Vacuum Melting and Remelting Processes - ASM International
Vacuum Melting and Remelting Processes - ASM International
Vacuum Melting and Remelting Processes - ASM International

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>ASM</strong> H<strong>and</strong>book Volume 15: Casting (#05115G)<br />
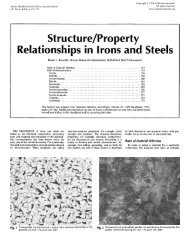
Beam rot<br />
on the pc<br />
Programmed electron beams<br />
for refining low-density<br />
inclusions <strong>and</strong> maintaining a<br />
flat. shallow inaot oool<br />
Fig. 6 Schematic of the continuous flow melting process<br />
means. Impurities denser than the melt, such<br />
as tungsten carbide tool tips in titanium, are<br />
removed by sedimentation. Inclusions with<br />
densities such that efficient flotation or sedi-<br />
mentation does not occur can be partially<br />
removed by adhesion to the slag raft.<br />
Hearth dimensions are based on the type<br />
<strong>and</strong> amount of refining required. For exam-<br />
ple, hearths for vacuum distillation should<br />
be nearly square <strong>and</strong> relatively deep to<br />
allow sufficient melt stirring. For flotation<br />
refining, the hearth should be long <strong>and</strong><br />
narrow (for superalloys, approximately 10<br />
mm, or 0.4 in., of hearth length for each 100<br />
<strong>Vacuum</strong> <strong>Melting</strong> <strong>and</strong> <strong>Remelting</strong> <strong>Processes</strong> / 415<br />
3n beam<br />
feedstock<br />
lat<br />
9ntal bar feeding<br />
per<br />
anical<br />
val of<br />
~ions<br />
kg/h, or 220 lb/h, of melt rate is recommend-<br />
ed). Hearths for titanium alloy scrap recy-<br />
cling can be relatively short if all the mate-<br />
rials can be transported to the pool of the<br />
hearth rather than to the ingot pool.<br />
Feeding. Material feeding criteria include<br />
100% homogenous material transportation<br />
to avoid uncontrolled evaporation of alloy-<br />
ing elements <strong>and</strong> correct feeding into or<br />
above the hearth pool. Horizontal feeding of<br />
compacted, premelted, or cast material is<br />
most often used. Loose scrap <strong>and</strong> raw mate-<br />
rial are used only when compaction is too<br />
expensive. Feeding of liquid metal was used<br />
Table 4 Comparison of the characteristics of drip melting <strong>and</strong> continuous<br />
flow melting<br />
Characteristic Refractory metals Reactive metals, superalloys, <strong>and</strong> specialty steels<br />
Power density ............................. High Soft; smoothly distributed<br />
Inclusions ............................. Irrelevant Must be removed<br />
Ingot shape <strong>and</strong> structure ............... Round; coarse grain Round or flat; fine grain, segregation-free<br />
Mass production ....................... Low High<br />
Competitive economical processes ....... <strong>Vacuum</strong> arc remelting <strong>Vacuum</strong> arc remelting; electroslag remelting<br />
Preferred method ...................... Drip melting Continuous flow melting<br />
Copyright © 2008 <strong>ASM</strong> <strong>International</strong> ®<br />
All rights reserved.<br />
www.asminternational.org<br />
in one of the first continuous flow melting<br />
furnaces to produce a ferritic steel in a vacu-<br />
um induction furnace (Ref 10). Postrefining<br />
was carried out in a cascade of five hearths<br />
1.5 m (60 in.) long <strong>and</strong> 1 m (40 in.) wide.<br />
Casting <strong>and</strong> Solidification. The criteria<br />
for material casting <strong>and</strong> solidification include<br />
the shape of the final product <strong>and</strong> the solidi-<br />
fication rate required to avoid ingot tears or<br />
other defects <strong>and</strong> to ensure a homogeneous<br />
ingot structure. The multiple casting of small<br />
ingots is sometimes used, especially when<br />
forging is impossible because of the brittle-<br />
ness of the solidified material (for example<br />
MCrAly wear-resistant coating alloys). The<br />
casting of round <strong>and</strong> rectangular ingots <strong>and</strong><br />
slabs is common practice, <strong>and</strong> the continuous<br />
casting of hollow ingots is also being used<br />
(Ref I 1). The casting of segregation-free in-<br />
gots <strong>and</strong> ingots with a fine grain size is under<br />
development to improve the workability of<br />
superalloys (Ref 12, 13).<br />
Continuous Flow<br />
Versus Drip <strong>Melting</strong><br />
Table 4 compares the essential features of<br />
drip melting <strong>and</strong> continuous flow melting.<br />
Generally, continuous flow melting is used<br />
for all refractory metals, superalloys, <strong>and</strong><br />
specialty steels, especially when flotation or<br />
sedimentation of inclusions is required.<br />
Drip melting is used for refractory metals<br />
because of their high melting points <strong>and</strong> the<br />
resulting high heat losses to the water-<br />
cooled copper crucible. Depending on pro-<br />
duction quantity, double or triple drip melt-<br />
ing may require less energy than a single<br />
continuous flow melt of some materials,<br />
such as niobium.<br />
Refining <strong>and</strong> Production Data<br />
Data on continuous flow electron beam<br />
melting <strong>and</strong> refining in laboratory <strong>and</strong> pilot<br />
production furnaces are given in Table 5. The<br />
data demonstrate the effectiveness of the pro-<br />
cess in reducing impurities <strong>and</strong> interstitial<br />
elements. It can also be seen that the selective<br />
evaporation of chromium from superalloys<br />
can be controlled by the distribution of beam<br />
power at the trough pool <strong>and</strong> by controlling<br />
trough pool area <strong>and</strong> melt rate. The selective<br />
evaporation of aluminum from Ti-6A1-4V al-<br />
loy is much more difficult to control; addition-<br />
al aluminum must be used to compensate for<br />
the aluminum evaporated.<br />
Equipment for Continuous<br />
Flow Electron Beam <strong>Melting</strong><br />
The equipment required for continuous<br />
flow melting is different from that used in<br />
drip melting mainly because of the trough<br />
<strong>and</strong> the somewhat larger melting chamber.<br />
In addition, because of the materials often<br />
melted in the continuous flow process (su-<br />
peralloys <strong>and</strong> titanium alloys), additional<br />
instrumentation is often provided. This may<br />
include an ingot pool level control system,