Consumeables Catalog - Lincoln Electric
Consumeables Catalog - Lincoln Electric Consumeables Catalog - Lincoln Electric
STICK (SMAW) ELECTRODE Fleetweld ® Key Features Deep penetration Typical Applications Spot welding floor decking to beams 22 Mild Steel, Rutile • AWS E6022 Optimized for burn-through spot welding Little slag interference in arc Steel with moderate surface contaminants (1) Typical all weld metal. (2) Measured with 0.2% offset. (3) See test results disclaimer on pg. 16. (4) Preferred polarity is listed first. 24 ı THE LINCOLN ELECTRIC COMPANY Conformances AWS A5.1/A5.1M: 2004 ASME SFA-A5.1: Welding Positions Flat & Horizontal DIAMETERS / PACKAGING Diameter Length 50 lb (22.7 kg) in (mm) in (mm) Carton 1/8 (3.2) 5/32 (4.0) 14 (350) 14 (350) ED021896 ED021895 E6022 E6022 MECHANICAL PROPERTIES (1) – As Required per AWS A5.1/A5.1M: 2004 Tensile Strength Longitudinal Bend MPa (ksi) Test Requirements - AWS E6022 430 (60) min. Required Typical Results (3) - As-Welded 415-565 (60-82) Pass TYPICAL OPERATING PROCEDURES Current (Amps) Polarity (4) 1/8 in (3.2 mm) 5/32 in (4.0 mm) DC- 110-150 150-180 AC 110-150 150-180
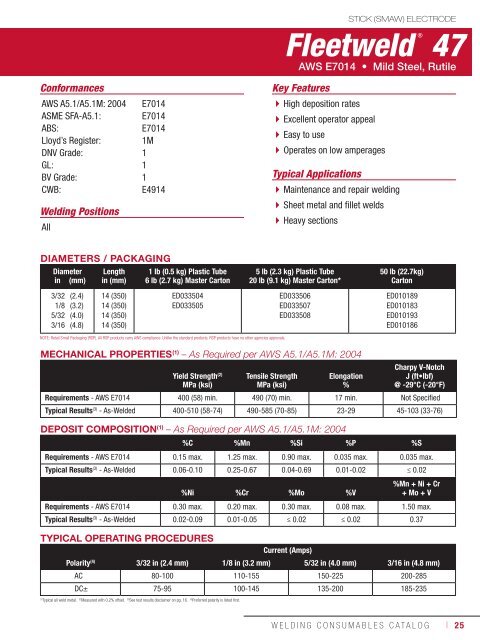
Conformances Key Features AWS A5.1/A5.1M: 2004 ASME SFA-A5.1: ABS: Lloyd’s Register: DNV Grade: GL: BV Grade: CWB: Welding Positions All E7014 E7014 E7014 1M 1 1 1 E4914 DIAMETERS / PACKAGING Diameter Length 1 lb (0.5 kg) Plastic Tube in (mm) in (mm) 6 lb (2.7 kg) Master Carton 3/32 1/8 5/32 3/16 (2.4) (3.2) (4.0) (4.8) 14 (350) 14 (350) 14 (350) 14 (350) ED033504 ED033505 NOTE: Retail Small Packaging (RSP). All RSP products carry AWS compliance. Unlike the standard products, RSP products have no other agencies approvals. STICK (SMAW) ELECTRODE Fleetweld ® High deposition rates Excellent operator appeal Easy to use Operates on low amperages Typical Applications Maintenance and repair welding Sheet metal and fillet welds Heavy sections 5 lb (2.3 kg) Plastic Tube 20 lb (9.1 kg) Master Carton* ED033506 ED033507 ED033508 50 lb (22.7kg) Carton ED010189 ED010183 ED010193 ED010186 47 AWS E7014 • Mild Steel, Rutile MECHANICAL PROPERTIES (1) – As Required per AWS A5.1/A5.1M: 2004 Yield Strength (2) Tensile Strength Elongation Charpy V-Notch J (ft•lbf) MPa (ksi) MPa (ksi) % @ -29°C (-20°F) Requirements - AWS E7014 400 (58) min. 490 (70) min. 17 min. Not Specified Typical Results (3) - As-Welded 400-510 (58-74) 490-585 (70-85) 23-29 45-103 (33-76) DEPOSIT COMPOSITION (1) – As Required per AWS A5.1/A5.1M: 2004 %C %Mn %Si %P %S Requirements - AWS E7014 0.15 max. 1.25 max. 0.90 max. 0.035 max. 0.035 max. Typical Results (3) - As-Welded 0.06-0.10 0.25-0.67 0.04-0.69 0.01-0.02 ≤ 0.02 %Ni %Cr %Mo %V %Mn + Ni + Cr + Mo + V Requirements - AWS E7014 0.30 max. 0.20 max. 0.30 max. 0.08 max. 1.50 max. Typical Results (3) - As-Welded 0.02-0.09 0.01-0.05 ≤ 0.02 ≤ 0.02 0.37 TYPICAL OPERATING PROCEDURES Current (Amps) Polarity (4) 3/32 in (2.4 mm) 1/8 in (3.2 mm) 5/32 in (4.0 mm) 3/16 in (4.8 mm) AC 80-100 110-155 150-225 200-285 DC± 75-95 100-145 135-200 185-235 (1) Typical all weld metal. (2) Measured with 0.2% offset. (3) See test results disclaimer on pg. 16. (4) Preferred polarity is listed first. WELDING CONSUMABLES CATALOG ı 25
- Page 1 and 2: C1.10 www.lincolnelectric.com Weldi
- Page 3: GAS-SHIELDED FLUX-CORED (FCAW-G) WI
- Page 6 and 7: Detailed Table of Contents Stick St
- Page 8 and 9: Detailed Table of Contents Submerge
- Page 10 and 11: Detailed Table of Contents Aluminum
- Page 12 and 13: Catalog User Guide 4 7 8 9 10 11 12
- Page 14 and 15: INTRODUCTION 12 ı THE LINCOLN ELEC
- Page 16 and 17: INTRODUCTION Q Lot Certifications C
- Page 18 and 19: INTRODUCTION Disclaimers 16 ı THE
- Page 20 and 21: STICK (SMAW) ELECTRODE Fleetweld ®
- Page 22 and 23: STICK (SMAW) ELECTRODE Fleetweld ®
- Page 24 and 25: STICK (SMAW) ELECTRODE Fleetweld ®
- Page 28 and 29: STICK (SMAW) ELECTRODE Jetweld ® H
- Page 30 and 31: STICK (SMAW) ELECTRODE Excalibur ®
- Page 32 and 33: STICK (SMAW) ELECTRODE Jet-LH ® Lo
- Page 34 and 35: STICK (SMAW) ELECTRODE Excalibur ®
- Page 36 and 37: STICK (SMAW) ELECTRODE Shield-Arc®
- Page 38 and 39: STICK (SMAW) ELECTRODE Shield-Arc®
- Page 40 and 41: STICK (SMAW) ELECTRODE Excalibur ®
- Page 42 and 43: STICK (SMAW) ELECTRODE Excalibur ®
- Page 44 and 45: STICK (SMAW) ELECTRODE Excalibur ®
- Page 46 and 47: STICK (SMAW) ELECTRODE Excalibur ®
- Page 48 and 49: STICK (SMAW) ELECTRODE Notes 46 ı
- Page 50 and 51: MIG (GMAW) WIRE SuperGlide® Typica
- Page 52 and 53: MIG (GMAW) WIRE SuperGlide® Typica
- Page 54 and 55: MIG (GMAW) WIRE SuperArc® Typical
- Page 56 and 57: MIG (GMAW) WIRE SuperArc® Typical
- Page 58 and 59: MIG (GMAW) WIRE SuperArc® Typical
- Page 60 and 61: MIG (GMAW) WIRE SuperArc® Typical
- Page 62 and 63: MIG (GMAW) WIRE SuperArc® Typical
- Page 64 and 65: MIG (GMAW) WIRE SuperArc® Capable
- Page 66 and 67: TIG (GTAW) CUT LENGTHS Lincoln® Ty
- Page 68 and 69: MIG (GMAW) & TIG (GTAW) CONSUMABLES
- Page 70 and 71: METAL-CORED WIRE Metalshield ® Mil
- Page 72 and 73: Structural Welding Code Seismic Sup
- Page 74 and 75: METAL-CORED WIRE Metalshield ® Mil
Conformances Key Features<br />
AWS A5.1/A5.1M: 2004<br />
ASME SFA-A5.1:<br />
ABS:<br />
Lloyd’s Register:<br />
DNV Grade:<br />
GL:<br />
BV Grade:<br />
CWB:<br />
Welding Positions<br />
All<br />
E7014<br />
E7014<br />
E7014<br />
1M<br />
1<br />
1<br />
1<br />
E4914<br />
DIAMETERS / PACKAGING<br />
Diameter Length 1 lb (0.5 kg) Plastic Tube<br />
in (mm) in (mm) 6 lb (2.7 kg) Master Carton<br />
3/32<br />
1/8<br />
5/32<br />
3/16<br />
(2.4)<br />
(3.2)<br />
(4.0)<br />
(4.8)<br />
14 (350)<br />
14 (350)<br />
14 (350)<br />
14 (350)<br />
ED033504<br />
ED033505<br />
NOTE: Retail Small Packaging (RSP). All RSP products carry AWS compliance. Unlike the standard products, RSP products have no other agencies approvals.<br />
STICK (SMAW) ELECTRODE<br />
Fleetweld ®<br />
High deposition rates<br />
Excellent operator appeal<br />
Easy to use<br />
Operates on low amperages<br />
Typical Applications<br />
Maintenance and repair welding<br />
Sheet metal and fillet welds<br />
Heavy sections<br />
5 lb (2.3 kg) Plastic Tube<br />
20 lb (9.1 kg) Master Carton*<br />
ED033506<br />
ED033507<br />
ED033508<br />
50 lb (22.7kg)<br />
Carton<br />
ED010189<br />
ED010183<br />
ED010193<br />
ED010186<br />
47<br />
AWS E7014 • Mild Steel, Rutile<br />
MECHANICAL PROPERTIES (1) – As Required per AWS A5.1/A5.1M: 2004<br />
Yield Strength (2) Tensile Strength Elongation<br />
Charpy V-Notch<br />
J (ft•lbf)<br />
MPa (ksi) MPa (ksi) % @ -29°C (-20°F)<br />
Requirements - AWS E7014 400 (58) min. 490 (70) min. 17 min. Not Specified<br />
Typical Results (3) - As-Welded 400-510 (58-74) 490-585 (70-85) 23-29 45-103 (33-76)<br />
DEPOSIT COMPOSITION (1) – As Required per AWS A5.1/A5.1M: 2004<br />
%C %Mn %Si %P %S<br />
Requirements - AWS E7014 0.15 max. 1.25 max. 0.90 max. 0.035 max. 0.035 max.<br />
Typical Results (3) - As-Welded 0.06-0.10 0.25-0.67 0.04-0.69 0.01-0.02 ≤ 0.02<br />
%Ni %Cr %Mo %V<br />
%Mn + Ni + Cr<br />
+ Mo + V<br />
Requirements - AWS E7014 0.30 max. 0.20 max. 0.30 max. 0.08 max. 1.50 max.<br />
Typical Results (3) - As-Welded 0.02-0.09 0.01-0.05 ≤ 0.02 ≤ 0.02 0.37<br />
TYPICAL OPERATING PROCEDURES<br />
Current (Amps)<br />
Polarity (4) 3/32 in (2.4 mm) 1/8 in (3.2 mm) 5/32 in (4.0 mm) 3/16 in (4.8 mm)<br />
AC 80-100 110-155 150-225 200-285<br />
DC± 75-95 100-145 135-200 185-235<br />
(1) Typical all weld metal. (2) Measured with 0.2% offset. (3) See test results disclaimer on pg. 16. (4) Preferred polarity is listed first.<br />
WELDING CONSUMABLES CATALOG ı 25


