

Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
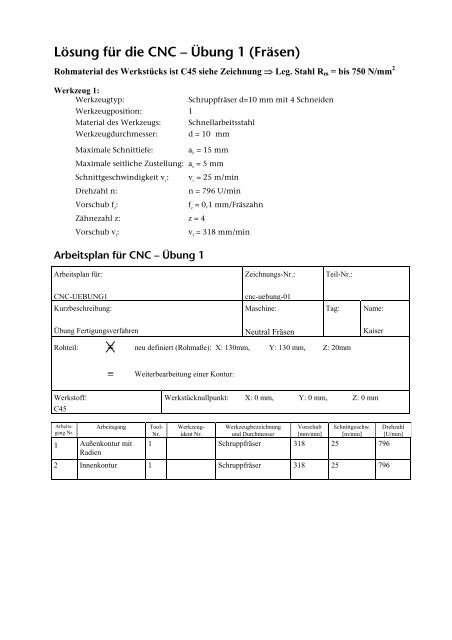
<strong>Lösung</strong> <strong>für</strong> <strong>die</strong> <strong>CNC</strong> <strong>–</strong> <strong>Übung</strong> 1 (<strong>Fräsen</strong>)<br />
Rohmaterial des Werkstücks ist C45 siehe Zeichnung ⇒ Leg. Stahl Rm = bis 750 N/mm 2<br />
Werkzeug 1:<br />
Werkzeugtyp: Schruppfräser d=10 mm mit 4 Schneiden<br />
Werkzeugposition: 1<br />
Material des Werkzeugs: Schnellarbeitsstahl<br />
Werkzeugdurchmesser: d = 10 mm<br />
Maximale Schnittiefe: a P = 15 mm<br />
Maximale seitliche Zustellung: a e = 5 mm<br />
Schnittgeschwindigkeit v c : v c = 25 m/min<br />
Drehzahl n: n = 796 U/min<br />
Vorschub f z : f z = 0,1 mm/Fräszahn<br />
Zähnezahl z: z = 4<br />
Vorschub v f : v f = 318 mm/min<br />
Arbeitsplan <strong>für</strong> <strong>CNC</strong> <strong>–</strong> <strong>Übung</strong> 1<br />
Arbeitsplan <strong>für</strong>:<br />
<strong>CNC</strong>-UEBUNG1<br />
Kurzbeschreibung:<br />
<strong>Übung</strong> Fertigungsverfahren<br />
Zeichnungs-Nr.:<br />
cnc-uebung-01<br />
Maschine:<br />
Neutral <strong>Fräsen</strong><br />
Teil-Nr.:<br />
Rohteil: ≡ neu definiert (Rohmaße): X: 130mm, Y: 130 mm, Z: 20mm<br />
Werkstoff:<br />
C45<br />
Arbeitsgang<br />
Nr.<br />
1<br />
2<br />
≡ Weiterbearbeitung einer Kontur:<br />
Arbeitsgang Tool-<br />
Nr.<br />
Außenkontur mit<br />
Ra<strong>die</strong>n<br />
Tag:<br />
Name:<br />
Kaiser<br />
Werkstücknullpunkt: X: 0 mm, Y: 0 mm, Z: 0 mm<br />
Werkzeug-<br />
ident Nr.<br />
Werkzeugbezeichnung<br />
und Durchmesser<br />
Vorschub<br />
[mm/min]<br />
Schnittgeschw.<br />
[m/min]<br />
1 Schruppfräser 318 25 796<br />
Innenkontur 1 Schruppfräser 318 25 796<br />
Drehzahl<br />
[U/min]
<strong>CNC</strong>-Programm <strong>für</strong> <strong>die</strong> <strong>CNC</strong>-<strong>Übung</strong> 1 (<strong>Fräsen</strong>)<br />
(PROGRAMM ZUR 1.ÜBUNG FERTIGUNGSVERFAHREN)<br />
(BENENNUNG: <strong>CNC</strong>-ÜBUNG 01.DWG)<br />
(ROHTEILMAßE: 130;130;20)<br />
(VERWENDETE WERKZEUGE: SCHRUPPFRAESER D=10MM MIT 4 ZAEHNEN AUS<br />
SCHNELLARBEITSSTAHL)<br />
(SCHRUPPRAESER D=10MM)<br />
(AUSSENKONTUR FRAESEN)<br />
(AUßENKONTUR MIT RADIEN WERKZEUG: SCHRUPPFRAESER D=10MM MIT 4 SCHNEIDEN)<br />
T1 S796 F318 M03<br />
G54<br />
G00 Z100 (SICHERHEITSHOEHE)<br />
G00 X5 Y-20<br />
G41 D1 (RADIUSKORREKTUR WIRD EINGESCHALTET...)<br />
G01 Y-10 (Verfahrbefehl als „Dummy“, um <strong>für</strong> <strong>die</strong> Radiuskorrektur G41..)<br />
G01 Z-5 (..<strong>die</strong> VORSCHUBRICHTUNG festzulegen und umzusetzen)<br />
G01 Y125<br />
G01 X125<br />
G01 Y-20<br />
(INNENKONTUR)<br />
G40 (RADIUSKORREKTUR UNNOETIG, MACHT DIE SACHE EHER KOMPLIZIERT)<br />
G00 X65<br />
G01 Y65<br />
G01 X0<br />
G00 X60<br />
G01 X130<br />
G00 X80<br />
G03 X65 Y50 I0 J-15<br />
G01 Y45<br />
G01 Y50<br />
G03 X50 Y65 I-15 J0<br />
G01 Z20<br />
G00 X60 Y80 Z100 (SICHERHEITSABSTAND VOM ROHTEIL)<br />
G40<br />
M30
<strong>Lösung</strong> <strong>für</strong> <strong>die</strong> <strong>CNC</strong> <strong>–</strong> <strong>Übung</strong> 2 (<strong>Fräsen</strong>)<br />
Rohmaterial des Werkstücks ist St37 siehe Zeichnung ⇒ Unleg. Stahl Rm = bis 700<br />
N/mm 2<br />
Werkzeug 1:<br />
Werkzeugtyp: Schruppfräser d= 6 mm mit 4 Schneiden<br />
Werkzeugposition: 1<br />
Material des Werkzeugs: Schnellarbeitsstahl<br />
Werkzeugdurchmesser: d = 6 mm<br />
Maximale Schnittiefe: a P = 9 mm<br />
Maximale seitliche Zustellung: a e = 3 mm<br />
Schnittgeschwindigkeit v c : v c = 35 m/min<br />
Drehzahl n: n = 1857 U/min<br />
Vorschub f z : f z = 0,15 mm/Fräszahn<br />
Zähnezahl z: z = 4<br />
Vorschub v f : v f = 1114 mm/min<br />
Werkzeug 2:<br />
Werkzeugtyp: Bohrnutenfräser d= 5 mm mit 4 Schneiden<br />
Werkzeugposition: 2<br />
Material des Werkzeugs: Schnellarbeitsstahl<br />
Werkzeugdurchmesser: d = 5 mm<br />
Maximale Schnittiefe: a P = 2,5 mm<br />
Maximale seitliche Zustellung: a e = 2,5 mm<br />
Schnittgeschwindigkeit v c : v c = 35 m/min<br />
Drehzahl n: n = 2228 U/min<br />
Vorschub f z : f z = 0,07 mm/Fräszahn<br />
Zähnezahl z: z = 4<br />
Vorschub v f : v f = 624 mm/min<br />
Werkzeug 3:<br />
Werkzeugtyp: Bohrnutenfräser d= 4 mm mit 2 Schneiden<br />
Werkzeugposition: 3<br />
Material des Werkzeugs: Schnellarbeitsstahl<br />
Werkzeugdurchmesser: d = 4 mm<br />
Maximale Schnittiefe: a P = 2 mm<br />
Maximale seitliche Zustellung: a e = 2 mm<br />
Schnittgeschwindigkeit v c : v c = 35 m/min<br />
Drehzahl n: n = 2785 U/min<br />
Vorschub f z : f z = 0,07 mm/Fräszahn<br />
Zähnezahl z: z = 4<br />
Vorschub v f : v f = 390 mm/min
Arbeitsplan <strong>für</strong> <strong>CNC</strong> <strong>–</strong> <strong>Übung</strong> 2<br />
Arbeitsplan <strong>für</strong>:<br />
<strong>CNC</strong>-UEBUNG2<br />
Kurzbeschreibung:<br />
<strong>Übung</strong> Fertigungsverfahren<br />
Zeichnungs-Nr.:<br />
cnc-uebung-021<br />
Maschine:<br />
Neutral <strong>Fräsen</strong><br />
Teil-Nr.:<br />
Rohteil: ≡ neu definiert (Rohmaße): X: 60 mm, Y: 60 mm, Z: 30 mm<br />
Werkstoff:<br />
St37<br />
Arbeitsgang<br />
Nr.<br />
1<br />
2<br />
3<br />
4<br />
≡ Weiterbearbeitung einer Kontur:<br />
Arbeitsgang Tool-<br />
Nr.<br />
Außenkontur mit<br />
Ra<strong>die</strong>n<br />
Tag:<br />
Name:<br />
Kaiser<br />
Werkstücknullpunkt: X: 0 mm, Y: 0 mm, Z: 0 mm<br />
Werkzeug-<br />
ident Nr.<br />
Werkzeugbezeichnung<br />
und Durchmesser<br />
Vorschub<br />
[mm/min]<br />
Schnittgeschw.<br />
[m/min]<br />
1 Schruppfräser 1114 35 1857<br />
Kreistasche 2 Bohrnutenfräser 2228 35 2228<br />
Rechtecktasche 2 Bohrnutenfräser 2228 35 2228<br />
Bohrlöcher 3 Bohrer 390 35 2785<br />
<strong>CNC</strong>-Programm <strong>für</strong> <strong>die</strong> <strong>CNC</strong>-<strong>Übung</strong> 2 (<strong>Fräsen</strong>)<br />
(PROGRAMM ZUR 2.ÜBUNG FERTIGUNGSVERFAHREN)<br />
(BENENNUNG: <strong>CNC</strong>-ÜBUNG 02.DWG)<br />
(ROHTEILMAßE: 60;60;30)<br />
(VERWENDETE WERKZEUGE: SCHRUPPFRAESER D=6MM; BOHRNUTENFRAESER D=5MM BOHRER<br />
D=4MM)<br />
(ALLE FRAESER AUS SCHNELLARBEITSSTAHL)<br />
(AUßENKONTUR MIT RADIEN FRAESEN)<br />
(WERKZEUG: SCHRUPPFRAESER D=6MM MIT 4 SCHNEIDEN)<br />
T1 S1857 F1114 M03<br />
G54<br />
G00 Z100<br />
G00 X0 Y-10 Z10<br />
G41 D1<br />
G00 X2.5 Y-5<br />
G01 Z-7.5<br />
G01 Y55<br />
G02 X5 Y57.5 I2.5 J0<br />
G01 X55<br />
G02 X57.5 Y55 I0 J-2.5<br />
G01 Y5<br />
G02 X55 Y2.5 I-2.5 J0<br />
G01 X5<br />
G02 X2.5 Y5 I0 J2.5<br />
G00 Z20<br />
G00 X60 Y80 Z100<br />
G40<br />
Drehzahl<br />
[U/min]
(WERKZEUGWECHSEL (BOHRNUTENFRAESER D=5MM MIT 4 SCHNEIDEN)<br />
T2 S2228 F624 M03<br />
G54<br />
G00 Z100<br />
(KREISTASCHE)<br />
L96 R017.5 R022 R03-10 R04100 R063 R15100 R2230 R2321.5 R2412.5<br />
(RECHTECKTASCHE)<br />
L95 R017.5 R022 R03-5 R04100 R063 R1235 R1312.5 R15100 R2230 R2329<br />
(INNENKONTUR)<br />
G00 X20<br />
G00 Y62<br />
G01 X22.5 Y60 Z-7.5<br />
G01 Y44<br />
G01 X37.5<br />
G01 Y59<br />
G01 X30<br />
G03 X30 Y59 I0 J-7.5<br />
G01 Z20<br />
G00 X60 Y80 Z100<br />
(WERKZEUGWECHSEL BOHRER D=4MM MIT 2 SCHNEIDEN)<br />
(BOHRLOECHER)<br />
T3 S2785 F390 M03<br />
G00 X8.75 Y10 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X8.75 Y40 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X8.75 Y50 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X51.5 Y50 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X51.5 Y40 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X51.5 Y10 Z8<br />
L82 R012 R026 R03-20 R055<br />
G00 X60 Y80 Z100<br />
M30








![Bilanzanalyse Druckvorlage.ppt [Schreibgeschützt]](https://img.yumpu.com/6737099/1/190x135/bilanzanalyse-druckvorlageppt-schreibgeschutzt.jpg?quality=85)




