Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer
Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer
Moderne Vier-Schwellen- Stopftechnologie - Plasser & Theurer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Moderne</strong> <strong>Vier</strong>-<strong>Schwellen</strong>-<br />
<strong>Stopftechnologie</strong><br />
Univ.-Doz. Dr. Bernhard Lichtberger<br />
Forschungs- & Versuchsabteilung<br />
<strong>Plasser</strong> & <strong>Theurer</strong>, Linz, Österreich<br />
1 Historischer Abriss der Entwicklung<br />
des Stopfens<br />
Die erste Periode der Mechanisierung des<br />
Gleisbaus und der Gleiserhaltung von<br />
1950 – 1980 wurde durch das Ziel der Verringerung<br />
der Bau- und Instandhaltungskosten<br />
geprägt. Die Mechanisierung der<br />
schwersten Arbeiten, das Stopfen und die<br />
Gleisreinigung, erfolgte in den Jahren von<br />
1950 – 1960. Ab 1960 begann die Entwicklung<br />
von Multifunktionsmaschinen. Eingeleitet<br />
wurde diese Entwicklung durch die<br />
erste Nivellierstopfmaschine VKR 04. Davor<br />
erfolgte das Nivellieren und Heben des<br />
Gleises durch eigene Arbeitsvorgänge sowie<br />
Gleishebe-Heftmaschinen.<br />
Abb. 1: Die beiden Pioniere der Oberbaumaschinenentwicklung<br />
Franz <strong>Plasser</strong> (links) und Dr. Josef<br />
<strong>Theurer</strong> (rechts)<br />
Gleisstopfen<br />
Abb. 1 zeigt die bedeutendsten Pioniere<br />
im Bereich der Oberbaumaschinen – Franz<br />
<strong>Plasser</strong> und Dr. Josef <strong>Theurer</strong>. Die Fa. <strong>Plasser</strong><br />
& <strong>Theurer</strong> war die entscheidende Triebfeder<br />
für praktisch alle Neuentwicklungen<br />
seit dem Beginn der 50er-Jahre auf diesem<br />
speziellen Sektor. Um nur einige der bedeutendsten<br />
Entwicklungen zu erwähnen:<br />
Erste Integration des Hebens und Richtens<br />
in Stopfmaschinen, erste Zwei-, Drei- und<br />
<strong>Vier</strong>-<strong>Schwellen</strong>-Stopfmaschine, erste kontinuierlich<br />
arbeitende Stopfmaschine, erste<br />
Weichenstopfmaschine, erste kombinierte<br />
Strecken-Weichenstopfmaschine etc.<br />
Ab 1965 setzte der Trend zur Steigerung der<br />
Arbeitsgeschwindigkeit voll ein. Eingeleitet<br />
wurde dieser Entwicklungsschub durch die<br />
erste Zwei-<strong>Schwellen</strong>-Stopfmaschine Duomatic.<br />
Ab 1967 folgte der Einsatz von Maschinensystemen,<br />
wie dem Mechanisierten<br />
Durcharbeitungszug MDZ. 1971 erreichte<br />
man eine weitere Leistungssteigerung durch<br />
die Konstruktion von Großmaschinen in<br />
Regelfahrzeugcharakter. Die Jahre nach<br />
1980 waren geprägt durch die Entwicklung<br />
von kontinuierlich arbeitenden Stopfmaschinen.<br />
Ab 1996 erfolgte der Schritt zur<br />
Drei-<strong>Schwellen</strong>-Stopfmaschine und 2005<br />
die Entwicklung der ersten <strong>Vier</strong>-<strong>Schwellen</strong>-<br />
Stopfmaschine. Die kontinuierlich arbeitenden<br />
Maschinen brachten eine erhebliche<br />
Leistungssteigerung mit sich, weil nicht<br />
mehr die gesamte Maschine beschleunigt<br />
wurde, sondern nur der Satellit mit den<br />
Arbeitsaggregaten. Ergänzt wurde diese Entwicklung<br />
durch die Integration des Dynamischen<br />
Gleisstabilisators in die Stopfmaschinen.<br />
EIK 2011 | 31<br />
031_052_Lichtberger.indd 31 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
2 <strong>Stopftechnologie</strong> heute<br />
2.1 Die Notwendigkeit des Stopfens<br />
Die wichtigsten Gründe für das Stopfen<br />
sind:<br />
• Die Beseitigung von Gleisfehlern in Höhe<br />
und Richtung, damit die Betriebssicherheit<br />
und der Fahrkomfort der Züge<br />
gegeben sind.<br />
• Die Beseitigung der <strong>Schwellen</strong>hohllagen,<br />
damit die Last gleichmäßig auf die<br />
<strong>Schwellen</strong> verteilt und in den Untergrund<br />
abgeleitet wird.<br />
• Die Herstellung von definierten Auflagern,<br />
um Instabilitäten wie das <strong>Schwellen</strong>reiten<br />
zu vermeiden und<br />
• die Verbesserung der Gleisqualität bevor<br />
ein nicht mehr umkehrbarer Verfall des<br />
Gleises einsetzt.<br />
2.2 Die Asynchron-Gleichdruckstopfung<br />
Die fachgerecht durchgeführte Asynchron-<br />
Gleichdruckstopfung erzeugt hinsichtlich<br />
der vertikalen Steifigkeit und Lastverteilung<br />
kontinuierliche und homogene <strong>Schwellen</strong>auflager.<br />
Bei der asynchronen Gleichdruck-<br />
Abb. 2: Schematische Darstellung eines Stopfaggregates<br />
32 | EIK 2011<br />
stopfung wird unter Einwirkung von Vibration<br />
und druckgesteuerter Beistellkraft der<br />
Schotter unter den <strong>Schwellen</strong> verdichtet,<br />
wobei nicht die Wege der Stopfwerkzeuge<br />
als Kriterium, sondern deren wirksame<br />
Stopfkräfte genommen werden. Das heißt,<br />
dass jeder einzelne Stopfarm mit seinen<br />
Stopfpickeln unabhängig von den anderen<br />
so lange beigestellt wird, bis der eingestellte<br />
optimale Stopfdruck, und damit auch der<br />
entsprechende Verdichtungsgrad, erreicht<br />
ist. Dies ist umso wichtiger, als – in Abhängigkeit<br />
von den Hebungen – die Hohlräume<br />
unter den einzelnen <strong>Schwellen</strong> verschieden<br />
groß sind und damit auch die erforderlichen<br />
Beistellwege zur Verdichtung variieren.<br />
Abb. 2 zeigt schematisch ein Stopfaggregat.<br />
2.3 Stopfparameter, die die Qualität der<br />
Stopfung beeinflussen<br />
2.3.1 Stopffrequenz, Verdichtamplitude und<br />
Beistellgeschwindigkeit<br />
Bei Frequenzen im Bereich bis etwa 35 Hz<br />
ergibt sich eine Auftriebskraft beim Stopfen<br />
und damit verbunden eine bleibende He-<br />
031_052_Lichtberger.indd 32 02.11.10 10:21
ung, während es bei größeren Frequenzen<br />
zu einem „Fließen“ des Schotters und einer<br />
Absenkung der Schwelle kommt. „Fließender“<br />
Schotter kann nicht verdichtet werden.<br />
Neben der Stopfamplitude und der Stopffrequenz<br />
ist auch die Beistellgeschwindigkeit<br />
eine wichtige Einflussgröße. Zur Umlagerung<br />
des Korngerüstes (dem Verdichten)<br />
ist neben einer entsprechenden Kraft eine<br />
Mindestzeitdauer für den Kraftimpuls erforderlich.<br />
Ist diese Impulsdauer zu kurz, geht<br />
die Verdichtwirkung trotz größerer Schlagkräfte<br />
zurück.<br />
Bei 45 Hz ist die übertragbare Verdichtungsenergie<br />
deshalb geringer als bei 35 Hz.<br />
2.3.2 Beistellweg und Beistellzeit<br />
Der Beistellweg hängt von den Schotterverhältnissen<br />
(verkrustet, vorverdichtet) und<br />
der Eintauchposition ab. Übliche Beistellwege<br />
liegen bei 120 mm. Langjährige Erfahrung<br />
und Untersuchungen der DB AG zei-<br />
Eine breite Produktpalette<br />
für Neubau, Wartung und<br />
Qualitätssicherung von Gleisen<br />
und Oberleitungen<br />
Gleisstopfen<br />
gen, dass zum Erreichen des notwendigen<br />
Beistelldruckes und einer guten Verdichtung<br />
bei einer Durcharbeitung eine Verdichtungszeit<br />
von mindestens 0,8 Sekunden<br />
notwendig ist. Größere Verdichtungszeiten<br />
als 1,5 Sekunden bringen keine weitere entscheidende<br />
Verbesserung.<br />
2.3.3 Beistelldruck<br />
Bei der asynchronen Hochdruck-Vibrationsstopfung<br />
wird der Arbeitsvorgang erst bei<br />
Erreichen des eingestellten Stopfdruckes<br />
beendet. Um eine homogene verdichtete<br />
Bettung zu erzeugen, muss der Stopfeingriff<br />
vom Erreichen des Beistelldruckes aller<br />
Stopfwerkzeuge abhängig sein. Dies ist nur<br />
dann möglich wenn die Stopfwerkzeuge<br />
sich wegunabhängig voneinander einstellen<br />
können. Diese Voraussetzung ist nur bei der<br />
Asynchronstopfung erfüllt. Die Stopfdrücke<br />
für das linke und rechte Aggregat müssen<br />
gleich eingestellt sein. Bei loser Schotter-<br />
The most<br />
comprehensive<br />
range of quality equipment<br />
for track and OHL laying,<br />
maintenance and control<br />
CEMAFER Gleisbaumaschinen und -geräte GmbH<br />
Ihringer Landstrasse 3 - 79206 Breisach<br />
EIK 2011 | 33<br />
031_052_Lichtberger.indd 33 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 3: Stopfpickel mit Rundum-Panzerung<br />
bettung (z. B. nach Reinigung und Neulage)<br />
und den normalerweise damit verbundenen<br />
notwendigen hohen Hebungen wird<br />
grundsätzlich mit Doppelstopfung gearbeitet<br />
– der Stopfdruck muss entsprechend<br />
angepasst werden.<br />
2.3.4 Stopftiefe<br />
Die Stopftiefe hat für eine hochwertige Verdichtung<br />
des Schotters unter der Schwelle<br />
ausschlaggebende Bedeutung. Bei zu geringer<br />
Tiefe schlagen die Stopfpickel an den<br />
<strong>Schwellen</strong> an, bei zu großer Tiefe kommt es<br />
zu einer ungleichmäßigen und unvollständigen<br />
Verdichtung des <strong>Schwellen</strong>auflagers.<br />
Die Stopftiefensteuerung muss auf beiden<br />
Seiten gleiche Abschaltpunkte aufweisen.<br />
Die Senkgeschwindigkeiten müssen ebenfalls<br />
gleich eingestellt werden.<br />
2.3.5 Mindesthebung<br />
Eine wichtige Voraussetzung für einen<br />
gleichförmigen Verdichtungsaufbau ist die<br />
der Stopfung vorausgehende Hebung des<br />
Gleises. Durch die Hebung werden unter<br />
den <strong>Schwellen</strong> jene Freiräume geschaffen,<br />
34 | EIK 2011<br />
in denen sich der Schotter zu einer neuen<br />
Verdichtungsstruktur formen lässt. Wird das<br />
Gleis bei der Stopfung nicht angehoben,<br />
dann wird den eindringenden Stopfpickeln<br />
ein hoher Schotterwiderstand entgegengesetzt.<br />
Das Volumen des Schotters, welches<br />
den Stopfwerkzeugen entspricht, muss<br />
dann zwangsweise verdrängt werden (ins<br />
Zwischen- und Vorfach). Die hohen Kräfte<br />
wirken in diesem Fall auf die Stopfmaschine<br />
zurück und erhöhen so den Verschleiß<br />
der Werkzeuge.<br />
Forschungen haben zudem gezeigt, dass<br />
Hebungen mit 15 – 20 mm in gleich großen<br />
Setzungen resultieren. Das heißt, um Gleisfehler<br />
dauerhaft zu berichtigen, sind Hebungen<br />
von mehr als 20 mm erforderlich.<br />
2.3.6 Stopfpickelzustand<br />
Die Stopfpickel selbst sind das Bindeglied<br />
zwischen Stopfaggregat und Schotter, welches<br />
die Verdichtungsenergie überträgt. Ein<br />
einwandfreier Zustand der Stopfpickel ist<br />
daher für optimale Stopfergebnisse von<br />
großer Bedeutung. In Abb. 3 ist ein mit<br />
Hartmetallplatten gepanzerter langlebiger<br />
031_052_Lichtberger.indd 34 02.11.10 10:21
Stopfpickel zu sehen. Dieser Stopfpickel<br />
ist durch einen sehr geringen Verschleiß<br />
und hohe Langlebigkeit gekennzeichnet.<br />
Abgenützte Stopfpickel sind nach einem<br />
maximalen Verschleiß von 20 % zu ersetzen.<br />
2.3.7 Bedeutung der Steifigkeit und der Länge<br />
des Maschinenrahmens<br />
Die heutige torsions- und biegesteife Ausführung<br />
der Rahmen moderner Oberbaumaschinen<br />
erlaubt das Heben schwerer<br />
Gleise und Weichen bei vermindertem<br />
Nachschwingen des gesamten Hebe- und<br />
Richtsteuerkreises. Damit erhöht sich die<br />
Bearbeitungsqualität des Gleises. Die Verlängerung<br />
der Maschinenrahmen hat auch<br />
das Ziel, die auftretenden Schienenspannungen<br />
beim Heben und Richten des Gleises<br />
zu verringern.<br />
Wie Abb. 4 zeigt, können größere Hebungen,<br />
wie sie bei Stopfungen nach Um- und Neubauten<br />
erfolgen, nur mit Maschinen mit grö-<br />
Wir planen,<br />
liefern, montieren<br />
und warten<br />
Fahrleitungsanlagen<br />
Weichenheizungen<br />
Weichensteuerungen<br />
Vertrieb von Fahrleitungsmaterial<br />
Wir freuen uns auf Ihre Anfrage!<br />
K+M Fahrleitungstechnik<br />
Malerstraße 22, 38550 Isenbüttel<br />
Tel. +49 5374 91909-0, www.kuma-fl.de<br />
Gleisstopfen<br />
ßeren Längen unter Einhaltung der zulässigen<br />
Schienenspannungen bearbeitet werden.<br />
Optimale Arbeitsparameter für Stopfaggregate<br />
sind:<br />
Betriebsart: Asynchronstopfen<br />
Frequenz f = 35 Hz<br />
Pickel amplitude A0 = 3 – 5 mm<br />
Stopfdruck p = 115 – 125 bar<br />
Beistellzeit t = 0,8 – 1,2 s (0,8 s bei<br />
Neulagen – mehrfach<br />
tauchen, 1,2 s Durcharbeitung<br />
Standard)<br />
Stopftiefe h = 15 – 20 mm Freiraum<br />
<strong>Schwellen</strong>unterkante<br />
zu Stopfpickelplattenoberkante<br />
3 Kontinuierlich stopfende Streckenstopfmaschinen<br />
der Serie 09-3X/4X<br />
1982 wurde der Prototyp einer kontinuierlichen<br />
Stopfmaschine gebaut und seit<br />
EIK 2011 | 35<br />
031_052_Lichtberger.indd 35 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 4: Maximale Schienenspannungen bei verschiedenen Maschinenlängen<br />
1983 im regulären Baustelleneinsatz in Österreich<br />
betrieben – die 09-32 CSM. Die<br />
Idee der kontinuierlich arbeitenden Stopfmaschinen<br />
besteht in der Trennung des<br />
Aggregatteils vom Hauptmaschinenrahmen.<br />
Dadurch steht während des Arbeitens<br />
nur der Nivellier-Stopf- und Richtteil still,<br />
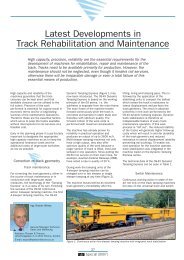
Abb. 5: Stopfexpress 09-4X<br />
36 | EIK 2011<br />
die Maschine fährt kontinuierlich weiter.<br />
Nach einem beendeten Nivellier-, Richt-<br />
und Stopfzyklus wird der Aggregatrahmen,<br />
der einerseits auf einem Drehgestell ruht<br />
und andererseits über einen Gleitrahmen<br />
im Hauptmaschinenrahmen, innerhalb der<br />
Maschine, nach vorne beschleunigt.<br />
031_052_Lichtberger.indd 36 02.11.10 10:21
Die Hauptvorteile kontinuierlich arbeitender<br />
Stopfmaschinen gegenüber konventionellen<br />
zyklisch arbeitenden Zwei-<strong>Schwellen</strong>-Stopfmaschinen<br />
sind:<br />
• um bis zu 70 % höhere Arbeitsleistung,<br />
• geringere Energiekosten, weil nicht die<br />
gesamte Maschine bei der Vorfahrt von<br />
Schwelle zu Schwelle beschleunigt werden<br />
muss, sondern nur der Stopfsatellit,<br />
• geringere Beanspruchung des Rahmens,<br />
des Fahrantriebes, der Bremsen – dadurch<br />
reduzierter Verschleiß,<br />
• ergonomische Vorteile für das Personal<br />
durch den Wegfall der Beschleunigungen<br />
beim Anfahren und Bremsen,<br />
• geringere Vibrationen und Geräuschentwicklung<br />
auf der Hauptmaschine und<br />
• die Möglichkeit, andere kontinuierliche<br />
Arbeitsgänge, wie Schotterplanieren und<br />
Gleisstabilisation, in die Maschine zu<br />
integrieren.<br />
Den derzeit letzten Stand der Technik auf<br />
dem Sektor der kontinuierlich arbeitenden<br />
Stopfmaschinen stellen der Stopfexpress 09-<br />
3X und 09-4X dar. Der für hohe Hebe- und<br />
Richtkräfte optimierte Maschinenrahmen<br />
und Antrieb der Maschinen sowie die Verwendung<br />
modernster Computertechnologie<br />
und Steuerelektronik sind Standard. Der<br />
Stopfexpress 09-4X ist die erste kontinuierlich<br />
arbeitende Streckenstopfmaschine, die<br />
vier <strong>Schwellen</strong> in einem Arbeitsgang stopft<br />
(Abb. 5). Die Maschine erreicht eine um<br />
70 % höhere Arbeitsleistung als konventionelle<br />
Zwei-<strong>Schwellen</strong>-Stopfmaschinen. Die<br />
maximale Arbeitsgeschwindigkeit liegt bei<br />
2,8 km/h.<br />
Die praktischen Einsatzerfahrungen mit<br />
dem Stopfexpress 09-4X zeigen eine besonders<br />
gute und haltbare Gleisqualität. Dies<br />
ist eine Folge der gleichförmigen Arbeitsweise<br />
der Stopfmaschine. Bei der Vorfahrt<br />
um vier <strong>Schwellen</strong> wird der gerade gestopfte<br />
Bereich durch das nachfolgende Satellitendrehgestell<br />
belastet und fixiert (Abb. 6).<br />
Etwaiges elastisches Rückfedern des Gleises<br />
nach dem Stopf-, Richt- und Hebevorgang<br />
Gleisstopfen<br />
wird verhindert. Der größere Stopfbereich<br />
über vier <strong>Schwellen</strong> ergibt eine homogenere<br />
und stabilere Gleislage.<br />
4 Dynamic-Maschinen<br />
Alle kontinuierlichen Stopfmaschinen können<br />
mit einem Anhänger mit integriertem,<br />
dynamischem Gleisstabilisator ausgerüstet<br />
werden. Der in die Maschine integrierte Dynamische<br />
Gleisstabilisator (DGS) liefert ein<br />
stabilisiertes, sicheres und dauerhaftes Gleis.<br />
Die Gleisstabilisation sorgt für eine mittlere<br />
Verlängerung der Instandhaltungszyklen<br />
um bis zu 30 %. Die Maschinen werden als<br />
Dynamic Stopfexpress 09-3X, als Dynamic<br />
Stopfexpress 09-4X oder als kombinierte<br />
kontinuierliche Strecken-Weichenstopfmaschine<br />
Unimat 09-16/32 4S Dynamic bezeichnet.<br />
Muss die Maschine arbeitsbedingt<br />
stehen bleiben, dann wird der Gleisstabilisator<br />
abgeschaltet. Beim Weiterstopfen der<br />
Maschine wird der Gleisstabilisator wieder<br />
zugeschaltet. Durch diese Betriebsart<br />
wird beim Abschalten des Stabilisators die<br />
Absenkwelle „eingefroren“, beim Wiederzuschalten<br />
wird diese weiter geschoben.<br />
Dadurch entsteht keine unregelmäßige, sondern<br />
eine gleichmäßig konstante Setzung.<br />
5 Einzelfehlerbehebung<br />
Zur Beurteilung der aktuellen Gleislage werden<br />
regelmäßig Regelinspektionsfahrten<br />
mit Gleismessfahrzeugen durchgeführt. Aus<br />
den Messstreifen ist zu entnehmen, ob die<br />
Grenzwerte der jeweiligen Messparameter<br />
(Längshöhe, gegenseitige Höhenlage, Pfeilhöhe,<br />
Verwindung) punktuell überschritten<br />
werden bzw. wo und wie viele Einzelfehler<br />
vorhanden sind.<br />
Bei einer Überschreitung der Eingriffsschwellen<br />
für Einzelfehler ist die Funktionsfähigkeit<br />
des Gleises beeinträchtigt. Der<br />
Einzelfehler muss umgehend beseitigt werden,<br />
andernfalls ist die zulässige Betriebsgeschwindigkeit<br />
zu reduzieren.<br />
EIK 2011 | 37<br />
031_052_Lichtberger.indd 37 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 6: Fixierter Stopfbereich durch nachfolgende belastete Achse<br />
5.1 Manuelle Einzelfehlerbehebung<br />
Die manuelle Einzelfehlerbehebung findet<br />
im gesperrten Gleis statt. Üblicherweise<br />
erfolgt die Umsetzung des Personals zur<br />
Einsatzstelle mittels Straßenfahrzeug oder,<br />
wenn dies nicht möglich ist, mit Schienenkleinwagen.<br />
Wenn die Einsatzstelle nicht<br />
direkt angefahren werden kann, wird fallweise<br />
ein Rollwagen zum Transport des<br />
Werkzeugs eingesetzt.<br />
Für die Einzelfehlerbeseitigung werden entsprechend<br />
der Fehlerlänge und den betrieblichen<br />
Verhältnissen durchschnittlich acht<br />
bis neun Mann eingesetzt.<br />
Vor Beginn der manuellen Stopfarbeiten<br />
wird die Fehlerart (Verwindungsfehler,<br />
Längshöhenfehler, Richtungsfehler), Feh-<br />
38 | EIK 2011<br />
lergröße und Fehlerlänge des Einzelfehlers<br />
durch Augenschein bzw. mittels Visieren<br />
und somit der Umfang der Arbeiten festgelegt.<br />
Durchschnittlich sechs bis zwölf<br />
<strong>Schwellen</strong>fächer, die sich innerhalb des<br />
Einzelfehlers befinden, werden von Hand<br />
vom Schotter frei geräumt. Bei jeder 4. bis<br />
5. Schwelle werden je nach Oberbau, z. B.<br />
Holz-/Betonschwellen, im <strong>Schwellen</strong>fach<br />
Winden angesetzt (bei Längshöhenfehler<br />
beidseitig, bei Verwindungsfehler nur einseitig)<br />
und das Gleis bei gleichzeitigem<br />
Visieren auf Null angehoben. Anschließend<br />
wird von Hand der Regelbettungsquerschnitt<br />
wieder hergestellt. Eine Vorkopfverdichtung<br />
mit Rüttelplatten wird nicht<br />
durchgeführt.<br />
031_052_Lichtberger.indd 38 02.11.10 10:21
Nach der manuellen Behebung des Einzelfehlers<br />
muss die berichtigte Gleislage dokumentiert<br />
werden. Bei der Höhenlage erfolgt<br />
dies durch Visieren. Die Richtlage wird mit<br />
der Richtsehne vermessen. Zur Absicherung<br />
der Einsatzstelle gegen Gefahren vom Nachbargleis<br />
müssen je nach den gegebenen<br />
Sichtverhältnissen durchschnittlich zwei bis<br />
drei Sicherungskräfte vorgesehen werden.<br />
5.2 Maschinelle automatisierte<br />
Einzelfehlerbehebung<br />
Die maschinelle Beseitigung der Einzelfehler<br />
in der Gleislage ist wesentlich effizienter<br />
und wirtschaftlicher gegenüber manueller<br />
Technik. Die Spezialmaschinen zur automatisierten<br />
Einzelfehlerbehebung ersetzen<br />
kostengünstig das teilweise nicht mehr vorhandene<br />
Personal.<br />
Positive Auswirkungen der maschinellen<br />
Einzelfehlerbeseitigung ergeben sich durch<br />
DQS-zertifiziert nach<br />
ISO 9001 : 2008<br />
Hausanschrift:<br />
Im Finigen 6 · 28832 Achim<br />
Tel.: 04202/9777-0<br />
Fax: 04202/9777-20<br />
E-Mail:<br />
planung@technologiegmbh.de<br />
umwelt@technologiegmbh.de<br />
www.technologiegmbh.de<br />
Gleisstopfen<br />
• Reduktion der Instandsetzungskosten für<br />
Einzelfehlerbeseitigung um bis zu 75 %,<br />
• Verringerung des Zeitaufwandes um<br />
mehr als den Faktor 5 – erhebliche Reduktion<br />
der Sperrzeiten,<br />
• Sicherstellung der Verfügbarkeit der<br />
Fahrbahnanlagen durch Verlängerung<br />
der Durcharbeitungsintervalle in Gleisen<br />
und Weichen und der Reduktion von<br />
Langsamfahrstellen,<br />
• Anhebung des Qualitätsniveaus durch<br />
nachhaltigere und bessere Stopfqualität,<br />
Sicherstellen einer garantierten und kontrollierten<br />
Qualität,<br />
• Behandlung von längeren Einzelfehlern<br />
kosteneffizient ohne erheblichen zeitlichen<br />
Mehraufwand,<br />
• Komplettleistung – Vormessen, Lokalisierung,<br />
Beseitigung, Schotterbehandlung<br />
und Nachmessung mit Dokumentation<br />
in einem Arbeitsgang,<br />
Verkehrsplanung<br />
Eisenbahnbau<br />
Straßenbau<br />
Brückenbau<br />
Bauüberwachung<br />
Bauoberleitung<br />
Bauüberwachung mit Zulassung DB AG<br />
SiGeKo<br />
Projektmanagement<br />
Projektleitung<br />
Projektsteuerung<br />
Umwelt<br />
Erkundungen<br />
Analytik<br />
Gutachten<br />
EIK 2011 | 39<br />
031_052_Lichtberger.indd 39 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 7: Einzelfehlerbehebungsmaschine Unimat Sprinter<br />
• Vermeidung von unwirtschaftlichen<br />
Einsätzen nicht spezialisierter Hochleistungsstopfmaschinen,<br />
• Personalressourcen können anderweitig<br />
sinnvoller eingesetzt werden,<br />
• Einsparung von Straßenfahrzeugen zum<br />
Umsetzen der Rotte und die<br />
• Verringerung der Gefahr aus dem Eisenbahnbetrieb<br />
für das eingesetzte Personal.<br />
Die oben angegebenen Anforderungen an<br />
eine Einzelfehlerbehebungsmaschine ergeben<br />
als Lösung den Unimat Sprinter in der<br />
folgenden Ausführung (Abb. 7):<br />
• Ein schweres Weichenstopfaggregat, damit<br />
die Stopfpickel auch ohne Hebung<br />
(Stopfbeginn – Wegfall der Anfangsrampe)<br />
in die harte Schotterbettung eindringen<br />
können. Außerdem ermöglicht das<br />
Weichenstopfaggregat auch die Unterstopfung<br />
von lose liegenden <strong>Schwellen</strong><br />
im Weichenbereich;<br />
• Ein Seitenpflug bietet die Möglichkeit,<br />
(bei Schottermangel), Schotter seitlich<br />
zum Vorkopf heranzuziehen;<br />
• Eine Kehrbürste kehrt allfällig auf den<br />
<strong>Schwellen</strong> liegenden Schotter ab und<br />
• ein Spezialprogramm – Win-ALC-Sprinter<br />
– welches die Aufmessung und gra-<br />
40 | EIK 2011<br />
fische Darstellung des Einzelfehlers erlaubt.<br />
Das Programm misst sowohl die<br />
linke als auch die rechte Höhenlage, die<br />
Richtung und die Überhöhung auf.<br />
• Mit einer speziellen Elektronik und eigenen<br />
Bedienungselementen werden im<br />
Gegensatz zu herkömmlichen Hochleistungsstopfmaschinen<br />
beide Schienenstränge<br />
höhenmäßig unabhängig geführt.<br />
Bei der Einzelfehlerbehebung gibt<br />
es, um Verwindungsfehler zu vermeiden,<br />
keinen Referenzstrang. Der Einzelfehler<br />
muss dauerhaft beseitigt und unter das<br />
Fehlerniveau des umgebenden Gleisabschnittes<br />
gedrückt werden.<br />
• Nach der Instandhaltungsarbeit wird<br />
eine abschließende Messfahrt durchgeführt.<br />
Über das Win-ALC-Sprinterprogramm<br />
wird ein Abnahmeschrieb mit<br />
genauer Kennzeichnung der gestopften<br />
Arbeitslänge und der Parameter Längshöhe,<br />
Verwindung, gegenseitige Höhenlage<br />
und Richtung ausgedruckt.<br />
• Ein Vorkopfverdichter zum nachhaltigen<br />
Fixieren der Richtlage und der Verdichtung<br />
des Vorkopfes zur Sicherstellung<br />
des seitlichen Querverschiebewiderstandes<br />
ist ebenfalls aufgebaut.<br />
031_052_Lichtberger.indd 40 02.11.10 10:21
Arbeitsleistung: 7 – 14 Einzelfehler / Schicht<br />
Typische<br />
10 – 60 m / Einzelfehler<br />
Arbeitslänge:<br />
Typische<br />
1 – 2 Stunden<br />
Sperrzeitenlänge:<br />
Qualität: dauerhafte Hochleistungsstopfung<br />
Gleisabnahme: maschinell – objektive<br />
Messparameter MKS-Schrieb<br />
mit Prüfausschlägen der<br />
Messeinrichtung.<br />
Auf den heutigen Hauptstrecken muss man<br />
mit Einzelfehlern in der Größenordnung<br />
von etwa 0,5-1 Einzelfehlern pro km / Jahr<br />
rechnen. Diese Fehler treten zufällig über<br />
das gesamte Netz verstreut auf. Sie sind außerdem<br />
unabhängig von der Gleisgeometrie<br />
in Geraden und Vollbögen oder in Übergangsbögen<br />
zu finden.<br />
6 Weichenstopfen<br />
Gleisstopfen<br />
6.1 Die synchrone Drei-Punkt-Hebung und die<br />
<strong>Vier</strong>-Strang-Stopfung<br />
1988 wurde mit dem Unimat 08-275 3S die<br />
erste Universal-Nivellier-, Richt- und Stopfmaschine<br />
mit synchroner Drei-Punkt-Hebung<br />
vorgestellt und im praktischen Einsatz<br />
erprobt. 1990 folgte der Unimat 08-475 4S<br />
mit synchroner Drei-Punkt-Hebung und<br />
<strong>Vier</strong>-Strang-Stopfung. Bei der Drei-Punkt-<br />
Hebung wird das zu bearbeitende Weichenstück<br />
im Bereich der Langschwellen nicht<br />
mehr wie bisher nur an zwei, sondern an<br />
drei Punkten (zusätzlicher 3. Punkt im abzweigenden<br />
Gleis) gehoben. Die Hebekräfte<br />
sinken dadurch erheblich ab. Die Unterstützung<br />
des abzweigenden Stranges mittels<br />
manueller Hilfseinrichtungen (Handwinden,<br />
Hydraulikheber) entfällt. Die Kräfte in<br />
den Hakenschrauben und in den <strong>Schwellen</strong><br />
EIK 2011 | 41<br />
031_052_Lichtberger.indd 41 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
werden erheblich reduziert. Der Außenstrang<br />
wird über einen Auslegerarm in Teleskopausführung<br />
mit Hebezeug und einer<br />
Zusatzheberollenzange mitgehoben. Die<br />
Heberollenzange ist über eine Anlenkführung<br />
und einen eigenen Zusatzhebezylinder<br />
mit der Maschine verbunden. Durch die<br />
spezielle Hydrauliksteuerung wird gewährleistet,<br />
dass die Zusatzhebung synchron mit<br />
der Haupthebung arbeitet. Die maximale<br />
Hebekraft der Zusatzhebeeinrichtung beträgt<br />
60 kN.<br />
Abb. 8 stellt die Hakenschraubenkräfte einer<br />
konventionellen Zwei-Punkt-Hebung im<br />
Hauptgleis einer modernen Maschine mit<br />
Drei-Punkt-Hebung gegenüber. Wie dem<br />
Bild zu entnehmen ist, kann bei konventionellen<br />
Maschinen eine Überdehnung der<br />
Hakenschrauben auftreten, wie dies auch<br />
durch Versuche nachgewiesen wurde. Die<br />
Kräfte variieren mit dem Weichengewicht<br />
Abb. 8: Vergleich der Hakenschraubenkräfte einer<br />
konventionellen Zwei-Punkt-Hebung mit einer Drei-<br />
Punkt-Hebung<br />
42 | EIK 2011<br />
je Meter. Die Weichen mit engeren Radien<br />
weisen teilweise höhere Laufmetergewichte<br />
als die Hochgeschwindigkeitsweichen mit<br />
größeren Radien auf.<br />
Wesentlichstes Merkmal der Maschine mit<br />
<strong>Vier</strong>-Strang-Stopfung sind die vier Stopfaggregate<br />
mit Doppelschwenkpickel. Die<br />
außen liegenden Stopfaggregate sind auf<br />
Teleskopauslegern montiert und werden so<br />
weit ausgeschwenkt, dass der abzweigende<br />
Strang mitgestopft werden kann.<br />
6.1.1 Nachweis reduzierter Weichenbeanspruchung<br />
mit Hilfe der Finiten<br />
Elemente-Methode (FEM)<br />
Der FEM-Berechnung wurde die Geometrie<br />
der Unimat 4S zugrunde gelegt. Als Betonschwellenweiche<br />
wurde eine EW 60-750<br />
1 : 14 mit einer mittleren Hebung von<br />
50 mm ausgewählt. Der Gleisrost wurde mit<br />
Hilfe von Balkenelementen nachgebildet.<br />
Um die elastische Gleisbettung in einem<br />
linearen Modell nachbilden zu können,<br />
wurden elastische Federn mit der der Bettung<br />
entsprechenden Steifigkeit definiert.<br />
Zwischen Schiene und Schwelle wurde eine<br />
starre Verbindung angenommen. Die<br />
<strong>Schwellen</strong> wurden vereinfacht mit durchgehend<br />
konstantem Querschnitt gewählt. Um<br />
einen Fehlbetrag im Eigengewicht auszugleichen,<br />
wurden entlang der Weiche Massenelemente<br />
angeordnet. Um den Verlauf<br />
der Hebekräfte längs der Weiche bestimmen<br />
zu können, wurden sieben Hebestellen ausgewählt.<br />
An den Hebestellen 1 – 6 wurden<br />
Drei-Punkt-Hebungen berechnet, an den<br />
Hebestellen 5 – 7 Zwei-Punkt-Hebungen<br />
(Abb. 9).<br />
Wie dem Diagramm zu entnehmen ist, arbeitet<br />
bei der konventionellen Zwei-Punkt-<br />
Hebung der innen wirkende Hebezylinder<br />
hebend (rote Linie), während der außen<br />
liegende (feldseitige) Hebezylinder eine abstützende<br />
Kraft nach unten ausüben muss<br />
(orange Linie), damit die Weiche in Balance<br />
gehalten werden kann. Bei der Drei-Punkt-<br />
Hebung wird die notwendige Hebekraft auf<br />
031_052_Lichtberger.indd 42 02.11.10 10:21
Abb. 9: Theoretischer Verlauf der Hebe kräfte bei der Zwei-Punkt- und Drei-Punkt-Hebung<br />
alle drei Hebepunkte gleichmäßig aufgeteilt.<br />
Als Resultat verringert sich die maximale<br />
Hebekraft (grüne Linie) um die Hälfte,<br />
damit einhergehend ist eine schonendere<br />
Behandlung der Schienenbefestigungen<br />
und der übrigen Weichenkomponenten<br />
(Schiene, Schwelle etc.)<br />
6.2 Lasergesteuerte Drei-Punkt-Hebung<br />
Bei manchen modernen Weichen (Butzbacher<br />
Weichenwerke) werden die ursprünglichen<br />
Langschwellen als zwei <strong>Schwellen</strong>teile<br />
ausgeführt, die über ein elastisches Gelenk<br />
verbunden sind. Mit einer „normalen“ Drei-<br />
Punkt-Hebung würde der <strong>Schwellen</strong>teil im<br />
abzweigenden Strang ungesteuert gehoben<br />
werden.<br />
Beim Arbeiten in „normalen“ Betonschwellenweichen<br />
greift der 3. Hebepunkt nicht<br />
exakt an der gleichen Langschwelle an wie<br />
die Haupthebung. Damit auch der dritte<br />
Gleisstopfen<br />
Hebepunkt im abzweigenden Strang synchron<br />
gehoben werden kann, wird am Hebe-Richtmesswagen<br />
der Hauptmaschine ein<br />
Rundumlaser angebracht (Abb. 10). Dieser<br />
befindet sich genau in der Haupthebeebene.<br />
Mit diesem Rundumlaser wird eine<br />
Laserebene erzeugt, die parallel zur Haupthebeebene<br />
der Weiche im durchgehenden<br />
Strang ist.<br />
Auf der Zusatzhebeeinrichtung am abzweigenden<br />
Strang wird ein Laserempfänger<br />
angebracht (siehe Abb. 11). Dieser gibt<br />
Steuersignale, die auf den Hydraulikzylinder<br />
der Zusatzhebeeinrichtung wirken und<br />
hebt bzw. senkt sich so lange, bis die Zusatzhebezange<br />
das abzweigende Gleis auf<br />
die gleiche Ebene wie vom Laser vorgegeben<br />
gebracht hat. Der abzweigende Strang wird<br />
so, wie jene des durchgehenden Stranges, in<br />
die gleiche Ebene gebracht. Damit wird die<br />
Weiche eben gehalten und gestopft.<br />
EIK 2011 | 43<br />
031_052_Lichtberger.indd 43 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 10: Rundumlaser am Hebe-Richt-Wagen<br />
Der Laser ist in einem Gehäuse mechanisch<br />
geschützt eingebaut. Die Laserklasse 1 des<br />
Lasers ist unbedenklich für das menschliche<br />
Auge.<br />
Abb. 11: Laserempfänger am Teleskop der Drei-Punkt-Hebeeinrichtung<br />
44 | EIK 2011<br />
Der Laserempfänger ist mit einer visuellen<br />
Anzeige versehen, die über Symbole (Pfeile)<br />
anzeigt, ob der Hebepunkt zu hoch, zu<br />
niedrig oder genau im richtigen Bereich ist.<br />
6.3 Weichenstopfmaschine<br />
Unimat 08-475/4S<br />
Ein wesentliches Merkmal dieser Weichenstopfmaschine<br />
sind die vier Stopfaggregate<br />
mit Doppelschwenkpickel. Die außen liegenden<br />
Aggregate sind auf Teleskopauslegern<br />
montiert und können so weit ausgeschwenkt<br />
werden, dass der abzweigende<br />
Strang mitgestopft werden kann. Die innen<br />
liegenden Stopfaggregate sind an quer liegenden<br />
Führungssäulen angebracht, so dass<br />
sie im Bereich innerhalb und außerhalb<br />
der Schienen positioniert werden können.<br />
Sowohl die inneren als auch die äußeren<br />
Aggregate können unabhängig voneinander<br />
gedreht und dadurch der Schräglage der<br />
Langschwellen angepasst werden. Durch<br />
diese Konstruktion wird das Fixieren der<br />
Langschwellen im abzweigenden Strang<br />
während des Durcharbeitens des durchgehenden<br />
Hauptstranges der Weiche möglich.<br />
Der Unimat 08-475/4S war die erste Maschine,<br />
die auch im abzweigenden Strang stopfen<br />
031_052_Lichtberger.indd 44 02.11.10 10:21
konnte. Die Vorgängermaschine Unimat 08-<br />
275/3S hatte als erste Maschine die Drei-<br />
Punkt-Hebung, die Langschwellen mussten<br />
in der Weiche aber noch herkömmlich manuell<br />
mittels Kraftstopfer fixiert werden. Die 16<br />
seitlich ausschwenkbaren Stopfpickel haben<br />
in ihrer Grundstellung die gleiche Lage wie<br />
bei den Streckenstopfmaschinen. Dadurch<br />
können auch die Anschlussgleise der Weiche<br />
wie mit einer 08-16 durchgestopft werden.<br />
Die Maschine hat drei Kabinen, wobei die<br />
vordere Kabine alle Bedienungselemente<br />
für die Überstellfahrt sowie Steuerungs-<br />
und Bedienelemente für die Nivellier- und<br />
Richtanlage enthält. Außerdem ist sie mit<br />
dem Steuercomputer Win-ALC ausgestattet.<br />
Die Arbeitskabine vor den Arbeitsaggregaten<br />
ist so angeordnet, dass sie optimale<br />
Sicht auf den Arbeitsbereich gewährleistet.<br />
Die Arbeitskabine ist mit zwei Arbeitsplätzen<br />
ausgestattet. Beim Streckenstopfen erfolgt<br />
die Bedienung von einem Sitz aus.<br />
Gleisstopfen<br />
Die Weichenstopfmaschine Unimat 08-<br />
475/4S ist mit einem kombinierten Hebe-Richtaggregat<br />
ausgestattet. Neben einer<br />
Rollhebezange ist auch ein Hebehaken<br />
vorhanden. Das Aggregat kann in Längsrichtung<br />
um ±200 mm verschoben werden.<br />
Im Weichenbereich kommt häufig<br />
der Hebehaken zum Einsatz, da durch den<br />
engen Raum die Rollenzangen nicht mehr<br />
geschlossen werden können oder nicht<br />
mehr am Schienenkopf zugreifen können.<br />
Der Hebehaken kann wahlweise am Schienenfuß<br />
oder am Schienenkopf angreifen.<br />
Gerichtet wird über zwei Flanschrollen pro<br />
Seite.<br />
Die Kabine hinten bietet Kontroll- und Bedienmöglichkeiten<br />
bei der Überstelleinrichtung.<br />
Mit der Drei-Strang-Hebung, die über<br />
ein Teleskop ausgefahren wird, kann im<br />
Bereich der Langschwellen der abzweigende<br />
Strang durch den dritten Hebepunkt mit<br />
gehoben werden.<br />
EIK 2011 | 45<br />
031_052_Lichtberger.indd 45 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
6.4 Kombinierte Strecken-Weichenstopfmaschine<br />
Unimat 09-16/32 4S<br />
Diese Maschinen vereinen die Vorteile einer<br />
kontinuierlich arbeitenden Streckenstopfmaschine<br />
mit den Eigenschaften einer<br />
Weichenstopfmaschine. Die Maschine kann<br />
entweder als Einzelschwellen- oder als Zwei-<br />
<strong>Schwellen</strong>-Stopfmaschine ausgerüstet werden.<br />
Bei der Ausführung als Einzelschwellenstopfmaschine<br />
kommt das Aggregat der<br />
Unimat 08-475/4S zum Einsatz. Bei der<br />
Ausführung als Doppelschwellenstopfmaschine<br />
sind alle äußeren Pickel ausschwenkbar,<br />
bei den inneren Pickeln aber nur die<br />
beiden aggregatäußeren (Schwenkbereich<br />
der Innenpickel 20°). Die Pickel lassen sich<br />
aber 90° hoch schwenken – dies ist etwas<br />
mehr als beim Einzelschwellenstopfaggregat.<br />
Diese Technologie bringt Vorteile beim<br />
Stopfen von Problemstellen, wie z. B. bei<br />
außen liegenden Weichenantriebskästen, da<br />
in diesem Bereich getaucht werden kann,<br />
ohne dass die ausgeschwenkten Pickel an<br />
den Hindernissen anschlagen.<br />
46 | EIK 2011<br />
Natürlich verfügt die Maschine über geteilte<br />
ausschwenkbare Stopfaggregate für die <strong>Vier</strong>-<br />
Strang-Stopfung und einen Teleskoparm<br />
mit Heberolle für die Drei-Strang-Hebung<br />
(Abb. 12).<br />
7 Zusatzeinrichtungen für<br />
Stopfmaschinen<br />
7.1 Automatischer Leitcomputer Win-ALC<br />
Der Geometrieleitcomputer Win-ALC muss<br />
die Gleisbaumaschinen hinsichtlich der<br />
vorhandenen Gleisgeometrie führen. Daher<br />
ermöglicht das Gerät die Eingabe der<br />
Geometriesolldaten manuell über Tastatur<br />
oder per elektronischem Datenträger. Es<br />
sind geometrieabhängige Korrekturwerte<br />
für die Mess-, Regel- und Steuersysteme der<br />
Maschine zu errechnen. Unbekannte Sollgeometrien<br />
müssen aufgemessen, optimiert<br />
und ins Gleis als neue Soll-Lage umgesetzt<br />
werden. Dabei sind die eingeschränkten<br />
Verschiebungen an Zwangslagen (Brücken,<br />
Wegübergänge) und Zwangspunkten eben-<br />
Abb. 12: Unimat 09-32 4S mit Drei-Punkt-Hebung und ausgeschwenkter Stopfaggregathälfte für die<br />
<strong>Vier</strong>-Strang-Stopfung im Weichenabzweig<br />
031_052_Lichtberger.indd 46 02.11.10 10:21
so wie maximale und minimale vorgegebene<br />
Hebewerte zu berücksichtigen.<br />
Die Ergebnisse der Messaufzeichnungen<br />
und der durchgeführten Optimierungsberechnungen<br />
müssen speicherbar und ausdruckbar<br />
sein. Das Programm ist auf üblichen<br />
PC lauffähig und für diesen Zweck<br />
lizenzfrei einsetzbar. Damit kann das Personal<br />
auch im Büro geschult werden, so<br />
dass Geometriesolldaten schon im Büro<br />
vorbereitet und per Datenträger an den<br />
Geometrieleitcomputer der Stopfmaschine<br />
übertragen werden können.<br />
7.1.1 Sollgeometrie-Eingabe<br />
In Win-ALC kann die Sollgeometrie (Radien,<br />
Übergangsbogenlänge, Übergangsbogenform,<br />
Rampen, Neigungswechselangaben,<br />
Überhöhungen etc.) in eine Tabelle<br />
eingetragen werden, wobei die Eingabe<br />
sofort grafisch wiedergegeben wird. Die<br />
Gleissollgeometrie kann auch direkt in<br />
der grafischen Darstellung eingegeben<br />
bzw. geändert werden. Die Modifikation<br />
eines Geometrieelementes ist durch einen<br />
Mausklick auf das gewünschte Element<br />
möglich; im daraufhin erscheinenden<br />
Fenster wird der entsprechende Parameter<br />
geändert.<br />
7.1.2 Elektronischer Pfeilhöhenausgleich und<br />
Gleisgeometrieoptimierung<br />
In dieser Betriebsart wird eine bestehende<br />
Gleislage mittels einer Messfahrt der Stopfmaschine<br />
aufgezeichnet. Dabei werden die<br />
Pfeilhöhen für Richtung und Höhe sowie<br />
die Überhöhung (über Inklinometer) gemessen,<br />
grafisch dargestellt und gespeichert.<br />
Diese Aufmessung bildet die Basis für die<br />
Gleisgeometrieoptimierung. Dabei wird der<br />
Pfeilhöhenverlauf für Richtung und Höhe<br />
geglättet. Aus der geglätteten Kurve werden<br />
durch Vergleich mit der gemessenen Ist-<br />
Pfeilhöhenkurve die Korrekturwerte (Verschiebungen<br />
und Hebungen) berechnet.<br />
Die Glättung und Berechnung der Pfeilhöhen<br />
werden in einem automatischen Pro-<br />
Sicher Schalten !<br />
Gleisstopfen<br />
Zuverlässiges EINschalten ist wichtig,<br />
aber das zuverlässige AUSschalten ist<br />
lebenswichtig!<br />
Isolationsüberwachungsgeräte,<br />
A-ISOMETER® überwachen die<br />
“lebenswichtigen” Steuerstromkreise<br />
der Mastschalter.<br />
■ Sicherstellung der Netzverfügbarkeit<br />
■ Schutz vor Fehlsteuerungen<br />
■ Sichere Schaltung der Oberleitung<br />
bei Fehlern, Wartung oder im<br />
Katastrophenfall<br />
■ Gewährleistung des sicheren<br />
■ Fahrbetriebes<br />
■ Vorbeugende Instandhaltung<br />
Weitere Informationen erhalten Sie<br />
unter www.bender-de.com<br />
BENDER Group<br />
Mit Sicherheit Spannung<br />
EIK 2011 | 47<br />
EIK-Eisenbahnkalender-59x176_ANZ_de_20100531.indd 1 28.09.2010 12:59:35<br />
031_052_Lichtberger.indd 47 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 13: Monitorbild Win-ALC-Arbeiten – elektronis cher Pfeilhöhenausgleich und errechnete Gleiskorrekturwerte<br />
(Faktorenverfahren)<br />
zess durchgeführt. Dabei kann der Bediener<br />
die folgenden Streckenklassen einstellen:<br />
0 (bis 80 km/h)<br />
1 (80 – 120 km/h)<br />
2 (120 – 160 km/h)<br />
3 (160 – 300 km/h)<br />
Zu den Streckenklassen 0 – 3 sind programm -<br />
intern einzuhaltende mittlere Fehler für<br />
35 m Ausgleichslänge und für die Streckenklassen<br />
2 und 3 sowie auch noch für 70 m<br />
Ausgleichslänge definiert. Das Programm<br />
glättet während des Optimierungsprozesses<br />
solange, bis diese vorgegebenen maximal<br />
zulässigen Fehler unterschritten werden.<br />
Neben der Streckenklasse muss der Bedie-<br />
48 | EIK 2011<br />
ner auch die Zwangsbedingungen der Strecke<br />
eingeben. Dabei können an Zwangslagen<br />
und Zwangspunkten Toleranzen für<br />
die Verschiebungen vorgegeben werden, die<br />
einzuhalten sind. Für die Höhe werden die<br />
maximale Hebung und die gewünschte Minimalhebung<br />
an Hochpunkten vorgegeben.<br />
Damit diese Randbedingungen eingehalten<br />
werden, wird der Pfeilhöhenverlauf entsprechend<br />
der Beschränkungen zurückgerechnet<br />
und modifiziert.<br />
Der gesamte Berechnungsablauf wird auf<br />
Knopfdruck gestartet und geschieht vollautomatisch,<br />
eine Interaktion des Bedieners<br />
ist nicht erforderlich. Abb. 13 zeigt das Monitorbild<br />
für den Arbeitsbetrieb der Maschine.<br />
Die Diagrammspalte 1 zeigt grün die<br />
geglättete Soll-Pfeilhöhenkurve und rot die<br />
031_052_Lichtberger.indd 48 02.11.10 10:21
w - bewusst, besser, wirtschaftlicher<br />
GLEIS- UND WEICHENSTOPFARBEITEN<br />
GLEIS- UND WEICHENNEULAGEN<br />
SCHIENENSCHLEIFEN<br />
ARBEITEN MIT GLEISBAUKRÄNEN<br />
bbw<br />
BAHNBAU WELS A Rhomberg Company<br />
STOPFEXPRESS 09-4X DYNAMIC<br />
SCHOTTERBEWIRTSCHAFTUNGSSYSTEM BDS 2000<br />
PORTALKRANARBEITEN<br />
HÄNDISCHER OBERBAU<br />
MODERNER MASCHINENPARK<br />
NEU: USP 2010 SWS, KIROW MT 1200<br />
GLEISBAUKRAN KIROW KRC 1200<br />
Bahnbau Wels GmbH<br />
Grünbachplatz<br />
4600 Wels<br />
Tel.: +43 (0)7242 47045 0<br />
Fax: +43 (0)7242 47045 1<br />
www.bbw.at, office@bbw.at<br />
EIK 2011 | 49<br />
031_052_Lichtberger.indd 49 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
Abb. 14: Laserwagen mit Empfangskamera auf der Stopfmaschine<br />
gemessene Pfeilhöhe. Die zweite Spalte gibt<br />
den Verlauf der Verschiebung wieder. Die<br />
roten Begrenzungslinien stehen dabei für<br />
die durch den Bediener vorgegebenen maximal<br />
zulässigen Verschiebungen. Die Spalte 5<br />
zeigt die berechneten Hebungen. Die rote<br />
Begrenzungslinie stellt wieder die durch den<br />
Bediener vorgegebene Maximalhebung dar.<br />
Man kann dem Bild entnehmen, dass die<br />
Randbedingungen eingehalten werden.<br />
Das Gleis kann bei der Hinfahrt zur Baustelle<br />
aufgemessen werden, nach durchgeführter<br />
Optimierung wird dann vom Endpunkt<br />
der Messung ausgehend gestopft. Damit<br />
kann die Rückfahrt zum Startpunkt der<br />
Messung eingespart werden.<br />
7.2 Kurvenlaser CAL<br />
Mit dem Kurvenlaser ist es möglich, die<br />
Stopfmaschine durch Geraden, Übergangsbögen<br />
und Vollbögen zu steuern. Zu diesem<br />
Zweck ist die Laserempfangskamera auf der<br />
Stopfmaschine auf einer Verstelleinheit installiert,<br />
die seitlich und vertikal angesteuert<br />
werden kann. Die Position der Kamera und<br />
50 | EIK 2011<br />
die Position des Laserpunktes auf der Kamera<br />
werden elektronisch erfasst. Der Laser befindet<br />
sich auf dem Laserwagen, auf einem<br />
Linearschlitten montiert. Über eine Skala<br />
kann die seitliche Verschiebung abgelesen<br />
werden. Der Laser ist seitlich verschiebbar<br />
angeordnet, weil dadurch ein größerer Pfeilhöhenbereich<br />
messbar wird.<br />
Der Laserwagen wird an einem Festpunkt<br />
aufgestellt und über die Schnellverschlüsse<br />
am Bezugsstrang fixiert. Dann wird der Laser<br />
auf die Empfangskamera einjustiert. Anschließend<br />
gibt der Bediener über Sprechfunk<br />
dem Stopfmaschinenführer die folgenden<br />
Daten bekannt:<br />
• Bogenlänge zwischen Laser und Stopfmaschine<br />
(über ein Wegmessrad gemessen<br />
und elektronisch angezeigt – oder<br />
über ein eigenes Laserdistanzmessgerät),<br />
• aktuelle Überhöhung des Lasermesswagens,<br />
• Gleisfehler am Festpunkt (üblicherweise<br />
zuvor mit Festpunktmessgerät oder ähnlichem<br />
aufgemessen) und<br />
• seitliche Laserverschiebung.<br />
031_052_Lichtberger.indd 50 02.11.10 10:21
Abb. 15: Monitorbild des DRP<br />
Diese Daten werden in den Bordcomputer<br />
der Stopfmaschinen – Win-ALC – eingegeben.<br />
Über die nun bekannte räumliche<br />
Position des Laserstrahles und die bekannte<br />
Sollgeometrie kann Win-ALC die Sollposition<br />
des Laserpunktes auf der Laserkamera<br />
errechnen. Diese wird mit der aktuell<br />
gemessenen Position verglichen. Aus der<br />
Differenz zwischen Soll- und Ist-Position<br />
werden die Korrekturwerte für die Höhe<br />
und Richtung bestimmt, die die Stopfmaschine<br />
dann automatisch mit dem vorderen<br />
Sehnenende auf der Soll-Lage führen und<br />
steuern. Abb. 14 zeigt die Laserverstelleinheit<br />
und im Hintergrund die Stopfmaschine<br />
mit der Laserempfangskamera.<br />
Das System wird vor allem bei Umbauten<br />
für die ersten Verdichtungsgänge eingesetzt.<br />
Ein weiterer Anwendungsbereich<br />
sind Nebenstrecken, sofern der Einsatz des<br />
Gleisstopfen<br />
Gleisvormesswagens EM-SAT aus wirtschaftlichen<br />
Gründen nicht sinnvoll ist.<br />
7.3 Gleisabnahmeaufzeichnung mittels DRP<br />
Der DRP ist als Aufzeichnungssystem<br />
von Gleisparametern konzipiert, um die<br />
Gleisqualität des von der Arbeitsmaschine<br />
bearbeiteten Gleises zu dokumentieren.<br />
Die Messaufnehmer sind so angebracht,<br />
dass in Arbeitsrichtung der Maschine das<br />
fertige, bearbeitete Gleis aufgezeichnet wird.<br />
Der DRP erfüllt die Anforderungen der<br />
EN13848-3 Messsysteme – Gleisbau- und<br />
Instandhaltungsmaschinen.<br />
Durch Vergleich der Messwerte mit vorgegebenen<br />
Grenzwerten der einzelnen Parameter<br />
können die Messergebnisse bewertet<br />
und klassifiziert werden.<br />
Die einzelnen Messparameter werden von<br />
Messgebern als Analogsignal geliefert und<br />
EIK 2011 | 51<br />
031_052_Lichtberger.indd 51 02.11.10 10:21<br />
1
1<br />
Bahnanlagen + Instandhaltung<br />
vom DRP-System in äquidistanten Abständen<br />
(z. B. 0,25 m) eingelesen und nach einer<br />
hochauflösenden Analog/Digital-Wandlung<br />
in digitaler Form aufgezeichnet und<br />
gespeichert. Die gemessenen Werte werden<br />
online auf einem Touchscreen-Monitor grafisch<br />
dargestellt und können auf einem<br />
handelsüblichen Drucker im DIN A4- bzw.<br />
A3-Format ausgedruckt werden.<br />
Richtungs- und Höhenfehler (Korrekturwerte)<br />
erleichtern die Beurteilung der Gleislage.<br />
Standardabweichungen werden mit Bezug<br />
auf Richtungs- und Höhenwerte auf vorgegebene<br />
Wellenlängen berechnet. Auch sie helfen<br />
bei der Beurteilung der Gleislage; Reports<br />
ermöglichen Auswertungen über Grenzwertüberschreitungen<br />
bzw. liefern Informationen<br />
über den Qualitätszustand des Gleises.<br />
Die gespeicherten Messdaten können über<br />
USB-Stick oder CD auf andere Rechner<br />
übertragen und dort weiter bearbeitet werden.<br />
Eine automatische Überprüfungsfunktion<br />
(Testauslenkung) ermöglicht die Verifikation<br />
des Messsystems vor jeder Messung.<br />
Funktionen des DRP:<br />
• Mit dem DRP werden Messungen durchgeführt<br />
oder bestehende Messungen geöffnet<br />
und am Bildschirm angezeigt bzw.<br />
zum Ausdruck gebracht.<br />
• Die einzelnen Messkanäle werden am<br />
Bildschirm, untereinander liegend, grafisch<br />
dargestellt.<br />
• Die Darstellung der einzelnen Kanäle am<br />
Bildschirm ist frei wählbar.<br />
• Die gemessenen Werte werden in Abhängigkeit<br />
zur Geberposition auf der<br />
Maschine ausgegeben.<br />
• Alle aufgezeichneten Kanäle werden jeweils<br />
zu einer Km-(Längen)-Position abgelesen.<br />
• Fährt die Maschine während der Aufzeichnung<br />
zurück, dann werden bei der<br />
neuerlichen Vorfahrt die alten Messwerte<br />
überschrieben.<br />
• Bei 2-Monitor-Betrieb wird das Programmfenster<br />
vom DRP-Monitor auf<br />
dem ALC-Monitor wiedergegeben.<br />
52 | EIK 2011<br />
• Die Messwerte werden direkt als Pfeil<br />
und Längshöhen ausgegeben, können<br />
aber auch intern unter Berücksichtigung<br />
der Übertragungsfunktion des Messsystems<br />
auf die Wellenlängenbereiche 3 – 25<br />
(D1) und 25 – 70 m (D2) umgerechnet<br />
und dargestellt werden.<br />
• Der DRP errechnet und stellt Gleisqualitätsziffern<br />
entsprechend den Angaben<br />
der Eisenbahngesellschaften dar.<br />
• Der DRP erzeugt druckbare Reports der<br />
erreichten Gleisqualitäten, aber auch einen<br />
Einzelfehlerreport (über die verbliebenen<br />
Überschreitungen der Abnahmetoleranzen).<br />
• In den Messkurvendarstellungen kann<br />
über farbige Balken, in 200 m-Sektionen<br />
unterteilt, die Standardabweichung eingetragen<br />
werden. Die Balken werden<br />
dabei in vier Farben (grün … sehr gut,<br />
gelb … gut, orange … noch ausreichend<br />
und rot … nicht zulässig) dargestellt. Auf<br />
diese Weise wird ein schneller Überblick<br />
über die Qualitätsbereiche des bearbeiteten<br />
Gleises gegeben.<br />
In Abb. 15 ist eine typische Abnahmemessfahrt<br />
wiedergegeben. Unter den einzelnen<br />
Signalverläufen sind die farbigen 200 m-<br />
Qualitätsbalken mit den erreichten Standardabweichungen<br />
wiedergegeben. Um die<br />
Signalverläufe sind außerdem die von den<br />
Eisenbahnen vorgegebenen Abnahmetoleranzen<br />
als begrenzende rote Linien erkennbar.<br />
Mit dem DRP ist ein Abnahmesystem gegeben,<br />
mit dessen Hilfe die Einhaltung der<br />
Abnahmegrenzwerte nach Gleisbauarbeiten<br />
objektiv geprüft wird. Durch die Möglichkeit<br />
der Umrechnung der gemessenen<br />
Pfeil- und Längshöhen in amplituden- und<br />
verstärkungstreue Gleisfehler der Wellenlängenbereiche<br />
D1 und D2 ist die Vergleichbarkeit<br />
mit den Messschrieben gängiger<br />
elektronischer Gleismesswagen gegeben.<br />
031_052_Lichtberger.indd 52 02.11.10 10:21