
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Seite 3 des Schlussberichts zu IGF-Vorhaben 21.624 BR<br />
2.1.1 Prozessbeschreibung<br />
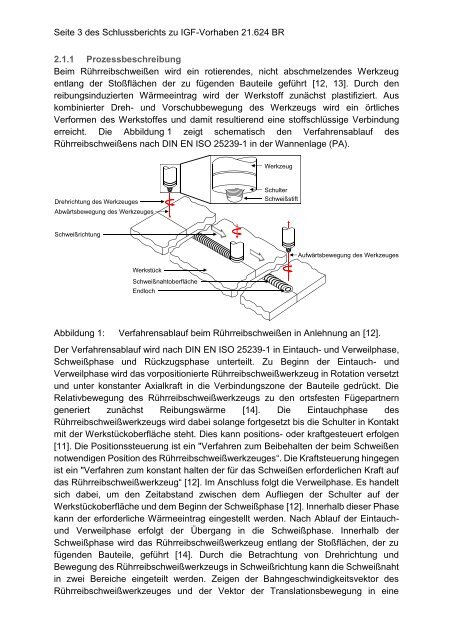
Beim Rührreibschweißen wird ein rotierendes, nicht abschmelzendes Werkzeug<br />
entlang der Stoßflächen der zu fügenden Bauteile geführt [12, 13]. Durch den<br />
reibungsinduzierten Wärmeeintrag wird der Werkstoff zunächst plastifiziert. Aus<br />
kombinierter Dreh- und Vorschubbewegung des Werkzeugs wird ein örtliches<br />
Verformen des Werkstoffes und damit resultierend eine stoffschlüssige Verbindung<br />
erreicht. Die Abbildung 1 zeigt schematisch den Verfahrensablauf des<br />
Rührreibschweißens nach DIN EN ISO 25239-1 in der Wannenlage (PA).<br />
Werkzeug<br />
Drehrichtung des Werkzeuges<br />
Abwärtsbewegung des Werkzeuges<br />
Schulter<br />
Schweißstift<br />
Schweißrichtung<br />
Aufwärtsbewegung des Werkzeuges<br />
Werkstück<br />
Schweißnahtoberfläche<br />
Endloch<br />
Abbildung 1: Verfahrensablauf beim Rührreibschweißen in Anlehnung an [12].<br />
Der Verfahrensablauf wird nach DIN EN ISO 25239-1 in Eintauch- und Verweilphase,<br />
Schweißphase und Rückzugsphase unterteilt. Zu Beginn der Eintauch- und<br />
Verweilphase wird das vorpositionierte Rührreibschweißwerkzeug in Rotation versetzt<br />
und unter konstanter Axialkraft in die Verbindungszone der Bauteile gedrückt. Die<br />
Relativbewegung des Rührreibschweißwerkzeugs zu den ortsfesten Fügepartnern<br />
generiert zunächst Reibungswärme [14]. Die Eintauchphase des<br />
Rührreibschweißwerkzeugs wird dabei solange fortgesetzt bis die Schulter in Kontakt<br />
mit der Werkstückoberfläche steht. Dies kann positions- oder kraftgesteuert erfolgen<br />
[11]. Die Positionssteuerung ist ein "Verfahren zum Beibehalten der beim Schweißen<br />
notwendigen Position des Rührreibschweißwerkzeuges“. Die Kraftsteuerung hingegen<br />
ist ein "Verfahren zum konstant halten der für das Schweißen erforderlichen Kraft auf<br />
das Rührreibschweißwerkzeug“ [12]. Im Anschluss folgt die Verweilphase. Es handelt<br />
sich dabei, um den Zeitabstand zwischen dem Aufliegen der Schulter auf der<br />
Werkstückoberfläche und dem Beginn der Schweißphase [12]. Innerhalb dieser Phase<br />
kann der erforderliche Wärmeeintrag eingestellt werden. Nach Ablauf der Eintauchund<br />
Verweilphase erfolgt der Übergang in die Schweißphase. Innerhalb der<br />
Schweißphase wird das Rührreibschweißwerkzeug entlang der Stoßflächen, der zu<br />
fügenden Bauteile, geführt [14]. Durch die Betrachtung von Drehrichtung und<br />
Bewegung des Rührreibschweißwerkzeugs in Schweißrichtung kann die Schweißnaht<br />
in zwei Bereiche eingeteilt werden. Zeigen der Bahngeschwindigkeitsvektor des<br />
Rührreibschweißwerkzeuges und der Vektor der Translationsbewegung in eine