Arbeitsplan - Berufskolleg für Technik Ahaus
Arbeitsplan - Berufskolleg für Technik Ahaus
Arbeitsplan - Berufskolleg für Technik Ahaus

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Lfd.<br />
Nr.<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
<strong>Ahaus</strong><br />
Einzelteil<br />
Montage<br />
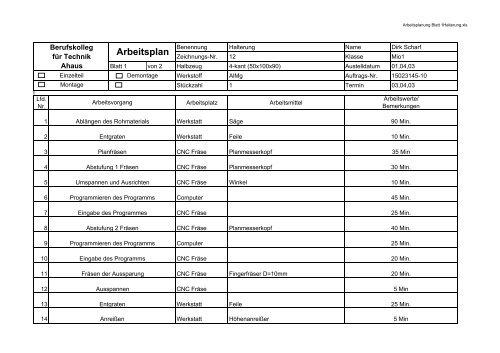
<strong>Arbeitsplan</strong><br />
Benennung<br />
Zeichnungs-Nr.<br />
Halterung<br />
12<br />
Name<br />
Klasse<br />
Dirk Scharf<br />
Mio1<br />
Blatt 1 von 2 Halbzeug 4-kant (50x100x90) Austelldatum 01,04,03<br />
Demontage Werkstoff AlMg Auftrags-Nr. 15023145-10<br />
Stückzahl 1 Termin 03,04,03<br />
Arbeitsvorgang<br />
1 Ablängen des Rohmaterials Werkstatt Säge<br />
2 Entgraten<br />
Werkstatt Feile<br />
Arbeitsplatz Arbeitsmittel<br />
3 Planfräsen<br />
CNC Fräse Planmesserkopf<br />
4 Abstufung 1 Fräsen<br />
CNC Fräse Planmesserkopf<br />
5 Umspannen und Ausrichten CNC Fräse Winkel<br />
6 Programmieren des Programms Computer<br />
7 Eingabe des Programmes CNC Fräse<br />
8 Abstufung 2 Fräsen CNC Fräse Planmesserkopf<br />
40 Min.<br />
9 Programmieren des Programms Computer<br />
10 Eingabe des Programms<br />
CNC Fräse<br />
11 Fräsen der Aussparung<br />
CNC Fräse Fingerfräser D=10mm<br />
12 Ausspannen<br />
CNC Fräse<br />
13 Entgraten<br />
Werkstatt Feile<br />
14 Anreißen<br />
Werkstatt Höhenanreißer<br />
Arbeitswerte/<br />
Bemerkungen<br />
90 Min.<br />
10 Min.<br />
35 Min<br />
30 Min.<br />
10 Min.<br />
45 Min.<br />
25 Min.<br />
25 Min.<br />
20 Min.<br />
20 Min.<br />
5 Min<br />
25 Min.<br />
5 Min<br />
<strong>Arbeitsplan</strong>ung Blatt 1Halterung.xls
Lfd.<br />
Nr.<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
<strong>Ahaus</strong><br />
Einzelteil<br />
Montage<br />
Benennung<br />
<strong>Arbeitsplan</strong> Zeichnungs-Nr.<br />
Halterung<br />
12<br />
Name<br />
Klasse<br />
Dirk Scharf<br />
Mio1<br />
Blatt 2 von 2 Halbzeug 4-kant (50x100x90) Austelldatum 01,04,03<br />
Demontage Werkstoff AlMg Auftrags-Nr. 15023145-10<br />
Stückzahl 1 Termin 03,04,03<br />
Arbeitsvorgang<br />
Arbeitsplatz Arbeitsmittel<br />
15 Körnern<br />
Werkstatt Körner, Hammer<br />
16 Einspannen<br />
Werkstatt Maschinenschrabstock<br />
17 Bohren<br />
Bohrmaschine 8.5 mm Bohrer<br />
18 Umspannen<br />
Werkstatt Maschinenschrabstock<br />
19 Bohren 2 mal<br />
Bohrmaschine 8.5 Bohrer<br />
20 Senken 2 mal<br />
Bohrmaschine 90 Grad Kegelsenker<br />
21 Gewinde schneiden 2 mal Werkstatt M10 Gewindedreisatz , Schneidöl<br />
22 Umspannen Werkstatt Maschinenschrabstock<br />
5 Min.<br />
23 Bohren 3 mal<br />
Bohrmaschine 6 mm Bohrer<br />
24 Entgraten 3 mal<br />
Bohrmaschine 90 Grad Kegelsenker<br />
Arbeitswerte/<br />
Bemerkungen<br />
7 Min.<br />
5 Min.<br />
5 Min.<br />
5 Min.<br />
15 Min.<br />
5 Min.<br />
15 Min.<br />
10 Min.<br />
5 Min.<br />
<strong>Arbeitsplan</strong>ung Blatt 2 Halterung.xls
Lfd.<br />
Nr.<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
<strong>Ahaus</strong><br />
Einzelteil<br />
Montage<br />
<strong>Arbeitsplan</strong><br />
Benennung<br />
Zeichnungs-Nr.<br />
Hebel Name<br />
Klasse MI-O2<br />
Blatt von Halbzeug Austelldatum<br />
Demontage Werkstoff Alu Auftrags-Nr.<br />
Stückzahl 1 Termin<br />
Arbeitsvorgang<br />
Arbeitsplatz Arbeitsmittel<br />
1 Werkstück sägen<br />
Werkstatt Bandsäge<br />
2 Werkstück entgraten<br />
Werkstatt Feile<br />
3 Werkstück nachmessen<br />
Werkstatt Messchieber<br />
4 Werkstück einspannen<br />
Werkstatt Schraubstock CNC-Fräse<br />
5 CNC-Programm eingeben<br />
Werkstatt CNC-Fräse<br />
6 Werkzeugrevolver bestücken<br />
Werkstatt CNC-Fräse<br />
7 Werkstück fräsen<br />
Werkstatt CNC-Fräse<br />
8 Werkstück nachmessen<br />
Werkstatt Messchieber<br />
9 Bohrungen anreißen Werkstatt Höhenanreißer<br />
Anreißplatte<br />
10 Bohrungen körnen<br />
Werkstatt Körner, Hammer<br />
11 Werkstück einspannen<br />
Werkstatt Schraubstock, Säulenbohrmaschine<br />
12 Bohrungen bohren<br />
Werkstatt Säulenbohrmaschine, ø4,8mm HSS-Bohrer<br />
13 Bohrung aufbohren<br />
Werkstatt Säulenbohrmaschine, ø6mm HSS-Bohrer<br />
14 Bohrungen senken<br />
Werkstatt Säulenbohrmaschine, Senker 90°<br />
15 Gewinde schneiden<br />
Werkstatt Windeisen, Gewindebohrer M6<br />
16 Bohrungen nachmessen<br />
Werkstatt Messchieber<br />
Arbeitswerte/<br />
Bemerkungen<br />
Schutzbrille<br />
Schutzbrille<br />
Schutzbrille<br />
Schutzbrille<br />
Schneidoel<br />
<strong>Arbeitsplan</strong>ung Hebel.xls
<strong>Arbeitsplan</strong>ung Bolzen.xls<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
<strong>Arbeitsplan</strong><br />
Programm-Nr.<br />
Name:<br />
Vitalij Ruff<br />
Maschine<br />
Steuerung<br />
Reckermann<br />
Heidenhein<br />
<strong>Ahaus</strong> Blatt von Klasse:<br />
Mi-O2<br />
Maschinen-Nr. TNC 155<br />
Werkstück<br />
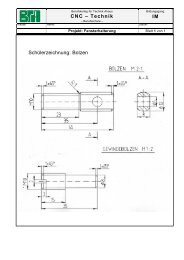
Bolzen<br />
Werkstoff<br />
CrMo4<br />
Zeichnungs-Nr. Halbzeug D12x45<br />
Datum: 10.04.2003<br />
Lfd.<br />
Nr.<br />
1<br />
Werkzeugnummer<br />
2 Anschlag, Nullpunkte setzen<br />
0<br />
Schnittgeschw.<br />
m/min<br />
Umdrehungsfrequenz<br />
1/min<br />
Vorschubgeschw.<br />
mm/min<br />
Spantiefe<br />
mm<br />
3 Erste Seite fräsen<br />
20 45 1200 200 2<br />
4<br />
5 Zweite Seite fräsen<br />
20 45 1200 200 2<br />
6 Senken<br />
11 40 800 80 1,5<br />
7 Bohren<br />
21 25 1220 180 4<br />
8<br />
Arbeitsvorgang<br />
Werkstück einspanen<br />
Das Werkstück umspanen<br />
Maßgenauigkeit überprüfen<br />
Bemerkungen<br />
Schraubstock HB<br />
3D-Taster<br />
Schaftfräser D12<br />
Schaftfräser D12<br />
HSS- Anbohrer D16<br />
HSS- Bohrer D6,5<br />
Messschieber
Werkzeugplan Halterung.xls<br />
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
Werkzeugplan<br />
Programm-Nr.<br />
Name:<br />
Halterung<br />
Dirk Scharf<br />
Maschine<br />
Steuerung<br />
CNC/Bohrmaschine<br />
810M<br />
<strong>Ahaus</strong><br />
Blatt von Klasse:<br />
MIO1<br />
Maschinen-Nr.<br />
Werkstück<br />
Werkstoff<br />
AlMg<br />
Zeichnungs-Nr. Halbzeug 4-Kant<br />
Datum:<br />
Lfd.<br />
Nr.<br />
Arbeitsvorgang<br />
Werkzeugnummer<br />
Schnittgeschw.<br />
m/min<br />
Umdrehungsfrequenz<br />
1/min<br />
Vorschubgeschw.<br />
mm/min<br />
Spantiefe<br />
mm<br />
1 Planfräsen<br />
D4 210 1028 500 2<br />
2 Abstufung 1 Fräsen<br />
D4 210 1028 500 2<br />
3 Abstufung 2 Fräsen<br />
D6 90 1432 215 2,5<br />
4 Fräsen der Aussparrung<br />
D12 95 3024 900 5<br />
5 Bohren 1<br />
50 1872 0,2mm<br />
6 Senken<br />
150 0,05mm<br />
7 Bohren 2<br />
50 2650 0,3mm<br />
8 Senken<br />
150 0,05mm<br />
Bemerkungen<br />
Planmesserkopf d=65mm<br />
Planmesserkopf d=65mm<br />
Schaftfräser d=20<br />
Schaftfräser d=10<br />
Bohrer d=8.5mm<br />
Kegesenker 90Grad<br />
Bohrer d=6mm<br />
Kegesenker 90Grad
<strong>Berufskolleg</strong><br />
<strong>für</strong> <strong>Technik</strong><br />
Werkzeugplan<br />
Programm-Nr.<br />
Name:<br />
Maschine<br />
Steuerung<br />
<strong>Ahaus</strong> Blatt von Klasse:<br />
MI-O2<br />
Maschinen-Nr.<br />
Werkstück<br />
Hebel<br />
Werkstoff<br />
Alu<br />
Zeichnungs-Nr. Halbzeug<br />
Datum:<br />
Werkz.<br />
Nr.<br />
Korr.<br />
Nr.<br />
Werkzeug-Benennung<br />
Schnittgeschw.<br />
m/min<br />
Umdrehungsfrequenz<br />
1/min<br />
Vorschubgeschw.<br />
mm/min<br />
Werkzeugplan Hebel.xls<br />
1 1 Messerkopf ø63mm<br />
640 3240 450 5<br />
2 2 Fräser <strong>für</strong> Nut 9mm<br />
640 2200 190 5<br />
3 3 Fräser ø5mm<br />
640 2500 128 3<br />
4 4 HSS-Bohrer ø4,8mm<br />
90 1200 6<br />
5 5 HSS-Bohrer ø6mm<br />
90 1200 6<br />
Ident.-<br />
Nr.<br />
zulässige Werte bei o.a. Werkstoff<br />
Spantiefe<br />
mm