WeLtNeUheIt: NASSBeArBeItUNG VoN GrAphIt - Walter Meier
WeLtNeUheIt: NASSBeArBeItUNG VoN GrAphIt - Walter Meier
WeLtNeUheIt: NASSBeArBeItUNG VoN GrAphIt - Walter Meier

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Ausstellungsprogramm PRoDEX<br />
Maschinen<br />
partner Maschinen-typ Kurzbeschreibung<br />
Blohm ■ redline S36 eco plan- und profilschleifmaschine<br />
Weiler ■ e40 Zyklengesteuerte präzisionsdrehmaschine<br />
■ condor Vc Konventionelle präzisionsdrehmaschine<br />
Bvl ■ eMS 480 Korbreinigungsanlage<br />
Elma ■ x-tra line 250 Ultraschall - robotstrasse<br />
Render ■ W 80 AM rundtellerreinigungsanlage<br />
Maschinen<br />
partner Maschinen-typ Kurzbeschreibung<br />
Nakamura ■ SuperMill Wy-250MMyy Doppelspindeldrehzenter der Spitzenklasse<br />
■ Super Nty3 3-revolver-Doppelspindeldrehzenter mit 3 y-Achsen<br />
Fanuc ■ �-t21iF 5axis 5-Achs-hochgeschwindigkeits-Fräs-/Bohrmaschine mit roboter<br />
■ �-t21iFS 4axis Kleine 4-Achs-hochgeschwindigkeits-Fräs-/Bohrmaschine mit roboter<br />
■ �-t21iFL 5axis 5-Achs-hochgeschwindigkeits-Fräs-/Bohrmaschine für elektrodenbearbeitung<br />
■ �-t21iF 4axis 4-Achs-hochgeschwindigkeits-Fräs-/Bohrmaschine mit zusätzlichem Werkzeugmagazin<br />
Mafac ■ JAVA Korbreinigungsanlage für halbwässrige reiniger<br />
Toyoda ■ Fh400J horizontal-Bearbeitungszenter<br />
Bridgeport ■ Xr 1000 hdh itNc 530 Vertikal-Bearbeitungszenter<br />
Maier ■ ML-20 F4 Langdrehautomat für effiziente Komplettbearbeitung<br />
RemaControl ■ NeWtoN 2.4 t4&t5 Fahrständer-Bearbeitungszenter<br />
■ ML-125 Kompakter Langdrehautomat bis 12mm<br />
Mitsubishi ■ FA 20-S Advance Drahterodiermaschine<br />
■ eA 12-V Advance Senkerodiermaschine – präzise und kompakt<br />
MASCHINE<br />
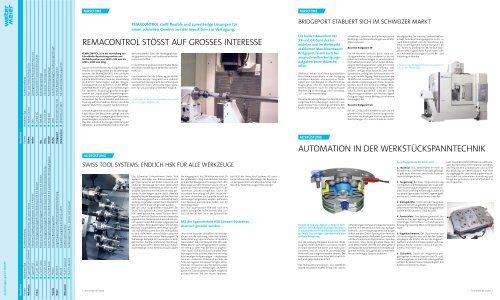
reMAcoNtroL StöSSt AUF GroSSeS INtereSSe<br />
REMACoNTRol ist in der Herstellung von<br />
FahrständerBearbeitungszentren und<br />
Verfahrbereichen von 1000 x 500 mm bis<br />
6000 x 1000 mm tätig.<br />
Ausser einer sehr breiten Nutzungsflexibilität<br />
erlaubt die Konfiguration der Bearbeitungszentren<br />
der reMAcoNtroL eine einfache<br />
Integration (der Maschinen) in modular konzipierte<br />
Arbeitszellen. Dank der entwicklung<br />
produktiver technologien und der Integrationskapazität<br />
von Systemen ist die reMAcoNtroL<br />
heute in der Lage, Kundenlösungen<br />
für spezielle Bearbeitungsanforderungen<br />
sowohl auf „stand alone“ Bearbeitungszentren<br />
als auch auf „schlüsselfertigen“ Systemen<br />
anzubieten, bei denen Zubehör und Automatisierung<br />
auf verschiedenen ebenen durch die<br />
eigenen Maschinen ergänzt werden können.<br />
Grosses Augenmerk wird auf hohe Nutzungskapazitäten<br />
der Maschinen gelegt und alle<br />
technologischen Lösungen garantieren hohe<br />
Zuverlässigkeit und enorme Nutzung.<br />
Das alles natürlich in strenger einhaltung der<br />
Abnahme- und Qualitätskontrollnormen, die<br />
AUSRÜSTUNG<br />
6 tech report Nr. 3/2008<br />
REMACoNTRol stellt flexible und zuverlässige lösungen für<br />
einen schnellen Gewinn aus der Investition zur Verfügung.<br />
die erworbenen teile, alle Montagephasen,<br />
die geometrischen und funktionellen performances<br />
betreffen.<br />
In der einführungsphase bietet <strong>Walter</strong> <strong>Meier</strong><br />
die beiden Systemtypen NeWtoN und Leo-<br />
NArD an.<br />
Das Knowhow und die erfahrung der reMAcoNtroL<br />
bei der Integration von Zubehör<br />
und Automatisierung macht die Lieferung von<br />
zweckbestimmten schlüsselfertigen Systemen<br />
für uns als exklusiv-Vertreter möglich.<br />
Interessiert an remacontrol? Dann besuchen<br />
Sie uns an der proDeX 08.<br />
SWISS tooL SySteMS: eNDLIch hSK Für ALLe WerKZeUGe<br />
Das Schweizer Unternehmen Swiss tool<br />
Systems, hersteller von präzisionswerkzeugen,<br />
bietet als einer der ersten rotierende und<br />
stehende Werkzeuge mit einer identischen<br />
und genormten trennstelle an. eine neu entwickelte<br />
Spanneinheit hSK und ein dazu passender<br />
halter sorgen zudem dafür, dass die<br />
doppelte Anzahl Werkzeuge auf dem revolver<br />
einer Werkzeugmaschine in definierter Nullstellung<br />
vorgehalten werden kann. rüstzeiten<br />
können damit drastisch gesenkt werden.<br />
Mit den jetzt vorgestellten produkten der<br />
Swiss tool Systems AG, eine Spanneinheit<br />
hSK samt passendem halter für den revolver<br />
von Dreh-Fräs-Zentren, können Anwender<br />
unproduktive Nebenzeiten drastisch reduzieren<br />
und ein breites rationalisierungspotenzial<br />
ausschöpfen. Denn damit haben alle auf dem<br />
revolver vorgehaltenen Werkzeuge das gleiche<br />
Aufnahmesystem wie die hSK-Spindel,<br />
es wird nicht mehr unterschieden zwischen<br />
stehenden und rotierenden Werkzeugen. Die<br />
Werkzeuge befinden sich ausserdem in einer<br />
definierten Nullpunktstellung. Werkzeugwechsel<br />
lassen sich in kurzer Zeit durchführen.<br />
Nach Betätigen einer Klemmschraube dauert<br />
der Vorgang nur 1 bis 2 Minuten, wo sonst 10<br />
bis 15 Minuten nötig sind. Mit dem Wechsel<br />
sind die Werkzeuge bereits ausgerichtet. Alle<br />
Werkzeuge auf dem revolver lassen sich aufgrund<br />
der hSK-trennstelle jetzt auch in die<br />
rotierende Spindel einspannen. Durch die<br />
besondere Anordnung mit dem neuen halter<br />
kann ausserdem die doppelte Anzahl an<br />
Werkzeugen vorgehalten werden. Auf einem<br />
12er revolver, zum Beispiel, haben nun 24<br />
Werkzeuge platz.<br />
Die neue Spanneinheit hSK A63 nach DIN<br />
69893 ermöglicht hohe haltekräfte von<br />
30,5 kN bei 20 Nm, ist in der Spitzenhöhe<br />
Mit der Spanneinheit HSK können Rüstzeiten<br />
drastisch gesenkt werden.<br />
über einen excenter einstellbar und verfügt,<br />
ebenso wie die halterung, über eine Kühlmitteldurchführung.<br />
Spanneinheiten mit anderen<br />
trennstellen, wie zum Beispiel KM, ABS, oder<br />
MBM, können auf Anfrage geliefert werden.<br />
Der trend zu Dreh-Fräs-Zentren ist ungebrochen,<br />
lassen sich damit doch komplexe Bearbeitungsschritte<br />
auf einer Maschine mit möglichst<br />
wenigen Aufspannungen – idealerweise<br />
nur eine – realisieren. präzisionshersteller, die<br />
teile mit engsten toleranzen fertigen, versuchen<br />
das Umspannen des Werkstücks sowie<br />
das Ausrichten von Werkzeugen als Fehlerquelle<br />
für toleranzabweichungen möglichst<br />
auszuschliessen. Mit der neuen Spannein-<br />
heit hSK der Swiss tool Systems AG samt<br />
halter können die Werkzeuge des revolvers<br />
schnell gewechselt und überall auf einer hSK-<br />
Maschine fehlerfrei ausgerichtet werden.<br />
MASCHINE<br />
BrIDGeport etABLIert SIch IM SchWeIZer MArKt<br />
Die beiden Baureihen der<br />
XRund GXSerie des bewährten<br />
und im Weltmarkt<br />
etablierten Maschinenbauers<br />
Bridgeport lassen auch bei<br />
anspruchsvollen Fertigungsaufgaben<br />
keine Wünsche<br />
offen.<br />
Weltweit haben sich diese grundsoliden<br />
Maschinen tausendfach in der Fertigung<br />
komplexer Bauteile und exotischer Materialien<br />
wie zum Beispiel im Maschinenbau,<br />
Flugzeugbau und der Automobilindustrie<br />
bestens bewährt. Auch für anspruchsvolle<br />
Bearbeitung im Werkzeug- und Formenbau,<br />
3-D- und hartbearbeitung.<br />
Diese hochleistungsfähigen Vertikal-Bearbeitungsmaschinen<br />
überzeugen durch ein ausgezeichnetes<br />
preis-/Leistungsverhältnis. Alle<br />
Käufer können sich zusätzlich stets auf die<br />
AUSRÜSTUNG<br />
AUtoMAtIoN IN Der WerKStücKSpANNtechNIK<br />
Komplexe Spannaufgaben erfordern technisch<br />
versierte Aufspannlösungen. Besonders<br />
in automatisierten Produktionsprozessen hat<br />
die Wahl des richtigen Spannsystems eine<br />
zentrale Bedeutung.<br />
Um die Leistungsfähigkeit moderner Werkzeugmaschinen<br />
abfordern zu können, bedarf<br />
es Spannsysteme, die sicher und exakt positionieren<br />
und die leicht in automatisierte<br />
Materialflüsse integriert werden können. Der<br />
Anwender erwartet eine hohe Wirtschaftlichkeit<br />
und guten Bedienkomfort.<br />
Das Nullpunktspannsystem von ANDreAS<br />
MAIer FeLLBAch (AMF) entspricht diesen<br />
attraktiven, schnellen und unkomplizierten<br />
Beratungs- und Serviceleistungen von <strong>Walter</strong><br />
<strong>Meier</strong> verlassen.<br />
Baureihe Bridgeport XR<br />
Die Xr-Baureihe besticht durch viele Leistungsmerkmale.<br />
Unter anderem ist sie mit<br />
hohen Antriebsleistungen in verschiedenen<br />
Drehzahloptionen und mit schnellen 30-Doppelarm-Werkzeugwechsler<br />
oder mit einem<br />
48-fach Werkzeugwechsler lieferbar. Des<br />
weitern verfügt diese Baureihe über hochdynamische,<br />
volldigitale Achsenantriebe mit<br />
bis zu 43 m/min eilgang. Wahlweise kann die<br />
Xr-reihe mit modernsten cNc-Steuerungen<br />
der Marken heidenhain oder Fanuc bestückt<br />
werden. Durch eine konkurrenzfähige, komplette<br />
Grundausstattung ist höchste Wirtschaftlichkeit<br />
garantiert. Und der steife<br />
Maschinengrundkörper aus hochwertigem<br />
Grauguss trägt seinen Beitrag zur erhöhten<br />
Genauigkeit bei.<br />
Baureihe Bridgeport GX<br />
Bei der GX-Baureihe handelt es sich um ein<br />
grundsolides Vertikal-Bearbeitungszenter<br />
mit einer reichhaltigen palette optionaler<br />
Ausstattungen für unterschiedliche Anfor-<br />
Anforderungen. Die Spannmodule des Systems<br />
können mit Mediendurchführung, Auflagekontrolle<br />
und Verriegelungskontrolle ausgestattet<br />
werden. Dieses Spannsystem revolutioniert<br />
den gesamten Nullpunkt-Spannbereich<br />
und beschreitet beim positionieren, Spannen<br />
und Lösen neue, kostengünstige Wege. Mit<br />
dem Zero-poINt-SySteM von AMF erfährt<br />
der Nullpunkt-Spannbereich eine Vielzahl prägnanter<br />
Vorteile, die zugleich die Schwachstellen<br />
der bisherigen Systeme beheben.<br />
derungsprofile. Die massive Gusskonstruktion<br />
erlaubt hohe Beschleunigungen bis zu 1G. Je<br />
nach einsatzgebiet sind die Maschinen mit<br />
einer innenliegenden Kühlmittelzufuhr 20<br />
bar, einem Späneförderer, 24/32-fach Doppelarm-Werzeugwechsler,<br />
rundtischen oder<br />
mit Automationslösungen für die Be- und<br />
entladung ausbaubar.<br />
Interessiert an Bridgeport? Dann besuchen Sie<br />
uns an der proDeX 08.<br />
Ausschlaggebende Merkmale sind:<br />
1. Material. Das Zero-poINt-SySteM ist<br />
komplett aus rostfreiem edelstahl gefertigt.<br />
es gibt keine Korrosion, welche die Funktion<br />
beeinträchtigen könnte.<br />
2. Fangeinzug. Bei einer Vorpositionierung<br />
von paletten und Werkstücken, die in vier oder<br />
mehr Spannmodule eingreifen, ist keine parallele<br />
positionierung notwendig. es kann mit<br />
nur einem Spannnippel in einer Ungenauigkeit<br />
von bis zu 12 mm vorpositioniert werden.<br />
3. Einzugskräfte. trotz kleinster Baugrösse<br />
sind sehr hohe einzugskräfte erreichbar. Beim<br />
Zero-poINt-SySteM liegt die einzugskraft bei<br />
20.000 N (öl) und bei 13.000 N (Luft).<br />
4. Formschluss. Das System garantiert bei<br />
mechanischer Verriegelung einen hundertprozentigen<br />
Formschluss. es findet keinerlei<br />
Bewegung zwischen Modul und Spannnippel<br />
statt.<br />
5. Kugeldurchmesser. Der Durchmesser von<br />
14 mm ermöglicht, dass sich bei den Spannvorgängen<br />
die Kräfte, die auf die Kugelumlaufbahn<br />
und auf den Nippel wirken auf einer<br />
grossen Fläche verteilen und somit der Verschleiss<br />
minimiert wird.<br />
6. Sicherheit. Durch ein integriertes ausgeklügeltes<br />
Sicherheitssystem bei öl- oder<br />
Luftleckage kann immer kontrolliert geöffnet<br />
werden. es besteht keine Notwendigkeit, das<br />
System zerstörend zu lösen.<br />
Fazit: Das Zero-poINt-SySteM von AMF reduziert<br />
die rüstzeiten beim Spannen erheblich<br />
und erlaubt eine automatische und sichere<br />
handhabung von Werkstücken. Nur eine<br />
durchgängige Be- und entladung der Maschinen<br />
führt zur maximalen Auslastung und<br />
bringt die geforderte Wirtschaftlichkeit in<br />
der produktion.<br />
tech report Nr. 3/2008 3