

ดาวน์โหลด All Proceeding - AS Nida
ดาวน์โหลด All Proceeding - AS Nida
ดาวน์โหลด All Proceeding - AS Nida

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ถึงประมาณชวงอายุการใชงานที่<br />
7,700 ชิ้น<br />
กราฟมีรูปรางคลายกับระฆัง<br />
คว่ํา<br />
แสดงใหเห็นวาพนักงานควบคุมเครื่องจักรมีการปรับคากลับมาที่เดิม<br />
ดังนั้นในชวงอายุการใชงานดังกลาวพนักงานควบคุมเครื่องจักรจึงไม<br />
จําเปนที่จะปรับเครื่องจักรเนื่องจากโปรแกรมปรับอัตโนมัติชวยทําการ<br />
ปรับอยู<br />
และในที่นี้จะเห็นวากราฟมีถึงอายุการใชงาน<br />
8,200 ชิ้น<br />
เนื่องจากวาเมื่อทําการทดลองจนกระทั่งถึงชวงเวลาดังกลาวเครื่องจักรที่<br />
ทําการทดลองเกิดมีปญหาจึงจําเปนจะตองหยุดการทดลอง แตเนื่องจาก<br />
ชวงอายุการใชงานของมีดตัดหลัง 8,200 ชิ้น<br />
เปนตนไปจนถึงชวงอายุการ<br />
ใชงานที่<br />
12,000 ชิ้น<br />
มีจํานวนชิ้นงานที่จะถูกตัดอยูประมาณ<br />
3,800 ชิ้น<br />
และโปรแกรมชวยปรับอัตโนมัติในชวงนี้จะทําการปรับงานทุกๆ<br />
100 ชิ้น<br />
แสดงวาในชวงดังกลาวโปรแกรมมีการปรับงานประมาณ 38 ครั้ง<br />
ซึ่งเมื่อ<br />
เปรียบเทียบกับในชวงอายุการใชงานของมีดตัดที่<br />
2,200 จนถึง 7,700 ชิ้น<br />
มีจํานวนชิ้นงานที่ถูกตัดอยูประมาณ<br />
5,500 ชิ้น<br />
โปรแกรมมีการปรับ<br />
ประมาณ 55 ครั้ง<br />
แสดงวาถาไมมีปญหาในเรื่องปจจัยอื่นๆ<br />
คาที่ปรับได<br />
ในชวงนี้เมื่อนํามาพลอตกราฟแลวเสนกราฟมีแนวโนมเบี่ยงเบนไป<br />
คอนขางนอย ซึ่งขอมูลที่มีตอนนี้เพียงพอสําหรับการสรุปในทุกๆชวง<br />
ของโปรแกรมชวยปรับอัตโนมัติ<br />
4.4 ผลการทดลองเพื่อยืนยันประสิทธิภาพของโปรแกรม<br />
่<br />
่<br />
่<br />
หลังจากนั้นจึงทําการทดลองวาการปรับปรุงโปรแกรมในครั้ง<br />
นี้ไมสงผลตอจํานวนของเสียเพิ่มสูงขึ้น<br />
โดยทําการสุมชิ้นงานแตละชวง<br />
การปรับของโปรแกรม ซึ่งจํานวนของชิ้นงานนั้นขึ้นอยูกับเงื่อนไขในการ<br />
ปรับของโปรแกรม ดังตารางที 5<br />
ตารางที 5 จํานวนชิ้นงานในแตละชวงที่ทําการสุม<br />
ชวงอายุการใชงาน โปรแกรมทํา จํานวนชิ้นงานที<br />
ของมีดตัด (ชิ้น)<br />
การปรับทุกๆ (ชิ้น)<br />
ทําการสุม<br />
(ชิ้น)<br />
201-500 10 45<br />
501-2,000 50 120<br />
2,001-12,000 100 220<br />
จากนั้นจึงนําชิ้นงานทั้งหมดไปทําการวัดขนาดเสนผาน<br />
ศูนยกลางดานในชิ้นงานโดยใชเครื่อง<br />
Gap Jet นําขอมูลที่ไดเขา<br />
โปรแกรมสําเร็จรูปเพื่อดูสมรรถนะ<br />
และความแปรปรวนของ<br />
กระบวนการในแตละชวงอายุการใชงานของมีดตัดทั้งกอนและหลังการ<br />
พัฒนาโปรแกรม ไดขอมูลดังตอไปนี้<br />
- ในชวงอายุการใชงานของมีดตัดที่<br />
201-500 จํานวนชิ้นงาน<br />
45 ชิ้น<br />
173<br />
sc<br />
sc<br />
ID New macro<br />
ID Old macro<br />
ID New macro<br />
ID Old macro<br />
Test for Equal Variances for ID between old&new program<br />
0.0003 0.0004 0.0005 0.0006 0.0007<br />
95% Bonferroni Confidence Intervals for StDevs<br />
2.4985<br />
2.4990 2.4995 2.5000 2.5005<br />
ID between old&new program<br />
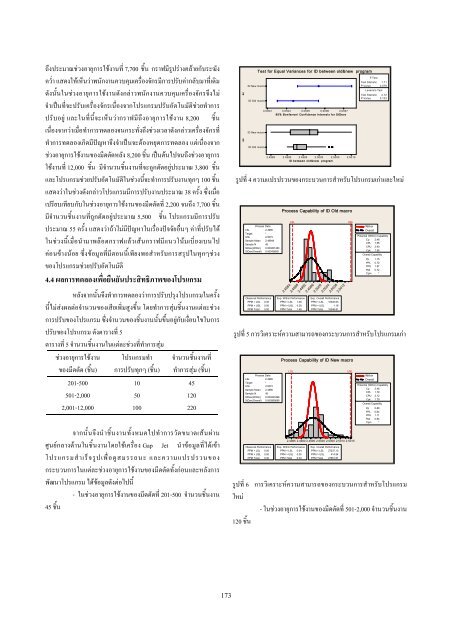
รูปที่<br />
4 ความแปรปรวนของกระบวนการสําหรับโปรแกรมเกาและใหม<br />
LSL<br />
Process Data<br />
2.4985<br />
Target *<br />
USL 2.5015<br />
Sample Mean 2.49944<br />
Sample N 45<br />
StDev(Within) 0.000201483<br />
StDev(Overall) 0.000436001<br />
Observed Performance<br />
PPM < LSL 0.00<br />
PPM > USL 0.00<br />
PPM Total 0.00<br />
2.4984<br />
2.4988<br />
2.4992<br />
2.4996<br />
2.5000<br />
2.5004<br />
2.5008<br />
2.5012<br />
รูปที่<br />
5 การวิเคราะหความสามารถของกระบวนการสําหรับโปรแกรมเกา<br />
LSL<br />
Process Data<br />
2.4985<br />
Target *<br />
USL 2.5015<br />
Sample Mean 2.4996<br />
Sample N 45<br />
StDev(Within) 0.000203498<br />
StDev(Overall) 0.000569698<br />
Observed Performance<br />
PPM < LSL 0.00<br />
PPM > USL 0.00<br />
PPM Total 0.00<br />
รูปที่<br />
6 การวิเคราะหความสามารถของกระบวนการสําหรับโปรแกรม<br />
ใหม<br />
- ในชวงอายุการใชงานของมีดตัดที่<br />
501-2,000 จํานวนชิ้นงาน<br />
120 ชิ้น<br />
2.5010<br />
Process Capability of ID Old macro<br />
LSL USL<br />
Exp. Within Performance<br />
PPM < LSL 1.46<br />
PPM > USL 0.00<br />
PPM Total 1.46<br />
Exp. Overall Performance<br />
PPM < LSL 15345.63<br />
PPM > USL 1.18<br />
PPM Total 15346.81<br />
Process Capability of ID New macro<br />
LSL USL<br />
2.4985 2.4990 2.4995 2.5000 2.5005 2.5010 2.5015<br />
Exp. Within Performance<br />
PPM < LSL 0.04<br />
PPM > USL 0.00<br />
PPM Total 0.04<br />
Exp. Overall Performance<br />
PPM < LSL 27237.13<br />
PPM > USL 414.54<br />
PPM Total 27651.67<br />
F-Test<br />
Test Statistic 1.71<br />
P-Value 0.079<br />
Levene's Test<br />
Test Statistic 2.72<br />
P-Value 0.103<br />
Within<br />
Overall<br />
Potential (Within) Capability<br />
Cp 2.48<br />
CPL 1.56<br />
CPU 3.40<br />
Cpk 1.56<br />
Overall Capability<br />
Pp 1.15<br />
PPL 0.72<br />
PPU 1.57<br />
Ppk 0.72<br />
Cpm *<br />
Within<br />
Overall<br />
Potential (Within) Capability<br />
Cp 2.46<br />
CPL 1.79<br />
CPU 3.12<br />
Cpk 1.79<br />
Overall Capability<br />
Pp 0.88<br />
PPL 0.64<br />
PPU 1.11<br />
Ppk 0.64<br />
Cpm *













