
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Sure</strong>-Grip ® <strong>Power</strong> <strong>Chuck</strong> Safety and Technical Manual B-87Z<br />
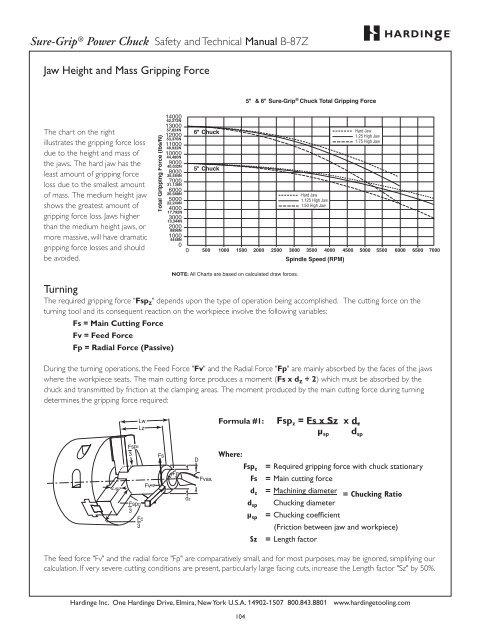
Jaw Height and Mass Gripping Force<br />
The chart on the right<br />
illustrates the gripping force loss<br />
due to the height and mass of<br />
the jaws. The hard jaw has the<br />
least amount of gripping force<br />
loss due to the smallest amount<br />
of mass. The medium height jaw<br />
shows the greatest amount of<br />
gripping force loss. Jaws higher<br />
than the medium height jaws, or<br />
more massive, will have dramatic<br />
gripping force losses and should<br />
be avoided.<br />
NOTE: All Charts are based on calculated draw forces.<br />
Turning<br />
The required gripping force "FspZ" depends upon the type of operation being accomplished. The cutting force on the<br />
turning tool and its consequent reaction on the workpiece involve the following variables:<br />
Fs = Main Cutting Force<br />
Fv = Feed Force<br />
Fp = Radial Force (Passive)<br />
During the turning operations, the Feed Force "Fv" and the Radial Force "Fp" are mainly absorbed by the faces of the jaws<br />
where the workpiece seats. The main cutting force produces a moment (Fs x d Z ÷ 2) which must be absorbed by the<br />
chuck and transmitted by friction at the clamping areas. The moment produced by the main cutting force during turning<br />
determines the gripping force required:<br />
Fp<br />
Formula #1: Fsp z = Fs x Sz x d z<br />
µ sp d sp<br />
Where:<br />
Fspz = Required gripping force with chuck stationary<br />
Fs = Main cutting force<br />
dz = Machining diameter<br />
= <strong>Chuck</strong>ing Ratio<br />
dsp <strong>Chuck</strong>ing diameter<br />
µ sp = <strong>Chuck</strong>ing coefficient<br />
(Friction between jaw and workpiece)<br />
Sz = Length factor<br />
The feed force "Fv" and the radial force "Fp" are comparatively small, and for most purposes, may be ignored, simplifying our<br />
calculation. If very severe cutting conditions are present, particularly large facing cuts, increase the Length factor "Sz" by 50%.<br />
Hardinge Inc. One Hardinge Drive, Elmira, New York U.S.A. 14902-1507 800.843.8801 www.hardingetooling.com<br />
104