coal selection criteria for industrial pfbc firing project 3.2 - CCSD
coal selection criteria for industrial pfbc firing project 3.2 - CCSD coal selection criteria for industrial pfbc firing project 3.2 - CCSD
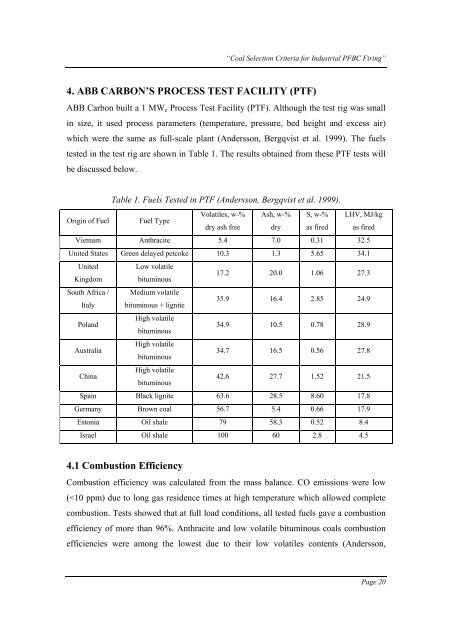
“Coal Selection Criteria for Industrial PFBC Firing” 4. ABB CARBON’S PROCESS TEST FACILITY (PTF) ABB Carbon built a 1 MWe Process Test Facility (PTF). Although the test rig was small in size, it used process parameters (temperature, pressure, bed height and excess air) which were the same as full-scale plant (Andersson, Bergqvist et al. 1999). The fuels tested in the test rig are shown in Table 1. The results obtained from these PTF tests will be discussed below. Table 1. Fuels Tested in PTF (Andersson, Bergqvist et al. 1999). Origin of Fuel Fuel Type Volatiles, w-% dry ash free Ash, w-% dry S, w-% as fired LHV, MJ/kg as fired Vietnam Anthracite 5.4 7.0 0.31 32.5 United States Green delayed petcoke 10.3 1.3 5.65 34.1 United Kingdom Low volatile bituminous 17.2 20.0 1.06 27.3 South Africa / Italy Poland Australia China Medium volatile bituminous + lignite High volatile bituminous High volatile bituminous High volatile bituminous 35.9 16.4 2.85 24.9 34.9 10.5 0.78 28.9 34.7 16.5 0.56 27.8 42.6 27.7 1.52 21.5 Spain Black lignite 63.6 28.5 8.60 17.8 Germany Brown coal 56.7 5.4 0.66 17.9 Estonia Oil shale 79 58.3 0.52 8.4 Israel Oil shale 100 60 2.8 4.5 4.1 Combustion Efficiency Combustion efficiency was calculated from the mass balance. CO emissions were low (
“Coal Selection Criteria for Industrial PFBC Firing” Bergqvist et al. 1999). Petcoke, which has a lower volatile content than low volatile bituminous coal, had higher combustion efficiency. This might be due to its oil refinery origin. Oil shales also had high combustion efficiency despite their low heating values and high ash contents (Andersson, Bergqvist et al. 1999). Excess air increased combustion efficiency but it also reduceed the power output because airflow depended on the gas turbine compressor capacity. 4.2 Sulfur Retention Sulfur retention was also calculated from the mass balance. In this PTF, SO2 emission was measured at the outlet of the primary cyclone, and thus correlated only to the sulfur capture in the bed and freeboard (Andersson, Bergqvist et al. 1999). This is important since earlier research showed that owing to its huge size, the PTF hot gas filter played a significant role in capturing sulfur. This was also experienced by the Tidd plant (Mudd and al. 1993). The general rules in choosing the appropriate sorbent type, composition and size distribution were (Andersson, Bergqvist et al. 1999): 1. Coals with high ash contents should use finer sorbent. As these coals reduced the bed material residence time, using larger sorbent particles that only stay in the bed for a short period is a waste. 2. When firing low ash or low sulfur content coals, it is preferred to use slightly coarser sorbent particles to maintain bed inventory and optimize bed quality and heat transfer. There are cases where bed maintenance is superior to sulfur retention requirements thus Ca:S ratio could be very high (e.g. Wakamatsu). 3. High sulfur content coals should be fired with rather fine sorbent disregarding the ash content. This method is used to obtain high sorbent flow, hence guaranteeing the bed quality. This test was conducted using “standard” sorbent with an average particle size of 0.7mm. After undergoing tests, it was found that oil shales did not need additional sorbent for complete desulfurization as they contained enough calcium. Sorbent feed for brown coal Page 21
- Page 1 and 2: “Coal Selection Criteria for Indu
- Page 3 and 4: “Coal Selection Criteria for Indu
- Page 5 and 6: LIST OF TABLES “Coal Selection Cr
- Page 7 and 8: “Coal Selection Criteria for Indu
- Page 9 and 10: “Coal Selection Criteria for Indu
- Page 11 and 12: “Coal Selection Criteria for Indu
- Page 13 and 14: “Coal Selection Criteria for Indu
- Page 15 and 16: “Coal Selection Criteria for Indu
- Page 17 and 18: “Coal Selection Criteria for Indu
- Page 19: “Coal Selection Criteria for Indu
- Page 23 and 24: 5. CONCLUSIONS “Coal Selection Cr
- Page 25 and 26: “Coal Selection Criteria for Indu
- Page 27 and 28: 7. REFERENCES “Coal Selection Cri
- Page 29 and 30: “Coal Selection Criteria for Indu
- Page 31: “Coal Selection Criteria for Indu
“Coal Selection Criteria <strong>for</strong> Industrial PFBC Firing”<br />
4. ABB CARBON’S PROCESS TEST FACILITY (PTF)<br />
ABB Carbon built a 1 MWe Process Test Facility (PTF). Although the test rig was small<br />
in size, it used process parameters (temperature, pressure, bed height and excess air)<br />
which were the same as full-scale plant (Andersson, Bergqvist et al. 1999). The fuels<br />
tested in the test rig are shown in Table 1. The results obtained from these PTF tests will<br />
be discussed below.<br />
Table 1. Fuels Tested in PTF (Andersson, Bergqvist et al. 1999).<br />
Origin of Fuel Fuel Type<br />
Volatiles, w-%<br />
dry ash free<br />
Ash, w-%<br />
dry<br />
S, w-%<br />
as fired<br />
LHV, MJ/kg<br />
as fired<br />
Vietnam Anthracite 5.4 7.0 0.31 32.5<br />
United States Green delayed petcoke 10.3 1.3 5.65 34.1<br />
United<br />
Kingdom<br />
Low volatile<br />
bituminous<br />
17.2 20.0 1.06 27.3<br />
South Africa /<br />
Italy<br />
Poland<br />
Australia<br />
China<br />
Medium volatile<br />
bituminous + lignite<br />
High volatile<br />
bituminous<br />
High volatile<br />
bituminous<br />
High volatile<br />
bituminous<br />
35.9 16.4 2.85 24.9<br />
34.9 10.5 0.78 28.9<br />
34.7 16.5 0.56 27.8<br />
42.6 27.7 1.52 21.5<br />
Spain Black lignite 63.6 28.5 8.60 17.8<br />
Germany Brown <strong>coal</strong> 56.7 5.4 0.66 17.9<br />
Estonia Oil shale 79 58.3 0.52 8.4<br />
Israel Oil shale 100 60 2.8 4.5<br />
4.1 Combustion Efficiency<br />
Combustion efficiency was calculated from the mass balance. CO emissions were low<br />
(


