Metall - Berufskolleg für Technik Ahaus
Metall - Berufskolleg für Technik Ahaus
Metall - Berufskolleg für Technik Ahaus

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Arbeitsauftrag.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong>, Lönsweg 24, 48683 <strong>Ahaus</strong>, Tel.: 02561/9556 Fax.: 02561/955850<br />
Abteilung Sanitär-Heizung-Klima<br />
An die Abteilung <strong>Metall</strong> l 29. Januar 2004<br />
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Lönsweg 24<br />
48683 <strong>Ahaus</strong><br />
Auftrag<br />
Für den weiteren Ausbau des Sanitärlabors werden 50 Fittinge benötigt, die nach Modell<br />
gefertigt werden müssen.<br />
Mit freundlichen Grüßen<br />
gez. P. Münster
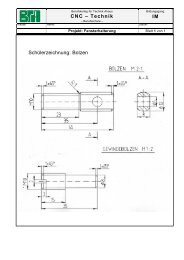
Werkzeug-<br />
karteiblatt<br />
Bezeichnung:<br />
Außendrehmeißel - links<br />
Ident – Nr.:<br />
Werkzeug-<br />
Halter<br />
Schaft<br />
Schneide<br />
Bemerkungen:<br />
L = 47,07mm<br />
Q= 62,13mm<br />
Name:<br />
Daniel Häming<br />
Klasse: Mi-M1 Datum:<br />
Donnerstag, 15. Juli 2004<br />
Fabrikat Göltenbodt Werkzeugsystem<br />
Typ : B1 – 30x20x40<br />
Best.-Nr. 201 012<br />
Fabrikat Seco Tools AB Sweden<br />
Best.-Nr. SVLBR – 2020 – K16<br />
Fabrikat Garant Wendeschneidplatten<br />
Typ : K10<br />
Best.-Nr. VCGT 160404 – A20
Werkzeug-<br />
karteiblatt<br />
Bezeichnung:<br />
Abstechmeißel<br />
Ident – Nr.:<br />
Werkzeug-<br />
Halter<br />
Schaft<br />
Schneide<br />
Bemerkungen:<br />
Werkzeugablage:<br />
Q= 55,03 mm<br />
L= 58,94 mm<br />
Schneidenbreite: 3mm<br />
Name:<br />
Peter Kontermann,<br />
Markus Warlier<br />
Klasse: MI-M1 Datum:<br />
Mittwoch, 14. Juli 2004<br />
Fabrikat SANDVIK Coromant<br />
Best.-Nr.<br />
Fabrikat<br />
Best.-Nr.<br />
Fabrikat<br />
Best.-Nr.<br />
C4-RF123F20-27060B<br />
SANDVIK Coromant<br />
RF123F20-27060B<br />
SANDVIK Coromant<br />
R123F1-0400-0504-GM
Werkzeug-<br />
karteiblatt<br />
Bezeichnung:<br />
Stechmeißel <strong>für</strong> Nutdrehen<br />
Ident – Nr.:<br />
Werkzeug-<br />
Halter<br />
Schaft<br />
Schneide<br />
Bemerkungen:<br />
Werkzeugablage:<br />
Q = 0mm<br />
L = 87,92mm<br />
Name:<br />
Andre Heming<br />
Klasse: MI-M1 Datum:<br />
Donnerstag, 15. Juli 2004<br />
Fabrikat CWC 802831<br />
Best.-Nr.<br />
Fabrikat<br />
Best.-Nr.<br />
---<br />
---<br />
---<br />
Fabrikat Selbst hergestellt aus<br />
HM RD Ø 8 mm<br />
Best.-Nr. ---
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Unterrichtsverteilung.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
Zeichnung anfertigen<br />
Allgemeintoleranzen,<br />
Passungsangaben<br />
in Zeichnungen,<br />
CNC gerechte<br />
Bemaßung,<br />
TK D<br />
S M<br />
R G<br />
T T<br />
W W<br />
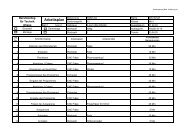
Kostenrechnung W T<br />
Kostenanalyse Werkstoffe nach<br />
Kalkulation INFO FPT Eigenschaften und<br />
Verwendung auswählen<br />
Arbeitsplan erstellen<br />
Fertigung auf maschinelle<br />
CNC Fertigung<br />
Maschinen Hauptzeitbe-<br />
rechnung<br />
Arbeitsplan er-<br />
stellen<br />
Thermisches Fügen<br />
Löten-
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Materialkosten - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
Abmessungen<br />
d = 30mm = 0,3 dm Durchmesser<br />
h= 21mm = 0,21dm Rohteillänge<br />
Volumenberechnung:<br />
d ² ⋅π<br />
⋅ h<br />
V =<br />
4<br />
0,<br />
3dm²<br />
⋅π<br />
⋅0,<br />
21dm<br />
V =<br />
4<br />
V = 0,<br />
0148dm³<br />
Berechnung der Masse:<br />
m = V ⋅ ρ<br />
m = 0,014844025dm³ ⋅ 8,96 kg/dm³<br />
m = 0,13kg<br />
Kostenrechnung:<br />
1kg entspricht 6,52€<br />
0,13kg entspricht 0,84€<br />
Materialkosten je Fitting: 0,84€
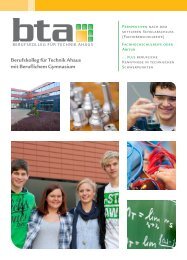
Arbeitsplan 2.xls<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
Arbeitsplan 2<br />
Programm-Nr.<br />
Name:<br />
100% %101<br />
Juri Sibel<br />
Maschine<br />
Steuerung<br />
AXA Drehmaschine<br />
Siemens 810T<br />
<strong>Ahaus</strong> Blatt 1 von 1 Klasse:<br />
MI - M1<br />
Maschinen-Nr.<br />
Werkstück<br />
Fitting<br />
Werkstoff<br />
Cu Zn 38 Pb 1.5<br />
Zeichnungs-Nr. 1<br />
Halbzeug<br />
Rundmaterial ø 30<br />
Datum: 08.07.2004<br />
Lfd.<br />
Nr.<br />
1<br />
2<br />
Werkzeugnummer<br />
Schnittgeschw.<br />
m/min<br />
Umdrehungsfrequenz<br />
1/min<br />
Vorschub<br />
mm<br />
3 Ausenkontur erstellen (schruppen) T1 / D1 200 0.3 2<br />
4 Schlichten<br />
T2 / D2 250 0.1 0.5<br />
5 Aufbohren<br />
T3 / D3 1500 100 mm/min<br />
6 Innenkontur drehen ø 18 / 22,2 T5 / D5 250 0.05 1<br />
7 Abstechen<br />
T6 / D6 250 0.05<br />
10<br />
11 Plandrehen<br />
T1 / D1 200 0.1<br />
12 Nut drehen<br />
T8 / D8 800 50 mm/min<br />
13<br />
Arbeitsvorgang<br />
Rohteilmasse prüfen<br />
Werkstück spannen<br />
Umspannen<br />
Fertigteil prüfen<br />
Die Schnittdaten sind im Einrichtungsbetrieb noch zu optimieren, Drehzalbegrenzung 3000 1/min.<br />
Spantiefe<br />
mm<br />
Bemerkungen<br />
Messschieber<br />
CNC - Drehmaschine<br />
Abspanzyklus L95<br />
mit Schaftfräser ø16<br />
Abspanzyklus L95<br />
Messschieber
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Hauptzeitberechnung.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 3<br />
Hauptzeitberechnung nach Arbeitsplan 1<br />
1. Planen : L = l + la<br />
L = 15mm + 1mm<br />
L = 16mm<br />
L ⋅i<br />
th =<br />
n ⋅ f<br />
16mm ⋅1<br />
th = 1<br />
2800 / min⋅<br />
0,<br />
3<br />
th = 0,<br />
02min<br />
th = 1,<br />
2sek.<br />
Vc<br />
n =<br />
d ⋅π<br />
m<br />
250 / min<br />
n =<br />
28mm<br />
⋅π<br />
U<br />
n = 2800 /<br />
2. Außendrehen I : Außendrehen II:<br />
d = gewählt : 28mm d = 25mm<br />
vc = 250 m/min vc = 300 m/min<br />
15,<br />
5mm<br />
⋅1<br />
th = 1<br />
2800 / min⋅<br />
0,<br />
3mm<br />
15,<br />
5mm<br />
th = mm<br />
840 / min<br />
th = 0,<br />
01845min<br />
th = 1,<br />
1071sek.<br />
Außendrehen: => th = 3,56 sek.<br />
3. Vorbohren :<br />
L ⋅ i<br />
th =<br />
n ⋅ f<br />
L ⋅ i 26.<br />
5mm<br />
⋅1<br />
th = =<br />
.<br />
U<br />
n ⋅ f 1900 / min.<br />
⋅ 0.<br />
1<br />
th = 0.<br />
13min⋅<br />
60s<br />
= 8,<br />
368sek<br />
min<br />
15,<br />
5mm<br />
⋅1<br />
th = 1<br />
3800 / min⋅<br />
0,<br />
1mm<br />
15,<br />
5mm<br />
th =<br />
380mm<br />
th = 0,<br />
04078min<br />
th<br />
= 2,<br />
45sek.<br />
L=l+ls+la+lu<br />
L = 23mm+1.5mm+1mm+1mm<br />
L = 26.5mm<br />
ls =<br />
0,<br />
3⋅<br />
5mm<br />
ls = 1,<br />
5mm
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Hauptzeitberechnung.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 2 von 3<br />
4. Aufbohren:<br />
L ⋅i<br />
th =<br />
n ⋅ f<br />
L=l+ls+la+lu<br />
L=23+4,8mm+1mm+1mm<br />
L=29.8mm<br />
L ⋅i<br />
th =<br />
n ⋅ f<br />
29,<br />
8⋅1<br />
= 1<br />
596 / min⋅<br />
0,<br />
13<br />
ls = 0,<br />
3⋅<br />
d<br />
ls = 4,<br />
8mm<br />
th = 0,<br />
384 ⋅ 60s<br />
= 23,<br />
077sek.<br />
___________________________________________________________________________<br />
5. Innendrehen I : Innendrehen II :<br />
L = l + la + lu L = l +la<br />
L = 19mm + 1mm + 1mm L = 14,5mm + 1mm<br />
L = 21mm L = 15,5mm<br />
L ⋅i<br />
th =<br />
n ⋅ f<br />
1<br />
21mm ⋅1min<br />
th = 1<br />
3000 / min⋅<br />
0,<br />
1mm<br />
th = 0,<br />
07 min<br />
th = 4,<br />
2sek.<br />
L ⋅ i<br />
th =<br />
n ⋅ f<br />
2<br />
15,<br />
5mm<br />
⋅ 2 ⋅ min<br />
th =<br />
2600 ⋅ 0,<br />
1mm<br />
th = 0,<br />
12 min<br />
th = 7,<br />
2sek.<br />
n<br />
n<br />
1<br />
2<br />
la = 1mm<br />
i = 2<br />
= 3000<br />
1<br />
/ min<br />
1<br />
= 2600 / min<br />
f = 0,<br />
1mm<br />
___________________________________________________________________________<br />
6. Abstechen :<br />
L ⋅ i<br />
th =<br />
n ⋅ f<br />
17mm ⋅1<br />
th = 1<br />
1500 / min⋅<br />
0,<br />
1<br />
th = 0,<br />
113<br />
= 0,<br />
113<br />
⋅60<br />
th = 6,<br />
8sek.<br />
la = 1mm f = 0,1mm<br />
lu = 1mm i = 1<br />
l = 15mm n = 1500 1/min-<br />
L = 17mm
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Hauptzeitberechnung.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 3 von 3<br />
7. Nutdrehen: L = l + la<br />
L = 3mm+1mm<br />
L = 4mm<br />
Planen: 1,2 sek.<br />
Außendrehen I: 1,1 sek.<br />
Außendrehen II: 3,0 sek.<br />
Vorbohren: 8,37 sek.<br />
Aufbohren: 23,0 sek.<br />
Innendrehen I : 4,2 sek.<br />
Innendrehen II: 7,2 sek.<br />
Abstechen: 6,8 sek.<br />
Nutdrehen: 1,2 sek.<br />
Gesamtzeit : 56,6 sek.<br />
L ⋅i<br />
th =<br />
n ⋅ f<br />
4mm<br />
⋅1<br />
th = 1<br />
2000 / min⋅<br />
0,<br />
1mm<br />
th = 1,<br />
2sek.<br />
Gruppenarbeit von : Plate Michael<br />
Baumeister Christoph<br />
Schlei Rüdiger<br />
Hund Viktor<br />
_______________
Arbeitsplan 1.xls<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
Arbeitsplan 1<br />
Programm-Nr.<br />
Name:<br />
%100 %101<br />
Peter Driemer<br />
Maschine<br />
Steuerung<br />
AXA-Drehmaschine<br />
Sinumerik 810T<br />
<strong>Ahaus</strong> Blatt 1 von 1 Klasse:<br />
MI-M1<br />
Maschinen-Nr.<br />
Werkstück<br />
Fitting<br />
Werkstoff<br />
CuZn38Pb1,5<br />
Zeichnungs-Nr. 1<br />
Halbzeug Rundstangen ø30x1000mm<br />
Datum: 06.07.2004<br />
Lfd.<br />
Nr.<br />
1<br />
2<br />
Werkzeugnummer<br />
Schnittgeschw.<br />
m/min<br />
Umdrehungsfrequenz<br />
1/min<br />
Vorschub<br />
mm<br />
3 Querplandrehen<br />
T1 / D1 250 2800 0,3<br />
4 Aussenkontur erstellen Schruppen T1 / D1 250 2800 0,3 2<br />
5 Aussenkontur Schlichten<br />
T2 / D2 300 3100 0,1 0,5<br />
6 Vorbohren 5mm HSS-Bohrer<br />
T3 / D3 30 1900 0,1<br />
7 Aufbohren 16mm HSS-Bohrer T4 / D4 30 596 0,13<br />
8 Innenkontur erstellen 18mm 20mm 22,2mm T5 / D5 250 2600 0,1 1<br />
9 Abstechen<br />
T6 / D6 150 1500 0,1<br />
10<br />
11 Nut drehen<br />
T7 / D7 150 1500 0,1 1<br />
12<br />
Arbeitsvorgang<br />
Rohteilmaß prüfen<br />
Werkstück spannen<br />
Umspannen<br />
Werkstück prüfen<br />
Spantiefe<br />
mm<br />
Bemerkungen<br />
Messschieber<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
CNC-Drehmaschine<br />
Messschieber
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Echtzeitmessung.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
Während der Bearbeitung gemessene Zeiten: Gefertigt wurde nach Arbeitsplan 2<br />
1. Aufspannung<br />
Bearbeitungszeiten: Außen und Innendrehen<br />
1. T1: 32 sec -> Abspanzyklus verursacht erheblich höhere Fertigungszeiten durch<br />
2. T2: 10 sec zusätzliche Verfahrwege.<br />
3. T3: 17 sec<br />
4. T5: 26 sec<br />
5. T6: 7 sec<br />
Span-Span-Zeit:<br />
1. 5sec<br />
Gesamtzeit 1. Aufspannung:<br />
32 sec + 10 sec +17 sec +26 sec +7 sec +(5x5 sec)= 117 sec<br />
2. Aufspannung<br />
Bearbeitungszeiten: Nutdrehen<br />
1. T1: 2 sec<br />
2. T8: 1,5 sec<br />
Span-Span-Zeit:<br />
1. 5sec<br />
Gesamtzeit 2. Aufspannung:<br />
2 sec + 1,5 sec + (2x5 sec)= 13,5 sec<br />
Gesamtfertigungszeit pro Fitting direkt an der Maschine gemessen:<br />
117sec + 13,5 sec = 130,5 sec
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
Fertigungskosten.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
Fertigungskosten <strong>für</strong> 50 Fittinge nach Arbeitsplan 2<br />
Drehen<br />
t = 30s <strong>für</strong> den Werkstückwechsel<br />
t = 10s <strong>für</strong> die Prüfzeit<br />
t = 117s <strong>für</strong> die 1. Aufspannung (aus Echtzeitmessung)<br />
t = 13,5s <strong>für</strong> die 2. Aufspannung (aus Echtzeitmessung)<br />
Drehen = 170,5 s/St<br />
Sonstige Zeiten und Kosten<br />
Rohstoff: 0,84 €/St (nach Kostenaufstellung)<br />
Lohnkosten: 35 €/Stunde<br />
Maschinenkosten: 75 €/Stunde<br />
Programmierzeit: 30min<br />
Konstruktionszeit: 30min<br />
Drehzeit <strong>für</strong> 50 Fittinge: 142min<br />
Zeit <strong>für</strong> einen Fitting<br />
202min : 50st = 4,04 min/St<br />
Lohnkosten: 35 €/Stunde : 60 x 4,04 min/St = 2,35 €<br />
Maschinenkosten: 75 €/Stunde : 60 x 4,04min/St = 5,05 €<br />
Materialkosten: = 0,84 €<br />
Gesamtpreis: = 912,00 € Einzelpreis: = 8,24 €<br />
Fertigungskosten <strong>für</strong> 1000 Fittinge nach Arbeitsplan 2<br />
Drehen<br />
t = 30s <strong>für</strong> den Werkstückwechsel<br />
t = 10s <strong>für</strong> die Prüfzeit<br />
t = 117s <strong>für</strong> die 1. Aufspannung (aus Echtzeitmessung)<br />
t = 13,5s <strong>für</strong> die 2. Aufspannung (aus Echtzeitmessung)<br />
Drehen = 170,5 s/St<br />
Sonstige Zeiten und Kosten<br />
Rohstoff: 0,84 €/St (nach Kostenaufstellung)<br />
Lohnkosten: 35 €/Stunde<br />
Maschinenkosten: 75 €/Stunde<br />
Programmierzeit: 30min<br />
Konstruktionszeit: 30min<br />
Drehzeit <strong>für</strong> 1000 Fittinge: 2842min<br />
Zeit <strong>für</strong> einen Fitting<br />
2902min : 1000St = 2,90 min/St<br />
Lohnkosten: 35 €/Stunde : 60 x 2,90 min/St = 1,69 €<br />
Maschinenkosten: 75 €/Stunde : 60 x 2,90 min/St = 3,62 €<br />
Materialkosten: = 0,84 €<br />
Gesamtpreis: = 6150,00 € Einzelpreis: = 6,15 €
<strong>Berufskolleg</strong> <strong>für</strong> <strong>Technik</strong> <strong>Ahaus</strong><br />
Fertigungs- und Prüftechnik<br />
– Berufsschule –<br />
Bildungsgang:<br />
<strong>Metall</strong><br />
CNC-Programm.doc - Projekt MI-M1 – 2004 - Fitting - Blatt 1 von 1<br />
CNC-Programm <strong>für</strong> Fitting<br />
%100<br />
N10 M42 (Getriebestufe)<br />
N20 G92 S2000 (Drehzahlbegrenzung)<br />
N30 G54<br />
N40 L6 (Werkzeugwechselpunkt)<br />
N50 T1 D1 (Schruppen Außenkontur)<br />
N60 F0.3 G96 S200 G90 M04<br />
N70 R20=762 R21=0 R22=5 R24=0.5 R25=0.5 R26=2 R27=42 R29=11 L95 P1<br />
N80 L6 (Werkzeugwechselpunkt)<br />
N90 T2 D2 (Schlichten Außenkontur)<br />
N100 F0.1 G96 S250 M04 G90<br />
N110 G00 X0 Z5<br />
N120 L762 P1<br />
N130 L6 (Werkzeugwechselpunkt)<br />
N140 T3 D3 (Bohren)<br />
N150 G94 S1500 F100 M03<br />
N160 G00 X0 Z3<br />
N170 G1 Z-35<br />
N180 G0 Z10<br />
N190 L6 (Werkzeugwechselpunkt)<br />
N200 T5 D5 (Innenkonturbearbeitung)<br />
N210 F0.05 G96 S250 M04 G90<br />
N220 R20=763 R21=23 R22=2 R24=0.1 R25=0.1 R26=1 R27=41 R29=43 L95 P1<br />
N230 L6 (Werkzeugwechselpunkt)<br />
N240 T6 D6 F0.05 G96 S250 M04 G90 (Abstechen)<br />
N250 G00 X40 Z-20<br />
N260 G01 X10<br />
N270 G00 X40<br />
N280 L6 (Werkzeugwechselpunkt)<br />
N290 M30 (Programmende)<br />
Programm: Werkzeugwechsel Unterprogramm: Außenkontur Unterprogramm: Innenkontur<br />
L6 L762 L763<br />
N10 G0 G53 X300 Z500<br />
N20 M17<br />
N10 G01 X0 Z0<br />
N20 X25<br />
N30 G01 Z-14.5<br />
N40 X29.6<br />
N50 X30 Z-14.7<br />
N60 Z-24<br />
N70 X35<br />
N80 M17<br />
N10 G1 X22.6 Z0<br />
N20 X22.2 Z-0.2<br />
N30 Z-14.5<br />
N40 X18<br />
N50 Z-20<br />
N60 X15<br />
N65 G0 Z10<br />
N70 M17<br />
%101 Programm <strong>für</strong> Nut<br />
N1 G90 G55 N13 G0 X24 Z1<br />
N2 G92 S3000 N14 G1 Z-3<br />
N3 L6 (Werkzeugwechselpunkt) N15 G4 X0.5<br />
N4 T1 D1(Schruppen) N16 G0 Z10<br />
N5 G96 S200 M4 F0.1 N17 L6 (Wekzeugwechselpunkt)<br />
N6 G0 X33 Z-0.5 N18 M30<br />
N7 G1 X30.2<br />
N8 X29.2 Z0<br />
N9 X16<br />
N10 L6 (Werkzeugwechselpunkt)<br />
N11 T8 D8 (Nut einstechen)<br />
N12 G94 S800 M4 F50