strong>ro levels.
Energy Issues in <strong>th</strong>e Pulp and Paper Industry 21<br />
Fuel<br />
(external + internal)<br />
Cogeneration<br />
Membrane<br />
Seperation<br />
Management Pr<strong>ac</strong>tices Benefits<br />
To<br />
Grid<br />
Thermal<br />
Upgrading<br />
Electricity<br />
Effluent<br />
Me<strong>th</strong>ane<br />
Production<br />
Ozonation<br />
- Rational use <strong>of</strong><br />
energy sources<br />
- Energy recovery<br />
- Depollution<br />
- Fibre recovery<br />
- Water<br />
recycling<br />
- Depollution<br />
- Chemical saving<br />
- Energy recovery<br />
- Water saving<br />
- Depollution<br />
- Energy Saving<br />
Figure 3.4. Management pr<strong>ac</strong>tices for better energy efficiency
22 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
4. SOURCES OF POLLUTION AND ITS MANAGEMENT<br />
4.1 Sources and Char<strong>ac</strong>teristics <strong>of</strong> Pollutants<br />
The major environmental problems in <strong>th</strong>e pulp and paper industry come from <strong>th</strong>e<br />
production <strong>of</strong> pulp. Different me<strong>th</strong>ods are used for pulp production. The specific<br />
environmental effects vary depending upon <strong>th</strong>e pulping process used. Mechanical pulping<br />
requires relatively small quantities <strong>of</strong> water for chipping and milling <strong>of</strong> <strong>th</strong>e fibers and <strong>th</strong>is<br />
water is only slightly polluted. On <strong>th</strong>e o<strong>th</strong>er hand, chemical pulping requires large quantities<br />
<strong>of</strong> water and causes severe water pollution. The use <strong>of</strong> chemical pulping is, <strong>th</strong>erefore,<br />
restricted to areas where a large receiving water body is available to absorb <strong>th</strong>e<br />
contaminants remaining after <strong>th</strong>e treatment <strong>of</strong> wastewater.<br />
Water-, air-, solid- and indirect pollutants are generated from <strong>th</strong>e different processes.<br />
Suspended solids and dissolved organic substances (including lignin) <strong>th</strong>at are not readily<br />
biodegradable are <strong>th</strong>e major pollutants. Most air pollution problems are related to sulfur<br />
and sulfur dioxide and o<strong>th</strong>er sulfur compounds.<br />
4.1.1 Sources <strong>of</strong> wastewater generated<br />
The sources and char<strong>ac</strong>teristics <strong>of</strong> wastewater in <strong>th</strong>e pulp and paper industry are as follows:<br />
(i) Chipping<br />
Wastewater from <strong>th</strong>e chipping process contains coarse materials, i.e. barks and chips.<br />
(ii) Bl<strong>ac</strong>k liquor<br />
Bl<strong>ac</strong>k liquor is <strong>th</strong>e wastewater from <strong>th</strong>e digestion and <strong>th</strong>e rinsing process.<br />
(iii) Evaporator condensate<br />
The condensate from <strong>th</strong>e evaporator in <strong>th</strong>e chemical recovery process contains odorous<br />
alkyl sulfides, which is treated by steam stripping before being transferred to <strong>th</strong>e treatment<br />
plant. This wastewater is rich in <strong>ac</strong>etate and me<strong>th</strong>anol and is usually treated wi<strong>th</strong> o<strong>th</strong>er<br />
wastewater.<br />
(iv) Wastewater from ble<strong>ac</strong>hing<br />
The most problematic wastewater generated in ble<strong>ac</strong>hed Kraft pulp (BKP) production is<br />
from <strong>th</strong>e ble<strong>ac</strong>hing process, especially in <strong>th</strong>e initial ble<strong>ac</strong>hing stages. It contains<br />
hard-biodegradable organics (such as lignin and hemicellulose), chlorinated organics and<br />
dioxin, and 2,3,7,8-tetr<strong>ac</strong>hlorodibenzo-p-dioxin (2,3,7,8-TCDD) compounds. Fur<strong>th</strong>ermore,<br />
it is highly colored wi<strong>th</strong> brown substances. The effluents not only have negative imp<strong>ac</strong>t on<br />
plant and animal life in <strong>th</strong>e receiving areas, but are also “persistent”, i.e., <strong>th</strong>ey bio-degrade<br />
very slowly.
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 23<br />
(v) White water<br />
Wastewater from <strong>th</strong>e paper making process contains fine fibers and o<strong>th</strong>er solids such as<br />
fillers. The excess white water after fiber recovery is treated by coagulation/flocculation<br />
process and is discharged to <strong>th</strong>e treatment plant.<br />
4.1.2 Char<strong>ac</strong>teristics <strong>of</strong> wastewater generated<br />
The wastewater <strong>of</strong> pulp and paper effluents may contain dissolved organic compounds and<br />
chemicals used in <strong>th</strong>e process, fibers, fillers and additives, color, bark, ash and lime sludge.<br />
The dissolved compounds originate in pulping process, suspended solids are present in<br />
effluents from pr<strong>ac</strong>tically all stages and parts <strong>of</strong> <strong>th</strong>e industry. The suspended matter<br />
consists generally <strong>of</strong> fibers and bark residue, ash lime and clay. Dissolved organic<br />
substances include lignin, carbohydrates, organic <strong>ac</strong>ids and alcohol which, wi<strong>th</strong> <strong>th</strong>e<br />
exception <strong>of</strong> lignin, are readily biodegradable.<br />
Conventional parameters to quantify <strong>th</strong>e pollution load are biochemical oxygen demand<br />
(BOD 5), dry solids (DS) and pH. Toxic pollutants present are pent<strong>ac</strong>hlorophenol (PCP),<br />
trichlorophenol (TCP), zinc, chlor<strong>of</strong>orm, ble<strong>ac</strong>h plant derivatives, PCB-1 2 4 2, o<strong>th</strong>er<br />
pollutants, ammonia, color, resin, and <strong>ac</strong>ids.<br />
The effluent char<strong>ac</strong>teristics <strong>of</strong> different ble<strong>ac</strong>hed Kraft pulp mills in Sweden and Finland<br />
are shown in Table 4.1.<br />
Table 4.1. Effluent from ble<strong>ac</strong>hed Kraft pulp mills prior to external treatment<br />
Type <strong>of</strong> wood and <strong>Technology</strong><br />
S<strong>of</strong>t wood<br />
BOD7 kg/t<br />
COD<br />
kg/t<br />
SS<br />
kg/t<br />
TOCl<br />
kg/t<br />
<strong>Technology</strong> in Finland & Sweden 1970<br />
<strong>Technology</strong> in Finland 1988<br />
<strong>Technology</strong> in Sweden 1988<br />
Hard wood<br />
55<br />
24<br />
19<br />
190<br />
85<br />
65<br />
15<br />
11<br />
8<br />
>6<br />
5<br />
3.5<br />
<strong>Technology</strong> in Finland & Sweden 1970<br />
<strong>Technology</strong> in Finland 1988<br />
<strong>Technology</strong> in Sweden 1988<br />
60<br />
25<br />
25<br />
180<br />
75<br />
75<br />
28<br />
12<br />
9<br />
4<br />
2.5<br />
2.5<br />
Source: Adapted from BONSOR et al, 1988<br />
The char<strong>ac</strong>teristic <strong>of</strong> de-inking wastewater from paper industry where waste paper is used<br />
as raw material is given in Table 4.2.
24 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 4.2. Char<strong>ac</strong>teristics <strong>of</strong> de-inking wastewater from waste paper mill<br />
Country Flow rate<br />
m 3 TSS BOD COD Product<br />
/ t kg / t kg / t kg / t<br />
Philippine paper mill 26 10.0 5.0 Newsprint<br />
German paper mill 10.5 4.7 10.5 Carton<br />
German paper mill 4.2 5.9 13.4 Testliner paper<br />
Source: Adapted from C. T. Tupas, 1995<br />
Char<strong>ac</strong>teristics <strong>of</strong> combined effluent <strong>of</strong> pulp and paper mills, and distribution <strong>of</strong> pollution<br />
load from different sections <strong>of</strong> pulp and paper mills are shown in Table 4.3.<br />
Table 4.3. Char<strong>ac</strong>teristics <strong>of</strong> combined effluent <strong>of</strong> pulp and paper mills and<br />
distribution <strong>of</strong> pollution load from different sections <strong>of</strong> a mill<br />
Item Small mill<br />
Large mill<br />
(Sastry et al.)<br />
(Subrahmanyam et al.)<br />
Produces 20 tons <strong>of</strong> paper Produces 2000 tons <strong>of</strong> paper<br />
Flow per day<br />
Color<br />
pH<br />
Total solids, mg /l<br />
Suspended solids mg /l<br />
COD mg /l<br />
BOD mg /l<br />
COD/BOD ratio<br />
Flow %<br />
Small<br />
Large<br />
BOD %<br />
Small<br />
Large<br />
Suspended Solid %<br />
Small<br />
Large<br />
per day<br />
330 m 3 / t<br />
-<br />
8.2-8.5<br />
-<br />
900-2000<br />
4300-5780<br />
680-1250<br />
3.9-5<br />
Item Digester<br />
section<br />
45.5<br />
9.75<br />
66<br />
32.5<br />
60<br />
3<br />
Ble<strong>ac</strong>hing<br />
section<br />
16.2<br />
27.8<br />
18.4<br />
32.5<br />
14.5<br />
1.35<br />
per day<br />
222 m 3 / t<br />
7800 units<br />
8.5-9.5<br />
4410<br />
3300<br />
716<br />
155<br />
4.6<br />
Paper mill<br />
section<br />
10.8<br />
16.7<br />
2<br />
1.43<br />
7.75<br />
3.4
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 25<br />
4.1.3 Sources and char<strong>ac</strong>teristics <strong>of</strong> gaseous emissions<br />
Gaseous emissions <strong>of</strong> concern are <strong>th</strong>e discharges <strong>of</strong> <strong>th</strong>ose components considered as air<br />
pollutants and odorous components. These pollutants <strong>of</strong> <strong>th</strong>e pulping industry, especially<br />
from chemical pulping, are hydrogen sulfides, organic sulfide, SO x and NO x.<br />
The release <strong>of</strong> sulfur containing gases during Kraft digestion and burning <strong>of</strong> bl<strong>ac</strong>k liquor<br />
generates H 2S, a highly malodorous gas, SO 2, and various me<strong>th</strong>yl derivatives such as me<strong>th</strong>yl<br />
mercaptan (CH 3SH), dime<strong>th</strong>yl sulfide (CH 3) 2S, and dime<strong>th</strong>yl disulfide (CH 3-S-S-CH 3) .<br />
Odorous components as phenols and turpenes are liberated from all o<strong>th</strong>er pulping<br />
processes.<br />
4.1.4 Sources and char<strong>ac</strong>teristics <strong>of</strong> solid wastes<br />
The pulp and paper industry produces solid wastes which, depending on <strong>th</strong>e pulping<br />
process and <strong>th</strong>e chemical processing, consist <strong>of</strong> waste water sludge, ash, bark, woodwaste<br />
and paper. These wastes have high pollution potential and should be disposed <strong>of</strong> in<br />
controlled landfills to avoid le<strong>ac</strong>hing <strong>of</strong> <strong>th</strong>e sub-soil.<br />
4.2 Current Pollution Abatement Strategies and Technologies<br />
4.2.1 Water pollution control<br />
Pulp and paper mill wastes are treated by <strong>th</strong>e following processes:<br />
- Recovery processes.<br />
- Sedimentation and floatation to remove suspended matter.<br />
- Chemical precipitation to remove color and suspended and colloidal particulate<br />
matter.<br />
- Biological treatment to remove oxygen demanding matter/dissolved organic<br />
matter.<br />
The treatment <strong>of</strong> waste water may consist <strong>of</strong> all or a combination <strong>of</strong> some <strong>of</strong> <strong>th</strong>ese<br />
processes.<br />
(i) Recovery processes<br />
The recovery <strong>of</strong> <strong>th</strong>e process chemicals and fibers reduces <strong>th</strong>e pollution load to a great<br />
extent. Where <strong>th</strong>e economy permits, <strong>th</strong>e color bearing ‘bl<strong>ac</strong>k liquor’ is treated for <strong>th</strong>e<br />
recovery <strong>of</strong> chemicals. However, in <strong>th</strong>is process <strong>th</strong>e lignin is destroyed. The lignin may be<br />
recovered from <strong>th</strong>e bl<strong>ac</strong>k liquor by precipitation and by <strong>ac</strong>idulation wi<strong>th</strong> ei<strong>th</strong>er carbon<br />
dioxide or sulfuric <strong>ac</strong>id. These recovered lignins have got various uses in o<strong>th</strong>er industries.<br />
The alkali lignins <strong>of</strong> Kraft process may be used as a dispersing agent in various<br />
suspensions. Lignins may be used as raw materials for various o<strong>th</strong>er substances, e.g.<br />
dime<strong>th</strong>yl sulfur oxide, which is used as spinning solvent for poly<strong>ac</strong>rylonitrile fibers.<br />
Activated carbon may also be manuf<strong>ac</strong>tured from <strong>th</strong>e lignin recovered from bl<strong>ac</strong>k liquors.
26 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
The fibers in <strong>th</strong>e white water from <strong>th</strong>e paper mills are recovered ei<strong>th</strong>er by sedimentation or<br />
by floatation using forced air in <strong>th</strong>e tank.<br />
The recovery <strong>of</strong> lime from <strong>th</strong>e lime mud can be <strong>ac</strong>hieved by <strong>th</strong>e process <strong>of</strong> calcination.<br />
(ii) Chemical treatment for color removal<br />
The chemical coagulation for <strong>th</strong>e removal <strong>of</strong> color is found to be uneconomical. Attempts<br />
have been made to recover color from <strong>th</strong>e waste using <strong>th</strong>e lime sludge; <strong>th</strong>e results are not<br />
at all encouraging. “Massive Lime Treatment” process, developed by <strong>th</strong>e National Council for<br />
Stream Improvement in <strong>th</strong>e USA is said to be capable <strong>of</strong> removing about 90% <strong>of</strong> color and<br />
40 to 60% <strong>of</strong> BOD from <strong>th</strong>e waste. In <strong>th</strong>is process, <strong>th</strong>e entire quantity <strong>of</strong> lime, normally<br />
required for <strong>th</strong>e re-causticization <strong>of</strong> green liquor into white liquor, is allowed to re<strong>ac</strong>t wi<strong>th</strong><br />
<strong>th</strong>e colored waste effluent first. The color is absorbed by <strong>th</strong>e lime, and <strong>th</strong>e sludge after<br />
settling is used in recausticizing <strong>th</strong>e green liquor. The treatment <strong>of</strong> green liquor wi<strong>th</strong><br />
colored lime sludge results in <strong>th</strong>e formation <strong>of</strong> dark brown liquor, containing bo<strong>th</strong> desired<br />
cooking chemicals and color-producing components, like lignin. The lignin-bearing liquor<br />
is used as digested liquid, and <strong>th</strong>en is destroyed along wi<strong>th</strong> <strong>th</strong>e fresh lignins in <strong>th</strong>e<br />
subsequent operations <strong>of</strong> concentration and incineration in <strong>th</strong>e process <strong>of</strong> chemical<br />
recovery.<br />
In a study conducted by NEERI, it has been observed <strong>th</strong>at <strong>ac</strong>idic <strong>ac</strong>tivated carbon can<br />
remove up to 94% <strong>of</strong> <strong>th</strong>e color from <strong>th</strong>e pulp mill waste. However, pH <strong>of</strong> <strong>th</strong>e waste is<br />
required to be reduced to 3.0 before <strong>th</strong>is <strong>ac</strong>tivated carbon treatment.<br />
(iii) Physical treatment for clarification<br />
Mechanically cleaned circular clarifiers alone are capable <strong>of</strong> 70-80% removal <strong>of</strong> <strong>th</strong>e<br />
suspended solids from <strong>th</strong>e combined mill effluent. About 95 to 99% removal <strong>of</strong> settleable<br />
solids can be <strong>ac</strong>complished in <strong>th</strong>e clarifiers. However, <strong>th</strong>e BOD reduction is comparatively<br />
small and <strong>of</strong> <strong>th</strong>e order <strong>of</strong> 25-40% only. A surf<strong>ac</strong>e loading in <strong>th</strong>e order <strong>of</strong> 30 to 31<br />
m 3 /m 2 /day is found to be adequate for up to 79% removal <strong>of</strong> suspended solids and 52%<br />
removal <strong>of</strong> COD at a detention time <strong>of</strong> 30 minutes.<br />
The primary sludge produced in <strong>th</strong>e clarifiers can be <strong>th</strong>ickened to such a consistency in <strong>th</strong>e<br />
clarifier itself <strong>th</strong>at it can be easily dewatered mechanically.<br />
(iv) Biological treatment <strong>of</strong> <strong>th</strong>e waste<br />
Considerable reduction <strong>of</strong> BOD from <strong>th</strong>e waste can be <strong>ac</strong>complished in bo<strong>th</strong> conventional<br />
and low cost biological treatment processes. Some are also effective in <strong>th</strong>e reduction <strong>of</strong><br />
color from <strong>th</strong>e waste.
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 27<br />
If sufficient area is available, <strong>th</strong>e waste stabilization ponds <strong>of</strong>fer <strong>th</strong>e cheapest means for<br />
treatment. Dep<strong>th</strong> <strong>of</strong> <strong>th</strong>ese ponds vary from 0.9 m to 1.5 m; <strong>th</strong>e detention period may vary<br />
from 12 to 30 days. A minimum <strong>of</strong> 85% removal <strong>of</strong> BOD is <strong>ac</strong>hievable, wi<strong>th</strong> a loading rate<br />
<strong>of</strong> up to 56 kg/hectare/day.<br />
Aerated lagoons are <strong>th</strong>e improved forms <strong>of</strong> <strong>th</strong>e stabilization ponds. They can be adopted to<br />
upgrade <strong>th</strong>e performance <strong>of</strong> already present quiescent stabilization ponds <strong>th</strong>at have become<br />
inadequate because <strong>of</strong> <strong>th</strong>e increased loading or more stringent receiving water criteria. The<br />
mechanical surf<strong>ac</strong>e aerators are <strong>th</strong>e most satisf<strong>ac</strong>tory oxygen transfer device. BOD<br />
reduction up to 50 to 95% can be <strong>ac</strong>hieved in <strong>th</strong>e aerated lagoons by varying nutrients feed,<br />
air supply and detention time (3 to 20 days), at <strong>th</strong>e loading range <strong>of</strong> 670 to 1340 kg <strong>of</strong> BOD<br />
per hectare per day. Aerated lagoons are employed, ei<strong>th</strong>er when <strong>th</strong>e effluent BOD is<br />
moderate (where a partial chemical recovery from <strong>th</strong>e bl<strong>ac</strong>k liquor is pr<strong>ac</strong>ticed), or as a<br />
polishing device. In one particular case, a detention period <strong>of</strong> 5 days was found adequate<br />
for 90% BOD removal; <strong>th</strong>e system rate constant was found to be 0.21/day. It may be<br />
noted <strong>th</strong>at <strong>th</strong>e pulp and paper mill waste does not contain necessary nutrients for <strong>th</strong>e<br />
b<strong>ac</strong>terial grow<strong>th</strong>, and hence nitrogen and phosphorous are to be added into <strong>th</strong>e lagoons in<br />
<strong>th</strong>e form <strong>of</strong> urea or ammonia and phosphoric <strong>ac</strong>id in a BOD:N:P ratio <strong>of</strong> 100:5:1. The<br />
nutrient addition is not necessary when a detention period <strong>of</strong> more <strong>th</strong>an 10-15 days are<br />
provided.<br />
Segregated strong waste or combined wastes may be well treated in Anaerobic lagoons wi<strong>th</strong><br />
nutrient supplement. A BOD loading <strong>of</strong> 0.048 kg/m 3 /day and a detention time <strong>of</strong> 20 days<br />
were found to be adequate for 72.5% removal <strong>of</strong> BOD in a particular case. In ano<strong>th</strong>er case,<br />
77.5% removal <strong>of</strong> BOD was reported at a detention time <strong>of</strong> 6-8 days and a loading <strong>of</strong> 0.017<br />
kg <strong>of</strong> BOD/m 3 /day. Aerated lagoons may be employed after <strong>th</strong>e anaerobic lagoons where<br />
a high effluent quality is required. The system rate constant in <strong>th</strong>e aerated lagoons,<br />
preceded by <strong>th</strong>e anaerobic lagoons may be taken as 0.15-0.17 per day. A detention period<br />
<strong>of</strong> 7 days in <strong>th</strong>ese aerated lagoons are adequate.<br />
Activated sludge process is <strong>th</strong>e most satisf<strong>ac</strong>tory and sophisticated system for <strong>th</strong>e effluent<br />
treatment. Instead <strong>of</strong> porous diffusers, <strong>th</strong>e surf<strong>ac</strong>e aerators are <strong>of</strong>ten suggested as <strong>th</strong>e<br />
oxygen transfer device in <strong>th</strong>e aeration tanks treating pulp and paper mill effluent. It is<br />
reported <strong>th</strong>at about 80 to 90% BOD removal can be <strong>ac</strong>hieved wi<strong>th</strong> a loading rate <strong>of</strong> 0.2 to<br />
0.3 kg <strong>of</strong> BOD per kg <strong>of</strong> MLSS for a detention time <strong>of</strong> 3 to 9 hours, MLSS concentration<br />
<strong>of</strong> 2000-4000 mg/l, recirculation ratio <strong>of</strong> 0.3-0.5, and a nutrient supplement at <strong>th</strong>e<br />
BOD:N:P ratio <strong>of</strong> 100:5:1.<br />
While designing <strong>th</strong>e secondary settling tank in an <strong>ac</strong>tivated sludge process, it should be<br />
borne in mind <strong>th</strong>at a large portion <strong>of</strong> <strong>th</strong>e fine fibers is not biodegradable and also does not<br />
settle easily. Flow diagram for <strong>th</strong>e treatment <strong>of</strong> waste from a typical pulp mill is given in<br />
Figure 4.1.
28 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Bl<strong>ac</strong>k<br />
Liquor<br />
O<strong>th</strong>er<br />
Waste<br />
Lime<br />
Lime<br />
treatment<br />
Clarifier<br />
Calcium Hypochloride<br />
Grift Cham Clarifier<br />
Cooling<br />
Tower<br />
Nutrients<br />
BOD reduction 87%<br />
Detention Time 1.5 days<br />
Anaerobic<br />
Lagoon<br />
Stabilization<br />
Tank<br />
Aerated<br />
Lagoon<br />
Colour reduction=70%<br />
BOD reduction=40-50%<br />
Detention time=4 Hrs<br />
Detention Time<br />
= 3 Days<br />
Aerated<br />
Lagoon<br />
Figure 4.1 Flow diagram <strong>of</strong> wastewater treatment <strong>of</strong> a typical pulp mill<br />
Effluent<br />
Trickling filter has got a limited use in <strong>th</strong>e treatment <strong>of</strong> <strong>th</strong>e pulp and paper mill effluent,<br />
due to <strong>th</strong>e greater chances <strong>of</strong> clogging <strong>of</strong> <strong>th</strong>e media wi<strong>th</strong> fibrous material. Also <strong>th</strong>e trickling<br />
filter system is not capable <strong>of</strong> providing a high degree <strong>of</strong> treatment even wi<strong>th</strong> <strong>th</strong>e new<br />
plastic media. Wi<strong>th</strong> greater specific surf<strong>ac</strong>e area, <strong>th</strong>e BOD removal is found to be only 40-<br />
50%.<br />
(vi) Land treatment me<strong>th</strong>od<br />
Some types <strong>of</strong> soil are capable <strong>of</strong> removing color from <strong>th</strong>e waste. The waste is stored and<br />
allowed to be absorbed in such a soil. The capability <strong>of</strong> <strong>th</strong>e soil in removing <strong>th</strong>e color<br />
depends on <strong>th</strong>e cation exchange cap<strong>ac</strong>ity <strong>of</strong> <strong>th</strong>e soil. In addition to cation exchange<br />
cap<strong>ac</strong>ity, <strong>th</strong>e soil should be sufficiently permeable to <strong>ac</strong>cept <strong>th</strong>e entire volume <strong>of</strong> waste.<br />
(vii) Disposal <strong>of</strong> waste by irrigation<br />
The pulp mill effluent may be utilized for irrigation. No adverse effect on crops are<br />
reported for crops like maize, paddy, jowar and kenaf. Yields almost identical to <strong>th</strong>ose wi<strong>th</strong><br />
conventional irrigation pr<strong>ac</strong>tices are reported for wheat and sugarcane (RAO & DATTA,<br />
1987).
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 29<br />
4.2.2 Solid waste disposal<br />
Application <strong>of</strong> incineration furn<strong>ac</strong>e for heat/energy recovery from combustion <strong>of</strong> fibers,<br />
barks, wood residues, o<strong>th</strong>er organic materials and wastewater sludge is pr<strong>ac</strong>ticed today but<br />
still needs more attention.<br />
4.3 Possibilities for Application <strong>of</strong> Alternative Technologies for Pollution Control<br />
Since it is impossible to completely eliminate <strong>th</strong>e waste coming out <strong>of</strong> <strong>th</strong>e production<br />
process, it is always necessary to have some sort <strong>of</strong> end-<strong>of</strong>-<strong>th</strong>e-pipe treatment to meet <strong>th</strong>e<br />
stringent environmental discharge regulations. There have been numerous developments<br />
towards cleaner production opportunities in <strong>th</strong>e industry. In <strong>th</strong>is section some <strong>of</strong> <strong>th</strong>e recent<br />
technological developments on bo<strong>th</strong> end-<strong>of</strong>-<strong>th</strong>e-pipe treatment and production process<br />
modification as well as raw material changes for waste reduction are discussed.<br />
4.3.1 Anaerobic treatment <strong>of</strong> wastes<br />
In recent years, <strong>th</strong>e trend in <strong>th</strong>e industry has changed from resource-destroying aerobic to<br />
resource-conserving anaerobic wastewater treatment. By anaerobic treatment, a<br />
combination <strong>of</strong> energy-efficient wastewater purification and energy recovery in <strong>th</strong>e form <strong>of</strong><br />
biogas production can be <strong>ac</strong>hieved. Such a full-scale application <strong>of</strong> anaerobic process is<br />
widespread in <strong>th</strong>e developed countries. Originally, conventional anaerobic treatment in an<br />
economic manner required highly concentrated wastewater. The development <strong>of</strong> anaerobic<br />
process-technology during recent years has drastically reduced <strong>th</strong>is requirement.<br />
Pulp and paper industries discharge large quantities <strong>of</strong> fibers and different types <strong>of</strong> sludge.<br />
These wastes correspond to large quantities <strong>of</strong> energy consumed by <strong>th</strong>e treatment and<br />
disposal process and large amounts <strong>of</strong> potential energy stored in <strong>th</strong>e materials. Because <strong>of</strong><br />
<strong>th</strong>e savings in processing energy and <strong>th</strong>e recovery <strong>of</strong> potential energy, <strong>th</strong>e demand for using<br />
anaerobic treatment <strong>of</strong> <strong>th</strong>ese wastes has greatly increased.<br />
4.3.2 Membrane technology<br />
Several membrane processes (reverse osmosis, electrodialysis, and ultrafiltration) have<br />
recently been developed to treat <strong>th</strong>e wastewater. Electrodialysis procedures have been<br />
successfully used to treat bisulfite spent liquor generated in a sulfite pulping process. In<br />
electrodialysis process, an imposed electric current is used to cause selective movement <strong>of</strong><br />
charged ions. A traditional electrodialysis system can be modified for <strong>th</strong>is particular<br />
application by pl<strong>ac</strong>ing sulfurous <strong>ac</strong>id (H 2SO 3) in several compartments and <strong>th</strong>e spent liquor<br />
(containing large amounts <strong>of</strong> lignosulfonic <strong>ac</strong>id sodium salt and small amounts <strong>of</strong> nonionizable<br />
sugars) in ano<strong>th</strong>er set <strong>of</strong> compartments. The compartments and membranes are<br />
arranged such <strong>th</strong>at <strong>th</strong>e sodium and bisulfite ions combine in a <strong>th</strong>ird set <strong>of</strong> compartments,<br />
forming sodium bisulfite (NaHSO 3). This NaHSO 3 can be recycled as cooking liquor. In
30 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
addition, <strong>th</strong>e remaining mixture <strong>of</strong> sugars and lignosulfonic <strong>ac</strong>id can be sold as plywood<br />
adhesives. One difficulty wi<strong>th</strong> <strong>th</strong>e process is high power requirement.<br />
The greater amount <strong>of</strong> dilute wastes, arising primarily from <strong>th</strong>e washing <strong>of</strong> pulp for fur<strong>th</strong>er<br />
lignin removal, also constitutes a serious waste problem. Typically, <strong>th</strong>is wastewater may<br />
contain about 1% dissolved solids. These dilute streams can be treated by a combination <strong>of</strong><br />
ultra-filtration followed by reverse osmosis, or by just <strong>th</strong>e reverse osmosis step. The<br />
purified water can be returned to <strong>th</strong>e system; <strong>th</strong>e small-volume concentrated wastes can<br />
<strong>th</strong>en be treated as digester wastes.<br />
4.3.3 Dissolved air floatation for fiber recovery<br />
This process is based on <strong>th</strong>e f<strong>ac</strong>t <strong>th</strong>at, addition <strong>of</strong> air to <strong>th</strong>e waste stream could enhance <strong>th</strong>e<br />
natural propensity <strong>of</strong> <strong>th</strong>e fibers to float, <strong>th</strong>ereby separating <strong>th</strong>em from <strong>th</strong>e water. Initially,<br />
polymeric flocculating agents are added, causing <strong>th</strong>e suspended fibers to coagulate toge<strong>th</strong>er<br />
into flocs. The stream is <strong>th</strong>en mixed wi<strong>th</strong> water in which air has been dissolved under<br />
pressure. When <strong>th</strong>e pressure is released, air comes out <strong>of</strong> solution as small bubbles which<br />
att<strong>ac</strong>h <strong>th</strong>emselves to <strong>th</strong>e flocs, bringing <strong>th</strong>em to <strong>th</strong>e surf<strong>ac</strong>e from where <strong>th</strong>ey can be readily<br />
skimmed <strong>of</strong>f. The success <strong>of</strong> <strong>th</strong>e technology is due to:<br />
- its versatility and ease <strong>of</strong> operation.<br />
- <strong>th</strong>e economic returns associated wi<strong>th</strong> fiber recovery.<br />
- substantially reduced residence times, which removes <strong>th</strong>e possibility <strong>of</strong> any<br />
organic material becoming contaminated by microorganisms, and speedy recirculation,<br />
<strong>th</strong>ereby limiting <strong>th</strong>e loss <strong>of</strong> process heat.<br />
- levels <strong>of</strong> clarification superior to what can be <strong>ac</strong>hieved wi<strong>th</strong> traditional me<strong>th</strong>ods.<br />
4.3.4 Ozone ble<strong>ac</strong>hing<br />
The 5-stage ble<strong>ac</strong>hing sequence (CEDED process) is <strong>th</strong>e most common and one <strong>of</strong> <strong>th</strong>e<br />
most economical ble<strong>ac</strong>hing processes for <strong>th</strong>e pulp. For e<strong>ac</strong>h stage, <strong>th</strong>e dissolved organics<br />
and <strong>th</strong>e inorganic ble<strong>ac</strong>hing chemicals must be washed out <strong>of</strong> <strong>th</strong>e pulp before entering <strong>th</strong>e<br />
next stage. Al<strong>th</strong>ough <strong>th</strong>e amount <strong>of</strong> wash water and <strong>th</strong>e resulting effluent could be<br />
minimized by reuse <strong>of</strong> <strong>th</strong>e washings as wash water for <strong>th</strong>e prior stage in a counter-current<br />
feedb<strong>ac</strong>k fashion, eventually it is necessary to sewer all <strong>th</strong>e washings for treatment in <strong>th</strong>e<br />
plant’s effluent treatment system. The result is a high BOD, high COD, high color and<br />
highly chlorinated solution <strong>of</strong> organics, which are formed principally from <strong>th</strong>e re<strong>ac</strong>tion <strong>of</strong><br />
chlorine wi<strong>th</strong> pulp.<br />
The repl<strong>ac</strong>ement manuf<strong>ac</strong>turing process is a 4-stage ble<strong>ac</strong>hing sequence, using oxygen wi<strong>th</strong><br />
caustic as <strong>th</strong>e ble<strong>ac</strong>hing agents in <strong>th</strong>e first stage (O), followed by ozone treatment in <strong>th</strong>e<br />
second stage (Z), caustic extr<strong>ac</strong>tion augmented by oxygen in <strong>th</strong>e <strong>th</strong>ird stage (EO), and a<br />
final chlorine dioxide stage (D). Since <strong>th</strong>ere is no use in <strong>th</strong>e O, Z, or EO stages <strong>of</strong><br />
chemicals <strong>th</strong>at are incompatible wi<strong>th</strong> recycle and recovery in <strong>th</strong>e mill’s existing pulping
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 31<br />
liquor closed-cycle system, virtually all <strong>of</strong> <strong>th</strong>e washings from <strong>th</strong>ese <strong>th</strong>ree stages are<br />
recovered wi<strong>th</strong>out sewering. The only significant effluent from <strong>th</strong>e ble<strong>ac</strong>h plant is <strong>th</strong>e small<br />
amount <strong>of</strong> contaminated washings coming out <strong>of</strong> <strong>th</strong>e final chlorine dioxide stage. This<br />
process is successfully used in <strong>th</strong>e USA.<br />
Since essentially all <strong>th</strong>e caustic used in <strong>th</strong>e oxygen stage treatment <strong>of</strong> <strong>th</strong>e OZ(EO)D<br />
ble<strong>ac</strong>hing is recovered and recycled b<strong>ac</strong>k to <strong>th</strong>e cooking liquor closed recycle system, one is<br />
able to use it as <strong>th</strong>e caustic for <strong>th</strong>e oxygen stage when caustic makeup is needed for <strong>th</strong>e<br />
cooking liquor cycle, disposing <strong>of</strong> <strong>th</strong>e cost for purchasing additional caustic. However,<br />
when no caustic make-up is required, one can oxidize wi<strong>th</strong> oxygen <strong>th</strong>e product from <strong>th</strong>e<br />
cooking liquor recycle (white liquor) and use <strong>th</strong>e oxidized white liquor for <strong>th</strong>e alkali<br />
requirement. This results in an extra load (regeneration load <strong>of</strong> about 5% more cooking<br />
liquor for <strong>th</strong>e pine pulp) on <strong>th</strong>e cooking liquor recycle equipment’s cap<strong>ac</strong>ity.<br />
The recovery and recycle <strong>of</strong> organic and inorganic solids, purged in <strong>th</strong>e ble<strong>ac</strong>h plant<br />
effluents, give about 7% more solids <strong>th</strong>an normal for pine pulp production. While it is true<br />
<strong>th</strong>at <strong>th</strong>is is an extra use <strong>of</strong> recovery cap<strong>ac</strong>ity, it also results in extra solids which may be<br />
used as fuel for producing steam in <strong>th</strong>e recovery boiler. About 6% more steam per ton <strong>of</strong><br />
pine pulp can be produced.<br />
4.3.5 Modified continuous cooking process (MCC)<br />
MCC adapts <strong>th</strong>e principles <strong>of</strong> extended delignification to continuous pulping and rectifies<br />
<strong>th</strong>e drawb<strong>ac</strong>ks <strong>of</strong> a conventional, continuous Kraft cook. The effective alkali concentration<br />
<strong>th</strong>rough <strong>th</strong>e duration <strong>of</strong> cooking is evened out by decreasing it at <strong>th</strong>e beginning <strong>of</strong> cooking<br />
and increasing it at <strong>th</strong>e end. In a conventional cooking, <strong>th</strong>e high bulk lignin concentration<br />
at <strong>th</strong>e end hinders diffusion <strong>of</strong> dissolved lignin out <strong>of</strong> <strong>th</strong>e chips, causing re-precipitation.<br />
The MCC process has been <strong>ac</strong>complished <strong>th</strong>rough <strong>th</strong>e modification <strong>of</strong> 2-vessel Kamyr<br />
continuous digesters to allow bo<strong>th</strong> <strong>th</strong>e introduction <strong>of</strong> white liquor at several points and<br />
counter-current flow <strong>of</strong> <strong>th</strong>e liquor during <strong>th</strong>e final cooking phase. Moreover, a<br />
nonchlorine fiber line which is used in <strong>th</strong>e mill, consists <strong>of</strong> a digester for mediumconsistency<br />
cooking and a medium consistency oxygen-delignification stage, followed by an<br />
efficient post-oxygen washing stage wi<strong>th</strong> pressure diffuser and a wash press. Kappa<br />
number reductions <strong>of</strong> 8 units for s<strong>of</strong>twood and 4 to 5 units for hardwood have been<br />
<strong>ac</strong>complished wi<strong>th</strong>out loss <strong>of</strong> streng<strong>th</strong> properties. About 20-25% less total <strong>ac</strong>tive chlorine<br />
is needed to ble<strong>ac</strong>h <strong>th</strong>e pulp to about 90% ISO brightness compared to <strong>th</strong>e conventional<br />
Kraft pulp.<br />
The MCC fiber line can be regarded as one <strong>of</strong> <strong>th</strong>e most advanced in <strong>th</strong>e world today,<br />
meeting current and future requirements for <strong>th</strong>e environment while still producing fully<br />
competitive pulp. It is possible to produce ble<strong>ac</strong>hed pulp wi<strong>th</strong>out using chlorine, <strong>ac</strong>hieving<br />
brightness even above 90% ISO, <strong>th</strong>e level required for <strong>th</strong>e most demanding market pulps.
32 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
4.3.6 DARS in soda pulping <strong>of</strong> bagasse<br />
The basic principle <strong>of</strong> <strong>th</strong>e DARS process involves <strong>th</strong>e production <strong>of</strong> sodium ferrite by<br />
auto-causticization <strong>of</strong> sodium carbonate wi<strong>th</strong> ferric oxide and subsequently to obtain<br />
sodium hydroxide by hydrolyzing <strong>th</strong>e sodium ferrite. Silica is an undesirable element in all<br />
<strong>th</strong>e spent liquors from pulping <strong>of</strong> agricultural residues. Extensive studies on <strong>th</strong>e effect <strong>of</strong><br />
silica impurity in <strong>th</strong>e recovery loop revealed <strong>th</strong>at only a minor proportion <strong>of</strong> silica passes<br />
into white liquor during ferrite auto-causticization process. This is an advantage <strong>of</strong> <strong>th</strong>e<br />
process and, unlike conventional recovery, it may not be necessary to go for additional<br />
stages <strong>of</strong> desilication <strong>of</strong> spent liquor prior to recovery operation.<br />
Among <strong>th</strong>e benefits <strong>of</strong> <strong>th</strong>e process are operational flexibility, comp<strong>ac</strong>t and simple<br />
operation, less sp<strong>ac</strong>e requirement, most economic use <strong>of</strong> fuel by way <strong>of</strong> minimized quantity<br />
<strong>of</strong> high cost fuels, non-requirement <strong>of</strong> a high degree <strong>of</strong> process automation. Unlike <strong>th</strong>e<br />
smelt in conventional recovery, <strong>th</strong>e combustion product is solid, so <strong>th</strong>e process is safe.<br />
4.3.7 Dry forming <strong>of</strong> paper web<br />
The dry forming me<strong>th</strong>od can, in principle, be divided into <strong>th</strong>e following phases: defibration<br />
<strong>of</strong> raw materials, forming, binder application, curing, and finishing.<br />
The main raw material, mostly wood pulp, is defiberized in a hammer mill. After <strong>th</strong>is, <strong>th</strong>e<br />
fibers are transported by means <strong>of</strong> a fan to <strong>th</strong>e forming section. E<strong>ac</strong>h former consists <strong>of</strong><br />
two perforated drums rotating inside <strong>th</strong>e forming head. The fibers circulate horizontally<br />
between <strong>th</strong>e drums. The <strong>ac</strong>cepted fiber material is formed onto <strong>th</strong>e moving forming wire<br />
by suction. After forming, <strong>th</strong>e web is led <strong>th</strong>rough heated comp<strong>ac</strong>tor and embosser rolls.<br />
In <strong>th</strong>e <strong>th</strong>ird phase, a binder solution is sprayed onto <strong>th</strong>e web. The application is made<br />
separately on bo<strong>th</strong> sides <strong>of</strong> <strong>th</strong>e web, e<strong>ac</strong>h application being followed by <strong>th</strong>orough-drying.<br />
<strong>Full</strong> streng<strong>th</strong> is <strong>ac</strong>hieved during <strong>th</strong>e curing as <strong>th</strong>e binder is cross-linked. The curing is also<br />
performed in a <strong>th</strong>rough-dryer. To improve <strong>th</strong>e final properties, <strong>th</strong>e web is led <strong>th</strong>rough a<br />
finishing calendar.<br />
In <strong>th</strong>e dry forming process, <strong>th</strong>e fresh water demand is only 0.8 liters per kilogram <strong>of</strong><br />
produced material (air dry). It is totally used to dilute <strong>th</strong>e binder. The dry forming process<br />
creates nei<strong>th</strong>er waste water nor effluent gases.<br />
Dry formed materials have unique absorption and wet streng<strong>th</strong> properties. They are nonabrasive,<br />
s<strong>of</strong>t, and feel like textile. The products are suitable for different kinds <strong>of</strong> toweling<br />
and wiping, in heal<strong>th</strong>-care, hygiene and for table settings. The process is non-polluting,<br />
<strong>th</strong>ere are no waste water problems, and <strong>th</strong>e mill can be located ei<strong>th</strong>er close to consumers in<br />
an urban location or near <strong>th</strong>e sources <strong>of</strong> raw materials.
Sources <strong>of</strong> Pollution and its Management in <strong>th</strong>e Pulp and Paper Industry 33<br />
4.4 Concluding Remarks on Pollution Management<br />
The most significant environmental issue is <strong>th</strong>e use <strong>of</strong> chlorine in ble<strong>ac</strong>hing. Industrial<br />
developments demonstrate <strong>th</strong>at totally chlorine-free ble<strong>ac</strong>hing is feasible for many pulp and<br />
paper products, but it cannot produce certain grades <strong>of</strong> paper. Implementation <strong>of</strong> cleaner<br />
production process and pollution prevention measures can provide bo<strong>th</strong> economic and<br />
environmental benefits. Wherever feasible, use <strong>of</strong> a total wastewater recycling system along<br />
wi<strong>th</strong> a total chlorine-free pulp ble<strong>ac</strong>hing system is, <strong>th</strong>erefore, recommended. As a<br />
minimum, total elemental chlorine-free pulp ble<strong>ac</strong>hing system may be employed.<br />
Sulfur oxide emissions are scrubbed wi<strong>th</strong> slightly alkaline solutions. Electrostatic<br />
precipitators are used to control <strong>th</strong>e release <strong>of</strong> particulate matter to <strong>th</strong>e atmosphere.<br />
Effluent treatment typically includes neutralization, primary treatment to remove<br />
suspended solids, and biological/secondary treatment to reduce BOD 5 and toxicity.<br />
Flocculation to assist in <strong>th</strong>e removal <strong>of</strong> suspended solids is also sometimes necessary.<br />
Biological treatment systems, such as <strong>ac</strong>tivated sludge and anaerobic treatment, can reduce<br />
BOD 5 by over 95 percent. Tertiary treatment may be performed to remove toxicity, color,<br />
and coliform. Solid waste treatment steps include de-watering and combustion in an<br />
incinerator, bark boiler, or a utility boiler along wi<strong>th</strong> fossil fuels. If a mechanical clarifier is<br />
used in primary treatment, <strong>th</strong>e sludge is dewatered and may be incinerated; o<strong>th</strong>erwise it is<br />
land filled.<br />
The uses <strong>of</strong> ozone for partial degradation <strong>of</strong> lignin, solvent, or dry cooking result from<br />
ano<strong>th</strong>er consideration <strong>of</strong> how to <strong>ac</strong>hieve a “clean process”. The future <strong>of</strong> <strong>th</strong>e pulp and<br />
paper industry rests wi<strong>th</strong> an objective <strong>of</strong> avoiding or reducing <strong>th</strong>e waste instead <strong>of</strong> treating<br />
it. Therefore, <strong>th</strong>e adoption <strong>of</strong> emerging clean technologies along wi<strong>th</strong> <strong>th</strong>e computerization<br />
<strong>of</strong> processes will guarantee a cleaner and highly energy efficient pulp and paper industry in<br />
<strong>th</strong>e future.
34 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
5. CROSS COUNTRY REPORT ON THE PULP AND PAPER INDUSTRY<br />
5.1 Introduction<br />
The pulp and paper industry has been growing very rapidly in <strong>th</strong>e developing countries. As an<br />
essential commodity for <strong>th</strong>e society and <strong>th</strong>e consumption <strong>of</strong> paper being normally parallel wi<strong>th</strong> <strong>th</strong>e<br />
economic grow<strong>th</strong> <strong>of</strong> a particular country, <strong>th</strong>e production <strong>of</strong> paper products are expected to increase<br />
in <strong>th</strong>e future, especially in <strong>th</strong>e developing countries. The pulp and paper industry is capital, energy<br />
and pollution intensive; however, <strong>th</strong>e pr<strong>of</strong>its from <strong>th</strong>is industry are usually marginal. Therefore,<br />
many developing countries have avoided investment risks and have been importing <strong>th</strong>e pulp and<br />
high quality paper products. Along wi<strong>th</strong> <strong>th</strong>e rapid industrialization, <strong>th</strong>e developing countries have<br />
been trying to increase <strong>th</strong>eir domestic productions to meet <strong>th</strong>e higher share <strong>of</strong> national demands.<br />
Considering <strong>th</strong>e competitiveness wi<strong>th</strong> <strong>th</strong>e outside world, <strong>th</strong>e energy consumption which is one <strong>of</strong><br />
<strong>th</strong>e major inputs to <strong>th</strong>e pulp and paper industry has become an important issue in <strong>th</strong>e developing<br />
countries.<br />
This section presents a comparative study <strong>of</strong> <strong>th</strong>e pulp and paper industries <strong>of</strong> China, India, <strong>th</strong>e<br />
Philippines and Sri Lanka. The production trends and <strong>th</strong>e role <strong>of</strong> <strong>th</strong>e industry are presented for e<strong>ac</strong>h<br />
country. A comparison has been done in order to understand <strong>th</strong>e major causes <strong>of</strong> inefficiency in<br />
energy use and pollution abatement in <strong>th</strong>e industry. The possible improvements are identified and<br />
<strong>th</strong>e potential for <strong>th</strong>e introduction <strong>of</strong> energy efficient and environmentally sound technologies is<br />
assessed.<br />
5.2 Overview <strong>of</strong> <strong>th</strong>e industry<br />
To have an overview <strong>of</strong> <strong>th</strong>e pulp and paper industries <strong>of</strong> <strong>th</strong>e countries under study, comparisons<br />
have been made on <strong>th</strong>e role <strong>of</strong> <strong>th</strong>e industry in e<strong>ac</strong>h country, shares in industrial and total national<br />
energy consumption, production trends and number <strong>of</strong> mills and <strong>th</strong>eir cap<strong>ac</strong>ities.<br />
5.2.1 Role in <strong>th</strong>e national economy<br />
In 1993, <strong>th</strong>e Chinese pulp and paper industry <strong>ac</strong>counted for 1.54% <strong>of</strong> <strong>th</strong>e total industrial sector’s<br />
gross output value.<br />
5.2.2 Share in total energy consumption<br />
In China, <strong>th</strong>e pulp and paper industry is <strong>th</strong>e largest energy consumer among all light industries. In<br />
1992, <strong>th</strong>e energy consumption <strong>of</strong> Chinese pulp and paper industry <strong>ac</strong>counted for 3.25% and 1.74%<br />
<strong>of</strong> total industrial and national energy consumptions, respectively.<br />
In India, <strong>th</strong>e pulp and paper industry is ranked as <strong>th</strong>e six<strong>th</strong> largest energy consumer in <strong>th</strong>e country.
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry35<br />
In 1992, <strong>th</strong>e Philippines’ pulp and paper industry <strong>ac</strong>counted for 8.45% <strong>of</strong> industrial sector’s energy<br />
consumption and 2.5% <strong>of</strong> total national energy consumption.<br />
5.2.3 Production trends<br />
Among <strong>th</strong>e countries under <strong>th</strong>is study, China ranked as <strong>th</strong>e world’s <strong>th</strong>ird largest paper and paper<br />
board producer in 1992 after USA and Japan. The trends <strong>of</strong> pulp and paper and paper board<br />
productions are shown in Figure 5.1.<br />
Million Tons<br />
Thousand Tons<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Pulp Production<br />
1980 1985 1990 1992<br />
China<br />
India<br />
Philippines' Paper & Paper Board Production<br />
0<br />
1980 1981 1982 1983 1984 1985 1986 1987 1988<br />
Million Tons<br />
Thousand Tons<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
China<br />
India<br />
Paper & Paper Board Production<br />
1980 1985 1990 1992<br />
Sri Lankan Pulp and Paper & Paper Board Production<br />
Pulp<br />
Paper Products<br />
1980 1990 1992<br />
Figure 5.1 Production trends <strong>of</strong> pulp, paper & paper board<br />
The pulp and paper industry is growing very rapidly in China wi<strong>th</strong> an average grow<strong>th</strong> rate in paper<br />
and paper board production <strong>of</strong> about 14% in <strong>th</strong>e last decade, <strong>th</strong>e highest value in <strong>th</strong>e world.<br />
However, China is still importing pulp and paper products to meet <strong>th</strong>e national demand. In 1992,<br />
net imported paper and paper board was 2.34 million tons and commercial pulp was 0.6 million<br />
tons. Wi<strong>th</strong> low per capita consumption <strong>of</strong> 16.7 kg per year (world average per capital consumption is<br />
45.3 kg per year), <strong>th</strong>e demand and production <strong>of</strong> paper products are expected to increase in China.
36 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
From Figure 5.1, it can be seen <strong>th</strong>at Indian pulp and paper and paper board production had a<br />
significant increase in <strong>th</strong>e last decade. The pulp production remained nearly constant from 1990 to<br />
1992 while <strong>th</strong>e paper products had been increasing along wi<strong>th</strong> <strong>th</strong>e increase in imported commercial<br />
pulp.<br />
In Philippines, <strong>th</strong>e production <strong>of</strong> paper and paper board was greatly fluctuating in <strong>th</strong>e last decade<br />
and has been <strong>ac</strong>hieving significant grow<strong>th</strong> since 1985. Sri Lankan paper industry has become more<br />
dependent on <strong>th</strong>e imported commercial pulp.<br />
5.2.4 Mills and <strong>th</strong>eir cap<strong>ac</strong>ities<br />
The average plant cap<strong>ac</strong>ity <strong>of</strong> <strong>th</strong>e pulp and paper industries in <strong>th</strong>e countries under study are shown<br />
in Figure 5.2.<br />
'000 Tons per year<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
2.5<br />
10.166<br />
China India Philippines Sri Lanka<br />
Figure 5.2 Average plant cap<strong>ac</strong>ity (paper and paper board production)<br />
At <strong>th</strong>e end <strong>of</strong> 1992, <strong>th</strong>ere were 11,940 enterprises in Chinese pulp and paper industry. The pulp and<br />
paper board cap<strong>ac</strong>ity <strong>of</strong> <strong>th</strong>e biggest mill is 150,000 tons per year. The breakdown <strong>of</strong> <strong>th</strong>e Chinese mill<br />
by annual plant cap<strong>ac</strong>ity is given in Figure 5.3. Therefore, <strong>th</strong>e small mills dominate in China,<br />
contributing to about 57% <strong>of</strong> <strong>th</strong>e total production.<br />
In India, <strong>th</strong>ere are 325 mills, 26 integrated mills and 297 small paper mills in <strong>th</strong>e pulp and paper<br />
industry. The number <strong>of</strong> small mills has been increasing more rapidly <strong>th</strong>an <strong>th</strong>e large mills so <strong>th</strong>at<br />
average plant cap<strong>ac</strong>ity has decreased from 12,222 tons <strong>of</strong> paper products in 1980 to 10,166 tons in<br />
1992. Wi<strong>th</strong> <strong>th</strong>e increasing paper demand and shortage <strong>of</strong> forest based raw material, <strong>th</strong>e Government<br />
<strong>of</strong> India has formulated a policy <strong>of</strong> promoting small mills based on straw and bagasse.<br />
15<br />
25.5
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry37<br />
88%<br />
>30,000 10,000-30,000
38 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
5.3 Char<strong>ac</strong>teristics <strong>of</strong> <strong>th</strong>e Parameters Affecting Energy Efficiency<br />
The specific energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper industry depends on <strong>th</strong>e following:<br />
- Raw material mix<br />
- Share <strong>of</strong> imported pulp<br />
- Pulping process mix<br />
- Share <strong>of</strong> waste-paper pulp<br />
- Level <strong>of</strong> bl<strong>ac</strong>k liquor recovery<br />
- Share <strong>of</strong> cogenerated electricity<br />
- Product mix, etc.<br />
The overall specific energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper industries <strong>of</strong> <strong>th</strong>e selected countries<br />
and world average are given in Figure 5.5.<br />
GJ/Ton <strong>of</strong> Paper Products<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
China India Philippines Japan World<br />
Average<br />
Figure 5.5 Specific energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper industry<br />
It can be seen <strong>th</strong>at <strong>th</strong>e specific energy consumption <strong>of</strong> Indian pulp and paper industry is significantly<br />
too high. In comparison wi<strong>th</strong> Japan, <strong>th</strong>e Chinese pulp and paper industry consumes more <strong>th</strong>an<br />
double <strong>th</strong>e energy to produce <strong>th</strong>e same amount <strong>of</strong> paper products. The low specific energy<br />
consumption <strong>of</strong> <strong>th</strong>e industry in <strong>th</strong>e Philippines is due to <strong>th</strong>e high share <strong>of</strong> imported pulp. The trends<br />
<strong>of</strong> specific energy consumption in China and India are given in Figure 5.6.<br />
One can observe a gradual reduction <strong>of</strong> specific energy consumption <strong>of</strong> <strong>th</strong>e order <strong>of</strong> 5.33% in China<br />
in <strong>th</strong>e last decade. However, <strong>th</strong>e specific energy consumption <strong>of</strong> Indian pulp and paper industry did<br />
not reduce significantly in <strong>th</strong>e last decade; it has only started decreasing since 1990.<br />
In order to understand <strong>th</strong>e major causes <strong>of</strong> <strong>th</strong>e inefficiency in energy use, some parameters affecting<br />
<strong>th</strong>e energy efficiency are compared in <strong>th</strong>is section.
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry39<br />
GJ/Ton <strong>of</strong> Paper Products<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
China<br />
India<br />
1980 1981 1984 1985 1990 1992<br />
Figure 5.6 Trends <strong>of</strong> specific energy consumption in China and India<br />
5.3.1 Raw material mix<br />
The major difference between <strong>th</strong>e developing countries and <strong>th</strong>e industrialized countries in raw<br />
material mix is <strong>th</strong>e share <strong>of</strong> wood pulp in paper making. The share <strong>of</strong> wood pulp in national total is<br />
given in Figure 5.7. The higher <strong>th</strong>e share <strong>of</strong> wood pulp, <strong>th</strong>e lower is <strong>th</strong>e overall specific energy<br />
consumption <strong>of</strong> <strong>th</strong>e pulp and paper industry.<br />
In China, straw-material-made pulp holds a dominant share in <strong>th</strong>e mix, <strong>ac</strong>counting for 63% <strong>of</strong> <strong>th</strong>e<br />
total pulp. In India, bamboo pulp <strong>ac</strong>counted for 43.42% and bagasse and straw pulp toge<strong>th</strong>er had a<br />
share <strong>of</strong> 33.38% <strong>of</strong> <strong>th</strong>e total pulp produced.<br />
5.3.2 Level <strong>of</strong> waste paper utilization<br />
Greater level <strong>of</strong> waste paper utilization in pulping leads to resources conservation, energy saving and<br />
environmental protection. Developing countries however tend to use lower percentage <strong>of</strong> waste<br />
paper in comparison wi<strong>th</strong> <strong>th</strong>e developed countries. The level <strong>of</strong> waste paper utilization is shown in<br />
Figure 5.8 for selected countries. This is found to be quite low in China and India, leading to <strong>th</strong>e<br />
higher specific energy consumption <strong>of</strong> <strong>th</strong>e industry.<br />
5.3.3 Energy consumption by type<br />
The breakdown <strong>of</strong> specific energy consumption by type is given in Table 5.1. The major steam<br />
consumers in <strong>th</strong>e pulp and paper industry are digesters and dryers. It can be seen in <strong>th</strong>is table <strong>th</strong>at<br />
<strong>th</strong>e specific steam consumption <strong>of</strong> Indian pulp and paper mills is too high, reflecting <strong>th</strong>e inefficiency<br />
<strong>of</strong> digesters and dryers. The higher steam consumption in digesters is due to <strong>th</strong>e non-wood pulping.<br />
The high electricity consumption can be reduced by repl<strong>ac</strong>ing/modifying outdated paper-making<br />
m<strong>ac</strong>hines which are <strong>th</strong>e major electricity consumers.
40 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
% <strong>of</strong> Total Pulp<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
23.9 23.2<br />
47.63<br />
23.03<br />
95.1<br />
99.3 99.1<br />
China India Philippines Sri Lanka Japan US France<br />
Figure 5.7 Share <strong>of</strong> wood pulp in selected countries<br />
% <strong>of</strong> Total Pulp<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
22.5<br />
29<br />
51.2<br />
52.57<br />
China Philippines Japan<br />
* % <strong>of</strong> total installed cap<strong>ac</strong>ity<br />
Figure 5.8 Level <strong>of</strong> waste paper utilization<br />
Table 5.1 Specific energy consumption by type<br />
China India Philippines Developed<br />
Countries<br />
Steam Consumption (Tons/ton paper) N/A 10-16 6-7 4-6.5<br />
Electricity Consumption (kWh/ton Paper) 1100-1800 1200-1700 1000-1100 500-1100<br />
5.3.4<br />
5.3.5 Awareness about energy conservation<br />
Wi<strong>th</strong> increasing energy cost and international competitiveness, some energy conservation measures<br />
<strong>th</strong>at have been undertaken in <strong>th</strong>e selected countries are summarized in Table 5.2.<br />
50<br />
48
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry41<br />
Table 5.2 Energy conservation measures undertaken in different countries<br />
Country Energy Conservation Measures<br />
China - Holding energy management training workshops<br />
- Improving efficiency <strong>of</strong> boilers and condensate recovery<br />
- Enhancing <strong>th</strong>ermal insulation performance<br />
- Popularizing energy saving electrical appliances<br />
- Increasing level <strong>of</strong> chemicals recovery<br />
- Conversion <strong>of</strong> cylindrical to Fourdrinier paper m<strong>ac</strong>hines<br />
- Conversion <strong>of</strong> batch to continuous digesters<br />
- Installation <strong>of</strong> on-line moisture monitoring and control systems<br />
- Installation <strong>of</strong> efficient press<br />
- Installation <strong>of</strong> jump-pro<strong>of</strong> energy-saving pumps<br />
- Employment <strong>of</strong> heat pump in dryer section<br />
- Enhancing bl<strong>ac</strong>k liquor recovery<br />
- Installation <strong>of</strong> computer-controlled cooking<br />
- Pr<strong>ac</strong>ticing cogeneration<br />
India - Installation <strong>of</strong> condensate recovery systems<br />
- Conversion <strong>of</strong> batch to continuous digesters<br />
- Conversion <strong>of</strong> cylindrical to Fourdrinier paper m<strong>ac</strong>hines<br />
- Enhancing chemical recovery<br />
- Installation <strong>of</strong> falling film type evaporators<br />
- Employing process automation<br />
- Repl<strong>ac</strong>ement <strong>of</strong> disc chippers by drum chippers<br />
- Conversion <strong>of</strong> pneumatic conveyors to mechanical types<br />
- Conversion <strong>of</strong> spreader stoker to fluidized bed combustion boilers<br />
Philippines - Installation <strong>of</strong> computerized moisture control system<br />
- Taking energy audits<br />
- Installation <strong>of</strong> cogeneration systems<br />
- Power f<strong>ac</strong>tor improvements<br />
Therefore, it can be seen <strong>th</strong>at some advanced energy efficient technologies have been already<br />
installed in <strong>th</strong>e developing countries. However, <strong>th</strong>e dissemination rate <strong>of</strong> <strong>th</strong>ese technologies is very<br />
limited in comparison wi<strong>th</strong> <strong>th</strong>e industrialized countries.<br />
5.4 Char<strong>ac</strong>teristics <strong>of</strong> <strong>th</strong>e parameters affecting pollution abatement measures<br />
There is great potential for resources recovery in <strong>th</strong>is industry <strong>th</strong>rough pollution abatement<br />
measures. But less attention was paid in <strong>th</strong>is direction mainly due to limited dissemination <strong>of</strong> <strong>th</strong>ose<br />
technologies and high capital share for <strong>th</strong>e industry which is categorized as small scale in <strong>th</strong>ese<br />
developing countries. However, some local environmental regulations and public awareness due to<br />
growing industrialization in <strong>th</strong>e region has forced <strong>th</strong>e industries to introduce some pollution
42 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
abatement programs. The obsolete m<strong>ac</strong>hinery and technologies generally in use in <strong>th</strong>is region fur<strong>th</strong>er<br />
weaken <strong>th</strong>e already deteriorated environment. The type and quantity <strong>of</strong> pollutants produced vary<br />
from industry to industry depending on <strong>th</strong>e process employed.<br />
5.4.1 Causes <strong>of</strong> pollution<br />
The causes <strong>of</strong> pollution from pulp and paper industries in <strong>th</strong>e countries studied are attributed to <strong>th</strong>e<br />
following:<br />
- Type <strong>of</strong> raw material in use (predominantly agro-residue based industry)<br />
- Type <strong>of</strong> fuel in use to meet energy demand<br />
- Obsolete technology and m<strong>ac</strong>hinery in use<br />
- Lower production cap<strong>ac</strong>ities <strong>of</strong> <strong>th</strong>e mills, using inferior technical equipment<br />
- No strict enforcement <strong>of</strong> environmental regulations<br />
- <strong>th</strong>inking <strong>th</strong>at it is an extra expenditure wi<strong>th</strong>out any return<br />
- A marginal pr<strong>of</strong>it making industry<br />
As shown in <strong>th</strong>e Figure 5.7, <strong>th</strong>e share <strong>of</strong> wood pulp in <strong>th</strong>e countries under study is about one four<strong>th</strong><br />
<strong>of</strong> <strong>th</strong>e production except in <strong>th</strong>e Philippines where it is nearly 50%. But in developed countries <strong>th</strong>e<br />
share is almost 100% which implies <strong>th</strong>at more research and development are under way to eliminate<br />
pollution problem by wood pulping. The agro-residue based raw materials cause more pollution<br />
problems <strong>th</strong>an <strong>th</strong>e wood. In India, China and Sri Lanka straw dominates <strong>th</strong>e share <strong>of</strong> <strong>th</strong>e raw<br />
material for pulping. Among all <strong>th</strong>e non-woody raw materials, straw poses <strong>th</strong>e most serious<br />
environmental pollution problem because <strong>of</strong> <strong>th</strong>e difficulties in chemical recovery from bl<strong>ac</strong>k liquor<br />
due to its high silica content. The use <strong>of</strong> waste paper as raw material reduces bo<strong>th</strong> energy<br />
consumption and pollution problems. As seen in Figure 5.8 <strong>th</strong>e utilization levels <strong>of</strong> waste paper in<br />
Sri Lanka and Philippines are <strong>th</strong>e same as <strong>th</strong>e industrialized countries (about 50% <strong>of</strong> <strong>th</strong>e pulp<br />
production), whereas it is only 25% <strong>of</strong> total pulp production in India and China.<br />
5.4.2 Current water pollution control strategies<br />
As pulp and paper is a serious water polluting industry, some measures are under way to abate<br />
pollution problems whose potential for improvements is very high. Current pr<strong>ac</strong>tices to abate water<br />
pollution in <strong>th</strong>ese countries are reported as below.<br />
5.4.2.1 In China<br />
During <strong>th</strong>e period <strong>of</strong> 1980 to 1988<br />
- BOD discharge decreased by 33%<br />
- Suspended solids decreased by 36%<br />
- Alkali recovery increase at <strong>th</strong>e rate <strong>of</strong> 5.3%<br />
These reductions were <strong>ac</strong>hieved by<br />
- Integrated exploitation <strong>of</strong> digested wastewater
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry43<br />
- White water recycling<br />
- Fiber recovery<br />
- Alkali recovery<br />
However <strong>th</strong>ose developments are mainly reported for <strong>th</strong>e large and medium scale pulp and paper<br />
industries. In 1990, alkali recovery rate in <strong>th</strong>e wood pulp mills is reported as more <strong>th</strong>an 60% whereas<br />
<strong>th</strong>e recovery rate in straw pulp mill is around 6%. This should be mainly because <strong>of</strong> <strong>th</strong>e high silica<br />
content in <strong>th</strong>e bl<strong>ac</strong>k liquor <strong>of</strong> rice straw for which <strong>th</strong>ere have been limited technological<br />
developments.<br />
In 1989 - 1990:<br />
- 13% <strong>of</strong> <strong>th</strong>e total discharged wastewater met <strong>th</strong>e local regulatory standards<br />
- for <strong>th</strong>e first time a regulation was set up for wastewater disposal<br />
- no regulation related to air pollution existed<br />
- average alkali recovery percentage 34%<br />
- average alkali recovery rate in large scale enterprise was 80 -90%<br />
- average alkali recovery rate in medium scale enterprise was 75 - 80%<br />
- wastewater treated and recycling ratio was 30 - 50%<br />
5.4.2.2 In India<br />
- small mills generate more pollutants due to <strong>th</strong>e absence <strong>of</strong> chemical recovery system<br />
- Production process control to reduce wastewater volume and pollutants<br />
- Wastewater treatment technologies to reduce <strong>th</strong>e pollution streng<strong>th</strong><br />
- Use <strong>of</strong> oxygen and peroxide as ble<strong>ac</strong>hing agents<br />
- Chemical recovery<br />
During <strong>th</strong>e period <strong>of</strong> 1985 to 1993<br />
- Alkali recovery per year increased from 285,000 to 455,000 tons<br />
- Wastewater treated and recycled per year increased from 1520 to 520 million m 3<br />
- Material recovery and recycling per year increased from 1,520,000 to 2,550,000 tons<br />
5.4.2.3 In Philippines<br />
- Most <strong>of</strong> <strong>th</strong>e old mills only have filters for fiber recovery<br />
- Chemical recovery is pr<strong>ac</strong>ticed to certain extent<br />
In Sri Lanka, <strong>of</strong> <strong>th</strong>e only two pulp and paper mills, one has no chemical recovery f<strong>ac</strong>ilities. Though<br />
<strong>th</strong>e second plant has <strong>th</strong>e f<strong>ac</strong>ility, it was never commissioned because <strong>of</strong> <strong>th</strong>e higher silica content in<br />
<strong>th</strong>e bl<strong>ac</strong>k liquor. As a remedial measure, raw material for pulping was changed to waste paper from<br />
rice straw.
44 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
5.4.3 Current air pollution control strategies<br />
The major sources <strong>of</strong> air pollution are burning <strong>of</strong> fuels for power generation and dedusting <strong>of</strong> raw<br />
materials. Since air pollution in <strong>th</strong>is industry is not serious as water pollution, much less attention is<br />
paid in <strong>th</strong>is area. To give an example, no air emission regulations were en<strong>ac</strong>ted in China until 1990.<br />
But in India, <strong>th</strong>e air pollution <strong>ac</strong>t was en<strong>ac</strong>ted in 1981; cyclones and Electrostatic precipitators are<br />
mainly used as air pollution control equipment whose share <strong>of</strong> 20% in 1960 increased to 60% in<br />
1992.<br />
5.4.4 Current solid waste control strategies<br />
In all <strong>th</strong>ese countries, solid wastes generated from <strong>th</strong>e process itself and secondary wastes derived<br />
from pollution control measures such as dust collection equipment and wastewater treatment, are<br />
dumped at landfill sites wi<strong>th</strong>out any pretreatment. In some plants <strong>th</strong>e solid waste which can be used<br />
as fuel is recycled to repl<strong>ac</strong>e <strong>th</strong>e boiler fuels.<br />
5.4.5 Comparison <strong>of</strong> effluent and emission char<strong>ac</strong>teristics<br />
In general, <strong>th</strong>e information provided in <strong>th</strong>e country reports are quite diverse and use different basis.<br />
As some <strong>of</strong> <strong>th</strong>em are given for per ton production basis whereas o<strong>th</strong>ers in ambient standards, it is<br />
not possible to make any comparison in some cases. For <strong>th</strong>e purpose <strong>of</strong> comparison it is preferable<br />
to have <strong>th</strong>e amount <strong>of</strong> pollutant released per ton <strong>of</strong> product <strong>th</strong>an in ambient standards. It is mainly<br />
because <strong>th</strong>e allowable limit <strong>of</strong> pollutant discharge to <strong>th</strong>e surrounding in different countries depends<br />
on <strong>th</strong>e geographical location, climatic condition and overall intensity <strong>of</strong> pollutants released from all<br />
o<strong>th</strong>er sources.<br />
A comparison <strong>of</strong> fresh water consumption, quantity and char<strong>ac</strong>teristics <strong>of</strong> wastewater wi<strong>th</strong> German<br />
standards is presented in Table 5.3. Even <strong>th</strong>ough a number <strong>of</strong> parameters are tabulated, most <strong>of</strong><br />
<strong>th</strong>em cannot be compared due to <strong>th</strong>e limitation <strong>of</strong> data availability. Also, as seen from Table 5.3, no<br />
data are available for <strong>th</strong>e Philippines and Sri Lanka, may be due to <strong>th</strong>e minor share <strong>of</strong> <strong>th</strong>ese<br />
industries in <strong>th</strong>eir national economy.<br />
A similar comparison for air emission are shown in Table 5.4. As said earlier <strong>th</strong>e comparison was<br />
not possible in most <strong>of</strong> <strong>th</strong>e cases because <strong>of</strong> non-availability <strong>of</strong> data from any <strong>of</strong> <strong>th</strong>e countries under<br />
study. It implies <strong>th</strong>at none <strong>of</strong> <strong>th</strong>e countries pays any attention to air pollution abatement.
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry45<br />
Table 5.3 Quantity and char<strong>ac</strong>teristics <strong>of</strong> wastewater released<br />
Parameters<br />
Water consumption<br />
Germany * China India Philippine<br />
s<br />
Sri Lanka<br />
(ton/ton ble<strong>ac</strong>hed pulp produced) 70 - 130<br />
(ton/ton paper produced)<br />
Wastewater discharged<br />
220 30<br />
(ton/ton ble<strong>ac</strong>hed pulp produced) 7 - 12<br />
(ton/ton paper produced)<br />
PH<br />
70-380**<br />
Suspended solids (mg/l)<br />
Settleable solids (ml/l)<br />
DS (mg/l)<br />
50 151*** 10***<br />
BOD5 (kg/ton pulp)<br />
5<br />
10-270<br />
(kg/ton paper)<br />
1-6<br />
COD (kg/ton pulp)<br />
70<br />
50-1100**<br />
(kg/ton paper)<br />
Oil and Grease (mg/l)<br />
Total N (mg/l)<br />
3-12 150<br />
5<br />
Wastewater reuse rate (%)<br />
Treatment rate <strong>of</strong> wastewater (%)<br />
Proportion re<strong>ac</strong>hing discharge<br />
standards (%)<br />
68.6 90-95<br />
Hydro carbons (kg/ton pulp) 1.0<br />
(kg/ton paper) 0.01-0.04<br />
* The German regulatory standard; BOD & COD based on 24 hour sample<br />
** Depending on <strong>th</strong>e raw material; waste paper lowest & rice straw etc. high<br />
*** in kg/ton paper<br />
Table 5.4 Quantity and char<strong>ac</strong>teristics <strong>of</strong> air pollutants released<br />
Parameters German China* Indi Philippine<br />
y<br />
a s<br />
Dust discharged (TSP) (mg/m3) 30 260,000<br />
SO2 (mg/m3) 100 270,000<br />
NOx (mg/m3) 500<br />
CO (mg/m3) Organics (mg/m<br />
100<br />
3)<br />
Treatment rate <strong>of</strong> waste gas (%)<br />
Rate <strong>of</strong> treated waste gas discharged<br />
which meet standards (%)<br />
* in tons<br />
Sri<br />
Lanka
46 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
5.5 Potential for Energy Efficiency Improvement<br />
5.5.1 Structure <strong>of</strong> <strong>th</strong>e industry<br />
One <strong>of</strong> <strong>th</strong>e major reasons for <strong>th</strong>e high specific energy consumption in China and India is <strong>th</strong>e small<br />
scale <strong>of</strong> <strong>th</strong>e mills. Taking m<strong>ac</strong>ro economic consideration into <strong>ac</strong>count, <strong>th</strong>e expansion <strong>of</strong> small mills<br />
based on non-wood materials might be suitable for some countries. In such a case, <strong>th</strong>e expansion <strong>of</strong><br />
small mills should be planned ensuring <strong>th</strong>at <strong>th</strong>ey incorporate energy efficient technologies and<br />
chemical recovery systems.<br />
In <strong>th</strong>e case <strong>of</strong> India, <strong>th</strong>e capital utilization f<strong>ac</strong>tor is too low, <strong>th</strong>erefore, closure <strong>of</strong> inefficient small<br />
mills would improve <strong>th</strong>e overall energy efficiency <strong>of</strong> <strong>th</strong>e industry.<br />
Finally, <strong>th</strong>e future expansion <strong>of</strong> <strong>th</strong>e industry should be based on <strong>th</strong>e large-scale mills so <strong>th</strong>at<br />
cogeneration f<strong>ac</strong>ilities and <strong>th</strong>ermal upgrading systems can be employed economically.<br />
5.5.2 Raw materials<br />
The specific energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper industry can be reduced by increasing <strong>th</strong>e<br />
share <strong>of</strong> wood pulp. However, <strong>th</strong>is is a question <strong>of</strong> m<strong>ac</strong>ro economics and <strong>th</strong>e concern for <strong>th</strong>e<br />
preservation <strong>of</strong> forest resources. The current level <strong>of</strong> waste paper recycling in <strong>th</strong>e developing<br />
countries is lower <strong>th</strong>an <strong>th</strong>at in industrialized countries. Therefore, increasing <strong>th</strong>e share <strong>of</strong> recycled<br />
paper could improve <strong>th</strong>e overall energy efficiency <strong>of</strong> <strong>th</strong>e industry.<br />
5.5.3 Potential for energy conservation<br />
The potential for major energy conservation in <strong>th</strong>e countries under <strong>th</strong>is study is summarized in<br />
Table 5.5.<br />
5.6 Potential for pollution abatement<br />
Use <strong>of</strong> non-wood raw materials are identified as one <strong>of</strong> <strong>th</strong>e major source <strong>of</strong> pollutant in <strong>th</strong>is region.<br />
Due to <strong>th</strong>e economic level and availability <strong>of</strong> non-wood raw material in plenty, it is impossible to<br />
eliminate its use. Since in developed countries wood covers almost all <strong>th</strong>e raw material requirements,<br />
<strong>th</strong>e developing countries which use non-wood products as raw material must have <strong>th</strong>eir own<br />
research and development f<strong>ac</strong>ilities to develop environmentally sound technologies. As a serious<br />
water polluting industry, its future expansion in <strong>th</strong>is region should be well planned to abate pollution<br />
load on <strong>th</strong>e environment. As seen earlier, <strong>th</strong>e pollution abatement measures in <strong>th</strong>ese countries are in<br />
<strong>th</strong>eir infancy. So as a first step, records should be maintained about pollution loads and water<br />
consumption.
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry47<br />
Table 5.5 Potential for energy conservation #<br />
Energy Conservation Measures China India Philippines Sri<br />
Lanka<br />
Short Term Measures<br />
- Management pr<strong>ac</strong>tices<br />
- Boiler efficiency improvement<br />
- Insulation improvement<br />
- Power f<strong>ac</strong>tor improvement<br />
Medium Term Measures<br />
- Chemical recovery<br />
- Condensate recovery<br />
- Cogeneration<br />
- Me<strong>th</strong>anogenesis<br />
- Conversion <strong>of</strong> batch to continuous digesters<br />
- Mechanical vapor compression <strong>of</strong> bl<strong>ac</strong>k<br />
liquor<br />
- V<strong>ac</strong>uum pump installation<br />
- Installation <strong>of</strong> efficient press<br />
- Heat pump hot water system<br />
- Flash steam recovery in dryers<br />
- Process automation<br />
Long Term Measures<br />
- Interconnected f<strong>ac</strong>tories (wi<strong>th</strong> sugar mills)<br />
- Excess power generation<br />
- Adaptation <strong>of</strong> new pulping processes<br />
- Computerization<br />
**<br />
**** 1<br />
***<br />
***<br />
*** 3<br />
***<br />
*** 5<br />
****<br />
****<br />
****<br />
****<br />
**** 7<br />
****<br />
****<br />
****<br />
***<br />
****<br />
****<br />
****<br />
****<br />
*** 2<br />
****<br />
****<br />
**** 4<br />
****<br />
**** 6<br />
****<br />
****<br />
****<br />
****<br />
**** 8<br />
****<br />
****<br />
*** 9<br />
****<br />
****<br />
****<br />
****<br />
****<br />
***<br />
****<br />
***<br />
***<br />
****<br />
****<br />
****<br />
***<br />
***<br />
****<br />
****<br />
****<br />
****<br />
****<br />
**<br />
****<br />
***<br />
****<br />
# For e<strong>ac</strong>h energy conservation measure, <strong>th</strong>e relative scope <strong>of</strong> application is shown by <strong>th</strong>e number <strong>of</strong><br />
asterisks. For instance, <strong>th</strong>e measure <strong>of</strong> connecting wi<strong>th</strong> sugar mills has a higher scope in India, where <strong>th</strong>e<br />
share <strong>of</strong> bagasse-pulp is significant, <strong>th</strong>an in China where straw-pulp is more important.<br />
****<br />
***<br />
***<br />
***<br />
***<br />
***<br />
***<br />
****<br />
***<br />
***<br />
****<br />
****<br />
****<br />
****<br />
****<br />
-<br />
****<br />
***<br />
****<br />
1 Most <strong>of</strong> <strong>th</strong>e Chinese mills have boiler efficiencies below 60%<br />
2 Boiler efficiency in small mills is 50-60%, however, most <strong>of</strong> <strong>th</strong>e medium and large mills<br />
employ fluidized boilers wi<strong>th</strong> an efficiency <strong>of</strong> 70-80%<br />
3 Alkali recovery rate in China was 36.66% <strong>of</strong> total consumption in 1988<br />
4 Nearly all agro-based paper mills have no chemical recovery system<br />
5 Almost all mills have cogeneration systems but <strong>th</strong>ey could meet only 10.5% <strong>of</strong> electricity<br />
demand<br />
6 Only 40% <strong>of</strong> Indian large mills have cogeneration f<strong>ac</strong>ilities<br />
7 Dryness <strong>of</strong> wet paper from paper m<strong>ac</strong>hine is about 30% in China<br />
8 Dryness <strong>of</strong> wet paper from paper m<strong>ac</strong>hine is 35-38% (50% in developed countries)<br />
9 About 25% <strong>of</strong> Indian mills have installed electronic automation systems
48 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
The source reduction and waste minimization measures ra<strong>th</strong>er <strong>th</strong>an end <strong>of</strong> pipe treatment not only<br />
lead to cost saving in waste treatment but also save <strong>th</strong>e depleting natural resources. Recovering and<br />
recycling <strong>of</strong> fibers seems to be <strong>th</strong>e most promising <strong>of</strong> all <strong>th</strong>e measures. Larger <strong>th</strong>e mill, lesser is <strong>th</strong>e<br />
specific treatment cost, bo<strong>th</strong> in terms <strong>of</strong> capital as well as operation and maintenance costs. But due<br />
to <strong>th</strong>e nature <strong>of</strong> <strong>th</strong>e industry and availability <strong>of</strong> raw materials, it is difficult to control <strong>th</strong>e grow<strong>th</strong> <strong>of</strong><br />
<strong>th</strong>e small scale industries in <strong>th</strong>is region. Therefore, <strong>th</strong>e optimum level <strong>of</strong> mill cap<strong>ac</strong>ity should be<br />
estimated on <strong>th</strong>e basis <strong>of</strong> various considerations to plan <strong>th</strong>e future expansion <strong>of</strong> <strong>th</strong>e industry.<br />
The potentials for major pollution abatement options based on <strong>th</strong>e available technologies are<br />
summarized in <strong>th</strong>e Table 5.6.<br />
Table 5.6 Potentials for pollution abatement measures #<br />
Pollution Abatement Measures China India Philippines Sri Lanka<br />
Short Term Measures<br />
- Management pr<strong>ac</strong>tices<br />
- Good house keeping<br />
- Operating at optimized parameters<br />
- <strong>Full</strong> cap<strong>ac</strong>ity utilization<br />
- Prevention <strong>of</strong> leakage, spills, overflows et.<br />
- Resource recovery and recycling<br />
- Improving water recycle utilization ratio (e.g. white<br />
water recycling for washing <strong>of</strong> pulp)<br />
- Implementation <strong>of</strong> environmental regulations<br />
strictly<br />
Medium Term Measures<br />
- Improved chemical recovery<br />
- Substitution for Chlorine wi<strong>th</strong> ozone, oxygen and<br />
hydrogen peroxide in ble<strong>ac</strong>hing<br />
- Increased rate <strong>of</strong> waste paper utilization<br />
- Removal <strong>of</strong> silica before evaporation process (for<br />
rice straw)<br />
- Efficient air pollution control equipment<br />
- Advance wastewater treatment<br />
Long Term Measures<br />
- Prohibiting new small scale mill development<br />
wherever possible<br />
- Process monitoring and control by expert system<br />
***<br />
***<br />
***<br />
***<br />
***<br />
***<br />
****<br />
***<br />
***<br />
***<br />
****<br />
****<br />
****<br />
****<br />
****<br />
***<br />
***<br />
***<br />
***<br />
***<br />
****<br />
***<br />
***<br />
***<br />
****<br />
****<br />
***<br />
****<br />
****<br />
***<br />
***<br />
***<br />
***<br />
***<br />
****<br />
***<br />
*****<br />
**** **** **** ****<br />
#<br />
For e<strong>ac</strong>h pollution abatement measure, <strong>th</strong>e relative scope <strong>of</strong> application is shown by number <strong>of</strong><br />
asterisks as in Table 5.5.<br />
****<br />
****<br />
****<br />
***<br />
***<br />
****<br />
****<br />
***<br />
****<br />
***<br />
***<br />
***<br />
***<br />
***<br />
****<br />
***<br />
****<br />
****<br />
***<br />
****<br />
****<br />
****<br />
***
Cross Country Comparison <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry49<br />
5.7 Conclusion<br />
The energy saving potential in <strong>th</strong>e pulp and paper industry for <strong>th</strong>e European Community as a whole<br />
was estimated as 20-30% <strong>of</strong> <strong>th</strong>e current energy consumed. Therefore, <strong>th</strong>e potential <strong>of</strong> energy saving<br />
in <strong>th</strong>e developing countries where outdated technologies dominate, could be substantially higher.<br />
Since <strong>th</strong>e industry generates waste materials which can be used as fuel, self-power generation in<br />
cogeneration mode could be one <strong>of</strong> <strong>th</strong>e most promising measures to improve <strong>th</strong>e overall energy<br />
efficiency <strong>of</strong> <strong>th</strong>e industry. Major energy savings could also <strong>ac</strong>crue from <strong>th</strong>e application <strong>of</strong> <strong>th</strong>ermal<br />
upgrading systems.<br />
The pulp and paper industry is a favorable candidate for excess power generation and supply to <strong>th</strong>e<br />
grid. Therefore, encouragement from <strong>th</strong>e governmental institutions by means <strong>of</strong> regulations and<br />
incentives would not only improve <strong>th</strong>e energy efficiency <strong>of</strong> <strong>th</strong>e industry but also be economically<br />
beneficial to <strong>th</strong>e country. To <strong>ac</strong>hieve better energy efficiency in <strong>th</strong>e pulp and paper industry, <strong>th</strong>e type<br />
<strong>of</strong> useful support <strong>th</strong>e government institutions can extend are setting target for dissemination <strong>of</strong> e<strong>ac</strong>h<br />
promising energy efficient technology, spreading knowledge about new technologies, organizing<br />
energy conferences and workshops, and encouraging research and development <strong>ac</strong>tivities.<br />
Energy efficient and environmentally sound pulping processes have been mainly developed for<br />
wood pulp which currently <strong>ac</strong>counts for 90% <strong>of</strong> <strong>th</strong>e world’s pulp. Therefore, for countries like<br />
China and India where non-wood pulps dominate, it is necessary to carry out research work on<br />
energy efficient and environmentally sound pulping for non-wood materials. For countries where<br />
limited or no energy conservation measures have been undertaken, installation <strong>of</strong> measuring<br />
equipment in <strong>th</strong>e processes and data <strong>ac</strong>quisition could help to plan and take <strong>ac</strong>tions in improving<br />
energy efficiency and reducing pollution from <strong>th</strong>e industry.<br />
As <strong>th</strong>is industry is an important water polluter, serious consideration should be given to recycle and<br />
reuse <strong>th</strong>e water wi<strong>th</strong>in <strong>th</strong>e plant as much as possible. Due to <strong>th</strong>e chemical content <strong>of</strong> pulp washing<br />
water, it is toxic for aquatic lives; <strong>th</strong>erefore improved chemical recovery me<strong>th</strong>ods should be<br />
pr<strong>ac</strong>ticed to recover as much chemicals as possible, which does not only reduce <strong>th</strong>e pollution load<br />
but also <strong>th</strong>e amount <strong>of</strong> chemical required for <strong>th</strong>e process. Burning fuels for power generation and in<br />
<strong>th</strong>e boilers is a source <strong>of</strong> air pollution. Any measure taken for energy efficiency improvement<br />
ultimately leads to reduction in air pollution loads.
50 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
6. PROFILE OF THE PULP AND PAPER INDUSTRY IN SELECTED ASIAN<br />
COUNTRIES<br />
This section evaluates <strong>th</strong>e current status and technological trajectory <strong>of</strong> <strong>th</strong>e pulp and paper industry<br />
in four <strong>Asian</strong> countries, namely China, India, <strong>th</strong>e Philippines and Sri Lanka.<br />
6.1 COUNTRY REPORT: CHINA<br />
6.1.1 Introduction<br />
The pulp and paper industry is one <strong>of</strong> <strong>th</strong>e most energy-intensive and polluting industries in China.<br />
In 1993, it <strong>ac</strong>counted for 9.8% <strong>of</strong> <strong>th</strong>e total industrial waste water discharge and 38.2% <strong>of</strong> <strong>th</strong>e total<br />
BOD discharge from <strong>th</strong>e industrial sector. Serious environmental pollution becomes increasingly<br />
un<strong>ac</strong>ceptable as it harms <strong>th</strong>e heal<strong>th</strong> <strong>of</strong> local residents and destroys <strong>th</strong>e local ecology. The Chinese<br />
government has been trying to tighten environmental regulations in order to reduce <strong>th</strong>e pollution<br />
level from paper mills. Implementation <strong>of</strong> <strong>th</strong>ese regulations, however, has encountered numerous<br />
difficulties due to <strong>th</strong>e complexities <strong>of</strong> <strong>th</strong>e industry.<br />
Low energy efficiency and high environmental pollution from <strong>th</strong>e pulp and paper industry are not<br />
only caused by <strong>th</strong>e b<strong>ac</strong>kwardness <strong>of</strong> technological f<strong>ac</strong>ilities, <strong>th</strong>ey are also consequences <strong>of</strong> <strong>th</strong>e<br />
industry’s organization in terms <strong>of</strong> plant distribution and ownership. Problems in <strong>th</strong>e industry<br />
should <strong>th</strong>erefore by analyzed in a systematic manner to take into consideration various inter<strong>ac</strong>tive<br />
f<strong>ac</strong>tors <strong>th</strong>at determine energy efficiency and environmental pollution.<br />
The objective <strong>of</strong> <strong>th</strong>is section is to find out <strong>th</strong>e determining f<strong>ac</strong>tors and major causes <strong>of</strong><br />
environmental pollution in <strong>th</strong>e pulp and paper industry. In what follows, an analysis <strong>of</strong> <strong>th</strong>e<br />
evolution <strong>of</strong> energy efficiency and environmental pollution in relation to its technological evolution<br />
is presented. Firstly, <strong>th</strong>e technological trajectory <strong>of</strong> <strong>th</strong>e pulp and paper industry is laid out, and<br />
secondly, an analysis <strong>of</strong> <strong>th</strong>e evolution <strong>of</strong> energy efficiency and assessment <strong>of</strong> <strong>th</strong>e environmental<br />
externalities is done. Then <strong>th</strong>e potential for energy efficiency improvement and pollution<br />
abatement <strong>th</strong>rough technological changes is analyzed. Finally, <strong>th</strong>e status <strong>of</strong> <strong>th</strong>e application <strong>of</strong> new<br />
technologies is presented and some recommendations for fur<strong>th</strong>er studies are proposed.<br />
6.1.1.1 Evolution <strong>of</strong> China’s pulp and paper industry<br />
It is well known <strong>th</strong>at <strong>th</strong>e ancient paper making technology was one <strong>of</strong> <strong>th</strong>e four famous ancient<br />
inventions <strong>of</strong> China. It is also <strong>ac</strong>knowledged <strong>th</strong>at China's ancient paper making technology had<br />
played a great role in <strong>th</strong>e global paper making industry, and in <strong>th</strong>e progress and dissemination <strong>of</strong><br />
human science and culture <strong>ac</strong>ross countries in <strong>th</strong>e history <strong>of</strong> human development.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 51<br />
The sole process used in <strong>th</strong>e pulp and paper mills in China, however, was <strong>th</strong>e simple manual<br />
operation me<strong>th</strong>od. Not until 1884, when Shanghai Huazhang Paper Mill was put into operation in<br />
East China, was <strong>th</strong>e m<strong>ac</strong>hine-made paper production technology introduced. The technology was<br />
invented in Europe in <strong>th</strong>e year 1799. The country’s pulp and paper industry developed slowly due<br />
to various internal as well as external reasons. By 1949, <strong>th</strong>e national m<strong>ac</strong>hine-made paper and<br />
paperboard production was only 108 <strong>th</strong>ousand tons compared to <strong>th</strong>e manual production <strong>of</strong> 120<br />
<strong>th</strong>ousand tons.<br />
Generally, <strong>th</strong>e features <strong>of</strong> Old China's paper making industry can be summarized as follows:<br />
- From <strong>th</strong>e point <strong>of</strong> view <strong>of</strong> paper making, manually operated paper production<br />
<strong>ac</strong>counted for two <strong>th</strong>irds, while m<strong>ac</strong>hine-made paper production <strong>ac</strong>counted for only<br />
one-<strong>th</strong>ird <strong>of</strong> <strong>th</strong>e total paper output.<br />
- From <strong>th</strong>e point <strong>of</strong> view <strong>of</strong> paper consumption, domestic mechanical paper production<br />
met just less <strong>th</strong>an one <strong>th</strong>ird <strong>of</strong> <strong>th</strong>e national demand. The rest was met by imports.<br />
- As for <strong>th</strong>e local distribution <strong>of</strong> <strong>th</strong>e industry <strong>ac</strong>ross China, mechanized paper making<br />
plants were found mainly in a few coastal provinces, while manually operated paper<br />
making mills were located mainly in several sou<strong>th</strong>ern provinces abundant in bamboo<br />
resources.<br />
- As far as mechanical paper making technology is concerned, most key m<strong>ac</strong>hine<br />
components needed for <strong>th</strong>e industry were imported from abroad because <strong>of</strong> <strong>th</strong>e severe<br />
l<strong>ac</strong>k <strong>of</strong> industrial infrastructure.<br />
6.1.1.2 Major <strong>ac</strong>hievements in China’s pulp and paper industry<br />
Since P.R. China was founded in 1949, a drastic change has occurred in its booming pulp and<br />
paper industry. By <strong>th</strong>e year 1992, China's pulp production, paper & paperboard production and<br />
national paper & paperboard consumption ranked <strong>th</strong>ird in <strong>th</strong>e world, after USA and Japan.<br />
China's current pulp and paper industry has developed since 1952, when its total mechanical paper<br />
& paperboard output was only 372,000 tons, to 17.25 million tons by <strong>th</strong>e year 1992 wi<strong>th</strong> a<br />
consistent annual grow<strong>th</strong> rate <strong>of</strong> 10%. Particularly during <strong>th</strong>e last decade, <strong>th</strong>e average grow<strong>th</strong> <strong>of</strong><br />
paper & paperboard production re<strong>ac</strong>hed 14%, a high value in <strong>th</strong>e history <strong>of</strong> world paper industry.<br />
Its gross output in 1993 re<strong>ac</strong>hed 61.12 billion Yuan, or 1.54% <strong>of</strong> <strong>th</strong>e total industry gross output<br />
value. Its net output <strong>of</strong> 15.1 billion Yuan <strong>ac</strong>counted for 1.18% <strong>of</strong> <strong>th</strong>e national industry value.<br />
Table 6.1.1 shows <strong>th</strong>e contribution <strong>of</strong> China's pulp, paper & paperboard production to <strong>th</strong>e world<br />
total. Table 6.1.2 gives <strong>th</strong>e situation <strong>of</strong> paper production and consumption in <strong>th</strong>e world and in <strong>th</strong>e<br />
country as well.
52 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.1.1 Status <strong>of</strong> China's mechanical pulp, paper & paperboard productions<br />
Year 1985 1986 1987 1988 1989 1990<br />
Share <strong>of</strong> pulp production in <strong>th</strong>e<br />
world output, %<br />
4.5 4.5 4.8 5.2 5.68 5.91<br />
Ranked position worldwide 7 7 7 7 6 5<br />
Share <strong>of</strong> <strong>th</strong>e world paper &<br />
paperboard production, %<br />
4.7 4.9 5.3 5.6 5.70 5.75<br />
Ranked position worldwide<br />
Sources: [1,2,3,10]<br />
6 5 4 4 4 4<br />
Table 6.1.2 Global paper industry production and consumption in 1990<br />
Item Number <strong>of</strong><br />
F<strong>ac</strong>tories<br />
Production<br />
cap<strong>ac</strong>ity<br />
(10 3 ton)<br />
Per capita<br />
consumption<br />
(kg)<br />
Superficial<br />
consumption<br />
(10 3 ton)<br />
Production<br />
(10 3 ton)<br />
(1) (2) (1) (2) (1) (2) (1) (2)<br />
China 250* 176* 15500 11000 12.6 14429 9838 13719 9500<br />
World 4372 1352 266253 183503 44.8 237107 160577 238781 160649<br />
China’s share in 5.7 13 5.8 6.0 ~6.09 5.98 ~ 5.70 ~ 5.91<br />
<strong>th</strong>e world (%)<br />
Notes: (1) Paper & paperboard; (2) Pulp<br />
6.13 5.75<br />
* The f<strong>ac</strong>tories counted here refer only to <strong>th</strong>ose wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> more <strong>th</strong>an 30,000<br />
ton/year.<br />
Source: [10]<br />
Figures 6.1.1 and 6.1.2 show China's pulp, paper & paperboard production.<br />
Though a considerable <strong>ac</strong>hievement has been made in China's Pulp & Paper Industry since 1949,<br />
<strong>th</strong>ere still exists a strong impetus to boost China's pulp & paper industry to meet its immense<br />
market demand for paper consumption by more <strong>th</strong>an 1.2 billion people. It can be seen from Table<br />
6.1.2 <strong>th</strong>at <strong>th</strong>e 1990 average paper & paperboard consumption per capita in China was still only a<br />
quarter <strong>of</strong> world average level. China's paper & paperboard consumption <strong>ac</strong>counted only for 6%<br />
<strong>of</strong> <strong>th</strong>e world’s total volume, while its population <strong>ac</strong>counted for some 20% <strong>of</strong> <strong>th</strong>e global<br />
population. In 1992, net imports <strong>of</strong> paper & paperboard re<strong>ac</strong>hed 2.34 million tons, and imported<br />
commercial pulp also re<strong>ac</strong>hed 600,000 ton to fill <strong>th</strong>e gap between domestic production and<br />
demand. Self-sufficiency rate for paper demand has decreased recently in line wi<strong>th</strong> China's<br />
escalating economic development. It is predicted by o<strong>th</strong>er relevant research <strong>th</strong>at China’s economy<br />
will maintain current aggressive grow<strong>th</strong> trend in a foreseeable period. By <strong>th</strong>e turn <strong>of</strong> <strong>th</strong>e century,<br />
its grow<strong>th</strong> rate will be maintained at 7-9%. According to a synchronous grow<strong>th</strong> principle <strong>of</strong> paper<br />
& paperboard consumption wi<strong>th</strong> GDP, <strong>th</strong>e grow<strong>th</strong> rate <strong>of</strong> domestic paper demand will also be<br />
maintained at 7-9%. This means <strong>th</strong>at <strong>th</strong>e market demand for paper in 2000 will re<strong>ac</strong>h 331 million<br />
tons.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 53<br />
Production 10,000 tonne<br />
Production 10,000 tonne<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
total<br />
manual<br />
mechanical<br />
0<br />
1940 1950 1960 1970 1980 1990 2000<br />
Figure 6.1.1 Production <strong>of</strong> paper & paperboard in China since 1949<br />
1000<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
1945 1950 1955 1960 1965 1970 1975 1980 1985 1990<br />
Figure 6.1.2 M<strong>ac</strong>hine-made pulp production in China since 1949
54 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Though paper & paperboard consumption <strong>of</strong> China was at number 3 in <strong>th</strong>e world in 1992, its<br />
average consumption per capita was only 16.7 kg per person, or less <strong>th</strong>an one half <strong>of</strong> <strong>th</strong>e world<br />
average value <strong>of</strong> 45.3 kg per person. If <strong>th</strong>is indicator for China is to re<strong>ac</strong>h one half <strong>of</strong> <strong>th</strong>e world<br />
average level by 2000, a production increment <strong>of</strong> more <strong>th</strong>an 10 million tons from 1992's 17.25<br />
million tons will <strong>th</strong>en be required.<br />
Considering <strong>th</strong>erefore <strong>th</strong>e impossibility <strong>of</strong> too much dependence on imports to meet <strong>th</strong>e domestic<br />
paper market demand, China’s pulp and paper industry in <strong>th</strong>e foreseeable future calls for a fast and<br />
sustainable development.<br />
6.1.2 Technological trajectory <strong>of</strong> China’s paper industry<br />
6.1.2.1 Pulp and paper production and development<br />
In 1949, m<strong>ac</strong>hine-made paper output <strong>ac</strong>counted only for 47% <strong>of</strong> total volume. By 1985, <strong>th</strong>e share<br />
<strong>of</strong> mechanical paper to <strong>th</strong>e total output rose to 97.9%. Manually operated paper production (less<br />
<strong>th</strong>an 366,000 tons, <strong>th</strong>e peak volume in 1932) is reserved for some special kinds <strong>of</strong> traditional<br />
papers such as <strong>th</strong>e most famous Xuanzi. Figure 6.1.3 illustrates <strong>th</strong>e evolution <strong>of</strong> China's mechanical<br />
paper making capability.<br />
Production Cap<strong>ac</strong>ity million ton<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
1945 1950 1955 1960 1965 1970 1975 1980 1985 1990 1995<br />
Figure 6.1.3 Production cap<strong>ac</strong>ities <strong>of</strong> China's paper & paperboard
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 55<br />
Before 1949, <strong>th</strong>e types <strong>of</strong> mechanical papers were only several dozens, wi<strong>th</strong> some common kinds<br />
for printing, writing, p<strong>ac</strong>kaging, etc. The key reason for <strong>th</strong>is was <strong>th</strong>e severe l<strong>ac</strong>k <strong>of</strong> mechanical<br />
manuf<strong>ac</strong>turing capability. Along wi<strong>th</strong> <strong>th</strong>e rapid grow<strong>th</strong> <strong>of</strong> mechanical pulp and paper production<br />
cap<strong>ac</strong>ity, <strong>th</strong>e number <strong>of</strong> types <strong>of</strong> various paper & paperboard has also increased to a great extent.<br />
Wi<strong>th</strong>in <strong>th</strong>e first five-year planning period, for instance, newly-added types <strong>of</strong> paper re<strong>ac</strong>hed 79,<br />
including paper s<strong>ac</strong>k, condenser paper, blue print base paper, pictorial paper, fax paper, etc. By <strong>th</strong>e<br />
end <strong>of</strong> 1985, <strong>th</strong>e total number <strong>of</strong> paper & paperboard products in China increased to more <strong>th</strong>an<br />
five hundred, a number which could meet all sectoral basic demands. The types <strong>of</strong> pulp also<br />
increased simultaneously wi<strong>th</strong> <strong>th</strong>e increased demand for diverse kinds <strong>of</strong> paper products during <strong>th</strong>e<br />
same period. The share <strong>of</strong> various paper & paperboard products in China in 1992 is shown in<br />
Table 6.1.3.<br />
Table 6.1.3 Composition <strong>of</strong> types <strong>of</strong> paper and paperboard in China in 1992<br />
Type Press &<br />
printing<br />
Writing<br />
paper<br />
P<strong>ac</strong>kin<br />
g paper<br />
Industrial<br />
paper<br />
Paperboard Living<br />
&<br />
o<strong>th</strong>er<br />
Share(%) 25 10.6 11 3.0 42 8.4<br />
The quality <strong>of</strong> <strong>th</strong>e different paper & paperboard products has also been improving gradually. By<br />
1985, six products were honored as <strong>th</strong>e State Golden Quality Products, 46 products as State Silver<br />
Quality Products and o<strong>th</strong>er 176 products as Light Industry Excellent Quality Products. For<br />
example, a paper for computer use made by <strong>th</strong>e Shandong Paper Mill General, is regarded to be <strong>of</strong><br />
good quality from all major technical performance indicators, and is reckoned to catch up wi<strong>th</strong><br />
and/or exceed international levels <strong>of</strong> paper <strong>of</strong> <strong>th</strong>e same kind. Ano<strong>th</strong>er example is <strong>th</strong>e Chinesemade<br />
toilet papers which held a 90% share <strong>of</strong> <strong>th</strong>e market in <strong>th</strong>e Hong Kong area in 1986.<br />
The much increased number <strong>of</strong> product types as well as <strong>th</strong>e much improved quality <strong>of</strong> paper<br />
product embody <strong>th</strong>e rise <strong>of</strong> <strong>th</strong>e technical level in <strong>th</strong>e Chinese paper industry.<br />
6.1.2.2 Development <strong>of</strong> pulp & paper enterprises<br />
In <strong>th</strong>e context <strong>of</strong> China, pulp and paper mills can be classified into <strong>th</strong>ree categories in terms <strong>of</strong><br />
<strong>th</strong>eir cap<strong>ac</strong>ity <strong>of</strong> production: large mills wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> more <strong>th</strong>an 30,000 tons/year; medium<br />
size mills wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 10,000 to 30,000 tons/year; and small mills wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> less <strong>th</strong>en<br />
10,000 tons/year.<br />
In 1949, <strong>th</strong>ere were only little more <strong>th</strong>an 100 mills <strong>ac</strong>ross <strong>th</strong>e country. By <strong>th</strong>e end <strong>of</strong> 1992,<br />
however, <strong>th</strong>e number <strong>of</strong> paper mills increased to more <strong>th</strong>an 9,000 [13]. From Chinese statistics<br />
[11], <strong>th</strong>e number <strong>of</strong> total enterprises was 11,940. The production <strong>of</strong> <strong>th</strong>e biggest scale paper mill<br />
increased from 30,000 to more <strong>th</strong>an 150,000 tons/year. Among <strong>th</strong>em, 1665 paper mills belonged<br />
to <strong>th</strong>e China Light Industry Commission (CLIC, i.e., <strong>th</strong>e former Light Industry Ministry <strong>of</strong> China)
56 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
wi<strong>th</strong> an average enterprise scale <strong>of</strong> around 4700 tons/year. The o<strong>th</strong>er mills belonged to <strong>th</strong>e<br />
agriculture, forest or rural township systems wi<strong>th</strong> an average enterprise scale <strong>of</strong> only 1842<br />
tons/year. Thus, <strong>th</strong>e national average paper mill cap<strong>ac</strong>ity was only about 2500 tons/year. In<br />
comparison, <strong>th</strong>e average pulp mill cap<strong>ac</strong>ity in some industrialized countries is 170,000 tons/year,<br />
wi<strong>th</strong> <strong>th</strong>e average output being 61 <strong>th</strong>ousand tons per unit paper and paperboard mill. The large<br />
number <strong>of</strong> dispersed paper making enterprises wi<strong>th</strong> smaller cap<strong>ac</strong>ities is considered to be <strong>th</strong>e main<br />
reason for bad scale-benefit, low management level, lagging behind technical level as well as severe<br />
environmental pollution.<br />
In most cases, China’s paper enterprises are integrated pulp and paper mills, while <strong>th</strong>ose which<br />
solely produce commercial pulp number a few. Only a minority <strong>of</strong> paper mills located in urban<br />
areas use commercial pulp or waste paper for production.<br />
88%<br />
large scale medium scale<br />
small scale<br />
2%<br />
10%<br />
57%<br />
28%<br />
large scale medium scale small scale<br />
Figure 6.1.4 Composition <strong>of</strong> paper mills and <strong>th</strong>eir contribution to <strong>th</strong>e total production<br />
Not all paper enterprises belong to <strong>th</strong>e China Light Industry Commission (CLIC) or <strong>th</strong>e<br />
pr<strong>of</strong>essional management ministry for light industrial products such as paper, sugar, glass, wine,<br />
etc. The agricultural sector (including rural township and reclamation systems), forest sector and<br />
military systems have <strong>th</strong>eir own paper mills. In township paper mills, <strong>th</strong>e dominant process is<br />
ei<strong>th</strong>er <strong>th</strong>e lime-based yellow strawboard production or p<strong>ac</strong>kaging-paper production by recovery <strong>of</strong><br />
waste paper. Most mills belonging to <strong>th</strong>e forest system mainly use timber materials to produce<br />
unble<strong>ac</strong>hed pulp and/or paperboard. Those belonging to <strong>th</strong>e agricultural reclamation and military<br />
systems are usually straw-based integrated mills. This complex mix creates a barrier for <strong>th</strong>e<br />
pr<strong>of</strong>essional management <strong>of</strong> <strong>th</strong>e pulp and paper industry.<br />
15%
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 57<br />
6.1.2.3 Technological progress in China’s pulp and paper industry<br />
a. Technological events<br />
In <strong>th</strong>e course <strong>of</strong> <strong>th</strong>e paper industry’s technological development, two aspects were equally focused<br />
and combined. One, it deeply depended on domestic R&D capability and diffusion <strong>of</strong> domestic<br />
advanced experiences and technologies. Second, much efforts were pl<strong>ac</strong>ed on introducing foreign<br />
advanced technologies and equipment as well as learning and digesting internationally advanced<br />
expertise. Some important milestones in <strong>th</strong>e progress <strong>of</strong> <strong>th</strong>e paper making technology in China can<br />
be briefly depicted as follows:<br />
- During <strong>th</strong>e 1950s, a series <strong>of</strong> Fourdrinier paper m<strong>ac</strong>hines and auxiliary f<strong>ac</strong>ilities, e<strong>ac</strong>h<br />
wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 50 tons/day, were designed and manuf<strong>ac</strong>tured by domestic R&D<br />
experts for some key expansion projects.<br />
- In 1957, <strong>th</strong>e first ejection furn<strong>ac</strong>e made in China for alkali recovery was installed in<br />
Jiamusi Paper Mill.<br />
- In <strong>th</strong>e meantime, some large cap<strong>ac</strong>ity paper making m<strong>ac</strong>hines <strong>of</strong> 100, 150, or 200<br />
tons/day cap<strong>ac</strong>ity were imported. Log-milling m<strong>ac</strong>hines <strong>of</strong> international standards were<br />
also imported.<br />
- Around 1970, some key imported foreign equipment included continuous digester <strong>of</strong><br />
straw pulp, pressurized pulp ble<strong>ac</strong>hing m<strong>ac</strong>hines, ejection furn<strong>ac</strong>es for alkali recovery,<br />
150 tons/day heat wood-chip milling m<strong>ac</strong>hines, etc.<br />
- Some domestically developed technologies, such as on-line moisture control system,<br />
paper fold-pressing technology & mill pulp making were popularized in national paper<br />
mills.<br />
- Alkali recovery capability from pulp making bl<strong>ac</strong>k liquor increased from a trifle in 1957<br />
to 362,200 ton/year in 1988 or 36.66% <strong>of</strong> <strong>th</strong>e total alkali consumption for <strong>th</strong>e year. In<br />
Qingzhou Paper Mill, Nanping Paper Mill and Jiamusi Paper Mill, production-needed<br />
alkali can approximately be provided by <strong>th</strong>eir alkali recovery systems. Electrostatic<br />
precipitators were also disseminated to large and medium size paper mills, which proved<br />
beneficial bo<strong>th</strong> for alkali recovery and for dust prevention. Figure 6.1.5 illustrates <strong>th</strong>e<br />
grow<strong>th</strong> curve <strong>of</strong> alkali recovery from 1979.<br />
- The capability <strong>of</strong> integrated exploitation <strong>of</strong> sulfite pulp wastewater for production <strong>of</strong><br />
some by-products was also boosted
58 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- Since 1968, <strong>th</strong>e new process <strong>of</strong> utilizing ammonium bisulfite straw pulp has been<br />
popularized in many small paper mills in Shandong, Sichuan and o<strong>th</strong>er provinces. Using<br />
<strong>th</strong>is process, wastewater can be directly used for farm irrigation.<br />
- Since 1978, new systems for loop or cycle utilization <strong>of</strong> clean water in paper mills were<br />
created, e.g. tilt-plate precipitating me<strong>th</strong>od in Tianjing Paper Mill, tilt-tube precipitating<br />
me<strong>th</strong>od in Shanghai Vanguard Paper Mill, and air buoyancy me<strong>th</strong>od in Suzhou Huashen<br />
Paper Mill.<br />
1000 ton<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
Cap<strong>ac</strong>ity<br />
Production<br />
0<br />
1979 1980 1982 1984 1986 1988<br />
Year<br />
Figure 6.1.5 Grow<strong>th</strong> curves <strong>of</strong> alkali recovery from 1979 to 1988<br />
b. Technological advances wi<strong>th</strong> imported foreign technologies, f<strong>ac</strong>ilities and equipment<br />
Since <strong>th</strong>e early 1980s, <strong>th</strong>e scale <strong>of</strong> technology import has been increasing step by step so as to<br />
narrow <strong>th</strong>e technical gap between <strong>th</strong>e paper industry <strong>of</strong> China and <strong>th</strong>e developed countries. From<br />
1980 to 1988, about US$ 300 million had been spent to update <strong>th</strong>e pulp and papermaking<br />
technologies and equipment in <strong>th</strong>e country. It is also estimated <strong>th</strong>at more <strong>th</strong>an US$ 1 billion had<br />
been spent for importing technologies and equipment from 1989 to 1995. The technology<br />
processes adopted toge<strong>th</strong>er wi<strong>th</strong> <strong>th</strong>e import <strong>of</strong> equipment are listed below:<br />
- Technological transformation, upgrading and/or overhauling in some state-owned key<br />
enterprises: 150 t/d paper m<strong>ac</strong>hine transformation at <strong>th</strong>e Qinzhou Paper Mill, combined<br />
wi<strong>th</strong> <strong>th</strong>e installation <strong>of</strong> advanced equipment from Beloit Corp. (<strong>th</strong>e project proved to be<br />
very successful and brought about 50% increment in production cap<strong>ac</strong>ity, better quality<br />
<strong>of</strong> paper s<strong>ac</strong>k product and new type <strong>of</strong> elastic paper s<strong>ac</strong>k); 200 t/d paper m<strong>ac</strong>hine<br />
transformation at <strong>th</strong>e Jiamusi Paper Mill; 100 t/d paper m<strong>ac</strong>hine transformations at <strong>th</strong>e
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 59<br />
Yueyang and Liujiang Paper Mills; and Nanpin No. 1 paper m<strong>ac</strong>hine transformations<br />
which was a typical case <strong>of</strong> optimum adoption <strong>of</strong> imported equipment to match wi<strong>th</strong> <strong>th</strong>e<br />
local situation.<br />
- Installation <strong>of</strong> new and advanced technology and equipment, including exhausted heat<br />
recovery equipment from Sweden for a 150 t/d TMP production line at Jilin Pulp &<br />
Paper Mill, enabling it to produce CTMP and make newsprint paper; 60 t/d<br />
sulf<strong>of</strong>ication CMP line imported from Finland at <strong>th</strong>e Shiyan Pulp and Paper Mill;<br />
horizontal continuous digesters <strong>of</strong> Sunds Defibration Corp. <strong>of</strong> Sweden installed at<br />
Jiaozuo, Dezhou, Fuzhou and Jihe, etc.; <strong>th</strong>e first set <strong>of</strong> Swedish Kamyr’s Vertical<br />
Continuous Digester installed at Yibin Paper Mill; plank-style membrane vaporizer and<br />
concentrator from Finland Ahlstrom Corp. installed at <strong>th</strong>e Jiamusi and Liujiang paper<br />
mills; white silt kiln imported from <strong>th</strong>e same corporation for Jilin Paper Mill; horizontal<br />
belt-style v<strong>ac</strong>uum washer for spent sulfite liquor (so-called red liquor) from English<br />
Bl<strong>ac</strong>k Clawson Corp. installed at Kaisan Pulp Mill and Guangzhou Paper Mill; de-inking<br />
equipment <strong>of</strong> <strong>th</strong>e same corporation at Beijing’s No. 1 Paper Mill; nearly 50 sets <strong>of</strong><br />
constant moisture-control systems for paper making from Measurex Corp. and Accupay<br />
Corp. <strong>of</strong> USA and Lippka Corp. <strong>of</strong> Germany, etc., which can stabilize paper moisture<br />
and paper mass; coated paper m<strong>ac</strong>hine and coating material process line imported from<br />
France and Germany at Shanghai Jiangnan Pulp & Paper Mill. Besides <strong>th</strong>e abovementioned<br />
state-<strong>of</strong>-art technological equipment from <strong>th</strong>e industrialized countries, a<br />
number <strong>of</strong> second-hand paper m<strong>ac</strong>hines and paperboard m<strong>ac</strong>hines were also purchased<br />
at costs <strong>of</strong> about one fif<strong>th</strong> to one ten<strong>th</strong> <strong>th</strong>at <strong>of</strong> <strong>th</strong>e brand-new ones.<br />
c. Recent developments in <strong>th</strong>e domestic production process and equipment<br />
Some dominant home-developed technological advances since 1990 include:<br />
- Large-size alkali recovery furn<strong>ac</strong>es wi<strong>th</strong> cap<strong>ac</strong>ities <strong>of</strong> 200 and 300 t/d have been built at<br />
Jiamusi and Jilin paper mills, respectively. Fur<strong>th</strong>ermore, a set <strong>of</strong> alkali recovery furn<strong>ac</strong>e<br />
wi<strong>th</strong> <strong>th</strong>e biggest pulp-dealing cap<strong>ac</strong>ity <strong>of</strong> 1000 t/d was exported to Indonesia.<br />
- Small-size whole system equipment <strong>of</strong> 30 t/d CTMP cap<strong>ac</strong>ity has been successfully<br />
manuf<strong>ac</strong>tured in Shanghai and put into operation in Fujian Province.<br />
- Several sets <strong>of</strong> locally made horizontal-tube continuous digester <strong>of</strong> 50 t/d straw pulp<br />
making cap<strong>ac</strong>ity have been made and put into operation in China, after importing and<br />
adapting relative technologies from Swedish Sunds Corp.<br />
- New jam-pro<strong>of</strong> energy-saving pump for pulp transport was designed successfully wi<strong>th</strong> an<br />
energy conservation benefit <strong>of</strong> 20% compared to conventional pumps. These pumps
60 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
were installed at a dozen paper mills, proving additional comp<strong>ac</strong>t, low-noise and little<br />
oscillation features.<br />
- Locally made new v<strong>ac</strong>uum pulp washers wi<strong>th</strong> 35 m 2 area were used at some newly built<br />
paper projects.<br />
- As an advancement in <strong>th</strong>e bl<strong>ac</strong>k liquor vaporization system, a whole set <strong>of</strong> plate-style<br />
membrane vaporizer systems (wi<strong>th</strong> 50% higher efficiency <strong>th</strong>an <strong>th</strong>e old ones and bigger<br />
load) have been commissioned at <strong>th</strong>e Qinzhou Pulp & Paper Mill.<br />
- Small-size domestic-made waste paper disposing and de-inking systems have been put<br />
into operation at Xingshi Paper Mill.<br />
- High intensity press and polyester dry net for repl<strong>ac</strong>ement <strong>of</strong> conventional dry canvas in<br />
<strong>th</strong>e process <strong>of</strong> papermaking.<br />
- Heat pump systems for <strong>th</strong>e paper m<strong>ac</strong>hine’s dryer section were used at Minfen Pulp &<br />
Paper Group, Tianjing Paper Mill and Qiqihar Pulp & Paper Mill. Their operations<br />
showed <strong>th</strong>at specific steam consumptions per ton <strong>of</strong> paper were reduced by 29.4%,<br />
28.3% and 36.6%, respectively. The heat pump-based technology can substitute<br />
conventional two- or <strong>th</strong>ree-stage cascade system, making full use <strong>of</strong> steam <strong>th</strong>ermal<br />
energy and available energy to remove condensate smoo<strong>th</strong>ly.<br />
During <strong>th</strong>e last four decades, China’s researchers in <strong>th</strong>e paper field have made many more<br />
<strong>ac</strong>hievements, including <strong>th</strong>e development <strong>of</strong> new types <strong>of</strong> raw materials for pulp making,<br />
development <strong>of</strong> new types <strong>of</strong> paper & paperboard, retr<strong>of</strong>itting or improvement <strong>of</strong> pulping<br />
processes, R&D for some key equipment, integrated utilization <strong>of</strong> digested wastewater,<br />
development and utilization <strong>of</strong> emulsion materials, filling materials and o<strong>th</strong>er chemical agents in<br />
<strong>th</strong>e paper producing processes, as well as some basic <strong>ac</strong>ademic researches in universities and<br />
research institutes. As for wastewater pollution abatement, eight key <strong>ac</strong>hievements have also been<br />
made concerning chemical agents recovery, sulfite pulping wastewater integrated exploitation, biochemical<br />
treatment <strong>of</strong> pulping wastewater, etc.<br />
6.1.2.4 Two prominent technological char<strong>ac</strong>teristics<br />
In <strong>th</strong>e mixes <strong>of</strong> pulp production, <strong>th</strong>ere exists an eminent char<strong>ac</strong>teristic for China's paper industry,<br />
i.e., straw-material-made pulp holds a dominant share in <strong>th</strong>e mix (grass-straw pulp 63%), while<br />
wood pulp <strong>ac</strong>counted for as low as 26% in <strong>th</strong>e mix. It is well known <strong>th</strong>at using wood as a pulping<br />
raw material is better <strong>th</strong>an using straw from <strong>th</strong>e point <strong>of</strong> view <strong>of</strong> pulp production efficiency,<br />
environmental protection, or from wood material's economical utilization. At present, wood<br />
material <strong>ac</strong>counts for more <strong>th</strong>an 90% <strong>of</strong> <strong>th</strong>e global pulp production.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 61<br />
Ano<strong>th</strong>er problem existing in China’s paper industry is <strong>th</strong>e very low level <strong>of</strong> waste paper recycling.<br />
In 1988, waste-paper pulp (including imported waste paper) <strong>ac</strong>counted for 22.5% only, while <strong>th</strong>e<br />
same indicators for Japan and European Union were 50% and 48%, respectively. A higher<br />
percentage <strong>of</strong> waste paper pulp in <strong>th</strong>e total pulp production is beneficial for resource conservation,<br />
energy savings and environmental protection.<br />
Generally, China’s pulp & paper industry has made a great technological <strong>ac</strong>hievement, <strong>th</strong>ough<br />
some problems should be solved when f<strong>ac</strong>ing <strong>th</strong>e next century.<br />
6.1.3 Evolution <strong>of</strong> energy efficiency in Chinese pulp & paper industry<br />
6.1.3.1 General situation <strong>of</strong> energy consumption<br />
The pulp & paper industry <strong>of</strong> China is <strong>th</strong>e biggest energy consuming industry among all light<br />
industries. Table 6.1.4 shows <strong>th</strong>e overall energy consumption <strong>of</strong> <strong>th</strong>e industry, while Table 6.1.5<br />
and Figure 6.1.6 show <strong>th</strong>e unit energy consumption <strong>of</strong> its major products. Table 6.1.6 shows <strong>th</strong>e<br />
unit energy consumption for 870 paper mills belonging to <strong>th</strong>e CLIC from 1985 to 1990.<br />
Table 6.1.4 Overall energy consumption by <strong>th</strong>e industry from 1985 to 1992<br />
Indicator Coal<br />
Electricity<br />
Total<br />
10,000 ton billion kWh 10,000 toe<br />
Year 1985 1990 1992 1985 1990 1992 1985 1990 1992<br />
Data<br />
Share in<br />
1251 1640 1787 8.09 11.98 13.97 847.5 1109 1240<br />
national total<br />
%<br />
Source: [11]<br />
1.53 1.55 1.57 1.96 1.92 1.84 1.69 2.13 1.74<br />
Table 6.1.5 Unit product energy consumption in <strong>th</strong>e paper industry<br />
Item Unit 1980 1985 1988 1989 1990<br />
Electricity consumption for wood KWh/to 1522 1588 1560 1566<br />
pulp<br />
n<br />
SOE consumption for total pulp toe/ton 0.419 0.406 0.445<br />
Electricity for newsprint KWh/to<br />
n<br />
556 565 568 583<br />
SOE for paper & paperboard toe/ton 0.99 0.60 0.57<br />
Integrated energy consumption toe/ton 1.257 0.910 0.805<br />
Source: [6,12], bo<strong>th</strong> SOE and oe are standard oil equivalent
62 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.1.6 Specific energy consumption <strong>of</strong> major products for 870 paper mills <strong>of</strong> CLIC<br />
Indicator Unit 1985 1988 1989 1990<br />
Integrated<br />
consumption<br />
specific energy toe/t 1.07 1.01 1.01<br />
Mechanical wood pulp kWh/t 1522 1588 1560 1566<br />
Newsprint<br />
Source: [1, 3]<br />
kWh/t 556 565 568 583<br />
Though integrated unit energy consumption has decreased in recent years, <strong>th</strong>e unit electricity<br />
consumption for mechanical wood pulp and newsprint increased on <strong>th</strong>e contrary.<br />
For <strong>th</strong>e same paper & paperboard products, specific energy consumption values <strong>of</strong> non-CLIC<br />
paper mills are generally higher <strong>th</strong>an <strong>th</strong>at <strong>of</strong> CLIC ones, except for <strong>th</strong>e township case. The reason<br />
for <strong>th</strong>e very low specific energy consumption <strong>of</strong> <strong>th</strong>e latter is <strong>th</strong>e low quality <strong>of</strong> its products and <strong>th</strong>e<br />
simple, crude equipment being employed. Table 6.1.7 gives a comparison <strong>of</strong> <strong>th</strong>e unit energy<br />
consumption <strong>of</strong> paper mills among various sectors.<br />
ton ce/ton(paper & paperboard)<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
1981 1984 1985<br />
Year<br />
1990 1992<br />
Figure 6.1.6 Integrated energy consumption <strong>of</strong> <strong>th</strong>e paper industry in China<br />
Table 6.1.7 Specific energy consumption by various owners (1990)<br />
Item National CLIC Agricultural system Forest Military<br />
total Reclamation Township system system<br />
Production, Mt 13.72 7.71 0.38 5.23 0.10 0.30<br />
Energy consumption (103 toe)<br />
Specific energy consumption<br />
11086 7330 377 2982 99 299<br />
<strong>of</strong> paper & paper board, toe/t<br />
Source: [1]<br />
0.805 0.949 0.995 0.569 0.995 0.995
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 63<br />
From 1985 to 1990, energy consumption per 10,000 Yuan gross output volume (in 1980 fixed<br />
price) <strong>of</strong> paper industry wi<strong>th</strong>in CLIC system decreased from 3.93 toe/10,000 Yuan to 3.01<br />
toe/10,000 Yuan. The energy consumption elasticity was 0.28, and <strong>th</strong>e annual average energy<br />
saving rate was 5.33% during <strong>th</strong>e period. It should be noted <strong>th</strong>at <strong>th</strong>e decrease <strong>of</strong> energy<br />
consumption cannot be fully attributed to direct energy conservation via technology or process<br />
advances. Two aspects can be highlighted for <strong>th</strong>e decrease. One is <strong>th</strong>e change in product mix and<br />
<strong>th</strong>e emergence <strong>of</strong> new high value-added paper products. The o<strong>th</strong>er is <strong>th</strong>e change in raw material<br />
mix, i.e., grow<strong>th</strong> <strong>of</strong> imported commercial pulp and waste paper as secondary fibrous raw material.<br />
These two f<strong>ac</strong>tors enable <strong>th</strong>e paper industry to augment its production and output wi<strong>th</strong>out any<br />
proportional increase in energy demand.<br />
6.1.3.2 Major endeavors for <strong>th</strong>e progress in energy efficiency<br />
From <strong>th</strong>e above tables and Figure 6.1.6, it can be seen <strong>th</strong>at <strong>th</strong>e integrated energy consumption<br />
indicator decreased by 42.7% from 1981 to 1992 wi<strong>th</strong> an average annual reduction rate <strong>of</strong> 5.2%.<br />
Therefore, much energy conservation was obtained <strong>th</strong>roughout <strong>th</strong>is period. The main causes can<br />
be attributed to <strong>th</strong>e following:<br />
- Enhancement <strong>of</strong> enterprise energy management from all aspects including setting up a<br />
national energy conservation network, holding energy management/saving training<br />
workshops, issuing rated energy consumption norms for special paper products in<br />
August 1985 (four grades for a paper product: Testing Norm, Average Advanced Norm,<br />
Domestic Pr<strong>of</strong>essional Advanced Norm and International Advanced Norm).<br />
- Retr<strong>of</strong>itting some old and low efficiency boilers, remolding a batch <strong>of</strong> oil-fired boilers<br />
into coal-fired boilers (under <strong>th</strong>e stringent oil energy supply situation) and improving<br />
technical skills <strong>of</strong> operators.<br />
- Enhancement <strong>of</strong> <strong>th</strong>ermal insulating performance <strong>of</strong> steam tubes and digester equipment.<br />
- Popularizing and disseminating some energy saving equipment such as Electric Loci<br />
V<strong>ac</strong>uum Fans, Pan mills and double-paned mills, speed-adjustable electrical fans,<br />
electricity-saving appliances, etc..<br />
- By 1991, more <strong>th</strong>an sixty large scale pulp & paper mill cogeneration plants were installed<br />
wi<strong>th</strong> a total power cap<strong>ac</strong>ity <strong>of</strong> 473 MW. Of <strong>th</strong>ese, 422 MW cap<strong>ac</strong>ity belonged to <strong>th</strong>irty<br />
key enterprises. For comparison, cogeneration cap<strong>ac</strong>ity in 1949 was only 10 MW. In<br />
1990, power generation by cogeneration plants amounted to 1.65 billion kWh. At <strong>th</strong>e<br />
same time, newly-built large and/or medium scale paper mills had <strong>th</strong>eir own<br />
cogeneration plants [5].
64 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- A number <strong>of</strong> technological transformations for paper making m<strong>ac</strong>hine parts had been<br />
implemented, including white liquor recovery, dryer condensate recovery, <strong>th</strong>ree-stage<br />
steam feed, etc..<br />
- Minicomputer-based systems had been primarily used for <strong>th</strong>e cooking process and<br />
automation control for constant moisture content <strong>of</strong> paper in <strong>th</strong>e paper making process.<br />
- Since 1980, much efforts have been made to popularize and disseminate energy-saving<br />
spray nozzles as well as white liquor circulation recovery. This has led to <strong>th</strong>e decrease in<br />
specific water consumption in <strong>th</strong>e paper making process. For example, utilization <strong>of</strong> a<br />
fan-pattern spray nozzle can bring about water savings <strong>of</strong> 18-20%. Adoption <strong>of</strong> white<br />
liquor circulating loop can enable specific water consumption to decrease from 200-300<br />
m 3 to 50 m 3 <strong>of</strong> water per ton <strong>of</strong> paper.<br />
6.1.3.3 Comparison <strong>of</strong> <strong>th</strong>e energy consumption <strong>of</strong> Chinese pulp & paper industry wi<strong>th</strong><br />
o<strong>th</strong>er countries<br />
The overall energy consumption level in China’s pulp and paper industry is much higher when<br />
compared to its foreign counterparts in spite <strong>of</strong> <strong>th</strong>e above <strong>ac</strong>hievements in energy conservation<br />
during <strong>th</strong>e last years.<br />
As for <strong>th</strong>e integrated unit energy consumption <strong>of</strong> paper & paperboard product, <strong>th</strong>e indicator in <strong>th</strong>e<br />
United States had decreased to 1.17 tce/ton <strong>of</strong> paper and paperboard (0.766 toe/t) as early as <strong>th</strong>e<br />
mid-70s[12], which means <strong>th</strong>at China's energy level lags some 20 years behind <strong>th</strong>at <strong>of</strong> <strong>th</strong>e USA.<br />
By <strong>th</strong>e end <strong>of</strong> <strong>th</strong>e 1970s, <strong>th</strong>e same indicator in industrialized countries generally went down to <strong>th</strong>e<br />
level <strong>of</strong> 1.15 - 1.22 tce/t (0.753-0.798 toe/t), which was only 64% or even less <strong>th</strong>an China's value at<br />
<strong>th</strong>e same time.[12] In 1989, integrated energy consumption for Japanese pulp & paper industry<br />
was 14.5 GJ/ton* or 0.495 tce/ton (0.324 toe/t), which was only 40% <strong>th</strong>at <strong>of</strong> China. A<br />
comparison <strong>of</strong> <strong>th</strong>e unit energy consumption <strong>of</strong> China and some developed countries, and <strong>th</strong>e<br />
world average level are shown in Figure 6.1.7 and Table 6.1.8.<br />
* 1 tce = 0.654 toe = 29.31 GJ and 1 toe = 44.76 GJ
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 65<br />
ton ce/ton(paper & paperboard)<br />
1.4<br />
1.2<br />
1<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
0<br />
Advanced in<br />
Nor<strong>th</strong>Europe<br />
Australia England<br />
newsprint Newsprint newsprit (low<br />
(low limit)<br />
limit)<br />
England<br />
newsprint<br />
(up limit)<br />
USA<br />
newsprint<br />
Japan P.R.China<br />
Figure 6.1.7 Comparison <strong>of</strong> integrated energy consumption among various countries<br />
Table 6.1.8 Domestic and international integrated product energy consumption<br />
Minimum energy<br />
consumption<br />
toe/t<br />
Maximum energy<br />
consumption toe/t<br />
Average level<br />
toe/t<br />
China 0.818 1.113 1.010<br />
World 0.330 0.779 0.556<br />
6.1.3.4 Main reasons for <strong>th</strong>e low efficiency energy situation in <strong>th</strong>e paper industry<br />
There are many complex reasons for <strong>th</strong>e low energy efficiency in China. The most prominent<br />
among <strong>th</strong>em are identified as follows.<br />
First, <strong>th</strong>ere are more <strong>th</strong>an 10,000 paper enterprises, most <strong>of</strong> which are small in size (wi<strong>th</strong> an<br />
average per enterprise scale <strong>of</strong> 2550 ton/year), owned by diverse sectors and township industries.<br />
Most <strong>of</strong> <strong>th</strong>ese small paper mills use straw as raw material wi<strong>th</strong>out any recovery <strong>of</strong> ei<strong>th</strong>er valuable<br />
chemicals or <strong>th</strong>ermal energy. Such small scale pulp and paper mills are reputed not to be adopting<br />
alkali recovery processes, cogeneration, as well as o<strong>th</strong>er high-energy, high efficiency technologies.<br />
These mills are also not easily monitored for <strong>th</strong>eir energy consumption due to <strong>th</strong>e severe l<strong>ac</strong>k <strong>of</strong><br />
technical streng<strong>th</strong>. Moreover, many entrepreneurs do not care about <strong>th</strong>eir f<strong>ac</strong>tories' energy<br />
efficiency for some complex reasons.
66 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Second, wi<strong>th</strong> regard to large size paper mills, <strong>th</strong>ere still exists a big gap between <strong>th</strong>e most energy<br />
efficient enterprises and <strong>th</strong>e lowest ones. A survey conducted in 1986 in 32 key enterprises showed<br />
<strong>th</strong>at <strong>th</strong>e average integrated energy consumption was about 1.48 tce/t (0.969 toe/t). The indicator<br />
for <strong>th</strong>e most energy efficient enterprise was 0.78, which can compete wi<strong>th</strong> internationally advanced<br />
levels, while <strong>th</strong>e same for <strong>th</strong>e lowest one was 2.6 tce/t (1.70 toe/t), or <strong>th</strong>ree times higher <strong>th</strong>an <strong>th</strong>e<br />
former.[12]<br />
Third, as mentioned above, <strong>th</strong>ere were only 60 large size paper mills wi<strong>th</strong> cogeneration power<br />
plants among <strong>th</strong>e ten <strong>th</strong>ousand paper mills nationwide in 1990. For <strong>th</strong>e total 4500 MW power<br />
cap<strong>ac</strong>ity <strong>of</strong> electric equipment in <strong>th</strong>e sector, self-generation <strong>of</strong> power could only meet 10.5% <strong>of</strong><br />
electricity demand. It has been proven <strong>th</strong>at a cogeneration plant can do <strong>th</strong>e paper mill itself much<br />
good due to its greater and stable combined <strong>th</strong>ermal and power load. Once again, <strong>th</strong>e size <strong>of</strong> small<br />
paper mills is blamed for <strong>th</strong>e non-installation <strong>of</strong> cogeneration systems. [5]<br />
Four<strong>th</strong>, perhaps <strong>th</strong>e root cause <strong>of</strong> <strong>th</strong>e problem <strong>of</strong> low energy efficiency is <strong>th</strong>e low efficiency <strong>of</strong><br />
boilers used in <strong>th</strong>e paper mills. Despite some medium-pressure boilers installed in a few large size<br />
paper enterprises wi<strong>th</strong> a <strong>th</strong>ermal efficiency <strong>of</strong> 80%, <strong>th</strong>ose installed in myriad small paper mills have<br />
efficiencies as low as 60%[4]. On <strong>th</strong>e contrary, <strong>th</strong>e efficiency for industrial boilers in developed<br />
countries is wi<strong>th</strong>in <strong>th</strong>e range <strong>of</strong> 80-85%. Often, heat loss rates <strong>of</strong> <strong>th</strong>ermal network exceed 10%.<br />
Therefore, overall <strong>th</strong>ermal efficiency for China's pulp & paper enterprises might be lower <strong>th</strong>an<br />
30%, some even less <strong>th</strong>an 25%.[4]<br />
Fif<strong>th</strong>, most <strong>of</strong> <strong>th</strong>e high calorific wastewater and o<strong>th</strong>er associated energy carriers (bark, sawdust etc.)<br />
are abandoned wi<strong>th</strong>out recovery <strong>of</strong> relevant chemicals and for energy supply. For <strong>th</strong>e time being,<br />
<strong>th</strong>ere are only <strong>th</strong>ree paper mills (Jilin Pulp & Paper Mill, Jiamusi Pulp & Paper Mill and Wufu<br />
Eastern Pulp & Paper Mill) installed wi<strong>th</strong> waste recovery boilers in which bark, sawdust and wood<br />
chips are fired. Beside <strong>th</strong>e loss <strong>of</strong> energy, <strong>th</strong>e environment is polluted. In comparison, some<br />
Western European paper mills can provide 87% <strong>of</strong> energy for <strong>th</strong>eir whole pulping process by fully<br />
exploiting waste materials such as bark and bl<strong>ac</strong>k liquor.<br />
Six<strong>th</strong>, energy consumed for <strong>th</strong>e digestion process usually <strong>ac</strong>counts for 45% <strong>of</strong> <strong>th</strong>e total pulping and<br />
paper making process. Usually, continuous digestion process can save 40% <strong>of</strong> <strong>th</strong>e amount <strong>of</strong> steam<br />
compared wi<strong>th</strong> <strong>th</strong>e intermittent digestion process, whereby much <strong>th</strong>ermal energy savings can be<br />
obtained. Unfortunately, most digestion processes in China are intermittent ones except in rare<br />
cases. At present, <strong>th</strong>e best figure for pulping process in China is about 1.6 ton steam/ton <strong>of</strong> pulp.<br />
The same indicator for foreign countries is just 0.4-0.6 ton steam/ton <strong>of</strong> pulp. Most equipment<br />
used for cooking in foreign countries are ei<strong>th</strong>er <strong>th</strong>e continuous digestion process or <strong>th</strong>e lowenergy-consuming<br />
intermittent digestion (RDH).<br />
Seven<strong>th</strong>, cylinder m<strong>ac</strong>hines for paper making in China’s paper mills <strong>ac</strong>count for only 83% <strong>of</strong> <strong>th</strong>e<br />
total number <strong>of</strong> paper m<strong>ac</strong>hines wi<strong>th</strong> speeds <strong>of</strong> lower <strong>th</strong>an 200 m/min and wid<strong>th</strong>s <strong>of</strong> 1m to 2m. In
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 67<br />
comparison, <strong>th</strong>e wid<strong>th</strong> <strong>of</strong> Fourdrinier m<strong>ac</strong>hine is generally between 5-10m, wi<strong>th</strong> m<strong>ac</strong>hine speeds <strong>of</strong><br />
800-1200 m/min.<br />
Finally, as for <strong>th</strong>e fuel mix pertaining to <strong>th</strong>e pulp & paper industry <strong>of</strong> China, coal is <strong>th</strong>e dominant<br />
fuel <strong>ac</strong>counting for 95% <strong>of</strong> <strong>th</strong>e total. Most types <strong>of</strong> coal used are <strong>of</strong> low grade.<br />
6.1.4 Environmental externalities <strong>of</strong> <strong>th</strong>e pulp & paper industry in China<br />
6.1.4.1 Liquid, gaseous and solid pollutants<br />
The pulp & paper industry is a typical pollution intensive industry among all industries. The most<br />
serious externality is <strong>th</strong>e water pollution due to <strong>th</strong>e highly concentrated organic wastewater<br />
effluents. Table 6.1.9 shows <strong>th</strong>e amount <strong>of</strong> wastewater discharged from 2282 pulp & paper mills<br />
counted in 1993. BOD (biochemical oxygen demand) discharge by <strong>th</strong>e paper mills was 2.716<br />
billion tons, <strong>ac</strong>counting for 38.2% <strong>of</strong> national BOD discharge, holding <strong>th</strong>e first position among all<br />
industries in China. If all pulp & paper mills were taken into <strong>ac</strong>count, <strong>th</strong>e total wastewater amount<br />
discharged from <strong>th</strong>e industry would have re<strong>ac</strong>hed as high as 3 billion tons in 1992, <strong>ac</strong>counting for<br />
about one eigh<strong>th</strong> <strong>of</strong> national total wastewater amount, ranking <strong>th</strong>ird after <strong>th</strong>e chemical and ferrous<br />
industries.<br />
Table 6.1.9 Wastewater discharge and treatment by Chinese paper industry in 1993 (Mt)<br />
Number <strong>of</strong> enterprise<br />
counted<br />
Total<br />
wastewater<br />
discharged<br />
Discharge<br />
d directly<br />
to inland<br />
water body<br />
Discharged<br />
directly to<br />
sea<br />
Discharge<br />
d <strong>th</strong>rough<br />
treatment<br />
plant<br />
Wastewater<br />
under State<br />
Discharge<br />
Standards<br />
2282 pulp & paper mills 2158 1713 18 21.4 314<br />
All industries 21949 NA NA 17934 12049<br />
Share <strong>of</strong> pulp & paper<br />
industry<br />
9.8% – – 1.2‰ 2.6%<br />
Besides slag (coal combustion cinders and white silt from alkali recovery), dust and ash, pungent<br />
smell and noise have also <strong>th</strong>eir environmental imp<strong>ac</strong>ts. In 1992, slag and cinder discharged by <strong>th</strong>e<br />
paper industry rose to 4.8 million tons, 296,000 tons <strong>of</strong> SO 2, 267,000 tons <strong>of</strong> soot and dust, and<br />
2.34 million tons <strong>of</strong> CO 2.<br />
Table 6.1.10 shows some gaseous emissions from <strong>th</strong>e industry. It can be found <strong>th</strong>at two-<strong>th</strong>irds <strong>of</strong><br />
<strong>th</strong>e gaseous emissions are from fuel combustion in industrial boilers, and one-<strong>th</strong>ird is from <strong>th</strong>e<br />
production processes.
68 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.1.10 Gaseous emissions by pulp & paper industry in China in 1993<br />
Indicator<br />
Total<br />
gaseous<br />
emission<br />
s billion<br />
m3 Emissions<br />
from fuel<br />
combustio<br />
n billion<br />
m3 Emissions<br />
from<br />
production<br />
process<br />
billion m3 SO2 emissions<br />
104 Soot<br />
discharged<br />
t 104 Dust<br />
discharge<br />
d<br />
t<br />
104 t<br />
Pulp & Paper<br />
industry<br />
173.1 117.1 56.0 28.177 28.7497 3.9332<br />
All industries 9342 6004 3338 1292 880 617<br />
National 10960 1795 1416<br />
From Table 6.1.11, which shows <strong>th</strong>e water pollution discharge loads in China from 1980 to 1988, it<br />
can be seen <strong>th</strong>at specific water pollution loads (including BOD and SS) decreased by 33% to 36%.<br />
The reduction stemmed from alkali recovery, integrated exploitation <strong>of</strong> digested wastewater, use <strong>of</strong><br />
recycled white water as well as fiber recovery which were popularized and used in some large and<br />
medium scale pulp & paper mills. Never<strong>th</strong>eless, total water pollution amounts escalated gradually.<br />
Table 6.1.11 Estimation <strong>of</strong> <strong>th</strong>e total amount <strong>of</strong> water pollution and discharge load[9]<br />
Year Wastewater<br />
discharged<br />
BOD SS<br />
Unit 108<br />
m3/year<br />
m3/ton<br />
paper<br />
10,000<br />
ton/year<br />
kg/ton<br />
paper<br />
10,000<br />
ton/year<br />
kg/ton<br />
paper<br />
1980 27.6 516 125.5 235 120.3 225<br />
1985 33 362 143 157 146 160<br />
1988 40 315 190 150 192 151<br />
Note: BOD – Biochemical or Biological Oxygen Demand, SS – fiber, fillings suspensions<br />
6.1.4.2 Pollution from paper mill: a case <strong>of</strong> Qiqihar pulp & paper mill<br />
Considering <strong>th</strong>e 33 key large size pulp & paper mills belonging to <strong>th</strong>e China Light Industries<br />
Commission (CLIC), not all <strong>of</strong> <strong>th</strong>em are environmentally sound. For example, Qiqihar pulp &<br />
paper mill,[7,14] famous for its newsprint paper production, <strong>ac</strong>counted for 11.5% <strong>of</strong> <strong>th</strong>e national<br />
total newsprint paper production from 1954 to 1991. In 1991, its wastewater discharge was 70344 -<br />
77446 tons/day, from which <strong>th</strong>e COD (Chemical Oxygen Demand) discharge was 40.125 - 41.029<br />
tons/day, BOD discharge was 6.836 tons/day, SS was 25.821 - 3.3821 tons/day, emitted gaseous<br />
pollutant soot and dust was 4112 tons/year, SO2 was at 1133 tons/year, total amount <strong>of</strong> solid<br />
waste was 63331 tons/year, and <strong>th</strong>e strongest noise intensity was at 110 - 136 dB(A). A more<br />
detailed pollution situation <strong>of</strong> <strong>th</strong>e paper mill is shown in Table 6.1.12-a & b and Table 6.1.13.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 69<br />
Table 6.1.12-a Status <strong>of</strong> water pollution in Qiqihar pulp & paper mill (summer)<br />
Pollution source Pollutants Unit Amount Recept<strong>ac</strong>le<br />
water effluent m 3/d 51631<br />
White liquor COD cr kg/d 30101 oxidizing<br />
outlet BOD5 kg/d 4698 pond<br />
SS kg/d 19973<br />
water effluent m 3/d 19815<br />
Bl<strong>ac</strong>k liquor CODcr kg/d 10106 oxidizing<br />
outlet BOD5 kg/d 2140 pond<br />
SS kg/d 9348<br />
water effluent m 3/d 6000<br />
Ash outlet CODcr kg/d 822 oxidizing<br />
BOD5 kg/d - pond<br />
SS kg/d 4500<br />
Table 6.1.12-b Status <strong>of</strong> water pollution in Qiqihar pulp & paper mill (winter)<br />
Pollution source Pollutants Unit Amount Recept<strong>ac</strong>le<br />
water effluent m 3/d 44529<br />
White liquor CODcr kg/d 39197 oxidizing<br />
outlet BOD5 kg/d 4698 pond<br />
SS kg/d 11973<br />
water effluent m 3/d 19815<br />
Bl<strong>ac</strong>k liquor CODcr kg/d 10106 oxidizing<br />
outlet BOD5 kg/d 2140 pond<br />
SS kg/d 9348<br />
water effluent m 3/d 6000<br />
Ash outlet CODcr kg/d 822 oxidizing<br />
BOD5 kg/d pond<br />
SS kg/d 4500<br />
Table 6.1.13 Gaseous and solid pollution by Qiqihar pulp & paper mill<br />
Pollution source Pollutants Unit Amount Recept<strong>ac</strong>le<br />
Cogeneration smoke & soot t/year 3558-1015 atmosphere<br />
Kilns TSP t/year. 555 atmosphere<br />
SO2 t/year 119<br />
Alkali recovery workshop H2S mg/m3 ~90 near <strong>th</strong>e workshop<br />
Cogeneration Slag & Ash m3/year 50000 ash storage field<br />
Wood preparing bark m3/year 54 filler or<br />
workshop residential fuel<br />
Alkali recovery white silt and t/d 32.8 to lime kiln for<br />
workshop alkaline ash lime recovery
70 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
According to <strong>th</strong>e wastewater discharging norm for pulp & paper industry (GB3544-92), its total<br />
wastewater discharged was about two times greater <strong>th</strong>an <strong>th</strong>e set quota; COD was 1.7 - 2.0 times<br />
greater and SS was 1.5 - 2.9 times greater <strong>th</strong>an <strong>th</strong>e set quota. Much reductions should be <strong>ac</strong>hieved<br />
if all <strong>th</strong>e paper mills abide by <strong>th</strong>e set regulation. [7]<br />
6.1.4.3 Major causes <strong>of</strong> <strong>th</strong>e increasing pollution<br />
Recently, pulp & paperboard production rose rapidly. This could be attributed mainly to <strong>th</strong>e high<br />
increase in production <strong>of</strong> many small size straw-based township enterprises. This change resulted<br />
in bo<strong>th</strong> average unit enterprise scale decrease and overall technical level fall, because most <strong>of</strong> <strong>th</strong>em<br />
were furnished wi<strong>th</strong> low-technical-level equipment. O<strong>th</strong>er reasons are summarized as follows:<br />
- Indifference to environmental pollution from enterprises leaders to workers.<br />
- The share <strong>of</strong> non-wood fiber raw material is too large. For <strong>th</strong>e prevailing straw pulp<br />
pollution in China, <strong>th</strong>ere are no technically mature and economically feasible clean<br />
production and/or environment-protecting technologies available.<br />
- As for <strong>th</strong>e vast capital investment demand for clean production and environmental<br />
treatment in China's various paper mills, <strong>th</strong>ere are no special and definite financial<br />
channels as yet.<br />
- No stern environmental assessment is stipulated as an indispensable prerequisite to <strong>th</strong>e<br />
plant before <strong>th</strong>e construction <strong>of</strong> many new pulp and paper mills, especially <strong>th</strong>ose in rural<br />
townships.<br />
6.1.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough<br />
technological changes<br />
From <strong>th</strong>e above analysis, it can be concluded <strong>th</strong>at <strong>th</strong>ere exists great potential for energy savings as<br />
well as environmental alleviation. The potentials identified can be summarized as follows:<br />
1. Adjustment <strong>of</strong> <strong>th</strong>e present structure <strong>of</strong> <strong>th</strong>e enterprises (scale), and development <strong>of</strong> a scaleeconomy<br />
<strong>of</strong> large cap<strong>ac</strong>ity enterprises and/or groups.<br />
There is a worldwide development trend in pulp & paper industry for <strong>th</strong>e time being: many pulp &<br />
paper mills ally toge<strong>th</strong>er to pursue stronger market competitive ability. In Japan, two leading pulp<br />
& paper companies, e<strong>ac</strong>h <strong>of</strong> which had a cap<strong>ac</strong>ity more <strong>th</strong>an 1 million tons per year have merged<br />
into a super-enterprise recently.<br />
As mentioned above, China's average size per enterprise is much lower compared to its foreign<br />
counterparts, which results in a series <strong>of</strong> problems <strong>th</strong>at encumber its energy efficiency as well as<br />
environment-friendly development. It is a common consensus among Chinese paper experts <strong>th</strong>at
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 71<br />
construction <strong>of</strong> large size paper mills installed wi<strong>th</strong> modern technological equipment is <strong>of</strong> great<br />
importance. Many township mills and o<strong>th</strong>er little enterprises should be merged into bigger ones for<br />
higher productivity, higher energy efficiency and more sound environmental compatibility.<br />
Moreover, larger scale paper mills will pave <strong>th</strong>e way for a series <strong>of</strong> subsequent measures to deal<br />
wi<strong>th</strong> existing problems.<br />
2. Changing raw material composition <strong>of</strong> China's current pulp production, raising <strong>th</strong>e share <strong>of</strong><br />
wood pulp and waste-paper pulp.<br />
According to statistics on straw pulp production, China has been <strong>th</strong>e first in <strong>th</strong>e world for years. It<br />
had been found, however, <strong>th</strong>at <strong>th</strong>e dominant fr<strong>ac</strong>tion <strong>of</strong> straw pulp production is also a barrier to<br />
energy efficiency improvement and pollution abatement. In <strong>th</strong>e United States and Japan, wood<br />
pulp's fr<strong>ac</strong>tion in <strong>th</strong>e total pulp production was more <strong>th</strong>an 99% (Table 6.1.14):<br />
Table 6.1.14 Global pulp production cap<strong>ac</strong>ity and share <strong>of</strong> wood pulp (FAO, 1987)<br />
Country Total production cap<strong>ac</strong>ity<br />
(10 3 Wood pulp's share in national<br />
ton)<br />
total (%)<br />
USA 53,677 99.3<br />
Japan 12,675 95.1<br />
former USSR 12,408 99.9<br />
China 10,679 23.9<br />
Brazil 4,375 93.4<br />
India 2,790 26.9<br />
France 2,310 99.1<br />
Exploitation <strong>of</strong> wood resources for boosting wood pulp production will not only raise <strong>th</strong>e quality<br />
<strong>of</strong> <strong>th</strong>e final paper products, it will also create a favorable condition for “associated biomass energy”<br />
recovery utilization. Moreover, all kinds <strong>of</strong> mature pollution abatement technologies pertaining to<br />
<strong>th</strong>e wood pulp process can be implemented easily.<br />
To reduce fiber raw material consumption in pulp production, an effective way is to enhance waste<br />
paper recovery. It has been proven <strong>th</strong>at wastepaper-derived pulp uses only around 1/4 or 1/3 <strong>of</strong><br />
<strong>th</strong>e energy claimed by <strong>th</strong>e wood-derived pulp. In 1988, China's waste-paper pulp (including<br />
imported waste paper) <strong>ac</strong>counting for 22.5% <strong>of</strong> <strong>th</strong>e total pulp production, implied a big potential<br />
when compared to <strong>th</strong>e same indicators <strong>of</strong> Japan and <strong>th</strong>e European Union (50% and 48%<br />
respectively). Exploitation <strong>of</strong> waste paper for pulp production not only reduces consumption <strong>of</strong><br />
energy and o<strong>th</strong>er resources, but also improves <strong>th</strong>e quality <strong>of</strong> <strong>th</strong>e environment.
72 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
3. Technological reform and renovation on outdated boilers.<br />
There are many old industrial coal-fired boilers wi<strong>th</strong> a total cap<strong>ac</strong>ity <strong>of</strong> more <strong>th</strong>an 14,000 tons/h in<br />
<strong>th</strong>e Chinese paper industry, and most <strong>of</strong> <strong>th</strong>em have efficiencies lower <strong>th</strong>an 60% or even 50%. This<br />
status indicates a great potential for energy savings <strong>th</strong>rough <strong>th</strong>e improvement <strong>of</strong> <strong>th</strong>e boiler<br />
efficiency.<br />
Combining technical renovation <strong>of</strong> some appropriate boilers and simple elimination <strong>of</strong> some is a<br />
better appro<strong>ac</strong>h for efficiency improvement. There exist many mature and technical-economically<br />
feasible processes which can be used for boiler renovation. For example, <strong>th</strong>e efficiency <strong>of</strong> small<br />
boilers wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> less <strong>th</strong>an 1 ton/h can be upgraded from 45% to 60% by a series <strong>of</strong><br />
renovations. For boilers wi<strong>th</strong> a cap<strong>ac</strong>ity between 1-4 tons/h, <strong>th</strong>e efficiency can be raised even to<br />
75% by technical renovation at a lower cost. Besides <strong>th</strong>is, boosting workers’ operational skill is<br />
also important.<br />
4. Development <strong>of</strong> cogeneration<br />
Cogeneration is a very useful technology for efficiency improvement in a pulp & paper mill, which<br />
can provide <strong>th</strong>ermal energy and electricity for its various processes. Compared to separate heat and<br />
power generation, it can get a prominent energy conservation effect <strong>of</strong> more <strong>th</strong>an 20%. As a rule,<br />
any paper mill which owns two or more sets <strong>of</strong> boilers wi<strong>th</strong> unit cap<strong>ac</strong>ity <strong>of</strong> more <strong>th</strong>an 10 t/h<br />
should build its corresponding cogeneration plant. Chinese experts estimated <strong>th</strong>at [8] total<br />
cogeneration installed cap<strong>ac</strong>ity in <strong>th</strong>e paper industry may be as much as 1600 MW by <strong>th</strong>e year<br />
2000. In 1991, total cogeneration cap<strong>ac</strong>ity was just 473 MW. The energy saving potential by<br />
cogeneration in <strong>th</strong>e Chinese paper industry will re<strong>ac</strong>h more <strong>th</strong>an 2 million tce (1.31 million toe) by<br />
2000 if 1600 MW installed cogeneration cap<strong>ac</strong>ity can be realized. The potential for cogeneration,<br />
<strong>th</strong>erefore, is great.<br />
5. Recovery <strong>of</strong> waste liquors and o<strong>th</strong>er associated energy carriers such as digested bl<strong>ac</strong>k liquor,<br />
bark, and sawdust.<br />
Recovery <strong>of</strong> associated energy carriers such as bl<strong>ac</strong>k liquor is <strong>of</strong> great benefit bo<strong>th</strong> for energy<br />
savings and for environmental protection. A ton <strong>of</strong> dried solid remnant <strong>of</strong> bl<strong>ac</strong>k liquor in <strong>th</strong>e<br />
process <strong>of</strong> sulfate pulping can provide <strong>th</strong>ermal energy <strong>of</strong> 0.43~0.49 tce (0.28 toe ~ 0.32 toe). In<br />
<strong>th</strong>e paper industry <strong>of</strong> developed countries, energy supply from associated energy carriers such as<br />
bl<strong>ac</strong>k liquor and bark <strong>ac</strong>count for a remarkable share. For instance, bl<strong>ac</strong>k liquor and bark supplied<br />
37.3% and 4.3%, respectively, <strong>of</strong> <strong>th</strong>e total paper industry energy demand in <strong>th</strong>e USA in <strong>th</strong>e early<br />
1980s. In Finland and Sweden, <strong>th</strong>e two items toge<strong>th</strong>er could meet more <strong>th</strong>an 50% <strong>of</strong> <strong>th</strong>e total<br />
energy demand. In some cases, even <strong>th</strong>e total energy demand by all processes can be met fully by<br />
recovery <strong>of</strong> bl<strong>ac</strong>k liquor and bark.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 73<br />
It is estimated <strong>th</strong>at <strong>th</strong>e total bl<strong>ac</strong>k liquor <strong>of</strong> <strong>th</strong>e industry can provide at least 3 million toe based on<br />
1990’s conditions. In comparison, <strong>th</strong>e level <strong>of</strong> wastewater recovery and utilization in China lags<br />
behind. At present, alkaline pulp cap<strong>ac</strong>ity wi<strong>th</strong> bl<strong>ac</strong>k liquor recovery is only 1.2 million tons,<br />
<strong>ac</strong>counting for 41% <strong>of</strong> <strong>th</strong>e total alkaline pulping cap<strong>ac</strong>ity nationwide. Most <strong>of</strong> <strong>th</strong>e paper mills do<br />
not have <strong>th</strong>e f<strong>ac</strong>ilities to exploit ei<strong>th</strong>er bl<strong>ac</strong>k liquor or bark to recover chemicals and <strong>th</strong>ermal<br />
energy. It is projected by CLIC <strong>th</strong>at if 1.2 million newly-added alkaline pulp cap<strong>ac</strong>ity wi<strong>th</strong> bl<strong>ac</strong>k<br />
liquor recovery is realized by 2000, <strong>th</strong>en 130,000 toe energy can be saved, and 450,000 tons caustic<br />
soda can be recycled while reducing BOD discharge by 250,000 tons.<br />
Combustible waste residue from large scale wood pulp mills alone amounts to 240,000 ton/year.<br />
As only <strong>th</strong>ree mills are installed wi<strong>th</strong> waste boilers firing <strong>th</strong>ese waste solid, <strong>th</strong>ere is an immense<br />
potential for energy efficiency improvement and environmental protection.<br />
6. To adopt advanced pulp and paper making technologies bo<strong>th</strong> for paper mills modernization<br />
and for building new large scale paper mills.<br />
Generally, <strong>th</strong>e energy consumed is distributed among all production processes as follows: 2% for<br />
wood material preparation, 46% for pulping (digestion, cleansing and alkali recovery), 4% for<br />
ble<strong>ac</strong>hing, 43% for paper shaping, 5% for paper processing. Among <strong>th</strong>e pulping processes,<br />
digestion <strong>ac</strong>counts for 97% <strong>of</strong> energy demand. Attention should be given <strong>th</strong>erefore to <strong>th</strong>e two<br />
energy-consuming processes, digestion and paper making.<br />
There exist two digestion processes: continuous digestion process and intermittent digestion.<br />
Compared to <strong>th</strong>e latter, <strong>th</strong>e former can avoid steam load fluctuation, <strong>th</strong>us reducing steam<br />
consumption by 40%. Continuous digestion process should be recommended to repl<strong>ac</strong>e<br />
intermittent one. At present, medium or small size continuous digestion equipment can be made in<br />
China, and a number <strong>of</strong> such equipment have already been commissioned. Moreover, a new lowenergy,<br />
cold-spouting intermittent digestion process (RDH) invented abroad is found to save 50%<br />
or more steam while raising productivity by 10-15% when compared to <strong>th</strong>e conventional<br />
intermittent digestion process. This new process can <strong>th</strong>erefore find a promising market in China,<br />
<strong>th</strong>ough <strong>th</strong>e use <strong>of</strong> such technology is not yet realized in <strong>th</strong>e country. Additionally, <strong>th</strong>e direct<br />
heating process for digestion should be substituted by <strong>th</strong>e indirect heating process since <strong>th</strong>e former<br />
consumes 15-20% more energy <strong>th</strong>an <strong>th</strong>e latter.<br />
Ano<strong>th</strong>er process which should also be given attention for energy savings is <strong>th</strong>e paper making stage.<br />
There are a number <strong>of</strong> feasible technological transformation me<strong>th</strong>ods for comprehensive energyrelated<br />
improvement <strong>of</strong> <strong>th</strong>e paper m<strong>ac</strong>hines. Medium speed Fourdrinier m<strong>ac</strong>hines can substitute<br />
existing cylinder m<strong>ac</strong>hines. The drying ability <strong>of</strong> <strong>th</strong>e m<strong>ac</strong>hines can also be boosted by polyester<br />
former, new pulp feeder and new drying apparatus. High intensity multi-press can be used in<br />
m<strong>ac</strong>hine press parts to raise wet paper dryness from <strong>th</strong>e current 32%-38% to 48%-50%. It has<br />
been proven <strong>th</strong>at reduction <strong>of</strong> 1% <strong>of</strong> moisture content <strong>of</strong> wet paper before drying can save 5% <strong>of</strong><br />
<strong>th</strong>e steam consumption for drying. The dryness <strong>of</strong> wet paper in Chinese paper mills is usually
74 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
around 30%, while <strong>th</strong>at <strong>of</strong> western countries is more <strong>th</strong>an 50%. Some technical measures to raise<br />
<strong>th</strong>ermal efficiency for drying include multi-stage steam feed, whole-sealed cover, recovery <strong>of</strong><br />
exhaust heat from its cover, etc. Computer-controlled steam feed for dry oven in some foreign<br />
countries also proved to be a useful way to save steam consumption. Computer-based constant<br />
moisture control systems should be disseminated in large or medium-size key paper mills. It is<br />
estimated <strong>th</strong>at specific energy consumption <strong>of</strong> paper m<strong>ac</strong>hines would be reduced by 30% <strong>th</strong>rough<br />
<strong>th</strong>e above-mentioned technologies. If 20% <strong>of</strong> <strong>th</strong>e existing paper m<strong>ac</strong>hines are retr<strong>of</strong>itted by <strong>th</strong>e<br />
year 2000, 650,000 toe can be conserved.<br />
7. Application <strong>of</strong> electricity-saving equipment for technical renovation, repl<strong>ac</strong>ement <strong>of</strong> outmoded<br />
appliances and dissemination <strong>of</strong> computer-controlled automation processes.<br />
The performance <strong>of</strong> electrical equipment directly affects <strong>th</strong>e electricity consumption <strong>of</strong> <strong>th</strong>e whole<br />
paper mill. Some available low-electricity-consuming equipment such as double-panned mill, Loci<br />
electric fan, axial-flow fan and speed-adjustable electric motor have better electricity saving effects<br />
compared to <strong>th</strong>eir respective old generation equipment. For instance, <strong>th</strong>e repl<strong>ac</strong>ement <strong>of</strong> variable<br />
frequency- speed-adjustable electric motor could save electricity by some 30% in most cases, while<br />
its cost could be paid b<strong>ac</strong>k in a few years. Here, existing barriers in <strong>th</strong>e Chinese case are mainly<br />
incentives and initial investments.<br />
On <strong>th</strong>e o<strong>th</strong>er side, computer controlled automation process may bring 10% steam reduction for<br />
<strong>th</strong>e process <strong>of</strong> pulping and 15% energy savings for paper shaping process in <strong>th</strong>e Chinese<br />
context.[12]<br />
8. For environmental protection, especially water pollution control, challenges and opportunities<br />
exist toge<strong>th</strong>er. Potential for pollution abatement includes:<br />
- For <strong>th</strong>e alkali pulping process, alkali recovery rates <strong>of</strong> various raw material-based mills<br />
can be increased to various levels: 90% alkali recovery rate for wood pulp, 80% for<br />
bamboo/bagasse pulp, and 70% for wheat straw pulp can be re<strong>ac</strong>hed.<br />
- For <strong>th</strong>e <strong>ac</strong>id process, efforts should be made to integrate exploitation <strong>of</strong> wastewater to<br />
produce adhesives, alcohol by products, etc.<br />
- For ammonium bisulfite pulp, wastewater can be used for agricultural irrigation & farm<br />
fertilizer. Recovery exploitation rate <strong>of</strong> wastewater for <strong>th</strong>is process can increase to 60%<br />
or higher.<br />
9. There is still a great potential for water conservation by improving water recycle utilization rate.<br />
Current white liquor recovery rate <strong>of</strong> paper m<strong>ac</strong>hine is 30%, while <strong>th</strong>e dryer condensate recovery<br />
rate is 50%
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 75<br />
10. Enhancement <strong>of</strong> pulp & paper industry pr<strong>of</strong>essional management, effective implementation <strong>of</strong><br />
existing regulations relevant to energy consumption and environmental protection issues.<br />
6.1.6 Status <strong>of</strong> application <strong>of</strong> new technologies<br />
Because most paper mills in China do not belong to <strong>th</strong>e CLIC, <strong>th</strong>ere is no strong au<strong>th</strong>ority or<br />
administrative department responsible for <strong>th</strong>e pr<strong>of</strong>essional management <strong>of</strong> <strong>th</strong>e pulp & paper<br />
industry. Much data concerning <strong>th</strong>e status <strong>of</strong> <strong>th</strong>e application <strong>of</strong> new technologies are not available.<br />
Following is an example <strong>of</strong> application <strong>of</strong> Alkali Recovery (AR) process in China:<br />
This technology is reckoned by <strong>th</strong>e industry to be <strong>th</strong>e key appro<strong>ac</strong>h for environmental control. By<br />
<strong>th</strong>e end <strong>of</strong> 1992, <strong>th</strong>ere were 63 paper mills installed wi<strong>th</strong> alkali recovery f<strong>ac</strong>ilities. Total alkali<br />
recovery cap<strong>ac</strong>ity hit 450,000 tons/year, while <strong>ac</strong>tual alkali recovery amount was 380,000<br />
tons/year. By <strong>th</strong>e AR process, about 400,000 tons <strong>of</strong> organic pollutants were refined. The AR<br />
rates in large size wood pulp mills re<strong>ac</strong>hed 90%, and in medium cap<strong>ac</strong>ity wood pulp mills, 75-80%.<br />
AR rate in large size straw pulp mills was 70% or so, medium size straw ones, 50-60%. There was<br />
about 1.2 million tons/year pulping cap<strong>ac</strong>ity matched wi<strong>th</strong> alkali recovery f<strong>ac</strong>ilities in 1992,<br />
<strong>ac</strong>counting for 41.4% <strong>of</strong> <strong>th</strong>e total 2.9 million tons/year pulping cap<strong>ac</strong>ity which needed <strong>th</strong>e<br />
technology (Table 6.1.15).<br />
Figure 6.1.8 shows <strong>th</strong>e alkali recovery evolution during <strong>th</strong>e decade from 1980 to 1990. It can be<br />
found <strong>th</strong>at overall alkali recovery and wood pulp alkali recovery kept similar increasing trends, wi<strong>th</strong><br />
annual grow<strong>th</strong> rates <strong>of</strong> 5.3% and 5.9%, respectively. Meanwhile, recovery <strong>of</strong> straw pulp alkali<br />
increased from 54,200 tons to 73,000 tons.<br />
Table 6.1.15 Status <strong>of</strong> AR utilization in China in 1992<br />
Alkali-based pulp Wood pulp Straw pulp<br />
Pulping cap<strong>ac</strong>ity wi<strong>th</strong> AR, Mt 1.2 0.80 0.40<br />
Pulping cap<strong>ac</strong>ity demanding AR, Mt 2.9 0.90 2.00<br />
Diffusion rate % 41.4 88.9 20<br />
AR rate % 22.6 70 6<br />
Wi<strong>th</strong> regards to <strong>th</strong>e total amount <strong>of</strong> alkali recovery, <strong>th</strong>e wood pulp mills’ situation was generally<br />
better <strong>th</strong>an <strong>th</strong>at <strong>of</strong> <strong>th</strong>e straw pulp mills. Figure 6.1.9 shows <strong>th</strong>e alkali recovery rates <strong>of</strong> <strong>th</strong>e situation<br />
in <strong>th</strong>e two pulp mills. Alkali recovery rate in <strong>th</strong>e wood pulp mills exceeded 60% in 1990. In <strong>th</strong>e<br />
straw pulp case, <strong>th</strong>e indicator was maintained at lower <strong>th</strong>an 10%. If <strong>th</strong>ose straw pulp mills outside<br />
<strong>th</strong>e CLIC (which <strong>of</strong>ten consumed alkali wi<strong>th</strong>out recovery ) were taken into <strong>ac</strong>count, however, <strong>th</strong>e<br />
real indicator <strong>of</strong> alkali recovery for whole straw pulp case should be lower <strong>th</strong>an 6% (Figure 6.1.9).
76 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
1000 ton<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Total AR<br />
Wood Pulp AR<br />
Straw Pulp AR<br />
1980 1981 1982 1983 1984 1985 1986 1987 1988 1989 1990 1992<br />
Figure 6.1.8 Alkali recovery by wood pulp and straw pulp from 1980 to 1990<br />
Percent<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
Total AR rate<br />
Wood Pulp AR<br />
rate<br />
Straw pulp AR<br />
rate<br />
Year<br />
0<br />
1980 1981 1982 1983 1984 1985<br />
Year<br />
1986 1987 1988 1989 1990<br />
Figure 6.1.9 National m<strong>ac</strong>ro alkali recovery rates vs. year<br />
Since 1980, some important alkali recovery projects had been completed in large or medium size<br />
wood pulp mills such as <strong>th</strong>e Jiamusi Paper Mill, Jilin Paper Mill, Zhalandun Pulp & Paper Mill,<br />
Helongjiang Paper Mill, Yalujiang Paper Mill, Nanping Paper Mill and Qingzhou Paper Mill. At <strong>th</strong>e<br />
same time, technical transformations to large size straw pulp mills had also been made successfully.<br />
For instance, plate membranous concentrating vaporizers had been added into alkali recovery<br />
systems in Zhenjing Pulp & Paper Mill, Yueyang and Liujing Paper Mills. In a few cases, technical<br />
transformation and cap<strong>ac</strong>ity extension for alkali recovery in medium or small size straw pulp mills<br />
had been made wi<strong>th</strong> satisfying techno-economic effects, as in <strong>th</strong>e case <strong>of</strong> <strong>th</strong>e Guigang, Shanghai<br />
Songjiang Pulp & Paper Mills, etc.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 77<br />
Unfortunately, alkali recovery situation for most medium and small size straw pulp mills (wi<strong>th</strong><br />
cap<strong>ac</strong>ity <strong>of</strong> 15-35 tons pulp/day) was problematic due to reasons such as small economies <strong>of</strong> scale,<br />
low technical equipment installation, poor operation management as well as immature technologies<br />
available for bl<strong>ac</strong>k liquor treatment in straw pulp mills.<br />
By <strong>th</strong>e end <strong>of</strong> 1994, <strong>th</strong>ere were 73 AR projects wi<strong>th</strong> a total AR cap<strong>ac</strong>ity <strong>of</strong> 370,000 tons/year. Of<br />
<strong>th</strong>ese, 37 projects wi<strong>th</strong> a total AR cap<strong>ac</strong>ity <strong>of</strong> 120,000 tons/year were built but not commissioned,<br />
and 36 projects <strong>of</strong> total AR cap<strong>ac</strong>ity <strong>of</strong> 250,000 ton/year were under construction. By <strong>th</strong>e end <strong>of</strong><br />
1995, <strong>th</strong>ere will be a total <strong>of</strong> 30 paper mills installed wi<strong>th</strong> AR f<strong>ac</strong>ilities wi<strong>th</strong> a total AR cap<strong>ac</strong>ity <strong>of</strong><br />
820,000 tons/year.<br />
During <strong>th</strong>e last decades, <strong>th</strong>e AR cap<strong>ac</strong>ity wi<strong>th</strong> an annual grow<strong>th</strong> rate <strong>of</strong> 5.3% still lagged behind<br />
<strong>th</strong>at <strong>of</strong> <strong>th</strong>e paper & paperboard at 15% and <strong>th</strong>e pulp grow<strong>th</strong> rate <strong>of</strong> 13.7% during <strong>th</strong>e same period.<br />
This <strong>th</strong>erefore suggests <strong>th</strong>at more alkali is to be consumed to meet faster demand.<br />
For improvement <strong>of</strong> <strong>th</strong>e AR rate and wastewater integrated exploitation, wastewater abstr<strong>ac</strong>tion is<br />
<strong>th</strong>e primary process to be solved. Several hundreds <strong>of</strong> domestically-developed belt pulp scrubbers<br />
have been built since <strong>th</strong>e 1970s. Some large size paper mills also imported new high-efficiency pulp<br />
scrubbers. In a Guangzhou paper mill, where an imported advanced pulp scrubber was installed,<br />
<strong>th</strong>e AR was boosted to more <strong>th</strong>an 80%.<br />
As for many AR processes concerning straw pulp production and o<strong>th</strong>er digested wastewater<br />
recovery technologies, an eminent problem in <strong>th</strong>e Chinese situation is how to commercialize<br />
and/or disseminate <strong>th</strong>e results <strong>of</strong> <strong>th</strong>e studies in paper mills.<br />
6.1.7 Conclusions<br />
From <strong>th</strong>e above discussion, some main conclusions concerning <strong>th</strong>e pulp & paper industry in<br />
China can be briefly summarized as follows:<br />
- The pulp & paper industry <strong>of</strong> China is a fast developing industry, and currently ranks<br />
<strong>th</strong>ird in <strong>th</strong>e world. It could probably catch up wi<strong>th</strong> Japan to become <strong>th</strong>e second largest<br />
producer in <strong>th</strong>e world by 2000.<br />
- The pulp & paper industry <strong>of</strong> China is a highly energy-intensive and polluting industry,<br />
and is particularly blamed for water pollution.<br />
- China's integrated energy consumption indicator in <strong>th</strong>e pulp & paper industry is 2.45<br />
times as high as <strong>th</strong>at <strong>of</strong> Japan, 1.45 times as high as <strong>th</strong>at <strong>of</strong> USA. Therefore, its energy<br />
efficiency is much lower.
78 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- Due to <strong>th</strong>e l<strong>ac</strong>k <strong>of</strong> wastewater recovery, exploitation and treatment technologies and/or<br />
measures, <strong>th</strong>e industry is responsible for 1/8 <strong>of</strong> <strong>th</strong>e national wastewater discharge, and<br />
more <strong>th</strong>an 1/3 <strong>of</strong> <strong>th</strong>e national BOD discharge. Thus, it is urgent to curb <strong>th</strong>e rampant<br />
environmental damaging behavior <strong>of</strong> <strong>th</strong>e pulp & paper industry.<br />
- There exists a great potential for energy efficiency improvement and environmental<br />
pollution mitigation from <strong>th</strong>e industry <strong>th</strong>rough a number <strong>of</strong> technical measures,<br />
including technological renovation and substitution for existing processes;<br />
transformation <strong>of</strong> existing paper mills; improvement <strong>of</strong> boiler efficiency; installation <strong>of</strong><br />
cogeneration; recovery <strong>of</strong> wastewater and o<strong>th</strong>er associated energy carriers (bark,<br />
sawdust); digestion process repl<strong>ac</strong>ement; computed-based automation etc.<br />
- From <strong>th</strong>e viewpoint <strong>of</strong> national m<strong>ac</strong>ro-system, enhancement <strong>of</strong> waste paper recycling,<br />
reshaping <strong>of</strong> enterprise scales, as well as <strong>th</strong>e change <strong>of</strong> raw materials for pulping should<br />
help in fur<strong>th</strong>er improvement and pollution abatement.<br />
- Consolidating pulp & paper pr<strong>of</strong>essional management and tightening <strong>th</strong>e<br />
implementation <strong>of</strong> existing pollution control regulations, as well as even legislating<br />
appropriate laws for discharge norm from paper mill are urgently needed.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 79<br />
6.2 COUNTRY REPORT: INDIA<br />
6.2.1 Introduction<br />
The paper industry in India has been established for over a century, wi<strong>th</strong> four paper manuf<strong>ac</strong>turing<br />
units initially in operation wi<strong>th</strong> an annual output <strong>of</strong> 20,000 tons. From an installed cap<strong>ac</strong>ity <strong>of</strong><br />
137,000 tons in <strong>th</strong>e year 1951, <strong>th</strong>e paper industry has grown during <strong>th</strong>e last four decades to an<br />
installed cap<strong>ac</strong>ity <strong>of</strong> 3,463,000 tons <strong>of</strong> paper and paperboard, and 300,000 tons <strong>of</strong> newsprint. The<br />
development <strong>of</strong> India’s paper industry centered on bamboo for raw material, ra<strong>th</strong>er <strong>th</strong>an wood as<br />
in o<strong>th</strong>er countries. Wi<strong>th</strong> bamboo resources falling short <strong>of</strong> <strong>th</strong>e requirement due to <strong>th</strong>e short term<br />
planning adapted <strong>th</strong>en, <strong>th</strong>e use <strong>of</strong> tropical hardwood started in <strong>th</strong>e 1960s. Until <strong>th</strong>e start <strong>of</strong> <strong>th</strong>e<br />
70s, <strong>th</strong>e paper industry had been forest-based and industrial units were integrated wi<strong>th</strong> pulp, paper<br />
and chemical recovery systems.<br />
Being highly capital-intensive, new investments were not for<strong>th</strong>coming at <strong>th</strong>e desired levels.<br />
Anticipating a shortage <strong>of</strong> paper in <strong>th</strong>e 1960s, a crash program for <strong>th</strong>e expansion <strong>of</strong> <strong>th</strong>e industry<br />
was devised, under which, second-hand plants and m<strong>ac</strong>hinery were allowed to be imported.<br />
The number <strong>of</strong> units in <strong>th</strong>e process increased from 25 in 1960-1961 to <strong>th</strong>e current 340 units. Most<br />
<strong>of</strong> <strong>th</strong>e small paper mills are ei<strong>th</strong>er agro-based or waste paper-based. At present, 29 units wi<strong>th</strong> a<br />
cap<strong>ac</strong>ity <strong>of</strong> 1,485,000 tons, representing 43% <strong>of</strong> <strong>th</strong>e installed cap<strong>ac</strong>ity for paper and paper board,<br />
rely on forest-based raw materials. Eighty-nine units wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 974,000 tons, representing<br />
28% <strong>of</strong> <strong>th</strong>e installed cap<strong>ac</strong>ity, are based on agricultural residues. These units use imported pulp<br />
and recycled fiber as well. Added to <strong>th</strong>ese are some 22 units wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 1,004,000 tons,<br />
representing 29% <strong>of</strong> <strong>th</strong>e installed cap<strong>ac</strong>ity, which are largely dependent on imported recycled<br />
fibers.<br />
The effective cap<strong>ac</strong>ity utilization <strong>of</strong> bamboo and wood-based units is 95%, 80% for agro-based<br />
units, 63% for recycled fiber-based units, wi<strong>th</strong> an average effective cap<strong>ac</strong>ity utilization <strong>of</strong> 82%<br />
(Figure 6.2.1). The overall cap<strong>ac</strong>ity utilization in relation to installed cap<strong>ac</strong>ity is 62%.<br />
The demand for paper and paperboard by <strong>th</strong>e turn <strong>of</strong> <strong>th</strong>e century shall be reckoned in terms <strong>of</strong> <strong>th</strong>e<br />
development phase which has already started. The per capita consumption <strong>of</strong> newsprint paper,<br />
currently at 2.4 kg, shall increase to 4.5 kg by <strong>th</strong>e year 2000 (Figure 6.2.2). The demand for paper<br />
and paperboard products would vary from <strong>th</strong>e p<strong>ac</strong>kaging to newsprints, and o<strong>th</strong>ers.<br />
6.2.2 Technological trajectory <strong>of</strong> <strong>th</strong>e Indian paper industry<br />
6.2.2.1 Structure <strong>of</strong> <strong>th</strong>e paper industry<br />
At <strong>th</strong>e start <strong>of</strong> <strong>th</strong>e 1950s, <strong>th</strong>e average production size <strong>of</strong> <strong>th</strong>e paper mills was only 8,000 t/year.<br />
Integrated paper mills based on forest raw materials set up during 1955-1960 resulted in an<br />
increase in <strong>th</strong>e average unit size to 16,000 t/year. In <strong>th</strong>e next decades, additional cap<strong>ac</strong>ity was
80 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
mostly due to <strong>th</strong>e expansion <strong>of</strong> existing mills and commissioning <strong>of</strong> small paper mills, but <strong>th</strong>e<br />
average size declined to 13,500 t/year. During 1970-1980, al<strong>th</strong>ough 8 large integrated mills wi<strong>th</strong><br />
production sizes <strong>of</strong> 20,000 t/year were commissioned, <strong>th</strong>e added cap<strong>ac</strong>ity was mainly in <strong>th</strong>e form<br />
<strong>of</strong> small units and <strong>th</strong>e average size remained at 12,500 t/year. From 1980-1985, an increase in <strong>th</strong>e<br />
number <strong>of</strong> units by more <strong>th</strong>an 100% was realized, wi<strong>th</strong> small paper mills registering a grow<strong>th</strong> <strong>of</strong><br />
129% and cap<strong>ac</strong>ity increase <strong>of</strong> 50%. However, only one large integrated mill (<strong>th</strong>e Nagaland Pulp<br />
and Paper Mill wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 33,000 t/year) was commissioned during <strong>th</strong>e period, while four<br />
o<strong>th</strong>er large mills effected expansion for a total <strong>of</strong> 44,500 tons. A small pulp mill (<strong>th</strong>e Century Pulp<br />
and Paper Mill wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 20,000 t/year) was commissioned in 1981 and <strong>th</strong>e average unit<br />
size came down to about 9,400 t/year.<br />
Ton / Year<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
1960 1970 1980 1990 1992<br />
Installed Cap<strong>ac</strong>ity<br />
Production<br />
Figure 6.2.1 Installed cap<strong>ac</strong>ity and production <strong>of</strong> India’s pulp & paper industry<br />
Figure 6.2.2 Per capita paper consumption in India<br />
In 1988, only one large integrated pulp and paper mill (<strong>th</strong>e C<strong>ac</strong>har Paper Project <strong>of</strong> Hindustan<br />
Paper Corporation, wi<strong>th</strong> a cap<strong>ac</strong>ity <strong>of</strong> 100,000 tons) was commissioned. The rest <strong>of</strong> <strong>th</strong>e additions<br />
to <strong>th</strong>e existing cap<strong>ac</strong>ity was by way <strong>of</strong> expanding a few small paper mills. After <strong>th</strong>e commissioning<br />
<strong>of</strong> <strong>th</strong>e C<strong>ac</strong>har project, <strong>th</strong>ere has been no fur<strong>th</strong>er commissioning <strong>of</strong> integrated pulp and paper mills<br />
based on forest raw materials.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 81<br />
The number <strong>of</strong> large mills went up to 25 in 1990, and in 1992, <strong>th</strong>ree large mills (Pudumjee Pulp<br />
and Paper Mill, Balkrishna Papers, and Tribeni Tissues, Ltd.) were added as a result <strong>of</strong> expansion<br />
from <strong>th</strong>e small category. Similarly in 1993, two large mills have been added <strong>th</strong>rough expansion and<br />
two new agro-residues-based units have been set up. During <strong>th</strong>e last five years, only <strong>th</strong>ree new<br />
units were set up in <strong>th</strong>e large paper mill category. The trend <strong>of</strong> setting up small paper mills<br />
<strong>ac</strong>counting for about 50% <strong>of</strong> <strong>th</strong>e total cap<strong>ac</strong>ity is continuing. The average unit has also remained at<br />
about 10,000 tons. The grow<strong>th</strong> <strong>of</strong> <strong>th</strong>e paper industry in India is shown in Figure 6.2.3.<br />
# <strong>of</strong> mills<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Small Paper Mills<br />
Integrated Paper Mills<br />
1960 1970 1980<br />
Year<br />
1990 1992<br />
Figure 6.2.3 Grow<strong>th</strong> <strong>of</strong> <strong>th</strong>e paper industry in India (1960 to 1992)<br />
6.2.2.2 Raw materials scenario<br />
Twenty years ago, <strong>th</strong>e Indian paper industry started wi<strong>th</strong> bamboo as <strong>th</strong>e sole major raw material.<br />
The restricted availability <strong>of</strong> <strong>th</strong>e material, however, has curtailed its usage to about 40% at present.<br />
Because <strong>of</strong> <strong>th</strong>is, <strong>th</strong>ere has been a considerable shift towards <strong>th</strong>e use <strong>of</strong> tropical hardwood,<br />
eucalyptus, and o<strong>th</strong>er non-conventional raw materials.<br />
Today, depending on <strong>th</strong>e source <strong>of</strong> raw material, <strong>th</strong>e paper industry is classified as follows:<br />
- Forest-based: bamboo & hardwood (plantation-grown raw materials: mainly Eucalyptus<br />
and Subabul)<br />
- Unconventional raw materials (agro-residues, jute, grass straw, bagasse, etc.)<br />
- Waste paper-based<br />
Segment wise, effective installed cap<strong>ac</strong>ities in <strong>th</strong>e paper industry are as follows:<br />
Forest-based raw material: 43%<br />
Agro-based 28%<br />
Waste paper-based 29%
82 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Today, <strong>th</strong>e large gap between <strong>th</strong>e demand and supply for paper is basically for <strong>th</strong>e newsprint type<br />
while future requirements for paper and paper board are expected to register a sharp increase.<br />
There is <strong>th</strong>erefore a need to substitute scarce forest resources wi<strong>th</strong> non-conventional raw materials<br />
as an immediate measure to meet raw material requirements in <strong>th</strong>e pulp & paper industry.<br />
Plantations on long-term basis by using modern silviculture pr<strong>ac</strong>tices and o<strong>th</strong>er technologies like<br />
tissue culture for improving <strong>th</strong>e productivity <strong>of</strong> <strong>th</strong>e forest-based raw materials should be<br />
considered.<br />
6.2.2.3 Technological advancement<br />
Since its establishment, <strong>th</strong>e paper industry in India underwent a lot <strong>of</strong> changes by way <strong>of</strong><br />
equipment and process development. A hundred years ago, <strong>th</strong>e m<strong>ac</strong>hinery and equipment available<br />
for pulping, ble<strong>ac</strong>hing and papermaking, limited <strong>th</strong>e size <strong>of</strong> <strong>th</strong>e mills to about 50 t/d. Apart from<br />
constraints such as <strong>th</strong>e availability <strong>of</strong> energy, raw materials and o<strong>th</strong>er inputs, one reason for <strong>th</strong>e low<br />
cap<strong>ac</strong>ity utilization <strong>of</strong> <strong>th</strong>e mills is <strong>th</strong>e f<strong>ac</strong>t <strong>th</strong>at productive assets are <strong>of</strong>ten not at optimum levels <strong>of</strong><br />
efficiency due to <strong>th</strong>e l<strong>ac</strong>k <strong>of</strong> modernization and renovation <strong>of</strong> old equipment. Fur<strong>th</strong>ermore, <strong>th</strong>e<br />
Indian paper industry has adopted equipment primarily designed for <strong>th</strong>e processing <strong>of</strong> indigenous<br />
s<strong>of</strong>twood materials, such as bamboo, but <strong>th</strong>ese are used for hardwood as well. Consequently,<br />
operating efficiencies are low and processes require modernization <strong>of</strong> techniques to ensure better<br />
yields, reduce costs and conserve raw materials.<br />
In view <strong>of</strong> <strong>th</strong>e increasing paper demand and shortage <strong>of</strong> forest-based raw materials, <strong>th</strong>e<br />
government has drawn up a policy to promote small mills based on straw and bagasse. The size <strong>of</strong><br />
<strong>th</strong>e mill has to be restricted due to <strong>th</strong>e seasonal availability <strong>of</strong> <strong>th</strong>e raw materials, and technical<br />
problems involved. These agro-based paper mills produce almost all kinds <strong>of</strong> paper and boards for<br />
writing and printing. In <strong>th</strong>e absence <strong>of</strong> a chemical recovery system and high cost <strong>of</strong> alkali, <strong>th</strong>ese<br />
mills use low amounts <strong>of</strong> chemicals at <strong>th</strong>e cooking stage and excess amounts <strong>of</strong> chlorine in <strong>th</strong>e<br />
ble<strong>ac</strong>hing stage. Second-hand paper m<strong>ac</strong>hines which are used for papermaking are energy<br />
deficient, and since <strong>th</strong>ese mills do not have chemical recovery units, <strong>th</strong>e discharge <strong>of</strong> spent liquor,<br />
and excess consumption <strong>of</strong> chlorine are major causes <strong>of</strong> water and environmental pollution.<br />
On <strong>th</strong>e o<strong>th</strong>er hand, <strong>th</strong>e large integrated mills which mainly produce writing and printing grade<br />
papers are equipped wi<strong>th</strong> full-fledged chemical recovery systems and effluent treatment plants.<br />
Developments in <strong>th</strong>e pulp and paper industry has been gradual, <strong>th</strong>ough systematic and elaborate<br />
research <strong>ac</strong>tivities in <strong>th</strong>e fields <strong>of</strong> fiber chemistry, morphology, engineering, have been continuing.<br />
Today, advanced knowledge in morphology and structure <strong>of</strong> fibers, chemical re<strong>ac</strong>tions <strong>of</strong> wood<br />
components such as carbohydrates and lignin during pulping and ble<strong>ac</strong>hing, has led to several<br />
technological innovations in <strong>th</strong>e field <strong>of</strong> pulping. The spectrum <strong>of</strong> fibrous raw materials which was<br />
initially limited to wood, has widened to non-wood fibrous raw materials.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 83<br />
The papermaking process involves <strong>th</strong>ree main stages: raw material preparation, pulping and<br />
ble<strong>ac</strong>hing, and papermaking.<br />
A. Raw material preparation<br />
Wood and bamboo are felled at <strong>th</strong>e forests. Wood is debarked at <strong>th</strong>e felling or mill site. The fiber<br />
losses in handling is more <strong>th</strong>an 10%. Agricultural residues like straws & bagasse are stored in<br />
bales. Being seasonal crops, <strong>th</strong>eir storage for long periods are prone to microbial degradation<br />
which <strong>of</strong>ten affects <strong>th</strong>e quality <strong>of</strong> pulp produced.<br />
Chipping<br />
The wood is chipped in disc chippers which are also used for bamboo chipping, <strong>th</strong>ough <strong>th</strong>e<br />
Palman Drum type is nowadays commonly used for bamboo. About 53% <strong>of</strong> <strong>th</strong>e total number <strong>of</strong><br />
chippers (<strong>ac</strong>counting for 58% <strong>of</strong> <strong>th</strong>e total installed cap<strong>ac</strong>ity) were installed since 1975, and are<br />
mostly <strong>of</strong> <strong>th</strong>e drum types. While <strong>th</strong>e aggregate cap<strong>ac</strong>ity <strong>of</strong> chippers for individual units range<br />
between 35 to 168 t/h, most units fall between 45-50 t/h cap<strong>ac</strong>ity. Straws are cut by chop cutters,<br />
which are not power efficient, while bagasse is de-pi<strong>th</strong>ed before digestion.<br />
B. Pulping and ble<strong>ac</strong>hing<br />
Indian mills predominantly use <strong>th</strong>e alkaline pulping process. Large mills based on forest raw<br />
materials use <strong>th</strong>e Kraft process, whereas agro-based mills use <strong>th</strong>e soda process. Newsprint mills<br />
use mechanical, chemical, chemi-mechanical and chemi-<strong>th</strong>ermomechanical (CTMP) processes.<br />
Digestion<br />
The predominant pr<strong>ac</strong>tice for digestion is <strong>th</strong>e use <strong>of</strong> batch digesters. Two large mills use<br />
continuous digesters for bamboo and wood, whereas some <strong>of</strong> <strong>th</strong>e agro-based mills use Pandya<br />
digesters. The reasons for not using continuous digesters in agro-based mills include:<br />
- higher outlays for m<strong>ac</strong>hinery repl<strong>ac</strong>ement in <strong>th</strong>e existing units<br />
- l<strong>ac</strong>k <strong>of</strong> flexibility in <strong>th</strong>e continuous digester process system to <strong>ac</strong>cept varying raw material<br />
mix<br />
- <strong>th</strong>e relatively small size <strong>of</strong> <strong>th</strong>e mills makes it uneconomical to use continuous digesters<br />
more efficiently<br />
Ble<strong>ac</strong>hing<br />
Most Indian mills use chlorine-based ble<strong>ac</strong>hing chemicals wi<strong>th</strong> barometer drop leg or displ<strong>ac</strong>ement<br />
type <strong>of</strong> washers. Common ble<strong>ac</strong>hing sequences are CEHH, CEH, and CHHH, <strong>of</strong> which CEHH is<br />
most commonly used in order to <strong>ac</strong>hieve a brightness level <strong>of</strong> over 75%. Some large mills have
84 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
started using chlorine dioxide and peroxide partially, i.e., CE (p)HH, while many paper mills propose<br />
to go for oxygen ble<strong>ac</strong>hing.<br />
Pulp Washing<br />
Small mills wi<strong>th</strong>out chemical recovery systems normally employ <strong>th</strong>e po<strong>ac</strong>her-type washer followed<br />
by one or two drum washers. The fresh water consumption is as high as 20-50 m 3 /t (paper) in<br />
<strong>th</strong>ese mills. Integrated mills have 3-4 drum washers wi<strong>th</strong> counter-current washing.<br />
Stock Preparation<br />
Most <strong>of</strong> <strong>th</strong>e units have repl<strong>ac</strong>ed conical and wide angle refiners wi<strong>th</strong> <strong>th</strong>e relatively energy efficient<br />
double disc refiners.<br />
C. Paper m<strong>ac</strong>hines<br />
Three types <strong>of</strong> paper m<strong>ac</strong>hines are commonly employed in <strong>th</strong>e industry: cylinder molds,<br />
Fourdrinier formers, and twin wire formers<br />
The cylinder molds are commonly used for small mills engaged in <strong>th</strong>e manuf<strong>ac</strong>ture <strong>of</strong> multi-layered<br />
boards. The Fourdrinier m<strong>ac</strong>hines are most commonly employed bo<strong>th</strong> in small and big mills for<br />
<strong>th</strong>e manuf<strong>ac</strong>ture <strong>of</strong> varieties <strong>of</strong> paper. About 81% <strong>of</strong> <strong>th</strong>e total paper m<strong>ac</strong>hines have Fourdrinier<br />
formers and 84% have speeds <strong>of</strong> 150 to 300 meters per minute (mpm). Only 5 m<strong>ac</strong>hines have<br />
operating speeds <strong>of</strong> more <strong>th</strong>an 400 mpm.<br />
Twinformers <strong>th</strong>at are commonly employed in <strong>th</strong>e newsprint industry, have high speeds and can<br />
<strong>ac</strong>cept weaker pulp. However, <strong>th</strong>eir application in small units is not economically viable.<br />
O<strong>th</strong>er data regarding paper m<strong>ac</strong>hines used in <strong>th</strong>e industry are as follows: 56% <strong>of</strong> <strong>th</strong>e total number<br />
<strong>of</strong> paper m<strong>ac</strong>hines have <strong>th</strong>yrister control drives; 30% have sectorial drives, and 33% have<br />
line/pulley drives; 48% have open type <strong>of</strong> head boxes; 52% have closed-type head boxes; 62%<br />
have suction processes; 39% are equipped wi<strong>th</strong> size presses while 69% are equipped wi<strong>th</strong><br />
calendars. The condensate recovery in most <strong>of</strong> <strong>th</strong>e mills is between 60% to 90%.<br />
D. Chemical recovery system<br />
While all wood-based paper mills have chemical recovery systems, most <strong>of</strong> <strong>th</strong>e small mills do not<br />
have one, and <strong>th</strong>e efficiency attained in <strong>th</strong>e recovery units are below 90%. Impressive<br />
developments, however, have been made in <strong>th</strong>e evaporation and combustion <strong>of</strong> spent liquor.<br />
From <strong>th</strong>e 60s to <strong>th</strong>e 80s mills have installed ei<strong>th</strong>er short-tube or long-tube variety types <strong>of</strong><br />
evaporators. Since spent liquor exhibit very high viscosity, <strong>th</strong>is restricts <strong>th</strong>e evaporator outlet<br />
concentration to 40-45% solids. Scaling tendencies and colloidal instability <strong>of</strong> spent liquor are also<br />
<strong>th</strong>e common problems f<strong>ac</strong>ed in evaporator units. Recently, <strong>th</strong>e use <strong>of</strong> <strong>th</strong>e falling-film type <strong>of</strong>
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 85<br />
evaporator has been favored. Experience wi<strong>th</strong> <strong>th</strong>ese evaporators have shown clean benefits like<br />
high-end concentration, maximum steam economy and improved condensate quality.<br />
Boilers used in <strong>th</strong>e industry are <strong>th</strong>e coal-fired types. About 11% <strong>of</strong> <strong>th</strong>e total installed cap<strong>ac</strong>ity,<br />
mainly fluidized bed boilers, are 5 years <strong>of</strong> age. Prior to 1975, <strong>th</strong>e cap<strong>ac</strong>ity was 20 t/h <strong>of</strong> steam<br />
generated at 20-30 kg/cm 2 pressure and 380 o C to 400 o C temperature, wi<strong>th</strong> a <strong>th</strong>ermal efficiency <strong>of</strong><br />
50-60%. From 1975 onwards, <strong>th</strong>e steam generation cap<strong>ac</strong>ity increased to 25-27 t/h at 40-60<br />
kg/cm 2 pressure and 400 o C to 480 o C temperature. Thermal efficiency has increased to 70-80%.<br />
The Central Pulp and Paper Research <strong>Institute</strong> (CPPRI) is engaged in developing <strong>th</strong>e Direct Alkali<br />
Recovery System (DARS) for agro-based mills. Organizations like ESVIN Technologies and Amrit<br />
Banaspati Company are also engaged in R&D work for chemical recovery. CPPRI has made<br />
break<strong>th</strong>roughs in <strong>th</strong>e desilication <strong>of</strong> bl<strong>ac</strong>k liquor <strong>th</strong>at will improve performance <strong>of</strong> <strong>th</strong>e recovery<br />
unit in non-wood-based paper mills, while opening <strong>th</strong>e option for lime sludge reburning.<br />
E. O<strong>th</strong>er m<strong>ac</strong>hinery and equipment<br />
The manuf<strong>ac</strong>ture <strong>of</strong> paper from raw materials storage & transport to <strong>th</strong>e p<strong>ac</strong>king and handling <strong>of</strong><br />
<strong>th</strong>e finished product requires utilization <strong>of</strong> a wide range <strong>of</strong> equipment. In addition, various auxiliary<br />
items such as steam boilers, power generation equipment, effluent treatment equipment, etc., are<br />
also required.<br />
India has now developed its capability to manuf<strong>ac</strong>ture and supply almost <strong>th</strong>e entire range <strong>of</strong><br />
equipment for <strong>th</strong>e paper industry, specifically for <strong>th</strong>e pulping plant and stock preparation;<br />
equipment such as paper m<strong>ac</strong>hines, steam and power generation equipment, chemical recovery<br />
equipment, etc. Figure 6.2.4 shows <strong>th</strong>e general distribution <strong>of</strong> process automation in <strong>th</strong>e paper<br />
industry <strong>of</strong> India.<br />
6.2.2.4 Human resource in <strong>th</strong>e Indian paper industry<br />
Despite <strong>th</strong>e grow<strong>th</strong> <strong>of</strong> <strong>th</strong>e paper industry, industrial performance has been unsatisf<strong>ac</strong>tory due to<br />
<strong>th</strong>e poor management <strong>of</strong> materials, money, and manpower, <strong>of</strong> which manpower planning and<br />
training is most neglected. For a sustained performance, <strong>th</strong>e industry should have <strong>th</strong>e ability to<br />
adopt appropriate technology to conserve energy and raw materials, and to cut down costs. This<br />
challenge can be f<strong>ac</strong>ed only <strong>th</strong>rough a competent and skilled manpower at all levels. On <strong>th</strong>e<br />
average, <strong>th</strong>e industry utilizes 78 persons in <strong>th</strong>e production line per 1,000 annual tons <strong>of</strong><br />
production. The technical manpower components are 35-40 and 40-60 for every 1,000 annual<br />
tons in <strong>th</strong>e large and small mills, respectively. For <strong>th</strong>e whole Indian paper industry, pr<strong>of</strong>essional<br />
and technical manpower comprise 13% <strong>of</strong> <strong>th</strong>e total manpower; administrative/executive and<br />
managerial personnel constitute 23%; 12% are clerical personnel, 7% are service workers, and 45%<br />
are production-related workers.
86 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
To meet <strong>th</strong>e challenges <strong>of</strong> technical upgrading and productivity improvement, <strong>th</strong>e industry will<br />
strive for a reduction in its manpower usage wi<strong>th</strong> an associated rise in workers’ competence. For<br />
<strong>th</strong>e next 10-12 years, it is estimated <strong>th</strong>at <strong>th</strong>e average manpower utilization in <strong>th</strong>e country will be 35<br />
persons per 1,000 annual tons in <strong>th</strong>e paper & paper board sector, and 15-20 persons per 1,000<br />
annual tons in <strong>th</strong>e newsprint sector. Training programs in <strong>th</strong>e pulp and paper industry will be<br />
modified to fit into <strong>th</strong>e national pattern for degree/polytechnic diploma levels. The entire strategy<br />
<strong>of</strong> manpower development will involve training competent/skilled personnel to move <strong>th</strong>e industry<br />
to perform at its best level.<br />
Status (% <strong>of</strong> F<strong>ac</strong>tories)<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
1985 1990 1991 1992 1993<br />
Computerization Electronic Automation<br />
Electro Mechanical Regulation Manual Operation<br />
Figure 6.2.4. Status <strong>of</strong> process automation in <strong>th</strong>e paper industry<br />
6.2.2.5 Current status <strong>of</strong> <strong>th</strong>e pulp and paper industry in Indian national economy<br />
The paper industry constitutes <strong>th</strong>e core <strong>of</strong> industries directly linked to <strong>th</strong>e national economy.<br />
Current per capita consumption <strong>of</strong> paper is 2.5 kg, and is expected to grow to 4.2 kg by <strong>th</strong>e end <strong>of</strong><br />
<strong>th</strong>e century. Efforts to build additional cap<strong>ac</strong>ity to meet <strong>th</strong>e future requirements <strong>of</strong> various grades<br />
<strong>of</strong> paper are on-going. In f<strong>ac</strong>t, <strong>th</strong>e country has attained self-sufficiency in most varieties <strong>of</strong><br />
industrial paper. Newsprint, <strong>th</strong>ough, is still imported at 40% levels, implying a considerable<br />
outflow <strong>of</strong> foreign exchange.<br />
Considering <strong>th</strong>e huge amount <strong>of</strong> non-conventional raw materials available for pulp and paper<br />
manuf<strong>ac</strong>ture, <strong>th</strong>ere exists a big export potential in <strong>th</strong>e pulp and paper sector. In 1994-1995 alone,<br />
nearly 200,000 tons <strong>of</strong> paper had been exported to <strong>th</strong>ird world countries.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 87<br />
6.2.3 Evolution <strong>of</strong> energy efficiency in Indian pulp and paper industry<br />
Pulp and paper being an energy intensive industry, is ranked <strong>th</strong>e six<strong>th</strong> largest energy consumer in<br />
<strong>th</strong>e country. Fuels from external sources comprise 70% <strong>of</strong> <strong>th</strong>e total used, as compared to 30-40%<br />
for <strong>th</strong>ose in developed countries. The energy component in <strong>th</strong>e Indian paper industry is as high as<br />
30% <strong>of</strong> <strong>th</strong>e total cost <strong>of</strong> production, consuming about 7% <strong>of</strong> <strong>th</strong>e country’s coal and approximately<br />
3% <strong>of</strong> <strong>th</strong>e electrical energy requirements <strong>of</strong> <strong>th</strong>e whole manuf<strong>ac</strong>turing sector. Unlike o<strong>th</strong>er<br />
industries, <strong>th</strong>e paper industry requires large quantity <strong>of</strong> low grade energy (200 o C). Of <strong>th</strong>e total<br />
energy requirements, about 15-25% is <strong>of</strong> high grade (electrical energy), and <strong>th</strong>e rest is constituted<br />
by low grade energy. In terms <strong>of</strong> <strong>th</strong>ermodynamic efficiency, <strong>th</strong>e industry is lowest among <strong>th</strong>e<br />
energy intensive manuf<strong>ac</strong>turing units <strong>of</strong> <strong>th</strong>e steel and cement industries.<br />
The industry was greatly affected by <strong>th</strong>e energy crisis in <strong>th</strong>e early 1970s, which led to <strong>th</strong>e adoption<br />
<strong>of</strong> energy conservation me<strong>th</strong>ods. Most <strong>of</strong> <strong>th</strong>e mills installed before <strong>th</strong>e 1970 crisis however, were<br />
not energy conserving in design and technology. Even <strong>th</strong>ough <strong>th</strong>e concept <strong>of</strong> energy savings<br />
intensity had already been identified in <strong>th</strong>e 80s, consumption patterns remained <strong>th</strong>e same, brought<br />
about by <strong>th</strong>e following:<br />
- l<strong>ac</strong>k <strong>of</strong> modernization<br />
- use <strong>of</strong> obsolete technology<br />
- l<strong>ac</strong>k <strong>of</strong> process control system<br />
- change in fibrous raw material mix<br />
The estimated energy consumption in <strong>th</strong>e pulp and paper industry is 2.42 tons <strong>of</strong> oil equivalent per<br />
ton <strong>of</strong> paper. The major energy-consuming plants are <strong>th</strong>e chippers, digesters, refiners, paper<br />
m<strong>ac</strong>hines and evaporation plants. The present specific energy consumption patterns show higher<br />
variations in <strong>th</strong>e integrated pulp and paper mills. The specific steam consumption varies from 10.2<br />
to 17.4 tons/ton <strong>of</strong> paper produced, while <strong>th</strong>e specific power consumption varies from 1,300 to<br />
1,940 kWh/ton <strong>of</strong> paper. Water consumption also varies from 225 m 3 to 450 m 3 /ton <strong>of</strong> paper.<br />
In <strong>th</strong>e last decade, <strong>th</strong>e cost <strong>of</strong> coal and electricity has increased by 500% and fuel oil by 1000%.<br />
Based on <strong>th</strong>e industry’s 4.25 million tons <strong>of</strong> total installed cap<strong>ac</strong>ity and cap<strong>ac</strong>ity utilization for all<br />
products, <strong>th</strong>e projected consumption <strong>of</strong> <strong>th</strong>e paper industry by year 2000 would require an<br />
additional 3.0 million tons <strong>of</strong> coal and about 1.82 million kWh electricity. This means a 76%<br />
increase in coal requirements and 139% increase in electricity requirements. Wi<strong>th</strong> rising energy<br />
costs, ways and means to conserve energy now becomes a major <strong>th</strong>rust in <strong>th</strong>e industry.<br />
Energy consumption patterns in developed countries and in India<br />
Between 1975-1983, <strong>th</strong>e Japanese paper industry has reduced its specific energy consumption from<br />
0.662 toe to 0.437 toe per ton <strong>of</strong> paper, <strong>ac</strong>counting for a 34% reduction in specific energy
88 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
consumption. This could be attributed to <strong>th</strong>e country’s heavy investments in fossil fuel substitution<br />
energy programs. European oil consumption has also been cut down from 37% to 8%. The<br />
Swedish paper industry managed to cut its oil fuel consumption by over 70% between 1973 and<br />
1983. In <strong>th</strong>e USA, energy from residual fuel and self-generating sources now <strong>ac</strong>counts for an<br />
estimated 57-58 percent.<br />
Clearly, most <strong>of</strong> <strong>th</strong>e developed countries have made significant progress to conserve energy, and<br />
are presently depending only on 30-40% <strong>of</strong> fuels from external sources. India however, is still 70%<br />
dependent on external fuels. The industry’s specific energy consumption varies between 0.76 to<br />
1.325 toe per ton <strong>of</strong> paper.<br />
Table 6.2.1, Table 6.2.2 and Figure 6.2.5 show a comparison between mills in India and <strong>th</strong>e<br />
developed countries, and energy consumption patterns in <strong>th</strong>e country. It is wor<strong>th</strong>while to note<br />
<strong>th</strong>at some Indian paper mills have already taken some in-plant energy conservation measures.<br />
Table 6.2.1 Comparison <strong>of</strong> energy consumption <strong>of</strong> developed countries and India<br />
Particulars Developed countries India<br />
Total specific steam consumption, t/t paper 6.5-8.5 10-16<br />
Digester 1.9-2.3 2.3-3.9<br />
Evaporator 1.5-2.2 2.5-4.0<br />
Paper m<strong>ac</strong>hine 1.9-2.0 3.0-4.0<br />
S/R plant 0.3-0.5 0.5-1.1<br />
Ble<strong>ac</strong>h plant 0.2-0.25 0.35-0.40<br />
Steam generator per ton <strong>of</strong> bl<strong>ac</strong>k solids 3.0-3.5 1.5-2.5<br />
Table 6.2.2 Electricity consumption <strong>of</strong> paper in Developing countries and India (kWh/t)<br />
Particulars Developed countries India<br />
Total Consumption 1150-1250 1200-1700<br />
Chipper 92-98 112-128<br />
Digester 43-46 58-62<br />
Washing and screening 116-122 145-155<br />
Ble<strong>ac</strong>hing plant 66-69 88-92<br />
Stock preparation 164-175 275-286<br />
Paper m<strong>ac</strong>hine 410-415 465-475<br />
S/R plant 127-135 170-190<br />
Utilities & o<strong>th</strong>ers 160-165 246-252<br />
Total specific energy (Gcal/t) 4.14-4.50 4.32-6.12
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 89<br />
2.5<br />
2.0<br />
1.5<br />
1.0<br />
0.5<br />
0<br />
1960 1970 1980 1990 1992<br />
Specific electricity, MWh / ton Paper<br />
Specific coal, toe / ton Paper<br />
Specific fuel oil, toe / ton Paper<br />
Specific non-conventional energy, toe / ton Paper<br />
Integrated specific energy, toe / ton Paper<br />
Figure 6.2.5 Energy consumption pattern in <strong>th</strong>e Indian paper industry<br />
6.2.4 Environmental externalities <strong>of</strong> technological development in <strong>th</strong>e pulp and paper<br />
industry<br />
The pulp and paper industry is essentially a chemical process industry wi<strong>th</strong> a distinctive imp<strong>ac</strong>t on<br />
<strong>th</strong>e environment. It is estimated <strong>th</strong>at about 41.8% <strong>of</strong> wood is recovered as ble<strong>ac</strong>hed pulp, roughly<br />
4.2% <strong>of</strong> <strong>th</strong>e remaining wood ends up as solid waste, as 5.25% goes into waste waters as dissolved<br />
organic matter, and 2.3% ends up as suspended solids also in wastewater.<br />
The potential pollutants from a pulp and paper mill fall into four categories as follows:<br />
- effluents<br />
- air pollutants<br />
- solid wastes<br />
- noise pollution
90 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
6.2.4.1 Effluents<br />
Waste water is discharged from almost all unit operations. Large paper mill waste waters are<br />
generally segregated into streams, namely, colored streams (due to lignin from pulp washing,<br />
caustic extr<strong>ac</strong>tion and chemical recovery sector), and colorless stream (chipper house, chlorination,<br />
hypochlorite and paper m<strong>ac</strong>hines). Ble<strong>ac</strong>h plant effluents constitute nearly 65% <strong>of</strong> <strong>th</strong>e total BOD<br />
and 90% <strong>of</strong> <strong>th</strong>e total color load <strong>of</strong> combined effluents in large mills.<br />
Small mills generate ostensibly higher pollution <strong>th</strong>an larger mills mainly due to <strong>th</strong>e absence <strong>of</strong><br />
chemical recovery systems. Major pollution loads come from spent pulping liquor, <strong>of</strong> which 90%<br />
<strong>of</strong> <strong>th</strong>e color and 50% <strong>of</strong> <strong>th</strong>e COD is due to lignin which is almost completely bio-refr<strong>ac</strong>tory.<br />
Tables 6.2.3 and 6.2.4 show <strong>th</strong>e effluent char<strong>ac</strong>teristics and <strong>th</strong>e pollution loads <strong>of</strong> bl<strong>ac</strong>k liquor and<br />
organics in Indian pulp and paper mills.<br />
Table 6.2.3 Char<strong>ac</strong>teristics <strong>of</strong> effluents from <strong>th</strong>e pulp and paper mills<br />
Integrated pulp Newsprint Agro-based small Waste paper<br />
& paper mills mills paper mills mills<br />
Raw material bamboo, hardwood bamboo, rice straw, wheat waste paper<br />
hardwood straw, bagasse, etc.<br />
waste water, m3/ton 230-250 200 200-380 70-150<br />
PH<br />
Pollution load, kg/ton paper:<br />
6.0-9.0 7.2-7.3 6.0-8.5 6.0-8.5<br />
Suspended solids 100-150 100 90-240 50-80<br />
BOD5 35-50 45 85-270 10-40<br />
COD 150-200 135 500-1100 50-90<br />
Table 6.2.4 Pollution loads <strong>of</strong> bl<strong>ac</strong>k liquor and organics<br />
Parameters Bagasse Rice straw<br />
COD, kg/t pulp 1075 1247<br />
BOD, kg/t pulp 216 234<br />
Bl<strong>ac</strong>k liquor COD/BOD<br />
5.0<br />
5.3<br />
Color, kg/t pulp (PCU)<br />
1394<br />
1514<br />
Acid precipitation COD, kg/t pulp 530 628<br />
Lignin separated BOD, kg/t pulp was not biodegradable was not biodegradable<br />
Color, kg/t pulp (PCU)<br />
1283<br />
1444<br />
Supernatant free<br />
from lignin<br />
COD, kg/t pulp<br />
BOD, kg/t pulp<br />
COD/BOD<br />
Color, kg/t pulp (PCU)<br />
417<br />
197<br />
2.1<br />
82<br />
381<br />
247<br />
1.5<br />
1113
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 91<br />
Al<strong>th</strong>ough <strong>th</strong>e spent pulping liquor is <strong>th</strong>e major source <strong>of</strong> pollution in terms <strong>of</strong> depleting oxygen<br />
conditions, <strong>th</strong>e toxicity <strong>of</strong> <strong>th</strong>e effluents in terms <strong>of</strong> Total Organic Chlorine (TOCl) originates from<br />
<strong>th</strong>e ble<strong>ac</strong>hing plant <strong>of</strong> <strong>th</strong>e large and small mills. The amount <strong>of</strong> TOCl produced is dependent on<br />
<strong>th</strong>e amount <strong>of</strong> free Cl2 used during ble<strong>ac</strong>hing operations and is roughly calculated by <strong>th</strong>e following<br />
equation:<br />
TOCl = K(C+D/5 +H/2) kg TOCl/air dried ton <strong>of</strong> pulp,<br />
where C, D, & H are doses <strong>of</strong> Cl 2, ClO 2 and hypochlorite.<br />
In India, <strong>th</strong>e situation due to <strong>th</strong>ese chloro compounds becomes more alarming in <strong>th</strong>e small paper<br />
mills. Increasing caustic soda prices and increasing gap between caustic soda and chlorine prices<br />
indicate a tendency to decrease alkali charge in cooking, <strong>th</strong>ereby increasing lignin content and<br />
chlorine consumption.<br />
6.2.4.2 Solid wastes<br />
Solid wastes constitute a complex problem in <strong>th</strong>e industry due to <strong>th</strong>e varying nature and enormity<br />
<strong>of</strong> <strong>th</strong>e wastes generated. Table 6.2.5 shows <strong>th</strong>e solid waste generation from <strong>th</strong>e small and large<br />
paper mills. The main sources <strong>of</strong> solid wastes are:<br />
- The raw material handling/preparation<br />
- The effluent sludge from <strong>th</strong>e combined mills effluent treatment plant<br />
- Flue dust from coal-fired boilers and fines in <strong>th</strong>e coal<br />
- Coal cinders from coal-fired boilers<br />
- Lime sludge from <strong>th</strong>e chemical recovery plant<br />
- Hypo mud from <strong>th</strong>e hypo plant<br />
- Pi<strong>th</strong> generation from <strong>th</strong>e de-pi<strong>th</strong>ing plant.<br />
Wastes from raw materials handling are burnt, discharged as effluent, or dumped in barren lands.<br />
Burning <strong>of</strong> lime sludge from causticizers and hypochlorite preparation plants in India, however, is<br />
unsuccessful due to <strong>th</strong>e high silica content. Hence, <strong>th</strong>e desilication <strong>of</strong> <strong>th</strong>e bl<strong>ac</strong>k liquor is essential.<br />
Moreover, sludge from water treatment or effluent treatment plants contains nearly 72% organic<br />
compounds and has 45-50% water content. Therefore, dewatering <strong>of</strong> <strong>th</strong>e sludge, and stabilizing <strong>th</strong>e<br />
water is necessary before its final disposal.<br />
Coal ash which <strong>ac</strong>counts for 30-32% <strong>of</strong> <strong>th</strong>e total coal burnt also adds to <strong>th</strong>e solid waste disposal<br />
problem. Most <strong>of</strong> it is used as landfill, al<strong>th</strong>ough its disposal is still a cause for concern.<br />
From <strong>th</strong>e foregoing discussion, <strong>th</strong>e seriousness <strong>of</strong> <strong>th</strong>e problems due to wastes generated from <strong>th</strong>e<br />
pulp and paper industry is not some<strong>th</strong>ing to be taken for granted. The pressure on land is already<br />
high, and unless long term plans are made to ei<strong>th</strong>er reburn <strong>th</strong>e lime sludge, to separate and re-use<br />
fibrous wastes, and to use coal ash for building materials, <strong>th</strong>e mills will f<strong>ac</strong>e serious problems for
92 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
solid waste disposal in <strong>th</strong>e coming years. The rising consciousness for a clean, heal<strong>th</strong>y environment<br />
and <strong>th</strong>e implementation <strong>of</strong> stringent measures for solid waste disposal will force <strong>th</strong>e industry to<br />
make decisions in order to stop environmental degradation.<br />
Table 6.2.5 Solid waste generation in paper mills<br />
Waste source Large paper mills<br />
(kg dry solids / ton<br />
paper)<br />
Raw material<br />
handling/preparation<br />
Small paper mills<br />
(kg dry solids / ton<br />
paper)<br />
45 210*<br />
Hypochlorite preparation grit 20 nil<br />
Recausticizing lime mud 593 nil<br />
Power plant/boiler ash** 656 1300<br />
Waste treatment plant***<br />
1. Primary sludge 159 105<br />
2. Secondary sludge 34 105<br />
TOTAL 1507 1731<br />
% inorganic solids 84 75<br />
% organic solids 16 25<br />
6.2.4.3 Air pollution<br />
Particulate and gaseous pollutants from <strong>th</strong>e pulp and paper mills are discharged <strong>th</strong>rough <strong>th</strong>e<br />
following:<br />
- Digester relief<br />
- Brown stock washers<br />
- Washer-ble<strong>ac</strong>h liquor preparation plant<br />
- Multi-effect evaporators for bl<strong>ac</strong>k liquor<br />
- Direct cont<strong>ac</strong>t evaporators like cascades, cyclones, etc.<br />
- Chemical recovery furn<strong>ac</strong>e<br />
- Smelt dissolving and slaking tanks<br />
- Lime kilns<br />
- Boiler flue gases<br />
* When bagasse is used in pl<strong>ac</strong>e <strong>of</strong> straw in SPM, solid waste generated from raw materials handling will<br />
be 550 kg/ton paper and total solid wastes will be 2071 kg/t wi<strong>th</strong> 65% inorganic solids.<br />
** Ash generation depends on % ash in coal and <strong>th</strong>e amount <strong>of</strong> power/steam generation.<br />
*** Estimated (assuming 0.5 kg mixed liquor suspended solids produced / kg BOD removed in <strong>ac</strong>tivated<br />
sludge treatment plant.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 93<br />
Air pollutants are generally controlled by <strong>th</strong>e dust-collecting equipment. Chemical particulates<br />
emitted from recovery furn<strong>ac</strong>es, smelt dissolving tanks and lime kilns, mostly <strong>of</strong> sodium sulfate<br />
and sodium carbonate, are controlled to a considerable extent by <strong>th</strong>e use <strong>of</strong> venturi scrubbers,<br />
electrostatic precipitators, and o<strong>th</strong>er effective dust-collecting devices.<br />
Emitted gases which are a variable mixture <strong>of</strong> hydrogen sulfide, me<strong>th</strong>yl mercaptans, dime<strong>th</strong>yl<br />
sulfide and sulfur dioxide, originate mainly from <strong>th</strong>e sulfate pulping process. Table 6.2.6 shows <strong>th</strong>e<br />
main emissions <strong>of</strong> reduced sulfur compounds from <strong>th</strong>e sulfate pulping process.<br />
Table 6.2.6 Main emissions <strong>of</strong> sulfur compounds from <strong>th</strong>e sulfate pulping process<br />
Emission rate, kg/t90<br />
Emission source<br />
Batch digester<br />
H2S 0-0.15<br />
*MM<br />
CH3SH 0-1.3<br />
*DMS<br />
CH3SCH3 0.05-3.3<br />
*DMDS<br />
CH3SSC H3 0.05-2.0<br />
Continuous digester 0-0.10 0.5-1 0.05-0.5 0.05-0.4<br />
Washing 0-0.10 0.05-1 0.1-1.0 0.1-0.08<br />
Evaporation 0.05-1.5 0.05-0.8 0.05-1.0 0.05-1.0<br />
Recovery Furn<strong>ac</strong>e (wi<strong>th</strong><br />
DCE)<br />
0-2.50 0-2 0-1 0.03<br />
Smelt dissolving tank 0-1.0 0-0.08 0-0.5 0.03<br />
*MM: Me<strong>th</strong>yl-mercaptan; DMS: Dime<strong>th</strong>yl sulfide; DMDS: Dime<strong>th</strong>yl Disulfide<br />
6.2.4.4 Noise pollution<br />
The major contribution to noise pollution comes from <strong>th</strong>e chipper house, v<strong>ac</strong>uum pumps and<br />
compressors. Mufflers are necessary to reduce noise in v<strong>ac</strong>uum pumps; and in <strong>th</strong>e paper m<strong>ac</strong>hine<br />
drive, changing <strong>th</strong>e material <strong>of</strong> construction not only reduces noise, it also has <strong>th</strong>e additional<br />
advantage <strong>of</strong> self-lubrication. Wherever possible, <strong>th</strong>e paper m<strong>ac</strong>hine drive gears are made <strong>of</strong><br />
polypick or nylon material to serve <strong>th</strong>e purpose <strong>of</strong> reducing noise.<br />
6.2.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough<br />
technological change<br />
6.2.5.1 Energy saving potential<br />
It is estimated <strong>th</strong>at <strong>th</strong>e energy bill <strong>of</strong> <strong>th</strong>e pulp and paper industry is about Rs 10 billion wi<strong>th</strong> a<br />
savings potential <strong>of</strong> at least 20% or Rs 2 billion, if a proper impetus is given to energy<br />
management. Technological renovations can play a significant role in improving <strong>th</strong>e energy<br />
efficiency <strong>of</strong> <strong>th</strong>e processes and lead to a reduction in specific energy consumption, improvement<br />
<strong>of</strong> energy and productivity and product quality. These may include major modifications <strong>of</strong> <strong>th</strong>e<br />
existing plants and changes in <strong>th</strong>e operating pr<strong>ac</strong>tices or process controls and equipment.
94 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
The industry can <strong>ac</strong>hieve better energy performance in a number <strong>of</strong> ways:<br />
- short-term schemes wi<strong>th</strong> small investments and improved housekeeping measures<br />
estimated to reduce <strong>th</strong>e energy bill by 5%<br />
- medium-term schemes wi<strong>th</strong> attr<strong>ac</strong>tive pay-b<strong>ac</strong>k periods can reduce <strong>th</strong>e energy bill by 10-<br />
15%<br />
- long-term schemes wi<strong>th</strong> major investments can cut <strong>th</strong>e energy bill by 5-10%.<br />
6.2.5.2 Energy and environmental audits, process modifications, optimization and control,<br />
and energy generation<br />
A. Energy and environmental audits<br />
Energy audit is used as a tool in defining and pursuing comprehensive energy management<br />
programs. Its primary objective is to determine ways <strong>of</strong> reducing energy consumption per unit <strong>of</strong><br />
product output. The process is conducted in two ways: preliminary audit and <strong>th</strong>e detailed audit.<br />
The preliminary audit is conducted in a limited span <strong>of</strong> time, focusing on <strong>th</strong>e major energy supply<br />
and demand aspects which <strong>ac</strong>count for 70% <strong>of</strong> <strong>th</strong>e total energy requirements. The detailed audit<br />
goes beyond <strong>th</strong>e quantitative estimates to cost savings.<br />
Environmental audits also help in identifying areas <strong>of</strong> high pollution loads which can be useful for<br />
<strong>th</strong>e management to come up wi<strong>th</strong> measures to reduce pollution discharges. In general, Indian<br />
paper mills adopt pollution abatement strategies <strong>of</strong> two types:<br />
- Internal measure: production process control aimed at reducing waste water volume and<br />
pollutant discharge load from <strong>th</strong>e mill<br />
- External measure: waste water treatment technologies or end-<strong>of</strong>-pipe treatment systems<br />
aimed at reducing discharges <strong>of</strong> pollutants to <strong>th</strong>e environment.<br />
B. Process modifications, optimization and advanced controls<br />
Through <strong>th</strong>e combination <strong>of</strong> modifying existing processes and <strong>th</strong>e development <strong>of</strong> new ones, <strong>th</strong>e<br />
objective <strong>of</strong> improving energy efficiency can be <strong>ac</strong>hieved. Considerable energy savings in <strong>th</strong>e<br />
industry has been reported brought about by such measures:<br />
- Digester: 10-20%<br />
- Ble<strong>ac</strong>hing 5-10%<br />
- Evaporator 3-5%<br />
- Recovery boiler 20-50%<br />
- Paper m<strong>ac</strong>hines 10-20%<br />
Following are some latest technologies <strong>th</strong>at are applied in <strong>th</strong>e pulp and paper industry <strong>of</strong> India:
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 95<br />
Raw Materials Handling<br />
1. Repl<strong>ac</strong>ement <strong>of</strong> disc chippers by drum chippers<br />
In some <strong>of</strong> <strong>th</strong>e mills, it has been observed <strong>th</strong>at <strong>th</strong>e repl<strong>ac</strong>ement <strong>of</strong> large numbers <strong>of</strong> disc-type low<br />
cap<strong>ac</strong>ity chippers wi<strong>th</strong> high cap<strong>ac</strong>ity chippers made it possible to reduce energy consumption from<br />
35 kWh to as low as 7 kWh/ TBD1 chips.<br />
Table 6.2.7 Comparative energy consumption <strong>of</strong> different chippers used<br />
Type <strong>of</strong> chippers Cap<strong>ac</strong>ity TBD Energy consumption<br />
kWh/ton <strong>of</strong> BD chip<br />
1. Drum type 20-25 7<br />
2. Disc type 6-10 30<br />
(Status: already in use in <strong>th</strong>ree large mills)<br />
2. Conversion <strong>of</strong> pneumatic conveyor to <strong>th</strong>e mechanical type<br />
80% <strong>of</strong> <strong>th</strong>e mills in India have resorted to <strong>th</strong>e mechanical type <strong>of</strong> conveying, and a reduction <strong>of</strong> 4-<br />
5 tons energy consumption had been realized. Performance-wise, <strong>th</strong>e cleated conveyor belts <strong>of</strong>fer<br />
an excellent alternative to <strong>th</strong>e pneumatic conveyors. Due to layout restrictions, however, <strong>th</strong>e o<strong>th</strong>er<br />
mills are not able to likewise do conversions.<br />
Pulping<br />
1. Installation <strong>of</strong> continuous digesters in pl<strong>ac</strong>e <strong>of</strong> batch digesters<br />
In some <strong>of</strong> <strong>th</strong>e large integrated mills mainly in <strong>th</strong>e public sector units, <strong>th</strong>e old conventional batch<br />
digesters are now being repl<strong>ac</strong>ed by continuous digesters, and are found to be energy efficient<br />
(Table 6.2.8). Advantages brought about by <strong>th</strong>e latter are:<br />
- uniform cooking and better pulp quality<br />
- low specific energy consumption<br />
- less alkali charge<br />
- shorter cooking cycle<br />
- higher liquor concentration for recovery<br />
2. RDH/Cold Blow System<br />
This technological innovation has been introduced for energy conservation <strong>of</strong> 20-25%, and are<br />
ideally suited for stationary digesters.<br />
1 TBD : Ton Bone Dry
96 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.2.8 Comparative performance <strong>of</strong> different digesters used<br />
Batch Continuous<br />
Steam/ton <strong>of</strong> pulp 1.6 1.0<br />
Power units/ton <strong>of</strong> pulp 150 56<br />
Alkali (%) 16 14<br />
(Status: HPC units (Nawgaon, C<strong>ac</strong>har) have Kamyr digesters whereas Seshashayee<br />
Paper Boards and Tamilnadu News Print Ltd. have Pandia continuous digesters.)<br />
Ble<strong>ac</strong>hing<br />
1. Oxygen ble<strong>ac</strong>hing<br />
This process is being used in paper mills which go for a low kappa number pulping. The<br />
introduction <strong>of</strong> oxygen delignification before ble<strong>ac</strong>hing reduces <strong>th</strong>e ble<strong>ac</strong>h consumption, making<br />
<strong>th</strong>e ble<strong>ac</strong>h effluent less toxic towards <strong>th</strong>e environment wi<strong>th</strong> <strong>th</strong>e added advantage <strong>of</strong> being able to<br />
generate additional steam from extr<strong>ac</strong>ted organics at <strong>th</strong>e oxygen stage.<br />
Ano<strong>th</strong>er recently introduced ble<strong>ac</strong>hing technique is <strong>th</strong>e use <strong>of</strong> peroxide in <strong>th</strong>e conventional<br />
systems, which has already been adopted in one <strong>of</strong> <strong>th</strong>e paper mills in <strong>th</strong>e country.<br />
2. Stock preparation<br />
Most <strong>of</strong> <strong>th</strong>e Indian integrated and non-integrated paper mills are repl<strong>ac</strong>ing <strong>th</strong>e conventional conical<br />
and wide angle refiners wi<strong>th</strong> disc refiners, which are found to be comparatively highly energy<br />
efficient (Table 6.2.9).<br />
Table 6.2.9 Comparative power consumption <strong>of</strong> different refiners used<br />
Type Specific energy consumption<br />
(kWh / sr / ton <strong>of</strong> pulp)<br />
Wide angle refiner 14-18<br />
Conical refiner 9-13<br />
Double disc refiner 7-9<br />
Triple disc refiner 6<br />
Chemical Recovery<br />
1. Evaporators<br />
The type <strong>of</strong> evaporators being used in <strong>th</strong>e Indian paper industry has been <strong>th</strong>e long & short tube<br />
evaporators. These are currently being repl<strong>ac</strong>ed by <strong>th</strong>e 7-effect free falling film type evaporators<br />
which reduce steam consumption by 25-30% in <strong>th</strong>e evaporator section. Increasing <strong>th</strong>e number <strong>of</strong><br />
effects <strong>of</strong> falling film evaporators can <strong>ac</strong>hieve a steam economy as high as 8.0.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 97<br />
Recently, high pressure pumps have also been installed in some <strong>of</strong> <strong>th</strong>e paper mills which help to<br />
improve steam economy from 4.2 to 4.8.<br />
2. Energy cogeneration <strong>th</strong>rough boiler modifications<br />
A number <strong>of</strong> improvements in <strong>th</strong>e paper industry are needed wi<strong>th</strong> regards to <strong>th</strong>e following:<br />
configuration <strong>of</strong> recovery boilers wi<strong>th</strong> respect to liquor firing, efficient <strong>th</strong>ree zone air distribution,<br />
auxiliary fuel furn<strong>ac</strong>e construction corrosion, protection and steam pressure. Earlier, boilers were<br />
giving steam pressures <strong>of</strong> 20 kg/cm 2 but mills are now able to produce steam pressures <strong>of</strong> 40-60<br />
kg/cm 2 . Wi<strong>th</strong> new designs, boilers can now produce high pressure steam <strong>of</strong> 100 kg/cm 2 . By<br />
incorporating <strong>th</strong>e above-mentioned improvement, <strong>th</strong>e West Coast Paper Mills in India is now<br />
going for recovery wi<strong>th</strong> steam pressure <strong>of</strong> 80 kg/cm 2 .<br />
3. Introduction <strong>of</strong> on-line measurement and control system<br />
On-line measurements and control systems have lately been introduced in Indian paper m<strong>ac</strong>hines<br />
in <strong>th</strong>e Tribeni and HNL paper mills. O<strong>th</strong>er mills are following suit. The introduction <strong>of</strong> such<br />
systems aids in <strong>th</strong>e following:<br />
- high fiber savings<br />
- improved and consistent quality <strong>of</strong> paper<br />
- optional moisture content<br />
- reduction in energy consumption due to high % <strong>of</strong> moisture in paper.<br />
Digesters<br />
It has been observed <strong>th</strong>at <strong>th</strong>e use <strong>of</strong> low liquor to material ratio is quite effective in reducing <strong>th</strong>e<br />
energy consumption in <strong>th</strong>e digester section. In small agro-based pulp mills, <strong>th</strong>is is <strong>ac</strong>hieved by <strong>th</strong>e<br />
constant monitoring <strong>of</strong> low moisture in <strong>th</strong>e raw material, maintaining a high concentration <strong>of</strong> <strong>th</strong>e<br />
cooking liquor (100g/li) and a high temperature or shorter cooking cycle.<br />
Installation <strong>of</strong> screw press for efficient washing <strong>of</strong> pulp<br />
In conventional washing systems, non-woody raw materials are more difficult to wash compared<br />
to woody raw materials. The usual equipment being used is <strong>th</strong>e counter current multistage v<strong>ac</strong>uum<br />
drum filters. It is observed, however, <strong>th</strong>at for every percent increase in solids, a savings potential <strong>of</strong><br />
25 tons <strong>of</strong> steam per day in a 100 tons per day pulp mill is possible. Table 6.2.10 shows how <strong>th</strong>e<br />
steam requirement in evaporators is reduced wi<strong>th</strong> an increase in inlet solid concentrations.<br />
In one <strong>of</strong> <strong>th</strong>e straw-based mills, it was observed <strong>th</strong>at <strong>th</strong>e installation <strong>of</strong> <strong>th</strong>e screw press before <strong>th</strong>e<br />
v<strong>ac</strong>uum washer increased <strong>th</strong>e specific loading rate and initial concentration <strong>of</strong> weak bl<strong>ac</strong>k liquor to<br />
<strong>th</strong>e evaporator. This reduced <strong>th</strong>e steam requirement during <strong>th</strong>e evaporation process. Table 6.2.11<br />
shows <strong>th</strong>e effects <strong>of</strong> process modification.
98 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.2.10 Steam requirements wi<strong>th</strong> varying inlet and outlet concentrations<br />
White bl<strong>ac</strong>k liquor Final concentration Steam requirement<br />
(%)<br />
(t/t <strong>of</strong> pulp)<br />
6 40 10.6<br />
42 10.7<br />
45 10.8<br />
8 40 7.5<br />
42 7.6<br />
45 7.7<br />
10 40 5.6<br />
42 5.7<br />
45 5.8<br />
Table 6.2.11 Conventional and screw pressing followed by conventional washing<br />
Mode Specific loading<br />
rate<br />
BDMT/m<br />
Conventional washer (3-<br />
stage)<br />
Screw press followed by<br />
conventional washer (3stage)<br />
Bl<strong>ac</strong>k liquor<br />
solids<br />
%<br />
Chemical loss<br />
kg NaOH/t<br />
1.46 10 18<br />
1.73 12 12<br />
High solids evaporation <strong>th</strong>rough <strong>th</strong>ermal depolymerization<br />
The energy in terms <strong>of</strong> steam <strong>th</strong>at can be generated per ton <strong>of</strong> bl<strong>ac</strong>k liquor solids is dependent on<br />
<strong>th</strong>e concentration <strong>of</strong> bl<strong>ac</strong>k liquor <strong>th</strong>at is fired in <strong>th</strong>e recovery boiler. Since it is difficult to handle<br />
highly viscous bl<strong>ac</strong>k liquor from non-woody materials in <strong>th</strong>e evaporator, heat treatment <strong>of</strong> bl<strong>ac</strong>k<br />
liquor at temperatures higher <strong>th</strong>an <strong>th</strong>e cooking temperature could reduce <strong>th</strong>e viscosity <strong>of</strong> bl<strong>ac</strong>k<br />
liquor tremendously, making it possible for <strong>th</strong>e bl<strong>ac</strong>k liquor to evaporate, leaving behind some<br />
70% solids. The advantages <strong>of</strong> <strong>th</strong>e bl<strong>ac</strong>k liquor treatment are <strong>th</strong>e following:<br />
- Instead <strong>of</strong> a 50-55% <strong>th</strong>ermal efficiency for 55% bl<strong>ac</strong>k liquor solids, <strong>th</strong>e net <strong>th</strong>ermal<br />
efficiency is likely to re<strong>ac</strong>h 70% in cases <strong>of</strong> 65% solid concentration.<br />
- The use <strong>of</strong> direct cont<strong>ac</strong>t evaporator is eliminated, <strong>th</strong>ereby reducing gaseous pollution.<br />
C. Energy generation<br />
Wi<strong>th</strong> regards to energy generation, small paper plants operating wi<strong>th</strong> lower cap<strong>ac</strong>ity boilers<br />
consume waste fuels such as rice husk, bagasse, etc., and depend greatly on purchased power.<br />
Large mills on <strong>th</strong>e o<strong>th</strong>er hand, generate part <strong>of</strong> <strong>th</strong>eir own power <strong>th</strong>rough cogeneration.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 99<br />
Commonly-used boilers are <strong>th</strong>e stoker-fired boilers which may ei<strong>th</strong>er be <strong>th</strong>e chain grate or<br />
spreader-stoker type, wi<strong>th</strong> cap<strong>ac</strong>ities ranging from 6-80 t/h. Most medium and large-size mills<br />
currently have installed fluidized bed combustion (FBC) boilers or are in <strong>th</strong>e process <strong>of</strong> converting<br />
spreader stoker to FBC boilers.<br />
6.2.6 Status <strong>of</strong> <strong>th</strong>e application <strong>of</strong> new technologies<br />
The extent <strong>of</strong> employment <strong>of</strong> energy-efficient and environmentally sound technologies (EEESTs)<br />
in <strong>th</strong>e pulp and paper mills <strong>of</strong> India is summarized in Table 6.2.12.<br />
Table 6.2.12 EEESTs in <strong>th</strong>e pulp and paper mills <strong>of</strong> India<br />
<strong>Technology</strong> No. <strong>of</strong> mills using <strong>th</strong>e technology<br />
Palman chippers 7<br />
Kamyr continuous digesters 2<br />
Pandia continuous digesters 3<br />
Oxidative extr<strong>ac</strong>tion (OE) 4<br />
Elemental chlorine-free ble<strong>ac</strong>hing 3<br />
Double disk refiners 50% <strong>of</strong> <strong>th</strong>e mills<br />
Twin wire m<strong>ac</strong>hines 5<br />
Free flowing falling film evaporators 3<br />
Long tube vertical type evaporators most integrated mills have LTV<br />
evaporators<br />
High pressure boilers (40-60 kg/cm) 5<br />
Electrostatic precipitator 70% <strong>of</strong> <strong>th</strong>e integrated mills<br />
Lime sludge reburning 5<br />
<strong>Full</strong> fledged effluent treatment system 80-90% <strong>of</strong> <strong>th</strong>e integrated mills and some<br />
selected medium and small-sized mills<br />
Despite <strong>th</strong>e changes occurring wi<strong>th</strong> regards to environmental consciousness, public concerns and<br />
customer preferences in <strong>th</strong>e country, <strong>th</strong>e pulp and paper industry is still in a difficult position to<br />
impose total environmental management and undergo environmental control modifications in <strong>th</strong>e<br />
f<strong>ac</strong>ilities. Never<strong>th</strong>eless, some new trends are currently being realized in a number <strong>of</strong> paper mills in<br />
<strong>th</strong>e country in order to combat environmental problems (see Table 6.2.12).
100 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
6.3 COUNTRY REPORT: PHILIPPINES<br />
6.3.1 Introduction<br />
All industrial processes generate waste. Since no production system can transform all input<br />
resources completely into end-products, waste generation is inevitable. Problems arise when <strong>th</strong>ese<br />
wastes are discharged in excess <strong>of</strong> what <strong>th</strong>e environment can absorb.<br />
The industrial sector which <strong>ac</strong>counts for a large share in <strong>th</strong>e country’s energy consumption, is also<br />
a major source <strong>of</strong> environmental pollution. Industrial pollution has earlier been considered a local<br />
problem but is today recognized as regional as well as global. Common sources <strong>of</strong> industrial<br />
pollution are <strong>th</strong>e waste water used in <strong>th</strong>e manuf<strong>ac</strong>turing process and <strong>th</strong>e emissions from<br />
combustion <strong>of</strong> fossil fuel. There is a wide array <strong>of</strong> technically feasible abatement measures ranging<br />
from efficiency improvement in <strong>th</strong>e process to <strong>th</strong>e more common and usually more expensive end<strong>of</strong>-pipe<br />
pollution abatement technologies.<br />
The pulp and paper industry is one <strong>of</strong> <strong>th</strong>e industrial sector’s high energy consumers and major<br />
contributors in pollution. Attention to <strong>th</strong>e pulp and paper industry, <strong>th</strong>erefore, deserves a high<br />
priority. This section looks into <strong>th</strong>e technological status <strong>of</strong> <strong>th</strong>e pulp and paper industry <strong>of</strong> <strong>th</strong>e<br />
Philippines wi<strong>th</strong> regards to energy efficiency and environmental soundness. Through <strong>th</strong>e historical<br />
and present techno-economic data <strong>of</strong> <strong>th</strong>e industry, <strong>th</strong>e potential for improving <strong>th</strong>e current status <strong>of</strong><br />
technologies for energy and environmental management is analyzed.<br />
6.3.2 Technological trajectory <strong>of</strong> <strong>th</strong>e paper industry in <strong>th</strong>e Philippines<br />
6.3.2.1 Structure <strong>of</strong> <strong>th</strong>e paper industry<br />
Pulp and paper production in <strong>th</strong>e Philippines was pioneered by Compania de Cellulosa de Filipinas<br />
when it established an integrated pulp and paper mill in 1948 in Bais, Negros Occidental. The mill<br />
which produced 10 tons <strong>of</strong> bond paper per day using bagasse as raw material is still in operating<br />
condition. Ano<strong>th</strong>er pioneer in <strong>th</strong>e paper industry was established in 1950 in Metro Manila to<br />
operate a second-hand board m<strong>ac</strong>hine. This m<strong>ac</strong>hine is still operational and currently produces<br />
chipboard.<br />
A number <strong>of</strong> paper mills were established during <strong>th</strong>e 1950s and <strong>th</strong>e early 1960s when <strong>th</strong>e industry<br />
had to contend wi<strong>th</strong> two sets <strong>of</strong> import duty levels - a lower rate for pulp and a higher rate for<br />
finished paper and brand products. This encouraged <strong>th</strong>e mills to utilize <strong>th</strong>e cheaper imported raw<br />
materials. In effect, plans to build pulping f<strong>ac</strong>ilities for most <strong>of</strong> <strong>th</strong>e mills never materialized.<br />
Several non-integrated paper mills were established during <strong>th</strong>e 1970s and 1980s but <strong>th</strong>ese were<br />
based mainly on imported and local recycled waste paper. The list <strong>of</strong> paper mills in <strong>th</strong>e country<br />
and <strong>th</strong>eir dates <strong>of</strong> establishment are shown in Annex 1.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 101<br />
From 1978 to 1991, paper production in <strong>th</strong>e Philippines remained flat. Consumption on one hand<br />
increased from 440,000 tons in 1978 to 753,000 tons in 1993 (Table 6.3.1). To meet increasing<br />
demand, <strong>th</strong>e country had to rely on imports. In contrast, production <strong>of</strong> paper and board in o<strong>th</strong>er<br />
ASEAN countries rose from 820,000 to 2,100,000 tons wi<strong>th</strong> marginal increase in net imports<br />
during <strong>th</strong>e same ten-year period.<br />
Despite <strong>th</strong>e problem <strong>of</strong> power shortages in <strong>th</strong>e last two years, <strong>th</strong>e industry managed to continue<br />
operations and, aided by resilient domestic market, was able to post moderate gains. Total<br />
production <strong>of</strong> <strong>th</strong>e country’s operating mills re<strong>ac</strong>hed 490,000 tons in 1992 and increased by 6% to<br />
518,000 tons in 1993.<br />
Table 6.3.1 Evolution <strong>of</strong> paper industry: total paper and paperboard (10 3 tons)<br />
Year Installed<br />
Cap<strong>ac</strong>ity<br />
Production Consumption Imports<br />
1987 439 319.5 475.0 200.8<br />
1988 506 341.0 493.9 193.0<br />
1989 564 345.0 554.6 216.4<br />
1990 579 325.0 481.6 205.3<br />
1991 579 392.0 626.0 245.2<br />
1992 635 489.0 743.1 279.5<br />
1993 650 517.5 753.1 279.5<br />
Source: Aragon, P.M., Country Focus.<br />
A. Production cap<strong>ac</strong>ity<br />
From a 1989 survey, <strong>th</strong>e industry coverage was 33 pulp and paper mills, wi<strong>th</strong> 4 integrated mills<br />
(shown in Table 6.3.2) and 5 pulp manuf<strong>ac</strong>turers (Table 6.3.3). The remaining 24 are nonintegrated<br />
paper mills. Exclusive <strong>of</strong> two non-operating mills, <strong>th</strong>e total production cap<strong>ac</strong>ity <strong>of</strong> <strong>th</strong>e<br />
integrated mills is 410,000 tons per annum.<br />
The total pulp cap<strong>ac</strong>ity <strong>of</strong> <strong>th</strong>e Philippines is about 289,000 tons per annum while aggregate paper<br />
cap<strong>ac</strong>ity is approximately 611,000 tons per year. In view <strong>of</strong> several closures, <strong>th</strong>e average annual<br />
operating cap<strong>ac</strong>ities for pulp and paper production are 223,000 tons and 526,000 tons, respectively<br />
(Table 6.3.4).<br />
The industry structure is very small compared to international standards. Of <strong>th</strong>e 28 paper mills,<br />
only 3 have a cap<strong>ac</strong>ity <strong>of</strong> over 50,000 tons per annum (Table 6.3.5). The average size <strong>of</strong> mills<br />
ranges from 10,000 to 15,000 tons per annum. The industry structure is also outmoded and as a<br />
result, suffers from leng<strong>th</strong>y m<strong>ac</strong>hine downtime due to difficulties in obtaining outdated<br />
repl<strong>ac</strong>ement parts.
102 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.3.2 Integrated pulp and paper mills in <strong>th</strong>e Philippines, 1989<br />
Company/Mill Pulp Paper<br />
Cap<strong>ac</strong>ity<br />
(10 3 Materials Cap<strong>ac</strong>ity<br />
t/year)<br />
(10 3 Main Grades<br />
t/year)<br />
PICOP 180 Mech, UKP, 150 Newsprint, Linerboard,<br />
BKP<br />
Corrugated Medium<br />
Central Azucarera 9 Bagasse 14 Printing<br />
United Pulp & Paper 16 Bagasse 31 S<strong>ac</strong>k Kraft, Corrug.<br />
Menzi Dev’t. Corp. 3 Ab<strong>ac</strong>a 7<br />
Medium, Linerboard<br />
Printing & Writing<br />
Table 6.3.3 Pulp mills in <strong>th</strong>e Philippines, 1989<br />
Company/Mill Cap<strong>ac</strong>ity (10 3 t/year) Materials<br />
Albay Agro-Ind’l. Dev’t. Corp. 1 Ab<strong>ac</strong>a<br />
Canlubang Pulp Mfg. Company 4.5 Ab<strong>ac</strong>a<br />
Cellophil Resources Corporation 66 Wood Pulp<br />
Isarog Pulp and Paper Co. 4.5 Ab<strong>ac</strong>a<br />
PICOP 5 Ab<strong>ac</strong>a<br />
Table 6.3.4 Total pulp and paper mill cap<strong>ac</strong>ities in <strong>th</strong>e Philippines, 1989<br />
Mill Categories Cap<strong>ac</strong>ity (10 3 t/year)<br />
Pulp Paper<br />
Integrated mills 208 202<br />
Pulp mills 81 -<br />
Paper mills - 409<br />
Total cap<strong>ac</strong>ities 289 611<br />
Operational cap<strong>ac</strong>ities 223 536<br />
Table 6.3.5 Philippine paper mills categorized by rated cap<strong>ac</strong>ity (t/year)<br />
Rated Cap<strong>ac</strong>ity Number <strong>of</strong> paper mills<br />
Below 10,000 10<br />
10,000 to 20,000 10<br />
20,000 to 50,000 5<br />
50,000 & above 3<br />
B. Paper m<strong>ac</strong>hines<br />
There are currently 45 paper m<strong>ac</strong>hines in <strong>th</strong>e country wi<strong>th</strong> a total cap<strong>ac</strong>ity <strong>of</strong> 540,000 tons per<br />
annum, or an average <strong>of</strong> 12,000 tons annually (Table 6.3.6).
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 103<br />
Table 6.3.6 Paper m<strong>ac</strong>hine structure in <strong>th</strong>e Philippines in terms <strong>of</strong> cap<strong>ac</strong>ity (10 3 t/year),<br />
trim wid<strong>th</strong> per cm, and start-up year<br />
PM cap<strong>ac</strong>ity Operating Total paper % Share<br />
m<strong>ac</strong>hines<br />
cap<strong>ac</strong>ity<br />
below 10 33 166 31.0<br />
10 - 19 7 102 19.0<br />
20 - 29 1 27 5.0<br />
30 - 39 1 31 5.8<br />
40 - 49 - - -<br />
50 - 59 - - -<br />
60 - 69 2 128 23.9<br />
over 69 1 82 15.3<br />
Total 45 536 100.0<br />
PM trim/cm<br />
below 201 22 132 24.6<br />
201 - 300 16 118 22.0<br />
301 - 400 5 144 26.9<br />
401 - 500 - - -<br />
501 - 600 1 60 11.2<br />
over 600 1 82 15.3<br />
Total 45 536 100.0<br />
Start-up Year<br />
before 1960 7 57 10.6<br />
1960s 19 132 24.6<br />
1970s 10 240 44.8<br />
1980s 9 107 20.0<br />
Total 45 536 100.0<br />
As can be seen in Table 6.3.6, only <strong>th</strong>ree <strong>of</strong> <strong>th</strong>e m<strong>ac</strong>hines operate at a minimum <strong>of</strong> 60,000 tons per<br />
year, representing less <strong>th</strong>an 40 percent <strong>of</strong> <strong>th</strong>e total industry cap<strong>ac</strong>ity. Most <strong>of</strong> <strong>th</strong>e m<strong>ac</strong>hines were<br />
bought second-hand and are very small bo<strong>th</strong> in terms <strong>of</strong> cap<strong>ac</strong>ity and wid<strong>th</strong>. Only two have a<br />
wid<strong>th</strong> greater <strong>th</strong>an 5 meters. The m<strong>ac</strong>hines are also very old. However, it is quite difficult to<br />
establish <strong>th</strong>e ex<strong>ac</strong>t age <strong>of</strong> <strong>th</strong>ese m<strong>ac</strong>hines because almost all have been bought second-hand.<br />
Twenty m<strong>ac</strong>hines have reportedly been installed during <strong>th</strong>e past 20 years.<br />
Of <strong>th</strong>e 45 operating m<strong>ac</strong>hines, 5 can easily absorb 50 percent <strong>of</strong> <strong>th</strong>e total annual production<br />
cap<strong>ac</strong>ity. In f<strong>ac</strong>t, <strong>th</strong>e 2 biggest m<strong>ac</strong>hines (wi<strong>th</strong> a trim exceeding 500 cm) have a combined cap<strong>ac</strong>ity<br />
constituting 26.5 percent <strong>of</strong> total. Essentially, <strong>th</strong>e country’s aggregate paper requirements may be<br />
supplied by only ten medium-sized (not necessarily modern) paper m<strong>ac</strong>hines. Table 6.3.7 presents<br />
<strong>th</strong>e status <strong>of</strong> <strong>th</strong>e country’s paper m<strong>ac</strong>hines in 1989, relative to <strong>th</strong>at <strong>of</strong> <strong>th</strong>e o<strong>th</strong>er ASEAN countries.
104 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.3.7 Total cap<strong>ac</strong>ities <strong>of</strong> paper m<strong>ac</strong>hines in ASEAN countries by mill cap<strong>ac</strong>ity,<br />
age, and wid<strong>th</strong>, 1989 (10 3 t/year)<br />
Distribution Indonesia Malaysia Philippines Singapore Thailand Total<br />
PM Cap<strong>ac</strong>ity<br />
below 20,000 455 136 294 42 330 1257<br />
21,000-40,000 464 - 103 77 161 805<br />
41,000-60,000 155 - 60 60 50 325<br />
61,000-80,000 285 130 72 - 220 707<br />
over 80,000 225 - 82 - 200 507<br />
Total 1584 266 611 179 961 3601<br />
# <strong>of</strong> m<strong>ac</strong>hines 90 27 52 13 78 260<br />
Average cap<strong>ac</strong>ity 17.6 9.9 11.8 13.8 12.3 13.9<br />
Start-up year<br />
before 1950s 375 82 160 38 116 771<br />
1950s 10 - 55 - 6 71<br />
1960s 156 13 111 1 162 443<br />
1970s 281 26 238 47 287 879<br />
1980s 762 145 47 93 390 1437<br />
Total 1584 266 611 179 961 3601<br />
Median age (yr.) 10 8 21 9 12 13<br />
Wire wid<strong>th</strong> (m)<br />
below 3 602 121 301 64 540 1628<br />
3 - 5 617 15 168 115 351 1266<br />
5 - 7 140 130 142 - 70 482<br />
over 7 225 - - - 225<br />
Total 1584 266 611 179 961 3601<br />
Median wid<strong>th</strong> (m) 3.35 3.80 3.06 3.46 2.25 3.02<br />
Local mills l<strong>ac</strong>k <strong>th</strong>e simplest instrumentation and process control systems. The speed <strong>of</strong> most<br />
m<strong>ac</strong>hines is quite slow and consumption <strong>of</strong> energy is high. They are also ill-equipped in terms <strong>of</strong><br />
environmental protection. Prolonged shutdowns have become common due to l<strong>ac</strong>k <strong>of</strong> spare parts<br />
and inadequate engineering/consulting companies. Safety standards are generally low and fatal<br />
<strong>ac</strong>cidents frequently occur.<br />
6.3.2.2 <strong>Technology</strong><br />
Standard manuf<strong>ac</strong>turing technology is being used in <strong>th</strong>e industry. Given <strong>th</strong>e papermaking<br />
equipment and f<strong>ac</strong>ilities available and <strong>th</strong>e flexible requirements <strong>of</strong> <strong>th</strong>e domestic market, <strong>th</strong>is is<br />
found to be adequate for <strong>th</strong>e industry. There appears to be an adequate supply <strong>of</strong> trained<br />
technicians and skilled personnel. Some big mills also engage foreign technicians as needed.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 105<br />
Based on <strong>th</strong>e study commissioned by <strong>th</strong>e Development Bank <strong>of</strong> <strong>th</strong>e Philippines (DBP) in 1992, it<br />
was observed <strong>th</strong>at <strong>th</strong>e technological framework <strong>of</strong> <strong>th</strong>e pulp and paper industry is essentially<br />
structured as follows:<br />
- Only 5 <strong>of</strong> <strong>th</strong>e country’s operating mills are integrated wi<strong>th</strong> pulp production, representing<br />
36% <strong>of</strong> total production cap<strong>ac</strong>ity.<br />
- The industry is heavily dependent on imported raw materials, particularly virgin pulp,<br />
waste paper, and papermaking chemicals.<br />
- Existing paper m<strong>ac</strong>hines are generally small and do not have economies <strong>of</strong> scale to<br />
compete wi<strong>th</strong> foreign products. Even <strong>th</strong>e 3 biggest m<strong>ac</strong>hines representing 40% <strong>of</strong> <strong>th</strong>e<br />
total production cap<strong>ac</strong>ity do not have <strong>th</strong>e economies <strong>of</strong> scale to be internationally<br />
competitive. Of <strong>th</strong>e 45 operating m<strong>ac</strong>hines, 40 have production cap<strong>ac</strong>ities below 20,000<br />
tons.<br />
- Most <strong>of</strong> <strong>th</strong>e paper m<strong>ac</strong>hines are old and obsolete. Many were bought second-hand and<br />
were already outmoded on start-up.<br />
- One reason for <strong>th</strong>e industry’s low operating efficiency is <strong>th</strong>e difficulty to find spare parts<br />
for <strong>th</strong>e outmoded m<strong>ac</strong>hines. Shutdowns due to l<strong>ac</strong>k <strong>of</strong> spare parts are common among<br />
local mills.<br />
- High energy consumption is also an effect <strong>of</strong> obsolete m<strong>ac</strong>hinery. Only a handful <strong>of</strong> <strong>th</strong>e<br />
local m<strong>ac</strong>hines have some sort <strong>of</strong> heat recovery system.<br />
- High energy costs, in turn, result in high production costs. To compare, a modern<br />
newsprint paper mill based on waste paper consumes about 900 to 1,000 kWh per ton,<br />
while a standard Philippine mill consumes 1,275 kWh per ton.<br />
- Modern integrated process control devices which are standard equipment for all m<strong>ac</strong>hines<br />
in Western countries are not available in Philippine mills. Local mills are basically<br />
equipped wi<strong>th</strong> conventional pneumatic instrumentation, only 3 m<strong>ac</strong>hines use<br />
computerized weight and moisture control systems, and a few operate wi<strong>th</strong>out any kind<br />
<strong>of</strong> instrumentation at all.<br />
- Most m<strong>ac</strong>hines operate at speeds below 500 m/min. The fastest newsprint m<strong>ac</strong>hine runs<br />
at 760 m/min, slower <strong>th</strong>an <strong>th</strong>e speed <strong>of</strong> modern m<strong>ac</strong>hines, which is 1,000 m/min.<br />
- Faulty process designs result from l<strong>ac</strong>k <strong>of</strong> engineering and technical expertise specific to<br />
<strong>th</strong>e pulp and paper sub-sector. Extra operation costs are <strong>th</strong>us incurred, fur<strong>th</strong>er<br />
aggravating <strong>th</strong>e low operating efficiency <strong>of</strong> <strong>th</strong>e industry.
106 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- Safety standards in most mills are very low and fatal <strong>ac</strong>cidents frequently occur.<br />
Unprotected rotating parts, roll nips and pulpers are safety hazards in many mills.<br />
6.3.3 Evolution <strong>of</strong> energy efficiency in <strong>th</strong>e pulp and paper industry <strong>of</strong> <strong>th</strong>e Philippines<br />
6.3.3.1 Energy pr<strong>of</strong>ile<br />
The pulp and paper industry is an energy-intensive industry where energy consumption varies wi<strong>th</strong><br />
respect to <strong>th</strong>e manuf<strong>ac</strong>turing operations and processes involved. From 1984 to 1992, figures show<br />
an increasing trend in <strong>th</strong>e total consumption <strong>of</strong> energy for <strong>th</strong>e pulp and paper sector. (Figure<br />
6.3.1). Oil, non-oil and electricity consumption comprise 40%, 35% and 25%, respectively, <strong>of</strong> <strong>th</strong>e<br />
total energy consumption in <strong>th</strong>e industry.<br />
toe<br />
450000<br />
400000<br />
350000<br />
300000<br />
250000<br />
200000<br />
150000<br />
100000<br />
50000<br />
0<br />
1984 1985 1986 1987 1988 1989 1990 1991 1992<br />
Oil Non-oil Electricity Total Energy<br />
Figure 6.3.1 Historical energy consumption <strong>of</strong> <strong>th</strong>e pulp and paper sector in <strong>th</strong>e Philippines<br />
(koe, 1984 to 1992)<br />
The industry is also considered one <strong>of</strong> <strong>th</strong>e high fuel oil consuming sectors among <strong>th</strong>e Philippine<br />
industries wi<strong>th</strong> a share <strong>of</strong> 2.5% <strong>of</strong> <strong>th</strong>e total industrial fuel oil consumption. The pr<strong>of</strong>ile on energy<br />
use as is described below was based on six mills studied (Table 6.3.8 and Figure 6.3.2).<br />
A. Energy consumption<br />
Total annual energy consumption in six plants is 182,258 toe. This is broken down into 141,154<br />
toe (77%) bunker fuel and 284,64 toe (16%) electricity, and 12,640 toe (7%) for o<strong>th</strong>ers. The energy<br />
requirement is used mainly as heat for steam generation/process heating and as mechanical power<br />
to run <strong>th</strong>e plants’ electrical motors.<br />
Consumption <strong>of</strong> energy depends largely on <strong>th</strong>e type <strong>of</strong> m<strong>ac</strong>hine, its process design, operating<br />
efficiency, and production rate. Normally, smaller m<strong>ac</strong>hines consume less energy because <strong>th</strong>ey
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 107<br />
involve simpler processes wi<strong>th</strong> less automation. However, specific energy consumption is higher<br />
in smaller production units. As a result, energy utilization <strong>of</strong> local mills is 20 to 40% higher <strong>th</strong>an<br />
standard levels.<br />
B. Energy source mix<br />
The energy use pattern in <strong>th</strong>e six mills is based mainly on electricity and oil sources. One firm uses<br />
non-oil energy sources in <strong>th</strong>e form <strong>of</strong> waste wood and bl<strong>ac</strong>k liquor. More <strong>th</strong>an half <strong>of</strong> <strong>th</strong>e energy<br />
input in <strong>th</strong>e industry is used to generate steam for process heating. Supply <strong>of</strong> electricity differs<br />
among <strong>th</strong>e plants. Most companies utilize electricity which is entirely supplied from outside, while<br />
one company internally generates a small portion <strong>of</strong> its electricity requirements.<br />
Table 6.3.8 Annual energy consumption <strong>of</strong> six mills <strong>of</strong> <strong>th</strong>e Philippine paper industry<br />
Bunker Fuel Electricity O<strong>th</strong>ers Total<br />
Company 10 3 liters toe MWh toe GJ toe toe<br />
A 2224 2202 11197 955 3157<br />
B 20700 20500 45528 3884 24384<br />
C 1104 1093 1877 160 1253<br />
D 10490 10388 84530 7211 17599<br />
E 4056 4016 14853 1267 5283<br />
F 10971 102955 175680 14987 533398 12640 130582<br />
Total 142544 141154 333665 28464 533398 12640 182258<br />
77.45% 15.62% 6.93% 100.00%<br />
Average 23757 28231 55611 5693 36452<br />
Bunker<br />
Fuel<br />
77%<br />
Electricity<br />
16%<br />
O<strong>th</strong>ers<br />
7%<br />
Figure 6.3.2 Distribution <strong>of</strong> annual energy consumption <strong>of</strong> six Philippine paper mills<br />
C. Energy application<br />
About 72% <strong>of</strong> energy input goes for process heating. The use <strong>of</strong> electricity, mostly in electric<br />
motors, <strong>ac</strong>counts for 23%. O<strong>th</strong>er small applications such as materials handling and transportation,<br />
which utilizes petroleum products, <strong>ac</strong>count for 5% (Table 6.3.9).
108 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Table 6.3.9 Energy utilization pr<strong>of</strong>ile <strong>of</strong> 3 energy-intensive industries in <strong>th</strong>e Philippines<br />
Energy Applications (%) Paper<br />
Industry<br />
Cement (Dry) Steel/Metal<br />
Mechanical Power Drive 23% 24% 30.3%<br />
Process Heating 72% 74.5% 66.0%<br />
Transport/Handling 5% 0.5% 1.5%<br />
Lighting/Airconditioning<br />
1.0% 2.2%<br />
Total 100.00% 100.00% 100.00%<br />
D. Specific Energy Consumption<br />
On <strong>th</strong>e average, energy consumed in six mills in <strong>th</strong>e country is about 475.6 kgoe/t <strong>of</strong> paper<br />
produced. This ratio can be broken down into 364.5 kgoe (bunker fuel) per ton paper and 1,084<br />
kWh <strong>of</strong> electricity inputs per ton (Table 6.3.10).<br />
Table 6.3.10 Specific energy consumption <strong>of</strong> <strong>th</strong>e six paper mills in <strong>th</strong>e Philippines<br />
Company SFC in kgoe/t SELC in kWh/t SEC in kgoe/t<br />
A 310.9 1,580.0 445.6<br />
B 512.9 1,139.0 612.5<br />
C 239.2 410.8 274.3<br />
D 131.2 1,067.3 240.1<br />
E 306.5 1,133.5 403.2<br />
F 686.3 1,171.2 877.0<br />
Average 364.5 1,083.6 475.6<br />
E. Energy cost<br />
A previous survey revealed <strong>th</strong>at from 1983 to 1986, fuels purchased <strong>ac</strong>counted for 48% <strong>of</strong> <strong>th</strong>e total<br />
<strong>of</strong> <strong>th</strong>e sector, while electricity <strong>ac</strong>counted for 52% (Table 6.3.11). The average cost <strong>of</strong> fuels and<br />
electricity purchased during <strong>th</strong>e same period was P728,669 and P804,813, respectively. At present,<br />
<strong>th</strong>e cost <strong>of</strong> bunker fuel oil which is <strong>th</strong>e main source <strong>of</strong> energy for <strong>th</strong>e industry, ranges from P2.65<br />
to P2.99 per liter. Electricity cost varies between P1.275 to P2.86 per kWh.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 109<br />
Table 6.3.11 Historical energy cost data <strong>of</strong> <strong>th</strong>e Philippine paper industry (10 3 US$)<br />
Year Fuels Purchased Electricity Purchased Total<br />
1983 31937 25162 58377<br />
1984 50786 33440 86258<br />
1985 17614 28594 46913<br />
1986 16250 41574 58473<br />
Average 29147 32193 62505<br />
% <strong>of</strong> Total 48% 52% 100%<br />
Source: National Statistics Office, Annual Survey <strong>of</strong> Establishments<br />
6.3.4 Environmental externalities <strong>of</strong> <strong>th</strong>e pulp and paper industry <strong>of</strong> <strong>th</strong>e Philippines<br />
6.3.4.1 Environmental concerns<br />
The industry is heavily concentrated in Metro Manila wi<strong>th</strong> strong pressure to establish adequate<br />
pollution control measures. No mill can be expected to comply wi<strong>th</strong> <strong>th</strong>e required environmental<br />
protection standards due to <strong>th</strong>e high investment needed for proper pollution control measures.<br />
A. Water pollution<br />
The mills in <strong>th</strong>e Philippines are mostly old and obsolete wi<strong>th</strong> limited pollution control f<strong>ac</strong>ilities.<br />
The problem <strong>of</strong> pollution is more pronounced in <strong>th</strong>e Metro Manila area where most <strong>of</strong> <strong>th</strong>e mills<br />
are located. To worsen matters, Metro Manila has no common sewer system to ensure adequate<br />
waste water treatment. The main pollutants for <strong>th</strong>e pulp and paper industry are <strong>th</strong>e biological<br />
oxygen demand (BOD5) and <strong>th</strong>e total suspended solids (TSS).<br />
Water pollution in Metro Manila has become very alarming. Bo<strong>th</strong> <strong>th</strong>e industrial sector and private<br />
individuals are guilty <strong>of</strong> contributing to <strong>th</strong>e city’s pollution problem. The huge influx <strong>of</strong> people<br />
from <strong>th</strong>e provinces who do not have adequate sanitary f<strong>ac</strong>ilities aggravates <strong>th</strong>e situation.<br />
Meanwhile, most <strong>of</strong> <strong>th</strong>e old paper mills only have filters for fiber recovery.<br />
Effluent water standards in <strong>th</strong>e Philippines are set as ambient combinations. In contrast, o<strong>th</strong>er<br />
pulp and paper producing countries base <strong>th</strong>eir standards on <strong>th</strong>e kilogram <strong>of</strong> pollutant discharged<br />
per ton <strong>of</strong> pulp and paper produced. There is no point, <strong>th</strong>erefore, in comparing <strong>th</strong>e two standards.<br />
The ambient water concentration applied in <strong>th</strong>e Philippines is, however, close to <strong>th</strong>e standard set in<br />
developed countries, particularly in <strong>th</strong>e USA.<br />
B. In-plant measures and external effluent water treatment<br />
Aside from minimized water consumption, recovery <strong>of</strong> fiber, energy and chemicals is equally<br />
important for paper mills. The most common measures to effect <strong>th</strong>is include <strong>th</strong>e following:
110 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- collection and recirculation <strong>of</strong> clean, cool water<br />
- installation <strong>of</strong> a v<strong>ac</strong>uum sealing water system equipped wi<strong>th</strong> its own cooling tower and<br />
cooling water recirculation system<br />
- minimized flow <strong>of</strong> fresh water shower<br />
- use <strong>of</strong> mechanical seals to minimize sealing water consumption <strong>of</strong> pumps, agitators, and<br />
refiners<br />
- sufficient white water storage to equalize water flow and make operations more stable<br />
- use <strong>of</strong> effective fiber filters (fiber save all) or o<strong>th</strong>er equally effective recovery equipment<br />
to minimize fiber content in white water overflow<br />
The introduction <strong>of</strong> <strong>th</strong>e above measures is expected to enable paper mills in areas wi<strong>th</strong> insufficient<br />
fresh water supply to fur<strong>th</strong>er reduce water consumption to 10 m 3 per ton. In <strong>th</strong>e Philippines,<br />
average water consumption is higher, at 30 m 3 per ton. This is because most <strong>of</strong> <strong>th</strong>e mills are old<br />
and small, and it is very expensive to undertake a total rebuild. Also, waste paper is used as furnish<br />
in many mills and fresh water consumption is vital in <strong>th</strong>e operation <strong>of</strong> <strong>th</strong>ese mills to ensure better<br />
quality <strong>of</strong> paper produced.<br />
In-plant measures alone cannot adequately control <strong>th</strong>e presence <strong>of</strong> effluents and pollutants in<br />
water. It is necessary to undertake fur<strong>th</strong>er treatment <strong>of</strong> effluents before final discharge is made.<br />
Before discharge, effluents must first be externally treated. A primary clarifier can reduce TSS by<br />
as much as 70 to 95 percent but BOD can only be reduced marginally by <strong>th</strong>is me<strong>th</strong>od. A<br />
secondary treatment in an aerated lagoon or an <strong>ac</strong>tivated sludge plant is necessary to shrink BOD<br />
by about 50 to 90 percent TSS can be minimized fur<strong>th</strong>er by a secondary clarifier.<br />
Primary treatment should be compulsory for all pulp and paper mills starting from 1994.<br />
Secondary treatment including sludge handling should be obligated by <strong>th</strong>e year 2000 or earlier.<br />
Also, new paper mills are encouraged to be built outside Metro Manila.<br />
A 1992 DBP study showed <strong>th</strong>at environmental protection cost for <strong>th</strong>e projected paper cap<strong>ac</strong>ity in<br />
<strong>th</strong>e year 2000 is estimated to be about US$ 70 million. This includes in-plant measures, primary<br />
and secondary treatment, and sludge handling. Project financing could come from grants and<br />
long-term loans sourced from international financing institutions. The total investment for<br />
installing environmental control measures for <strong>th</strong>e five mills in 1992 is summarized in Table 6.3.12.<br />
C. Emissions to <strong>th</strong>e atmosphere<br />
Pr<strong>ac</strong>tically all paper mills in <strong>th</strong>e country have power boilers using Bunker C oil as fuel. Only one<br />
mill has a recovery boiler. The power boilers in most paper mills are generally small and mediumsized.<br />
When oil is burned, particulate matter and sulfur compounds are formed. The amount <strong>of</strong><br />
sulfur compound depends on <strong>th</strong>e amount <strong>of</strong> sulfur in oil.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 111<br />
Table 6.3.12 Investment for environmental control measures in 5 paper mills (10 3 US $)<br />
Case In-plant Primary Secondary Sludge Total<br />
measures treatment treatment handling<br />
A 190 1650 6100 1590 9530<br />
B 100 710 2210 860 3880<br />
C 85 370 860 760 2075<br />
D 100 660 1940 910 3610<br />
E 80 280 590 730 1680<br />
Reducing sulfuric emission may be realistically effected by <strong>th</strong>e use <strong>of</strong> sulfur-free fuel or fuel wi<strong>th</strong><br />
low sulfuric content and, treatment <strong>of</strong> flue gas after combustion. Using oil wi<strong>th</strong> low sulfur content<br />
is very effective in regulating sulfuric emissions. This kind <strong>of</strong> oil, however, is more expensive <strong>th</strong>an<br />
<strong>th</strong>e normal heavy oil. Electrostatic precipitators and scrubbers used for external treatment <strong>of</strong> flue<br />
gas are likewise effective but expensive. Particulate matter is pr<strong>ac</strong>tically eliminated (99 percent)<br />
wi<strong>th</strong> <strong>th</strong>e application <strong>of</strong> <strong>th</strong>e electrostatic precipitator. To reduce <strong>th</strong>e sulfuric compounds H 2S and<br />
SO 2, it is necessary to wash <strong>th</strong>e gases in scrubbers. This process reduces sulfur emission by as<br />
much as 90 to 95 percent.<br />
6.3.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough<br />
technological changes<br />
6.3.5.1 Energy conservation opportunities<br />
The following are <strong>th</strong>e general observations and identified technologies wi<strong>th</strong> potentials for<br />
conserving energy for <strong>th</strong>e industry on <strong>th</strong>e basis <strong>of</strong> previous sectoral studies, surveys and energy<br />
audits conducted in <strong>th</strong>e pulp and paper industry.<br />
- Combustion tests conducted during recent energy audits showed <strong>th</strong>at majority <strong>of</strong> boilers<br />
were operating well wi<strong>th</strong>in or near <strong>th</strong>e optimum operating condition wi<strong>th</strong> boiler<br />
efficiencies varying from 72.4% to 87.7%.<br />
Four <strong>of</strong> <strong>th</strong>e six companies surveyed, have, in one time or ano<strong>th</strong>er, purchased and used a<br />
portable or on-line flue gas analyzer to monitor <strong>th</strong>e combustion performance <strong>of</strong> <strong>th</strong>eir<br />
boilers and adjust/fine tune <strong>th</strong>e air-fuel ratio. Of <strong>th</strong>ese four companies, only two have a<br />
functioning flue gas analyzer, one portable and one on-line. In <strong>th</strong>e o<strong>th</strong>er two companies,<br />
<strong>th</strong>e analyzers had not been operational for quite some time due to exhausted oxygen<br />
absorbent/cell. Most <strong>of</strong> <strong>th</strong>e companies get a free boiler efficiency testing from <strong>th</strong>e<br />
bunker fuel and/or fuel additive supplier on a mon<strong>th</strong>ly basis, while one company never<br />
had its boiler tested.<br />
- Boiler feedwater treatment is generally adequate, except in at least 3 companies where<br />
about 1/8 inch <strong>th</strong>ick scale was found inside <strong>th</strong>e boiler tubes during descaling.
112 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
- Fuel oil metering is usually done via day tank level monitoring. Only half <strong>of</strong> <strong>th</strong>e<br />
companies surveyed are maintaining boiler operation logsheets.<br />
- Condensate recovered from <strong>th</strong>e paper m<strong>ac</strong>hines and returned b<strong>ac</strong>k to <strong>th</strong>e boiler house<br />
varied from as low as 30% to as high as 85%.<br />
- Leaks were <strong>of</strong>ten noted on <strong>th</strong>e steam and condensate lines. Steam and condensate lines<br />
were also commonly observed to be inadequately insulated in most <strong>of</strong> <strong>th</strong>e plants visited.<br />
Insulation usually consists <strong>of</strong> wool blanket or asbestos wi<strong>th</strong> aluminum cladding.<br />
- There is at least one opportunity to investigate <strong>th</strong>e feasibility <strong>of</strong> installing waste heat<br />
recovery system in <strong>th</strong>e form <strong>of</strong> economizer to recover heat from boiler flue gas and a heat<br />
exchanger to recover heat from boiler blowdown.<br />
- Historical data is not always available to show <strong>th</strong>e distribution <strong>of</strong> electrical energy to <strong>th</strong>e<br />
paper m<strong>ac</strong>hines and o<strong>th</strong>er consumers. Fur<strong>th</strong>ermore, <strong>th</strong>ere is <strong>of</strong>ten a l<strong>ac</strong>k <strong>of</strong> watt-hour<br />
sub-metering system for <strong>th</strong>e major process areas/equipment. Electrical power distribution<br />
in a paper mill goes mainly to <strong>th</strong>e paper m<strong>ac</strong>hine to provide motive power, <strong>th</strong>e balance<br />
goes to <strong>th</strong>e boiler house, lighting, air conditioning, <strong>of</strong>fice equipment and miscellaneous<br />
loads.<br />
- Natural lighting is effectively utilized in most <strong>of</strong> <strong>th</strong>e companies surveyed. However, most<br />
installed skylights need to be cleaned/repl<strong>ac</strong>ed. The installation/retr<strong>of</strong>itting <strong>of</strong> reflectors<br />
on existing fluorescent fixtures is uncommon in <strong>th</strong>e industry. The rapid start type ballasts<br />
are still commonly used. Indoor lighting is predominated by fluorescent fixtures. A<br />
typical fixture is surf<strong>ac</strong>e-mounted and consists <strong>of</strong> two 4-watt fluorescent tubes, wi<strong>th</strong>out<br />
reflectors or diffusers but only a casing for <strong>th</strong>e ballast.<br />
- Motor loads <strong>ac</strong>count for <strong>th</strong>e largest portion <strong>of</strong> <strong>th</strong>e total electrical load. This is an<br />
indication <strong>th</strong>at <strong>th</strong>ere are energy conservation opportunities in <strong>th</strong>e system.<br />
- The electrical power f<strong>ac</strong>tor <strong>of</strong> five plants ranged between 83.75% and 99.5%. In one<br />
plant, however, <strong>th</strong>e mon<strong>th</strong>ly metered power f<strong>ac</strong>tor <strong>of</strong> <strong>th</strong>e plant’s electrical system<br />
averages at a very low 72.58%. As a result <strong>of</strong> <strong>th</strong>is very low power f<strong>ac</strong>tor, a power f<strong>ac</strong>tor<br />
adjustment or penalty is added to <strong>th</strong>e electricity bill.<br />
- To ensure a reliable supply <strong>of</strong> electricity, at least two paper mills are seriously considering<br />
to install 12 to 20 MW cogeneration systems. Assuming <strong>th</strong>at 50% <strong>of</strong> <strong>th</strong>e industry will<br />
install cogeneration systems to be self-sufficient in its <strong>th</strong>ermal and electrical requirements,<br />
a considerable amount <strong>of</strong> savings in annual fuel consumption can be realized.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 113<br />
- Air intake in compressed air systems is <strong>of</strong>ten from <strong>th</strong>e same enclosed area/surroundings<br />
where <strong>th</strong>e compressors are located.<br />
- Pumps and refiners utilized by <strong>th</strong>e paper industry are quite inefficient. Pumps normally<br />
consume 25 to 35% <strong>of</strong> electrical energy, while refiners use up 15 to 25%. The low<br />
efficiency <strong>of</strong> <strong>th</strong>ese m<strong>ac</strong>hines may be attributed to design cap<strong>ac</strong>ity and <strong>ac</strong>tual process<br />
requirements. O<strong>th</strong>er f<strong>ac</strong>tors which significantly influence power consumption and<br />
refining results are <strong>th</strong>e types <strong>of</strong> refiner, plate pattern, and speed.<br />
- Paper drying consumes <strong>th</strong>e biggest share <strong>of</strong> <strong>th</strong>e process steam. An increase <strong>of</strong> about 2 to<br />
35% <strong>of</strong> paper web dryness after press may be <strong>ac</strong>hieved if a typical press part is improved.<br />
This alone would reduce steam consumption <strong>of</strong> paper drying by 8 to 12%. It could also<br />
improve <strong>th</strong>e m<strong>ac</strong>hine’s efficiency.<br />
6.3.5.2 Energy conservation program<br />
Majority <strong>of</strong> <strong>th</strong>e companies in <strong>th</strong>e industry do not have formal energy conservation committee at<br />
present. Some used to be very <strong>ac</strong>tive in energy conservation earlier and have, in <strong>th</strong>e past,<br />
implemented a number <strong>of</strong> energy conservation measures or are still carrying out energy<br />
conservation <strong>ac</strong>tivities but in a much less aggressive manner.<br />
6.3.6 Status <strong>of</strong> application <strong>of</strong> new technologies<br />
In spite <strong>th</strong>e opportunities for energy conservation in <strong>th</strong>e industry, <strong>th</strong>ere are barriers to <strong>th</strong>eir<br />
effective implementation. These include technical, financial, institutional and o<strong>th</strong>er related issues as<br />
perceived by <strong>th</strong>e industry.<br />
The technical barriers in <strong>th</strong>e implementation <strong>of</strong> energy conservation technologies are mostly due to<br />
existing plant layout, support f<strong>ac</strong>ilities and services <strong>of</strong>fered by suppliers. For waste fuel utilization<br />
and coal conversion, problems on pollution, safety, and effects on quality <strong>of</strong> products were noted.<br />
These barriers include <strong>th</strong>e l<strong>ac</strong>k <strong>of</strong> information on reliable suppliers and services <strong>of</strong>fered, l<strong>ac</strong>k <strong>of</strong><br />
expertise regarding operation, maintenance and servicing <strong>of</strong> equipment/system, and o<strong>th</strong>er<br />
operation-related problems.<br />
The financial/economic viability <strong>of</strong> energy conservation technologies is a major concern <strong>of</strong> every<br />
industry, and <strong>th</strong>e most common financial barriers include <strong>th</strong>e unavailability <strong>of</strong> funds for energy<br />
conservation projects and <strong>th</strong>e l<strong>ac</strong>k <strong>of</strong> skill, bo<strong>th</strong> <strong>of</strong> plant personnel and financial institution<br />
personnel, in <strong>th</strong>e p<strong>ac</strong>kaging and evaluation <strong>of</strong> energy conservation projects.<br />
There is also a need to enhance <strong>th</strong>e existing institutional framework <strong>th</strong>at promotes and encourages<br />
energy conservation. A more aggressive information/dissemination campaign should be<br />
emphasized to encourage <strong>th</strong>e industry to pr<strong>ac</strong>tice energy conservation.
114 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
6.3.7 Concluding remarks<br />
The pulp and paper industry in <strong>th</strong>e Philippines has been described as small, outmoded, and highly<br />
protected. It is generally inefficient and internationally non-competitive, wi<strong>th</strong> bleak long-term<br />
prospects. Most <strong>of</strong> <strong>th</strong>e m<strong>ac</strong>hines in <strong>th</strong>e pulp and paper sector are old and repl<strong>ac</strong>eable. It is<br />
believed <strong>th</strong>at 10 reasonably-sized paper m<strong>ac</strong>hines can easily produce 600,000 to 700,000 tons <strong>of</strong><br />
<strong>th</strong>e required one million tons projected for <strong>th</strong>e year 2000. Operating fewer but bigger units will<br />
take advantage <strong>of</strong> economies <strong>of</strong> scale and benefit from modern process technologies.<br />
In <strong>th</strong>e f<strong>ac</strong>e <strong>of</strong> existing conditions, expansion is not recommended for <strong>th</strong>e local industry. The<br />
increasing pressure to install environmental protection f<strong>ac</strong>ilities in all mills and <strong>th</strong>e required<br />
dislocation <strong>of</strong> plants outside <strong>th</strong>e densely populated metropolis likewise demand a major structural<br />
change. Millers are, <strong>th</strong>erefore, encouraged to relocate outside <strong>th</strong>e densely populated metropolis<br />
wi<strong>th</strong> <strong>th</strong>e high cost <strong>of</strong> environmental protection necessitating relocation in areas which are less<br />
populated.<br />
Since <strong>th</strong>e industry has not yet re<strong>ac</strong>hed <strong>th</strong>e ultimate limits <strong>of</strong> resource-use efficiency, reducing waste<br />
generation should be high on <strong>th</strong>e industry’s agenda, not only because <strong>of</strong> concern for <strong>th</strong>e<br />
environment, but for <strong>th</strong>e more fundamental reason <strong>of</strong> improving pr<strong>of</strong>itability. After all, whatever<br />
<strong>th</strong>e industry discharges as waste are essentially <strong>th</strong>e very resources it buys and pays for in <strong>th</strong>e first<br />
pl<strong>ac</strong>e. No<strong>th</strong>ing comes free. Yet in <strong>th</strong>e past, waste reduction never received <strong>th</strong>e priority it deserved.<br />
It is important, <strong>th</strong>erefore, to reflect and analyze why.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 115<br />
6.4 COUNTRY REPORT: SRI LANKA<br />
6.4.1 Introduction<br />
The current gross domestic product <strong>of</strong> Sri Lanka is estimated to be increasing at 6.9%. Manuf<strong>ac</strong>turing,<br />
wholesale and retail trade and agriculture are <strong>th</strong>e most important contributory sectors to <strong>th</strong>e grow<strong>th</strong>.<br />
In 1993, <strong>th</strong>e GDP at current market price was estimated to be Rs. 150.8 billion, wi<strong>th</strong> agriculture,<br />
forestry and fishing contributing 21.2% share <strong>of</strong> <strong>th</strong>e GNP, mining and quarrying 2.5%, manuf<strong>ac</strong>turing<br />
19.4%, wholesale and retail trade 21.8% and construction 7%.<br />
The population <strong>of</strong> Sri Lanka in 1993 has been estimated at 17.62 million. The per capita GNP at<br />
current f<strong>ac</strong>tor cost prices is estimated at US$ 526 in 93, an increase <strong>of</strong> 16.5% over previous year.<br />
Pulp and paper industry in Sri Lanka was introduced in <strong>th</strong>e 1950’s by <strong>th</strong>e state and was managed by<br />
<strong>th</strong>e state until very recently. The m<strong>ac</strong>hinery and <strong>th</strong>e technologies are generally old. Though it has been<br />
realised <strong>th</strong>at improvements in energy efficiency and environmental standards are very desirable, <strong>th</strong>e<br />
l<strong>ac</strong>k <strong>of</strong> finances has impeded <strong>th</strong>is development.<br />
6.4.2 Technological trajectory <strong>of</strong> <strong>th</strong>e Sri Lankan pulp and paper industry<br />
6.4.2.1 Cap<strong>ac</strong>ity, production, raw material and process mix<br />
There are two paper mills in Sri Lanka. The pulp manuf<strong>ac</strong>turing techniques <strong>of</strong> <strong>th</strong>ese mills are soda<br />
pulping and neutral sulfite semi-chemical processes. Bo<strong>th</strong> <strong>th</strong>ese plants are designed to use straw as <strong>th</strong>e<br />
raw material. Figure 6.4.1 shows <strong>th</strong>e pulp production and Figure 6.4.2 shows <strong>th</strong>e raw material mix for<br />
pulp production. The second plant was commissioned in <strong>th</strong>e late seventies <strong>th</strong>us increasing <strong>th</strong>e total<br />
installed cap<strong>ac</strong>ities. However, as sections <strong>of</strong> <strong>th</strong>e older plants become unavailable for production, <strong>th</strong>e<br />
total installed cap<strong>ac</strong>ity gradually decreased. This is reflected in Figure 6.4.1.<br />
The extent <strong>of</strong> production <strong>of</strong> pulp from rice straw gradually decreased due to <strong>th</strong>e environmental effect<br />
<strong>of</strong> discharges from <strong>th</strong>is process. To make up for <strong>th</strong>ese losses, <strong>th</strong>e production from waste paper<br />
increased proportionately. The productivity reported is shown in Table 6.4.1.<br />
Table 6.4.1 Reported productivity in Sri Lankan pulp and paper industry<br />
Year Productivity (ton/employee)<br />
1960 7.7<br />
1980 5.4<br />
1990 6.2<br />
1992 9.2<br />
The shortfall between <strong>th</strong>e demand for pulp and local production were met by gradual increase <strong>of</strong><br />
imported pulp from large pulp manuf<strong>ac</strong>turers, as <strong>th</strong>ese became economically attr<strong>ac</strong>tive.
116 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Pulp Production<br />
14000<br />
12000<br />
10000<br />
8000<br />
6000<br />
4000<br />
2000<br />
0<br />
1970 1980 1990 1992<br />
Year<br />
Installed Cap<strong>ac</strong>ity From Straw & Wood From Waste Paper<br />
Figure 6.4.1 Sri Lanka’s pulp production cap<strong>ac</strong>ity by source (tons)<br />
Raw material<br />
35000<br />
30000<br />
25000<br />
20000<br />
15000<br />
10000<br />
5000<br />
0<br />
1970 1980 1990 1992<br />
Year<br />
Wood Straw<br />
Figure 6.4.2 Raw material mix for pulp production (tons)<br />
6.4.2.2 Role <strong>of</strong> <strong>th</strong>e pulp and paper industry in <strong>th</strong>e national economy<br />
Paper is a direct input to o<strong>th</strong>er economic <strong>ac</strong>tivities like printing and service sectors and remains very<br />
important in Sri Lankan economy al<strong>th</strong>ough its relative importance in terms <strong>of</strong> production is not very<br />
significant. The contribution <strong>of</strong> <strong>th</strong>e pulp and paper industry to <strong>th</strong>e Sri Lankan national economy is
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 117<br />
demonstrated by its high value added and employment and pr<strong>of</strong>itability ratios. The percentage <strong>of</strong><br />
value added to GDP and <strong>th</strong>e value <strong>of</strong> output has been increasing over <strong>th</strong>e years. Table 6.4.2 shows<br />
some key economic indicators <strong>of</strong> <strong>th</strong>e sector.<br />
Table 6.4.2 Economic indicators <strong>of</strong> <strong>th</strong>e pulp and paper industry<br />
Year 1985 1993<br />
Value Added to GDP (Million<br />
Rs.)<br />
200.235 416.347<br />
No. <strong>of</strong> Direct Employees<br />
Sector employment as a ratio <strong>of</strong>:<br />
3953 3167<br />
Industrial Employment 1.26% 0.4%<br />
Total Employment 0.08% 0.06%<br />
Direct employment in <strong>th</strong>e pulp and paper sector declined by about 19% between <strong>th</strong>e years 1985 and<br />
1993. This was caused mainly by <strong>th</strong>e closure <strong>of</strong> <strong>th</strong>e Val<strong>ac</strong>hchenai plant owing to terrorism in <strong>th</strong>e<br />
Eastern part <strong>of</strong> Sri Lanka since 1985.<br />
6.4.3 Evolution <strong>of</strong> energy efficiency in <strong>th</strong>e pulp and paper industry <strong>of</strong> Sri Lanka<br />
Figure 6.4.3 shows <strong>th</strong>e specific energy consumption <strong>of</strong> <strong>th</strong>e two processes. These f<strong>ac</strong>tories have been<br />
operating on varying raw material and technological mixes over <strong>th</strong>e years. Whenever imported pulp or<br />
waste paper was cheaper, <strong>th</strong>e imported component increased substantially. Thus over <strong>th</strong>e years, <strong>th</strong>ese<br />
plants have been operating wi<strong>th</strong> varying degrees <strong>of</strong> integration, giving non-consistent values for<br />
specific energy consumption.<br />
6.4.4 Environmental externalities in <strong>th</strong>e pulp and paper industry <strong>of</strong> Sri Lanka<br />
The paper mill which was commissioned in <strong>th</strong>e 1950's, does not have a chemical recovery plant and<br />
<strong>th</strong>e bl<strong>ac</strong>k liquor was directly discharged into a natural water stream. This has caused a severe<br />
environmental problem in <strong>th</strong>e area. The stream became dead due to oxygen depletion and <strong>th</strong>e<br />
deposition <strong>of</strong> fibrous material along <strong>th</strong>e banks. The lagoon which receives <strong>th</strong>e water stream which was<br />
rich in prawns and o<strong>th</strong>er varieties <strong>of</strong> fish also became dead. This has led to some serious social<br />
problems in <strong>th</strong>e fishing villages <strong>of</strong> <strong>th</strong>e area.
118 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Specific Energy Consumption<br />
0.9<br />
0.8<br />
0.7<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0<br />
1980 1990<br />
Year<br />
1992<br />
Soda Pulping Sulfite Process<br />
Figure 6.4.3 Specific energy consumption for soda and sulfite pulping processes<br />
(toe/t <strong>of</strong> pulp)<br />
In <strong>th</strong>e eighties <strong>th</strong>e use <strong>of</strong> straw as raw material was reduced and recycling <strong>of</strong> waste paper was increased<br />
in <strong>th</strong>is f<strong>ac</strong>tory. In <strong>th</strong>e early 90s, pulp production from straw was completely stopped. Since <strong>th</strong>en <strong>th</strong>e<br />
environmental issue <strong>of</strong> discharging effluent into <strong>th</strong>e lagoon has been satisf<strong>ac</strong>torily resolved.<br />
The second plant which was commissioned in <strong>th</strong>e 1970's was equipped wi<strong>th</strong> a chemical recovery<br />
plant. Unfortunately <strong>th</strong>is plant has never been commissioned due to <strong>th</strong>e high silica content in <strong>th</strong>e<br />
bl<strong>ac</strong>k liquor.<br />
Since <strong>th</strong>e inception <strong>of</strong> <strong>th</strong>e plant <strong>th</strong>e effluents from <strong>th</strong>e mill have been discharged into a main river. As<br />
<strong>th</strong>e effluents are discharged wi<strong>th</strong>out chemical recovery, <strong>th</strong>e pollution caused to <strong>th</strong>e river is appreciable.<br />
The users <strong>of</strong> <strong>th</strong>e river water are agitating for remedial <strong>ac</strong>tion.<br />
6.4.5 Potential for energy efficiency improvement and pollution abatement <strong>th</strong>rough<br />
technological changes<br />
The following options may be examined to resolve <strong>th</strong>e high energy cost and <strong>th</strong>e environmental<br />
problems caused:<br />
(a) Change Raw Material<br />
- By changing <strong>th</strong>e raw material from rice straw to bagasse, <strong>th</strong>e silica problem in <strong>th</strong>e bl<strong>ac</strong>k<br />
liquor could be overcome. Wi<strong>th</strong> minor modification to <strong>th</strong>e chemical recovery plant,<br />
chemicals in <strong>th</strong>e effluent could be recovered. Adequate bagasse is available in <strong>th</strong>e locality.
Pr<strong>of</strong>ile <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Selected <strong>Asian</strong> Countries 119<br />
- The use <strong>of</strong> wood as raw material for <strong>th</strong>e manuf<strong>ac</strong>ture <strong>of</strong> pulp will have similar advantages as<br />
above. The resources needed for growing <strong>of</strong> trees for <strong>th</strong>is purpose are available.<br />
(b) Change <strong>of</strong> Chemical<br />
By <strong>th</strong>e use <strong>of</strong> potassium hydroxide instead <strong>of</strong> sodium hydroxide for cooking <strong>of</strong> rice straw, <strong>th</strong>e effluent<br />
could be collected and marketed as potassium based fertilizer.<br />
(c) Change <strong>of</strong> Fuel<br />
As <strong>th</strong>e paper f<strong>ac</strong>tories are located in <strong>th</strong>e rice growing and processing areas, adequate quantities <strong>of</strong> rice<br />
husk is available to be used as fuel for <strong>th</strong>e production <strong>of</strong> steam for heat and electricity.
120 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
7. BIBLIOGRAPHY<br />
Sections 1-4<br />
AFME, 1983. “Preconcentration <strong>of</strong> Bl<strong>ac</strong>k Liquor Using Mechanical Vapor Recompression”,<br />
French Agency for Energy Management, France.<br />
Anonymous 1, 1981. “Pollution by <strong>th</strong>e Pulp and Paper Industry”, Organization for Economic<br />
Cooperation and Development (OECD), Paris, France: ISBN: 9-264-11117-4.<br />
Anonymous 2, 1982. “Environmental Guidelines for Pulp and Paper Industry”, Editor Yusuf J.<br />
Ahmed. UNEP, ISBN: 92-807-1054x.<br />
Anonymous, 1982. “Philippine Technical Information Sheets”, No.4. Pulp and Paper. Published<br />
by: Science and <strong>Technology</strong> Information <strong>Institute</strong>, Department <strong>of</strong> Science and <strong>Technology</strong>,<br />
Bicutan, Taguig, Metro, Manila Philippines.<br />
<strong>Asian</strong> Development Bank, 1994. “Industrial Pollution Prevention”.<br />
<strong>Asian</strong> Development Bank, 1993. “Environmental Guidelines for Selected Industrial and Power<br />
Development Projects”, Office <strong>of</strong> <strong>th</strong>e Environment..<br />
ATV, 1991. Guidelines for Pulp and Paper Industry in Germany”, Volume 38, page 1684.<br />
Basu, S., 1986. “Studies on <strong>th</strong>e Development <strong>of</strong> Soda Recovery Process by Ultrafiltration”,<br />
UNIDO-sponsored seminar on Comparative Pulping Process, Alexandria, Egypt, April 1986.<br />
Basu, S. and V.S. Sapkal, 1987. “Membrane Technique in Simplification <strong>of</strong> Soda Recovery in<br />
Pulp and Paper Industry”, Desalination, 67, 1987, 371-379.<br />
Ben, Aim. R., 1988. “Application <strong>of</strong> Clean <strong>Technology</strong> in Pulp and Paper Mill Industry”,<br />
Environmental Sanitation Review, 27 June 1988, p 31.<br />
Bes, R.S., F. Sananes, 1984. “Valorization <strong>of</strong> Ligno Cellulosic Wastes by Ozonization: <strong>th</strong>e<br />
TETRA Project”, 3rd World Chem, Eng. Med. Congress - Barcelona (Spain).<br />
Besana, Edgar Feril., 1991. “Comparison <strong>of</strong> Various Techniques <strong>of</strong> Upgrading Industrial<br />
Thermal Effluents”, AIT Thesis ET-91-21, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
De La Bruniere, P., Galichon J., 1988. “Process for Pulping <strong>of</strong> Lignocellulose Material wi<strong>th</strong><br />
Alkaline and Alkaline-ear<strong>th</strong> Metal Hydroxide or Salt Solvents”, US Patent No. 4720905.
Bibliography 121<br />
Bengtsson, B. E., 1988. “Effect <strong>of</strong> Pulp Mill Effluents on Skeletal Parameters in Fish”, a Progress<br />
Report, Water Science and <strong>Technology</strong>, Vol. 20, pp. 87-94.<br />
Bohman, B., 1984. Anaerobic treatment <strong>of</strong> wastes from <strong>th</strong>e pulp and paper industry, Industry and<br />
Environment, United Nations Environment Programme, Vol. 7, No. 2.<br />
Bonsor, N., N. Mc. Cubbin, and J.B. Sprague, 1988. “Stopping Water Pollution at its Source-<br />
Kraft Mill Effluents in Ontario”, Report prepared for <strong>th</strong>e Technical Advisory Committee, Pulp<br />
and Paper and Sector <strong>of</strong> MISA, Ontario Ministry <strong>of</strong> <strong>th</strong>e Environment, Toronto, Ontario,<br />
Canada.<br />
Clovis T. Tupas, 1995. “Technological Trajectories, Energy Efficient and Environmental<br />
Externalities <strong>of</strong> Pulp and Paper Industry in <strong>th</strong>e Philippines”, Proceeding <strong>of</strong> <strong>th</strong>e Workshop on<br />
Development <strong>of</strong> Energy Efficient and Environmentally Sound Industrial Technologies in Asia.<br />
May 30, 1995, Manila, Philippine.<br />
Delmas, M., 1989. “Clean <strong>Technology</strong> in Pulp and Paper Industries, Refining and Chemical<br />
Transformations <strong>of</strong> Agro-resources: Symposium on Environment Perspectives Towards <strong>th</strong>e Year<br />
2000 and Beyond”, Nov. 6-10, 1989.<br />
EC, 1982. “Heat Pump Using <strong>th</strong>e Steam Generated by a Thermomechanical Process”, European<br />
Community - Energy - Demonstration Projects 200, Brussels.<br />
Edel, E., 1987. “The Organocell Process”, Deutsch Paperwurtshaft, 1987, 62, 1.<br />
Egusa, Shigeo, 1984. “Rationalization Efforts <strong>of</strong> <strong>th</strong>e Energy Consumption in <strong>th</strong>e Pulp and Paper<br />
Industry: Japanese Experiences”, Energy Conservation in Pulp and Paper Industry, <strong>Asian</strong><br />
Productivity Organization, Tokyo, Japan.<br />
Grimvall, A., H. Boren, S. Lonsson, S. Karlsson, and R. Saevenbed, 1991. “Organhalogens <strong>of</strong><br />
natural and industrial Origin in Large Recipients <strong>of</strong> Ble<strong>ac</strong>h-Plant Effluent, Water Science and<br />
<strong>Technology</strong>, Vol. 24, No. 3-4 pp. 373-383.<br />
Habets, L.H.A. and J.H. Knelissen, 1985. “Applications <strong>of</strong> <strong>th</strong>e UASB Re<strong>ac</strong>tor for Anaerobic<br />
Treatment <strong>of</strong> Paper and Board Mill Effluent”, Water Sci., and Tech. vol. 17 No. 1.<br />
Hong, Guo, 1993. “Energy conservation Opportunities in Pulp and Paper Industry: a Case<br />
Study”, AIT Thesis no. ET-94-26, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
Hazardous Waste Research and Information Center, 1991. “Pollution Prevention: a Guide<br />
to Program Implementation”, Illinois Department <strong>of</strong> Energy and Natural Resources,<br />
Champaign.
122 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Jan, P., 1987. “Hi-tech for Ozone Generation”, Ozone News. 15/6/1987 pp. 12-16.<br />
Jain, Dileep K. and J. C. Mora, 1992. “Cogeneration Potential in <strong>th</strong>e Indian Pulp and Paper<br />
Industries”, Energy, Vol. 17, No. 12.<br />
Kleppe, P.J. and C.N. Rogers, 1970. “Survey <strong>of</strong> Water Utilization and Waste Control Pr<strong>ac</strong>tices<br />
in <strong>th</strong>e sou<strong>th</strong>ern Pulp and Paper Industry”, Water Resources Research <strong>Institute</strong> <strong>of</strong> <strong>th</strong>e University <strong>of</strong><br />
Nor<strong>th</strong> Carolina.<br />
Kojima Y., Yun S.R. & T. Kayama, 1987. “Improvement <strong>of</strong> Physical Properties <strong>of</strong> Hardwood<br />
CTMP by Ozone Treatment”, Hokkaido Univ., Japan.<br />
Linananda, Si<strong>th</strong>iporn, 1986. “Energy Management and Conservation Opportunities in a Paper<br />
Mill”, AIT Research Paper no. ET-86-15, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
Maumert, F.A., Abadie, B. Langlais, J.F. Petittimbert, 1987. “Development <strong>of</strong> Less Pollutant<br />
Ble<strong>ac</strong>hing Processes for <strong>th</strong>e Paper Pulp Industry”, Ozone News - 15/6/1987, pp. 10-12.<br />
Mora, J.C., 1988. “Chemical Processes Optimization and Energy Conservation”, an example <strong>of</strong><br />
joint research programs between <strong>th</strong>e industry and state research institutes, ASEAN-EC Energy<br />
Conservation Seminar-Bangkok (ed. ASEAN-WGNCER), pp. 37-48, RERIC-AIT.<br />
Mora, J.C., K.J. Dileep, and P. Bouix, 1988. “Energy and Pollution Abatement in Pulp and<br />
Paper Industry: An Integrated Appro<strong>ac</strong>h”, Presentation at EMCON-88 Hyderabad, India.<br />
NEERI, Annual Report . 1977.<br />
NEERI, 1977. “Annual Report 1977”<br />
Nguyen Thi Kim Onnh, 1994. “Wastewater Monitoring, A tool to Optimize Process Control<br />
and Reduce Contamination from <strong>th</strong>e Ble<strong>ac</strong>hed Kraft Pulp and Paper Industry: Vietnam Case<br />
studies”, Dissertation, AIT, Bangkok, Thailand.<br />
Noviati, Sri Hardina, 1991. “The Opportunity for Coupling <strong>of</strong> Sugar Mill and Paper Mill <strong>th</strong>rough<br />
an Effective and Efficient Use <strong>of</strong> Energy, AIT Thesis No. ET-91-11, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong><br />
<strong>Technology</strong>, Bangkok, Thailand.<br />
Petit, P., P. Gastinne, J.M. Benas, P. Jan, R.S. Bes, and J.C. Mora, 1987. “Ozone Production<br />
wi<strong>th</strong> Recycling <strong>of</strong> Non-transformed Oxygen”, 8<strong>th</strong> Ozone World Congress, Sept. 1987, Zurich.<br />
Proceeding 1, A2, 86. Int. Ozone Association.<br />
Rantalap, P. Vaananen, “Cost Comparison <strong>of</strong> Aerobic and Anaerobic Waste Water Treatment<br />
System”, Water Sc. and Tech., 17 (1), pp. 255-264.
Bibliography 123<br />
Sastry, C.A., V. Ko<strong>th</strong>andaraman, and K.M. Aboo, 1977. “Treatment <strong>of</strong> Waste Water from<br />
Small Paper Mill wi<strong>th</strong>out Soda Recovery”, A Case study. Indian J. <strong>of</strong> Env. Heal<strong>th</strong>., Vol. 19. No. 4<br />
pp. 346-359.<br />
Shaiu, Ying Jang, 1991. “Electrical Load Management in Pulp Mill in Taiwan”, AIT Thesis no.<br />
ET-91-19, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
Rao, A.R.K., Ajit N. Kundap and G.P.V. Swamy, 1995. “Status <strong>of</strong> Digester <strong>Technology</strong>”, in<br />
P.E. Sankaranarayanan (hon. ed.), Ko<strong>th</strong>ari’s Deskbook Series: The Paper Industry, H. C. Ko<strong>th</strong>ari<br />
Group, Madras, India.<br />
Rao., M.N. and A.K. Datta, 1987. “Waste Water Treatment”, Oxford &IBH Publishing Co.<br />
PVT. LTD., 66 Janpa<strong>th</strong>, New Delhi 110 001. Second Edition, page 208.<br />
Sell, N. J., 1992. “Industrial pollution control issues and techniques”, Van Nostrand reinhold,<br />
New York.<br />
Södergren, A., 1993. “Ble<strong>ac</strong>hed Pulp Mill Effluent” National Swedish Environmental Protection<br />
Agency, Report 4047. ISBN: 91-620-4047-4.<br />
Södergren, A., P. Jonssn, B.E. Bengtsson, K. Kringstad, S. Lagergren, M. Olsson, and H.<br />
Renberg, 1989. “Biological Effects <strong>of</strong> Ble<strong>ac</strong>hed Pulp Mill Effluent,” National Swedish<br />
Environmental Protection Board, Report 3558. ISBN: 91-620-3558-4.<br />
Subrahmanyam, P.V.R., and G.J. Mohanrao, 1973. “Pulp and Paper Mill Waste treatment,”<br />
10<strong>th</strong> anniversary Commemoration Volume, IAWPC, Nagpur, pp.120-135.<br />
UNEP, 1992. “Effluent-free Sulphite Pulping <strong>of</strong> Flax Straw”, Working Group on Cleaner<br />
Production in Pulp and Paper Industries in <strong>th</strong>e framework <strong>of</strong> <strong>th</strong>e UNEP IE / PAC Cleaner<br />
Production Programme, Canadian flax pulp Ltd. Technical Research Centre <strong>of</strong> Finland, Non<br />
Waste <strong>Technology</strong> Research Unit.<br />
UNEP, 1992. “Rice Straw Bl<strong>ac</strong>k Liquor Recovery”, Working Group on Cleaner Production in<br />
Pulp and Paper Industries in <strong>th</strong>e framework <strong>of</strong> <strong>th</strong>e UNEP IE / PAC Cleaner Production<br />
Programme, Egypt. Technical Research Centre <strong>of</strong> Finland, Non Waste <strong>Technology</strong> Research Unit.<br />
UNEP-Working Group on Cleaner Production in Pulp and Paper Industries in <strong>th</strong>e<br />
Framework <strong>of</strong> <strong>th</strong>e UNEP IE/PAC Cleaner Production Programme, October 1992. Technical<br />
Research Center <strong>of</strong> Finland, Non-Waste <strong>Technology</strong> Research Unit.
124 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
UN-ESCAP, 1990, “Environmental Imp<strong>ac</strong>ts Assessment, Guidelines for Industrial<br />
Development”, ESCAP- Environment and Development Series, Economic and Social<br />
Commission for Asia and <strong>th</strong>e P<strong>ac</strong>ific Bangkok, Thailand.<br />
UN-ESCAP, 1983. “Co-generation <strong>of</strong> Electricity and Process Energy (a Policy for Efficient<br />
Industrialization)”, Proc. Workshop on co-generation <strong>of</strong> electricity-processes heat, UN-ESCAP,<br />
Bangkok.<br />
USEPA, 1992. “F<strong>ac</strong>ility Pollution Prevention Guide,” Office <strong>of</strong> Research and Development,<br />
Washington, D. C., EPA / 600 / R -92 / 088, May.<br />
Xu, J., 1988. “Rational Use <strong>of</strong> Energy in Bang Pa-In Paper Mill”, AIT Thesis no. ET-88-2, <strong>Asian</strong><br />
<strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
Xu, J. & J.C. Mora, 1988. “New Energy Conservation Technologies as Applied to a Thai Paper<br />
Mill”, EC-ASEAN Workshop on Energy Conservation in Buildings and Industry. Bangkok, 21-25<br />
August, 1988.<br />
Yan Li, 1995. “Technological Trajectories, Energy Efficient and Environmental Externalities <strong>of</strong><br />
Pulp and Paper Industry in P.R.China”, Proceeding <strong>of</strong> <strong>th</strong>e Workshop on Development <strong>of</strong> Energy<br />
Efficient and Environmentally Sound Industrial Technologies in Asia. May 30, 1995, Manila,<br />
Philippine.<br />
Section 5<br />
Energy Management Centre, 1995, “Technological Trajectory, Energy Efficiency and<br />
Environmental Externalities <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in India”, Ministry <strong>of</strong> Power, India,<br />
Paper presented in <strong>th</strong>e Second SAREC Regional Workshop in Manila, Philippines, 29 & 30 May,<br />
1995.<br />
Li, Yan., 1995, “Technological Trajectory, Energy Efficiency and Environmental Externalities <strong>of</strong><br />
<strong>th</strong>e Pulp and Paper Industry in P.R. China”, Paper presented in <strong>th</strong>e Second SAREC Regional<br />
Workshop in Manila, Philippines, 29 & 30 May, 1995.<br />
Ministry <strong>of</strong> Irrigation, Power and Energy, 1995, “Technological Trajectory, Energy Efficiency<br />
and Environmental Externalities <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in Sri Lanka”, Paper presented in<br />
<strong>th</strong>e Second SAREC Regional Workshop in Manila, Philippines, 29 & 30 May, 1995.<br />
Mohanty, Brahmanand. and Aung Naing Oo, 1995, “Energy Saving Opportunities and<br />
Potential in <strong>th</strong>e Pulp and Paper Industry”, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.
Bibliography 125<br />
Tupas, Clovis., 1995, “Technological Trajectory, Energy Efficiency and Environmental<br />
Externalities <strong>of</strong> <strong>th</strong>e Pulp and Paper Industry in <strong>th</strong>e Philippines”, Energy Efficiency Division,<br />
Department <strong>of</strong> Energy, Philippines, Paper presented in <strong>th</strong>e Second SAREC Regional Workshop in<br />
Manila, Philippines, 29 & 30 May, 1995.<br />
Stoll, Uwe. and Amin, Nahid, 1995, “Environmental Imp<strong>ac</strong>t <strong>of</strong> Pulp and Paper Industry and<br />
Pollution Control Measures”, <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong>, Bangkok, Thailand.<br />
Worrell, E., R.F.A. Cuelenaere, K. Blok and W.C. Turkenbrg , 1994, “Energy Consumption<br />
by Industrial Process in <strong>th</strong>e European Union”, Energy, Vol. 19, No. 11.<br />
Section 6.1<br />
A. References<br />
[1] Alman<strong>ac</strong> <strong>of</strong> China’s Paper Industry, 1993, Edited by China Technical Association <strong>of</strong> Paper<br />
Industry (CTAPI).<br />
[2] Alman<strong>ac</strong> <strong>of</strong> China's Paper Industry 1990, Edited by China Technical Association <strong>of</strong> Paper<br />
Industry (CTAPI).<br />
[3] Alman<strong>ac</strong> <strong>of</strong> China's Paper Industry 1986, Edited by China Technical Association <strong>of</strong> Paper<br />
Industry (CTAPI).<br />
[4] Chen Yonghong, Energy Issues and Counter-measures for <strong>th</strong>e Paper Industry <strong>of</strong> China,<br />
Proceedings <strong>of</strong> <strong>th</strong>e Annual Academic Conference <strong>of</strong> CTAPI, 1985.<br />
[5] Chen Zhongxing, Cogeneration in Pulp and Paper Mills <strong>of</strong> China, COPED core project<br />
1993/1994.<br />
[6] China Energy Statistical Book 1991, China Statistic Press.<br />
[7] Environmental Imp<strong>ac</strong>ts <strong>of</strong> <strong>th</strong>e Technological Transformation Project in Qiqihar Pulp &<br />
Paper Mill, Planning and Designing <strong>Institute</strong> <strong>of</strong> Light Industry, 1993.<br />
[8] Fen Shiao and Chai Yinian, Estimation <strong>of</strong> <strong>th</strong>e Potential <strong>of</strong> Cogeneration (CHP) in China's<br />
Pulp & Paper Industry, Energy <strong>of</strong> China, July, 1993.<br />
[9] Integrated exploitation <strong>of</strong> steamed & boiled wastewater and its pollution protection<br />
technologies, Edited by Zhang Ke et al., China Light Industry Press, 1992.
126 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
[10] Li Jiawan, Current Situation <strong>of</strong> World Paper Industry in 1990s and Its Perspective, World<br />
Pulp & Paper Mills Data Book, 1992.<br />
[11] Statistical Yearbook <strong>of</strong> China, China Statistical Press, 1994.<br />
[12] Studies on Unit Major Products Energy Consumption, Edited by Liu Xueyi, Guanminri<br />
Daily Press, 1989.<br />
[13] Yu Yiji, Speed, Efficiency and Environmental Protection — Some Considerations on<br />
Sustainable Development <strong>of</strong> China's Pulp & Paper Industry, China Pulp & Paper, Dec.,<br />
1994.<br />
[14] Zhang Shuyu and Meng Zhaoli, Final Report on Energy Audit <strong>of</strong> Qiqihar Paper Mill,<br />
Technological Support Project for Industrial Energy Conservation, sponsored by ADB,<br />
1990.<br />
B. Bibliography<br />
Cao Pia<strong>of</strong>ang and Jiang Manxia, General Situations <strong>of</strong> China Paper Industry Pollution<br />
Protection, China Pulp & Paper, No. 5, Oct. 1994.<br />
Huanqinan et al. (eds.), Development Strategy <strong>of</strong> China’s Paper Industry, China Light Industry<br />
Press, 1992.<br />
ITEESA, Evaluation <strong>of</strong> Energy Efficiency in Pulp & Paper Industry in P.R. China, Invited<br />
Report, ITEESA.<br />
Pan Peilei, Call for Efforts to Contribute to Environmental Protection in Pulp & Paper Industry,<br />
China Pulp & Paper, Aug., 1994.<br />
Yan Erpin, Study on Heat Pump Drying <strong>Technology</strong> in Paper M<strong>ac</strong>hine Parts, China Pulp &<br />
Paper, December 1994.<br />
Zhang Houmin, Bio-technology and Pulp & Paper Industry, China Pulp & Paper, Aug. 1994.<br />
Section 6.2<br />
[1] Comprehensive industry document for large pulp & paper industry, CBCP Publication.<br />
[2] Comprehensive industry document for small pulp & paper industry, CBCP Publication.<br />
[3] CPPRI Database.
Bibliography 127<br />
[4] Development Council for Paper Pulp & Allied Products.<br />
[5] Environmental preservation course in pulp & paper industry, Markyd, Sweden.<br />
[6] Evaluation <strong>of</strong> energy efficiency in connection wi<strong>th</strong> technology - Report prepared by<br />
Central Pulp & Paper Research <strong>Institute</strong> (CPRRI) for National Productivity Council, 1985.<br />
[7] Indian Pulp & Paper Technical Association (IPPTA), vol.1, no.4, Dec. 1989.<br />
[8] IPPTA convention issue on energy conservation, 1984.<br />
[9] Paper Asia, July 1993.<br />
[10] Proceedings <strong>of</strong> inter<strong>ac</strong>tion meet on high rate bio-me<strong>th</strong>anation <strong>of</strong> pulp & paper mill waste<br />
(UNDP/GEF project).<br />
[11] Proceedings <strong>of</strong> <strong>th</strong>e inter<strong>ac</strong>tion meet on waste management in <strong>th</strong>e pulp & paper industry<br />
towards sustainable development - Central Pollution Control Board (CPCB).<br />
[12] Report prepared by CPPRI for <strong>th</strong>e 8<strong>th</strong> five year <strong>ac</strong>tion plan.<br />
[13] UNEP report on environmental management in pulp & paper industry.<br />
Section 6.3<br />
Aragon, P.M., “The Philippines: Promising Outlook”, Country Focus.<br />
Hargb<strong>ac</strong>k, H., “Environmental Management Plan: Pulp and Paper Industry”, A Report to <strong>th</strong>e<br />
Development Bank <strong>of</strong> <strong>th</strong>e Philippines, June 25, 1992.<br />
Dalusong II, A.R., “Energy Development in <strong>th</strong>e Light <strong>of</strong> Current Environmental Issues: The<br />
Philippine Case”, Energy Policy Implications <strong>of</strong> <strong>th</strong>e Climatic Effects <strong>of</strong> Fossil Fuel Use in <strong>th</strong>e<br />
Asia-P<strong>ac</strong>ific Region, Bangkok, Thailand. November, 1991.<br />
Nyati, K.P., “Prospect, Barriers and Strategies - Cleaner Industrial Production in Developing<br />
Countries”, pp. 10-14, Asia P<strong>ac</strong>ific Tech. Monitor, Nov-Dec 1994, ESCAP APCTT, New Delhi,<br />
India.<br />
Oy, J.P., “Industrial Restructuring Studies: Pulp and Paper”, Development Bank <strong>of</strong> <strong>th</strong>e<br />
Philippines, 1992.
128 <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e Pulp and Paper Industry<br />
Schafer, A. et al., “Inventory <strong>of</strong> Greenhouse Gas Mitigation Measures - Examples from <strong>th</strong>e<br />
IIASA <strong>Technology</strong> Data Bank”.
The <strong>Asian</strong> <strong>Institute</strong> <strong>of</strong> <strong>Technology</strong> (AIT) is an autonomous international <strong>ac</strong>ademic institution<br />
located in Bangkok, Thailand. It’s main mission is <strong>th</strong>e promotion <strong>of</strong> technological changes<br />
and <strong>th</strong>eir management for sustainable development in <strong>th</strong>e Asia-P<strong>ac</strong>ific region <strong>th</strong>rough highlevel<br />
education, research and outre<strong>ac</strong>h <strong>ac</strong>tivities which integrate technology, planning and<br />
management.<br />
AIT carried out <strong>th</strong>is <strong>Asian</strong> Regional Research Programme in Energy, Environment and Climate<br />
(ARRPEEC), wi<strong>th</strong> <strong>th</strong>e support <strong>of</strong> <strong>th</strong>e Swedish International Development Cooperation Agency (Sida).<br />
One <strong>of</strong> <strong>th</strong>e projects under <strong>th</strong>is program concerns <strong>th</strong>e Development <strong>of</strong> Energy Efficient<br />
and Environmentally Sound Industrial Technologies in Asia.<br />
The objective <strong>of</strong> <strong>th</strong>is specific project is to enhance <strong>th</strong>e synergy among selected developing<br />
countries in <strong>th</strong>eir efforts to adopt and propagate energy efficient and environmentally sound<br />
technologies. The industrial sub-sectors identified for in-dep<strong>th</strong> analysis are iron & steel,<br />
cement, and pulp & paper. The project involves <strong>ac</strong>tive participation <strong>of</strong> experts from<br />
collaborating institutes from four <strong>Asian</strong> countries, namely China, India, <strong>th</strong>e Philippines, and<br />
Sri Lanka.<br />
The technological trajectories, energy efficiency and environmental externalities <strong>of</strong> <strong>th</strong>e pulp<br />
and paper industry in <strong>th</strong>e four <strong>Asian</strong> countries are presented in <strong>th</strong>is document (Volume III).<br />
O<strong>th</strong>er related publications based on <strong>th</strong>is research finding include:<br />
Volume I <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e<br />
Cement Industry<br />
Volume II <strong>Technology</strong>, Energy Efficiency and Environmental Externalities in <strong>th</strong>e<br />
Iron & Steel Industry<br />
Volume IV Regulatory Measures and Technological Changes in <strong>th</strong>e Cement, Iron<br />
& Steel, and Pulp & Paper Industries<br />
An assessment <strong>of</strong> <strong>th</strong>e implementation <strong>of</strong> energy efficient and environmentally sound<br />
industrial technologies among <strong>th</strong>e selected countries is presented in a separate “Cross-<br />
Country Comparison” Report.<br />
ASIAN INSTITUTE<br />
OF TEC HN OLOGY<br />
19 5 9