Annual report 2009 - Siempelkamp
Annual report 2009 - Siempelkamp
Annual report 2009 - Siempelkamp

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Siempelkamp</strong>’s isothermal forging presses for high performance provide customers<br />
worldwide with a specifi c press speed control which allows incremental adjust-<br />
ments to the lowest velocity as required by the isothermal forging process. The<br />
system is complemented by a tool heating system as well as vacuum and handling<br />
systems.<br />
These presses are predestined to carry out custom-made applications in aerospace<br />
and medical industries with high precision. They do so with the lowest press forces<br />
and best material utilization.<br />
Whether as a stand-alone press or as a combination press which can be integrated<br />
into fully automatic press lines, upsetting, piercing, and drawing presses play an<br />
important role in the range of our forging presses. They are ideal for products with<br />
small wall thickness tolerances produced in large quantities such as bottles or<br />
containers.<br />
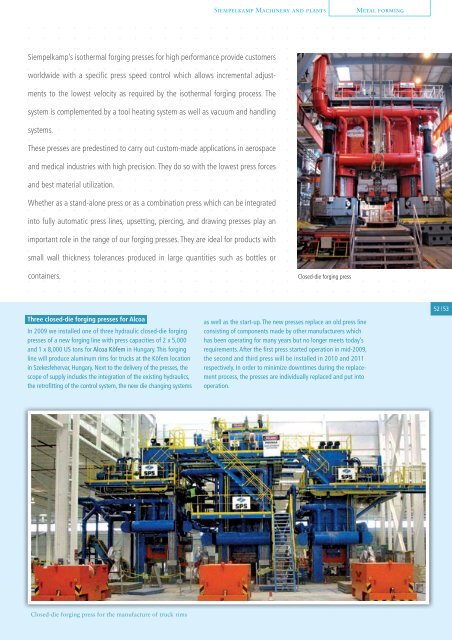
Three closed-die forging presses for Alcoa<br />
In <strong>2009</strong> we installed one of three hydraulic closed-die forging<br />
presses of a new forging line with press capacities of 2 x 5,000<br />
and 1 x 8,000 US tons for Alcoa Köfem in Hungary. This forging<br />
line will produce aluminum rims for trucks at the Köfem location<br />
in Szekesfehervar, Hungary. Next to the delivery of the presses, the<br />
scope of supply includes the integration of the existing hydraulics,<br />
the retrofi tting of the control system, the new die changing systems<br />
Closed-die forging press for the manufacture of truck rims<br />
<strong>Siempelkamp</strong> Machinery and plants<br />
Closed-die forging g press<br />
as well as the start-up. The new presses replace an old press line<br />
consisting of components made by other manufacturers which<br />
has been operating for many years but no longer meets today’s<br />
requirements. After the fi rst press started operation in mid-<strong>2009</strong>,<br />
the second and third press will be installed in 2010 and 2011<br />
respectively. In order to minimize downtimes during the replacement<br />
process, the presses are individually replaced and put into<br />
operation.<br />
Metal forming<br />
52 53