hinweis - Kitagawa Europe
hinweis - Kitagawa Europe
hinweis - Kitagawa Europe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
NC DREHTISCH<br />
BETRIEBSANLEITUNG<br />
Modell:DM100<br />
GEFAHR<br />
Übersetzung der Originalanleitung<br />
・ Diese Betriebsanleitung ist für Betriebsingenieure und Mitarbeiter in<br />
der Wartung gedacht, die für den Betrieb dieses Produkts<br />
verantwortlich sind. Anfänger sollten sich von erfahrenen Mitarbeitern,<br />
vom Händler oder von uns anleiten lassen.<br />
・ Lesen Sie diese Betriebsanleitung vor der Installation, dem Betrieb<br />
oder der Wartung dieses Geräts genau durch und beachten Sie die<br />
Sicherheitskennzeichen am Gerät. Ein Nichtbefolgen dieser Anleitung<br />
und der Sicherheitsvorkehrungen kann zu schweren Verletzungen, Tod<br />
oder zu Sachschäden führen.<br />
・ Bewahren Sie diese Betriebsanleitung in der Nähe des Geräts auf, um<br />
später nachschlagen zu können.<br />
・ Sollten aus dieser Betriebsanleitung Fragen bezüglich der Sicherheit<br />
entstehen, erkundigen Sie sich bitte beim Händler oder wenden Sie<br />
sich an uns.<br />
MA0634EHG
Vielen Dank, dass Sie sich für den NC-Rundtisch von <strong>Kitagawa</strong> entschieden haben.<br />
<strong>Kitagawa</strong>, ein weltweit renommierter Hersteller von Präzisionsgeräten, hat den besten<br />
NC-Rundtisch entwickelt, wobei bei seiner grundlegenden Konzeption der Schwerpunkt auf<br />
hohe Präzision und Stabilität gelegt wurde.<br />
Diese Vorrichtung ist für den Einsatz an Bearbeitungszentren konzipiert und dient zum<br />
Schalten der Werkstücke in die gewünschte Bearbeitungsposition. Wenn Sie die<br />
Vorrichtung zu anderen Zwecken verwenden möchten, wenden Sie sich bitte vorher an uns.<br />
Dieser NC-Rundtisch wurde so konstruiert, dass er für viele Jahre eine hohe Präzision<br />
gewährleistet. Damit eine optimale und problemlose Leistung gewährleistet ist, lesen Sie<br />
bitte diese Bedienungsanleitung sorgfältig vor dem Gebrauch des Gerätes durch und<br />
bewahren Sie diese Kopie auf, um sie später zur Hand zu haben.<br />
Beachten Sie bitte strickt die Verfahren mit den folgenden Warnzeichen , um ernsthafte<br />
Verletzungen und/oder Unfälle zu vermeiden.<br />
Warnzeichen<br />
Dieses "Warnzeichen" wird in der Industrie verwendet. Dieses Symbol dient dazu, Ihre<br />
Aufmerksamkeit auf Gegenstände oder Vorgänge zu richten, die für Sie oder andere<br />
Personen, die dieses Gerät verwenden, gefährlich sein könnten.<br />
Bitte lesen Sie diese Hinweise sorgfältig und befolgen Sie diese Anweisungen. Es ist wichtig,<br />
dass Sie die Anweisung lesen und Sicherheitsregeln befolgen wenn Sie diese Einheit<br />
aufbauen.<br />
GEFAHR<br />
WARNUNG<br />
VORSICHT<br />
HINWEIS<br />
Weist auf eine bevorstehende gefährliche Situation<br />
hin, die - falls sie nicht vermieden wird - zum Tode<br />
oder einer ernsthaften Verletzung führt.<br />
Weist auf eine potenzielle gefährliche Situation hin,<br />
die - falls sie nicht vermieden wird - zum Tode oder<br />
einer ernsthaften Verletzung führen könnte.<br />
Weist auf eine potenzielle gefährliche Situation hin,<br />
die - falls sie nicht vermieden wird - zum Tode oder<br />
einer ernsthaften Verletzung führen könnte.<br />
Anweisungen zur Erhaltung der Leistungsfähigkeit<br />
des Tischs und Vermeidung von Störungen und<br />
Fehlern.
EG-KONFORMITÄTSERKLÄRUNG<br />
Hiermit erklären wir, dass unser nachstehend genanntes Produkt den grundlegenden<br />
Anforderungen der einschlägigen EG-Richtlinien zu Gesundheit und Sicherheit entspricht.<br />
Produkt : NC-DREHTISCH<br />
Typ : Serie MR, Serie GT, Serie MX, Serie TMX,<br />
Serie THX, Serie TRX, Serie TLX, Serie TBX,<br />
Serie TUX, Serie TR, Serie TL, Serie LR,<br />
Serie TM, Serie TH, Serie TT, Serie TW<br />
Serie DM<br />
Richtlinien : Maschinenrichtlinie 2006/42/EG<br />
EMV-Richtlinie 2004/108/EG<br />
Die Konformität des oben genannten Produkts mit den obigen Richtlinien wurde unter<br />
Anwendung der folgenden europäischen Normen bescheinigt.<br />
Maschinenrichtlinie:<br />
EN ISO 12100-1:2003+A1:2009, EN ISO 12100-2:2003+A1:2009,<br />
EN ISO 14121-1:2007, EN 60204-1: 2006+A1:2009, sonstige Normen<br />
EMV-Richtlinie:<br />
Emissionen: EN 55011+A2:2007<br />
Unempfindlichkeit: EN 61000-6-2:2005
INHALTSVERZEICHNIS<br />
1. Für Ihre Sicherheit ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1<br />
2. Außenansicht ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 8<br />
3. Spezifikationenz ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 9<br />
4. Genauigkeitsvorgaben ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 11<br />
5. Vorbereitung ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 12<br />
5-1. Transport und Aufstellung an EDM-Maschine<br />
5-2. Schmieröl<br />
5-3. Erforderliche Schmierölmengen<br />
5-4. Empfohlene Schmieröle<br />
5-5. Sicherheit in Verbindung mit dem für die Vorrichtung verwendeten<br />
Öl und Rostschutzöl<br />
5-6. Luftausblasung<br />
6. Inspektion ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 18<br />
7. Verwendung des NC-Drehtisches ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 18<br />
8. Werkstücke einspannen ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 19<br />
8-1. Werkstückform<br />
8-2. Berechnung der Trägheit<br />
9. Wartungsarbeiten ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 21<br />
9-1. Maßnahmen im Falle von Funktionsstörungen und Zerlegung<br />
9-2. Vor Durchführung von Wartungsarbeiten<br />
10. Geradstirnrad-Spiel einstellen ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 22<br />
11. Integrierte Nullpunktrückstellvorrichtung ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 24<br />
11-1. Verzögerungsanschlag für Nullpunktrückstellung<br />
11-2. Einstellen der Anschlagposition<br />
11-3. Sensormechanismus<br />
12. Auswechslung der Kohlebürste ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 26<br />
13. Motorgehäuse ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 27<br />
13-1. Abmontieren<br />
13-2. Anbringen<br />
13-3. Abdichten zum Schutz gegen Wasser<br />
14. Motor ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 29<br />
14-1. Abmontieren<br />
14-2. Anbringen<br />
14-3. Anbringen von Geradstirnrädern<br />
Seite
15. Rohrleitungen ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・<br />
Seite<br />
32<br />
15-1. Abmontieren<br />
15-2. Anbringen<br />
16. Stecker ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 34<br />
16-1. Abmontieren<br />
16-2. Anbringen<br />
17. Fehlersuche ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 36<br />
18. Teileliste ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 38<br />
19. Lagerung ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43<br />
20. Entsorgung des NC-Drehtisches ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43<br />
21. Referenzdaten ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 44<br />
Anhänge<br />
Anhang 1 Außenansicht<br />
Anhang 2 Schaltplan<br />
Anhang 3 Tafel-Detailansicht
1. Für Ihre Sicherheit<br />
Wesentliche Sicherheitstipps<br />
Lesen Sie dieses Handbuch und befolgen Sie die Anweisungen sorgfältig.<br />
Wir können keine Verantwortung für Schäden oder Unfälle übernehmen, die durch einen<br />
Missbrauch der NC-Rundschalttische<br />
aufgrund von Nichteinhaltung der Sicherheitsanweisungen entstanden sind.<br />
Vor Wartung, Inspektion oder Reparatur der Vorrichtung die Hauptstromzufuhr<br />
abschalten. Bei Nichtbefolgung dieser Anweisung können schwere<br />
Körperverletzungen und/oder Unfälle verursacht werden.<br />
Gefahr von elektrischen Schlägen!<br />
1<br />
Aus<br />
GEFAHR<br />
Ein<br />
Aus
Beim Anbringen der Vorrichtung auf dem Maschinentsich alle Schrauben fest<br />
anziehen.<br />
Anderenfalls kann der NC-Drehtisch<br />
herunterfallen und es können elektrische<br />
Schläge verursacht werden.<br />
Die Schrauben fest wie angegeben anziehen.<br />
Größe der<br />
Sechskantsschraube<br />
2<br />
Drehmoment (Nm)<br />
M6 11,8<br />
M8 28,4<br />
M10 57,0<br />
Zur Vermeidung von schweren Unfällen und/oder Körperverletzungen<br />
sicherstellen, dass der Arbeitsbereich frei von nicht hierhin gehörenden<br />
Gegenständen ist und dass die Hände während des Betriebs nicht im<br />
Arbeitsbereich sind.<br />
Hände und/oder werden sonst eingeklemmt<br />
und es können elektrische Schläge<br />
verursacht werden.<br />
Keine Schnittkraft anwenden. (Diese Maschine nur für funkenerosive<br />
Bearbeitung verwenden.)<br />
Der NC-Drehtisch kann beschädigt werden<br />
und Werkstücke können umhergeschleudert<br />
werden oder brechen..<br />
WARNUNG
Bitte wenden Sie sich an ihren jeweiligen Vertriebshändler, bevor Sie<br />
Änderungen an der Vorrichtung vornehmen.<br />
NEIN!<br />
Ausreichend Abstand zwischen der Vorrichtung und anderen<br />
Maschinenkomponenten lassen.<br />
Der NC-Drehtisch kann beschädigt werden und es können elektrischen Schläge verursacht<br />
werden. Kabel und Schläuche nicht stark knicken und Berührungen zwischen Maschine und<br />
Kabeln und Schläuchen vermeiden.<br />
Durch Beschädigung des NC-Drehtisches können elektrischen Schläge verursacht werden.<br />
3<br />
WARNUNG
Verwenden Sie eine Auflage, eine Lünette oder einen Reitstock für schwere und<br />
lange Werkstücke, um Verletzungen und/oder Unfälle zu verhindern.<br />
Das Erdungskabel anschließen.<br />
Der NC-Drehtisch kann beschädigt werden und es<br />
können elektrischen Schläge verursacht werden.<br />
Erdungskabel<br />
Lünette<br />
4<br />
Werkstück<br />
WARNUNG<br />
Reitstock
Erschütterungen und Stöße durch Gegenstände vermeiden, die zu<br />
Beschädigungen an inneren Mechanismen führen können.<br />
Der NC-Drehtisch kann beschädigt<br />
werden und es können elektrischen<br />
Schläge verursacht werden.<br />
Während des Transportes der Einheit stellen Sie bitte sicher, dass Sie<br />
Ringschrauben und ein geeignetes Seil verwenden.<br />
Seil<br />
NEIN!<br />
5<br />
Ringschraube<br />
VORSICHT
Saubere Luft durch das Luft-Kombinationsgerät<br />
(Luftfilter, Ölnebelabscheider, Regler) und Ablasssammler leiten.<br />
Es kommt zu Rostbildung und Schäden an<br />
den elektrischen Einrichtungen.<br />
HEREIN<br />
Luftfilter<br />
HERAUS<br />
Regler<br />
Ablass Ölnebelabscheide<br />
Das Wasser im Luftfilter regelmäßig ablassen.<br />
(Ein Automatisches Ablasssystem wird empfohlen.)<br />
Ablasssammler.<br />
(entsprechend Typ von AMG, SMC)<br />
6<br />
VORSICHT
Das Schmieröl jährlich wechseln.<br />
Bringen Sie alle Abdeckungen mit O-Ringen an.<br />
(Keine Beschädigungen der O-Ringe)<br />
O-ring<br />
O-ring<br />
7<br />
HINWEIS
2. Außenansicht<br />
Die folgende Zeichnung zeigt die Standard-Außenansicht des DMM100. Das Motorgehäuse<br />
und die Kabel in der folgenden Zeichnung entsprechen der <strong>Kitagawa</strong>-Standardspezifikation<br />
der Steuerung (MACmini iDM 200W). Weitere Informationen zu den Spezifikationen können<br />
der Komplettansicht im Anhang entnommen werden.<br />
Wartungsschild der Stromabnehmerbürste<br />
Kabel<br />
Schmieröleinfüllöffnung<br />
Tisch<br />
Rohr für Luftspülung<br />
Erdung für Stromabnehmer<br />
Schmierölablassöffnung<br />
8<br />
Rohr<br />
Schrauben für<br />
Augbolzen (zum Heben)<br />
Motorgehäus<br />
Ölstandsmesser<br />
Die Außenansicht zeigt das Modell DMM100.model.
3. Spezifikationenz<br />
Gegenstand<br />
9<br />
Modell<br />
DM(M)100<br />
1 Tischdurchmesser mm φ100<br />
2 Tischhöhe mm 120<br />
3 Spitzenhöhe mm 65<br />
4 Zentrierbohrungsdurchmesser mm φ45<br />
5 Durchmesser der Tischdurchgangsbohrung mm φ40<br />
6 Zulässiger Werkstückdurchmesser mm φ100<br />
7 Zulässiges Werkstückgewicht kg 20<br />
8 Zulässige Werkstückträgheit kg・m 2<br />
0,025<br />
9 Gesamtuntersetzung 1/120<br />
10 Max. Drehzahl min -1 3,0<br />
11 Gewicht des Drehtisches kg 20<br />
12 Max. Bearbeitungsstrom A Unter 20<br />
13 Betriebstemperaturbereich °C 5~40<br />
14<br />
Zulässige Einsatzhöhe<br />
(über dem Meeresspiegel)<br />
m 1000 oder weniger<br />
15 Lagertemperaturbereich °C -10~60<br />
16 Grad der Umweltverschmutzung Stufe 3<br />
17 Lärmpegel dB 79<br />
※Der Lärmpegel wird an vier Stellen jeweils in einem Abstand von 1 m vom NC-Drehtisch<br />
gemessen: vor und hinter dem Drehtisch sowie links und rechts davon.<br />
※Vor Lagerung der Vorrichtung sind geeignete Rostschutzmaßnahmen zu treffen. Der<br />
Lagerort muss trocken, frei von Kondenswasser und gegen Frost geschützt sein.
HINWEIS<br />
HINWEIS<br />
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
Die max. Drehzahl beträgt 360 min -1 .<br />
In der obigen Liste sind die Werte für die Standardausführung<br />
angegeben. Zu Einzelheiten siehe die Komplettansicht.<br />
Sicherstellen, dass die zulässige Werkstückträgheit bei den<br />
Werkstücken, die die sonstigen zulässigen Werte einhalten,<br />
nicht überschritten wird.<br />
Es besteht die Möglichkeit, dass aufgrund des Gewichts oder<br />
der Form des Werkstücks oder der Schnittbedingungen etc.<br />
ein Reitstock benötigt wird.<br />
Zu den Einsatzbedingungen für den Tisch siehe die obige<br />
Spezifikationstabelle und die Vorsichts<strong>hinweis</strong>e. Die<br />
einzelnen Bearbeitungsbedingungen so festlegen, dass<br />
kein zulässiger Wert überschritten wird.<br />
10
4. Genauigkeitsvorgaben<br />
(Einheit: mm)<br />
Prüfpunkte Zulässiger Wert<br />
1 Maßabweichung der Spindelmittenbohrung 0,010<br />
2 Ebenheit/Geradheit der Tischoberfläche 0,005<br />
3 Ebenheit/Geradheit der Tischoberfläche und<br />
der Sockelunterfläche<br />
Auf gesamte<br />
Länge<br />
0,010<br />
4 Parallelität zwischen Spindelmittellinie und<br />
vertikale Passfläche<br />
5 Ebenheit/Geradheit der Tischoberfläche<br />
(konkave Seite).<br />
1<br />
4<br />
11<br />
Auf 150 mm 0,010<br />
Auf gesamte<br />
Länge<br />
0,005<br />
6 Schaltgenauigkeit Aufsummiert 30 s<br />
7 Wiederholgenauigkeit Aufsummiert 5 s<br />
6,7 Schaltgenauigkeit wird mit Autokollimator gemessen.<br />
2<br />
5<br />
3
5. Vorbereitung<br />
Die Vorrichtung auspacken und das Verpackungsmaterial ausrangieren. Probebetrieb und<br />
Vorbereitung ausführen und die folgenden Hinweise zur Aufstellung der Einheit an<br />
EDM-Maschinen beachten.<br />
5-1. Transport und Aufstellung an EDM-Maschine<br />
1) Vor dem Anheben der Vorrichtung die mitgelieferten Augenschrauben sicher und fest<br />
einschrauben. Ein Drahtseil mit ausreichender Tragfähigkeit zum Anheben der<br />
Vorrichtung verwenden.<br />
2) Die Flächen der Vorrichtung und den Werkstückaufnahmesockel der EDM-Maschine<br />
gründlich mit einem geeigneten Reinigungsmittel säubern und die Flächen auf Grate<br />
oder Defekte prüfen. Werden Grate oder Defekte festgestellt, die Probleme verursachen<br />
können, diese mit einem Ölwetzstein beseitigen.<br />
3) Die für einwandfreien Betrieb am besten geeignete Stelle suchen und die Vorrichtung<br />
dort aufstellen.<br />
4) Die Tischvorrichtung fest und sicher mit den vorhandenen Aufspannvorrichtungen an<br />
der EDM-Maschine festklemmen.<br />
5) Das Erdungskabel korrekt an den Werkstückaufnahmesockel der EDM-Maschine<br />
anschließen. Der Leiterquerschnitt des Erdungskabels muss mindestens 2,5 mm 2<br />
betragen und das Erdungskabel muss für den max. Bearbeitungsstrom A ausgelegt<br />
sein.<br />
GEFAHR<br />
WARNUNG<br />
Betreten Sie während des Transports nicht den Bereich<br />
unter dem NC-Drehtisch.<br />
Durch unvorhergesehene Probleme können sich<br />
Hebevorrichtungen lösen, wodurch der NC-Drehtisch auf<br />
Sie herabfallen kann.<br />
Wird die Vorrichtung in einer EDM-Maschine installiert, darf<br />
es nicht zu Kollisionen mit Komponenten dieser Maschine<br />
kommen. Insbesondere Behinderungen zwischen den<br />
Kabeln, dem Relaiskasten oder dem NC-Drehtisch und dem<br />
Betriebstank der EDM-Maschine, der Düse oder der mit<br />
Kappe versehenen Elektrode sind zu vermeiden.<br />
12
WARNUNG<br />
WARNUNG<br />
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
Die Leiterkabel und das Erdungskabel müssen frei von<br />
Beschädigung und Beanspruchung sein und dürfen nicht<br />
eingeklemmt werden. Beschädigte Leiter- oder<br />
Erdungskabel können elektrische Schläge verursachen.<br />
Montageaufnahmen effektiv nutzen und die<br />
Klemmschrauben mit den vorgeschriebenen<br />
Anzugsmomenten festziehen.<br />
Transport- und Hebevorrichtungen dürfen nur von dafür<br />
qualifizierten Personen bedient werden.<br />
Werden Transportvorrichtungen von dafür nicht<br />
qualifizierten Personen bedient, kann der NC-Drehtisch<br />
oder die Maschine infolge von Bedienfehlern Schaden<br />
nehmen oder es können Unfälle verursacht werden.<br />
Wird der NC-Drehtisch auf einer Palette transportiert,<br />
müssen geeignete Maßnahmen gegen Umkippen oder<br />
Herunterfallen getroffen werden.<br />
Ist der NC-Drehtisch instabil und nicht sicher auf der Palette<br />
befestigt und wird er in diesem Zustand transportiert, kann<br />
der NC-Drehtisch umkippen und von der Palette<br />
herunterstürzen.<br />
Vor einem Standortwechsel des NC-Drehtisches die<br />
Elektrokabel abklemmen und die Rohrleitungen für das<br />
Betriebsmedium lösen.<br />
Wird der NC-Drehtisch mit noch angeschlossenen und<br />
herunterhängenden Elektrokabeln und<br />
Betriebsmedium-Rohrleitungen an einen anderen Aufstellort<br />
transportiert, kann er oder die ihn transportierenden<br />
Techniker aus dem Gleichgewicht geraten, wodurch<br />
unvorhergesehene Unfälle verursacht werden können.<br />
Elektrokabel oder Betriebsmedium-Rohrleitungen können<br />
beim Standortwechsel beschädigt werden. Wird der<br />
NC-Drehtisch wieder an der Maschine montiert, kann es zu<br />
unvorhergesehenen Unfällen kommen.<br />
13
Falls es nicht möglich ist, die Elektrokabel und die<br />
Rohrleitungen für das Betriebsmedium abzutrennen,<br />
müssen sie am NC-Drehtisch gesichert werden.<br />
5-2. Schmieröl<br />
Vor der Auslieferung ist bereits Schmieröl in den NC-Drehtisch von KITAGAWA gefüllt<br />
worden. Vor der Inbetriebnahme prüfen, ob Schmieröl bis zur Mittelinie des<br />
Ölstandsmessers eingefüllt ist.<br />
VORSICHT<br />
VORSICHT<br />
Das Schmieröl einmal jährlich wechseln, unabhängig von<br />
der Einsatzhäufigkeit. Zunächst sämtliches Öl aus der<br />
Vorrichtung ablassen. Beim Einfüllen von Öl in die<br />
Vorrichtung sicherstellen, dass der Bereich um die<br />
Einfüllöffnung gesäubert wird, so dass keine Fremdpartikel<br />
in das System eindringen können. In diesem Fall fressen<br />
wichtige Komponenten wie z.B. Schneckenräder, Achslager<br />
etc. fest oder die Bearbeitungsgenauigkeit nimmt ab. Das in<br />
der folgenden Tabelle empfohlene Öl verwenden.<br />
Nicht zu viel Öl einfüllen.<br />
5-3. Erforderliche Schmierölmengen<br />
MODELL DM(M)100<br />
Ölmenge (Liter) 0,12<br />
☆ Daphne Multiway 32MT (Idemitsu) ist werkseitig vor der Auslieferung eingefüllt worden.<br />
5-4. Empfohlene Schmieröle<br />
(Viskositätsklasse ISO VG32)<br />
Hersteller Name des Öls<br />
IDEMITSU Daphne Multiway 32MT<br />
MOBIL Vactra oil No. 1<br />
JOMO Slidus HS32<br />
SHELL Shell Tonna oil S32<br />
NIPPON OIL Uniway 32<br />
COSMO Dynaway 32<br />
14
5-5. Sicherheit in Verbindung mit dem für die Vorrichtung verwendeten Öl<br />
und Rostschutzöl<br />
5-5-1. Anwendungsbereich<br />
・ Vorgegebenes Schmieröl<br />
・ Vorgegebenes Hydrauliköl (nicht zu verwenden für MR, MX, GT, TM2100・3100,<br />
TH2100・3100, TT(S)101・120, TT140, DM)<br />
・ Bei Auslieferung auf die Vorrichtung aufgetragenes Rostschutzöl (Houghton Japan,<br />
Rust Veto 377)<br />
5-5-2. Erste-Hilfe-Maßnahmen<br />
Bei Einatmung: Falls zu viel Schadstoffe eingeatmet wurden, an die frische Luft gehen und<br />
den Körper mit einer Decke umhüllen, um sich warm zu halten.<br />
Gegebenenfalls einen Arzt aufsuchen.<br />
Bei Hautkontakt: Das Öl abwischen und die betreffenden Stellen mit Wasser und Seife<br />
abwaschen. Falls die Haut juckt oder sich entzündet, sofort einen Arzt<br />
aufsuchen.<br />
Bei Augenkontakt: Die Augen mindestens 15 Minuten lang mit klarem Wasser ausspülen<br />
und dann einen Arzt aufsuchen.<br />
Bei versehentlichem Schlucken: Sofort einen Arzt aufsuchen - nicht zwanghaft Erbrechen<br />
hervorrufen. Den Mund gründlich mit Wasser ausspülen.<br />
・ Falls andere als die angegebenen Schmier- und Hydrauliköle oder kundenseitig<br />
vorbereitete Rostschutzöle verwendet werden sollen, siehe die für die jeweiligen<br />
Öle vorbereiteten Sicherheitsinformationen.<br />
5-5-3. Entzündlichkeit von Ölen<br />
・ Achtung, Brandgefahr - Schmier- und Hydrauliköle sind entzündlich. Bei<br />
Verbrennung werden gesundheitsschädliche Stoffe freigesetzt.<br />
・ Der Flammpunkt des vor Auslieferung der Vorrichtung eingefüllten Schmier- und<br />
Hydrauliköls liegt bei über 200 °C. Er kann von dem Flammpunkt des kundenseitig<br />
vorbereiteten Schmier- und Hydrauliköls abweichen.<br />
・ Rostschutzöl ist hoch flüchtig und kann daher schnell Feuer fangen. Zudem<br />
vermischt es sich mit der Luft und bildet ein explosives Gasgemisch.<br />
・ Der Flammpunkt des vor Auslieferung auf die Vorrichtung aufgetragenen<br />
Rostschutzöls liegt bei 38 °C. Er kann von dem Flammpunkt des kundenseitig<br />
vorbereiteten Rostschutzöls abweichen.<br />
15
5-5-4. Entsorgung von Schmier- und Hydrauliköl<br />
Aus dieser Vorrichtung abgelassenes altes Schmier- und Hydrauliköl muss in<br />
Übereinstimmung mit den geltenden Gesetzen und Bestimmungen des jeweiligen Landes<br />
entsorgt werden. Die Missachtung einschlägiger Gesetze und Bestimmungen zur<br />
Entsorgung von Altöl steht unter Strafe.<br />
5-6. Luftausblasung<br />
WARNUNG<br />
Je nach Einsatzbedingungen kann sich Kondenswasser im Motorgehäuse ansammeln.<br />
Die Luft im Inneren des Motorgehäuses wird über die Luftspül-Auslassöffnung abgeführt.<br />
Anderenfalls kommt es zu Rostbildung oder Beschädigung an elektrische Einrichtungen<br />
oder anderen Komponenten.<br />
Die Rohrleitung oder den Druckluftschlauch an den Druckluftzuführanschluss für<br />
Luftspülung im Relaiskasten anschließen. (Die Rohrleitung mit dem Außendurchmesser 6<br />
für das Modell DMM100 verwenden ).<br />
Saubere Luft (ohne Feuchtigkeit, Öl und Staub etc.) durch das Luft-Kombinationsgerät<br />
(Luftfilter, Ölnebelabscheider, Regler) und Ablasssammler leiten. Enthält diese Luft Wasser<br />
(Feuchtigkeit), Öl etc., kann dieses Wasser oder Öl in das Motorgehäuse gelangen und<br />
Schäden verursachen. (Der Betriebsdruck muss zwischen 0,4 MPa und 0,5 MPa liegen.)<br />
Ist die Luftspül-Auslassöffnung verstopft, kann das Kondenswasser nicht abgeführt werden<br />
und der Druck verbleibt im Motorgehäuse und verursacht Beschädigungen an Motor und<br />
Motorgehäuse des NC-Drehtisches. Daher die Luftabführöffnung niemals verschließen oder<br />
blockieren.<br />
Beim Abführen der Luft entsteht ein Geräusch. Dieses ist normal und weist nicht auf eine<br />
Störung hin.<br />
Wird die Luftspülfunktion nicht verwendet oder ist keine Luftquelle vorhanden, die<br />
Unterlegscheibe und die M5-Kreuzschlitzkopfschraube an der M5-Gewindebohrung der<br />
Auslassöffnung für Luftspülung (siehe Komplettdarstellung) anbringen und den Stopfen in<br />
die Zuführöffnung stecken.<br />
16
Feste Drossel<br />
Anschluss<br />
φ0,4 Bohrung<br />
Luftabführ<br />
Öffnung<br />
Polyamidrohr<br />
Rohr<br />
Motor<br />
Gehäuse<br />
Luftspülung in Betrieb,<br />
Teilansicht<br />
Relais<br />
Kasten Use<br />
Motor<br />
Gehäuse<br />
Feste Drossel<br />
Anschluss<br />
Druckluftanschluss-<br />
Öffnung für<br />
Luftspülung<br />
Abführ Öffnung<br />
Für Luftspülung, M5<br />
Abb.1<br />
17<br />
Polyamidrohr<br />
Rohr<br />
M5-Maschinen-<br />
Schraube Dichtungs-<br />
Scheibe<br />
Stopfen<br />
Relais<br />
Kasten<br />
Luftspülung nicht in<br />
Betrieb, Teilansicht
6. Inspektion<br />
Tägliche Inspektion<br />
1) Sicherstellen, dass der NC-Drehtisch (einschließlich Aufspannvorrichtungen, falls<br />
montiert) sicher angebracht ist.<br />
2) Alle Rückstände entfernen, die sich in Drehmechanismen des NC-Drehtisches<br />
angesammelt haben.<br />
3) Sicherstellen, dass die elektrischen Anschlusskabel und die Rohrleitungen nicht<br />
beschädigt sind und der Pneumatikdruck korrekt ist.<br />
4) Sicherstellen, dass die Schaltvorgänge korrekt und an die richtigen Positionen<br />
ausgeführt werden.<br />
5) Sicherstellen, dass es nicht zu ungewöhnlichen Vibrationen oder Geräuschen kommt.<br />
(Hauptkörper, Motor)<br />
6) Sicherstellen, dass es nicht zu ungewöhnlich starker Erhitzung kommt (Hauptkörper,<br />
Motor).<br />
7) Sicherstellen, dass aus dem NC-Drehtisch keine Luftbläschen austreten.<br />
Regelmäßige Inspektion (Inspect the following items every six months.)<br />
1) Auf Trübheit des Schmieröls prüfen.<br />
2) Sicherstellen, dass die Stecker fest eingesteckt und sicher angeschlossen sind und<br />
dass die Kabel nicht beschädigt sind.<br />
3) Sicherstellen, dass die elektrischen Leitungen im Motorgehäuse und Relaiskasten nicht<br />
korrodiert und gebrochen sind.<br />
Regelmäßige Inspektion (Die folgenden Punkte alle sechs Monate überprüfen.)<br />
1) Die Länge der Kohlebürste einmal jährlich überprüfen, wobei allerdings erwähnt werden<br />
sollte, dass die Abnutzung sich nach der Einsatzhäufigkeit richtet.<br />
7. Verwendung des NC-Drehtisches<br />
Diese Vorrichtung dient zur Ausrüstung von Bearbeitungszentren. Auf der Tischoberfläche<br />
wird ein Spannfutter oder eine Spannvorrichtung zum Aufspannen des Werkstücks montiert.<br />
Mittels der Steuerung des Bearbeitungszentrums oder der spezifischen <strong>Kitagawa</strong>-Steuerung<br />
wird das Werkstück in die Bearbeitungsposition geschaltet. Während der Bearbeitung wird<br />
Spanndruck über das Betriebsmedium ausgeübt, um so das Werkstück festzuspannen.<br />
18
8. Werkstücke einspannen<br />
Diese Vorrichtung verfügt nicht über eine<br />
Tisch-Klemmvorrichtung, entsprechend wird die<br />
Tischdrehkraft über ein Getriebe übertragen. Drehkräfte<br />
über 23N・m dürfen nicht zur Tischdrehung hinzukommen,<br />
damit keine Antriebszahnräder beschädigt werden, wenn<br />
Spannvorrichtungen, Werkstücke etc. an der Vorrichtung<br />
montiert sind.<br />
Unebene oder verbogene Werkstücke dürfen nicht direkt<br />
auf Tischflächen aufgespannt werden. Anderenfalls kann<br />
der Tisch zu hoch beansprucht und eine störungsfreie<br />
Tischdrehung verhindert werden, was zu sehr geringer<br />
Schaltgenauigkeit führt. In einem solchen Fall zur<br />
Vermeidung von Problemen Beilagscheiben zwischen<br />
Werkstück und Drehtisch einsetzen.<br />
Beim Anbringen des Werkstücks auf dem Tisch dieses am<br />
NC-Drehtisch<br />
sowie auch.<br />
anbringen, Gewichtsangaben beachten,<br />
8-1. Werkstückform<br />
Die Trägheitsmasse (Werkstück und Spannvorrichtung) anbringen, diese muss am<br />
NC-Drehtisch mit einer Klemmkraft von weniger als 0,025kg・m 2 befestigt sein, um einen<br />
einwandfreien Tischzustand und hohe Genauigkeit sicherzustellen.<br />
Das max. Gewicht und den max. Durchmesser des Werkstücks anhand der Angaben in der<br />
folgenden Tabelle nachkontrollieren, da die Trägheit abhängig von Gewicht und Größe des<br />
Werkstücks variiert.<br />
Werkstückgewicht (kg)<br />
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
Von <strong>Kitagawa</strong> empfohlener Wert<br />
Werkstückdurchmesser (mm)<br />
19
8-2. Berechnung der Trägheit<br />
Prüfen, ob die Trägheit, die stets beim Einspannen eines neuen Werkstücks berechnet wird,<br />
unter dem in Abschnitt 3 angegebenen Maximalwert liegt.<br />
W : Werkstückgewicht ( kg )<br />
ρ : Dichte ( kg / mm 2 )<br />
π : Kreiszahl<br />
D.d.L.A.B.C : Länge ( mm )<br />
1) Trägheit von säulenförmigen Werkstücken<br />
Trägheit an der X-Achse (Drehachse): Jx<br />
Jx =<br />
WD<br />
2<br />
4<br />
πρLD<br />
=<br />
10<br />
6<br />
8 × 10 32×<br />
2) Trägheit des hohlen, säulenförmigen Werkstücks<br />
Trägheit an der X-Achse (Drehachse): Jx<br />
2<br />
W ( D + d<br />
Jx =<br />
6<br />
8×<br />
10<br />
2<br />
6<br />
4<br />
) πρL(<br />
D − d<br />
=<br />
6<br />
32 × 10<br />
3) Trägheit des säulenförmigen Vierkantwerkstücks<br />
Trägheit an der X-Achse (Drehachse): Jx<br />
2 2<br />
4 4<br />
W ( A + B ) ρABC(<br />
A + B )<br />
Jx =<br />
= 6<br />
6<br />
12×<br />
10 12×<br />
10<br />
4) Trägheit der Achse, die nicht durch den Schwerpunkt verläuft<br />
Trägheit an der X-Achse (Drehachse): Jx<br />
2 −6<br />
Jx = Jo + WL × 10 〔kg・m 2 〕<br />
( J。: Trägheit an der X。-Achse )<br />
X-Achse<br />
X-Achse<br />
4<br />
)<br />
20<br />
〔kg・m 2 〕<br />
X-Achse<br />
〔kg・m 2 〕<br />
〔kg・m 2 〕<br />
X0-Achse<br />
X-Achse
9. Wartungsarbeiten<br />
9-1. Maßnahmen im Falle von Funktionsstörungen und Zerlegung<br />
Wenn aus irgendeinem Grund eine Störung an der Vorrichtung auftritt, siehe Abschnitt<br />
"Fehlersuche". Falls bei der Ausführung von Wartungsarbeiten Teile zerlegt werden müssen,<br />
sind die Teileliste und die für die jeweilige Wartungsarbeit genannte Vorgehensweise zu<br />
beachten.<br />
9-2. Vor Durchführung von Wartungsarbeiten<br />
Für die Ausführung von Wartungsarbeiten die Stromversorgung (Primärstromversorgung)<br />
des Bearbeitungszentrums oder der spezifischen <strong>Kitagawa</strong>-Steuerung ausschalten, um das<br />
Druckeinstellventil der Druckluft-Kombinationseinheit, welche den NC-Drehtisch mit<br />
Druckluft versorgt, auf 0 MPa einzustellen. Alternativ dazu kann auch die Stromversorgung<br />
des Luftkompressors ausgeschaltet werden, um Druckluft entweichen zu lassen und so die<br />
Zufuhr des Betriebsmediums zu unterbrechen.<br />
VORSICHT<br />
HINWEIS<br />
Vor Ausführung von Wartungsarbeiten das Werkstück<br />
entfernen. Falls sich das Werkstück bei Ausführung von<br />
Wartungsarbeiten noch auf dem Tisch befindet, besteht die<br />
Gefahr, dass es herunterfällt und Verletzungen hervorruft.<br />
Die bei den verschiedenen Wartungsarbeiten angegebenen<br />
Werte gewährleisten die einwandfreie Funktion der<br />
betreffenden Einrichtung und sind daher einzuhalten.<br />
Werden die angegebenen Werte bei Ausführung von<br />
Wartungsarbeiten missachtet, kann es zu<br />
Funktionsstörungen am NC-Drehtisch und zu Schäden an<br />
den jeweiligen Komponenten kommen.<br />
21
10. Geradstirnrad-Spiel einstellen<br />
Das Spiel der Geradstirnräder Z1 und Z2 bei Motoraustausch nach dem Wiedereinbau des<br />
Motors wie folgt einstellen.<br />
Zum Einbau des Motors siehe Abschnitt 13-1. (Siehe Abb.2)<br />
1) Den O-Ring ③ am Adapter ① einsetzen.<br />
2) Den O-Ring ③ vorsichtig einsetzen, damit das Geradstirnrad Z2 ⑫, mit dem der Motor<br />
angebracht wird, nicht beschädigt wird. Zu diesem Zeitpunkt dürfen die<br />
Innensechskantschrauben ④ nicht zu locker und nicht zu fest angezogen sein.<br />
3) Die Messuhr an der Motorseite (Oberseite) ansetzen.<br />
4) Die Innensechskantkopfschrauben ⑦, mit denen das Motorgehäuse befestigt wird, in<br />
die Gewindebohrung einschrauben.<br />
5) Den Motor mit einem länglichen Gegenstand wie z.B. einem Schraubendreher oder<br />
Schraubenschlüssel anheben, wobei die Innensechskantkopfschrauben ⑦ als<br />
Drehpunkt genommen werden (siehe die folgende Zeichnung).<br />
6) Den Motor bis ganz nach oben (bis zum Anschlag, Spiel gleich null) anheben und den<br />
an der Messuhr ⑤ angezeigten Wert ablesen.<br />
7) Die Innensechskantkopfschrauben ④ in der Position festziehen, in der beim Ablesen<br />
der Messuhr ein Abstand von 0,1 mm zur Motoroberseite angezeigt wird.<br />
8) Schmieröl in die Einfüllöffnung gießen.<br />
9) Den Motor drehen und prüfen, ob das Spiel und/oder der aktuelle Abstand korrekt sind.<br />
Bei nicht korrekten Werten und Abständen den Vorgang 2) bis 9) noch einmal<br />
durchgehen.<br />
VORSICHT<br />
Vorsichtig vorgehen, so dass die Zahnflächen des<br />
Geradstirnrads beim Einstellen oder Messen des Spiels<br />
nicht beschädigt werden. Wenn die Zahnflächen beschädigt<br />
sind, laufen die Zahnräder nicht einwandfrei und es sind<br />
ungewöhnliche Geräusche zu hören. Außerdem nimmt die<br />
Wiederholgenauigkeit ab.<br />
22
Adapter ①<br />
Geradstirnrad<br />
Z1 ⑪<br />
O-ring ②<br />
O-ring ③<br />
Motor ⑥<br />
Innensechskantkopf<br />
schrauben ⑦<br />
Geradstirnrad Z2 ⑫<br />
Messuhr ⑤<br />
Abb.2<br />
23<br />
Innensechskantkopfschrauben ④<br />
Spiel wird kleiner
11. Integrierte Nullpunktrückstellvorrichtung<br />
********************************************************************************************************<br />
Die in diesem Abschnitt beschriebenen Inhalte sind für den NC-Drehtisch in der Ausführung<br />
mit <strong>Kitagawa</strong>-Steuerung und in der Ausführung mit 4. Achse, die nicht über einen Anschlag<br />
für Verzögerung bei der Nullpunktrückstellung verfügen, nicht relevant.<br />
Der werkseitig vor Auslieferung eingestellte Maschinennullpunkt dieses Kipp-Drehtisches<br />
wird dank der Spezifikation des Servomotors mit Absolut-Encoder gespeichert.<br />
Dementsprechend ist dieser Kipp-Drehtisch nicht mit einer Vorrichtung für die Einstellung<br />
des Maschinennullpunkts - wie z.B. Nährungsschalter und Anschläge - versehen.<br />
Beim Ändern des Maschinennullpunkts muss die Bedienungsanleitung der Steuerung<br />
(Abschnitt über das Einstellen des Maschinennullpunkts) zu Hilfe genommen werden.<br />
********************************************************************************************************<br />
11-1. Verzögerungsanschlag für Nullpunktrückstellung<br />
Bei der Standardausführung rotiert die Nullpunktrückstelleinrichtung in Uhrzeigerrichtung.<br />
Der Anschlag, der die Tischdrehzahlverringerung auslöst, befindet sich im Inneren des<br />
NC-Drehtisches und kann von außen nur beim Einstellen der Anschlagposition gesehen<br />
werden. Es ist möglich, den Anschlag im Inneren der NC-Steuerung in jeder gewünschten<br />
Position an der Umfangsfläche anzubringen.<br />
11-2. Einstellen der Anschlagposition (siehe Abb.3)<br />
Zum Einstellen der Anschlagposition für die Änderung des Nullpunkts und/oder bei der<br />
Umstellung der Nullpunktrückstellungs-Drehrichtung auf die Richtung entgegen dem<br />
Uhrzeigersinn wie folgt vorgehen.<br />
1) Den Kegelstopfen mit dem Innensechskant ① an der Oberfläche des NC-Drehtisch.<br />
2) Den Tisch drehen und die M3-Innensechskantschraube ②, mit der der Anschlag ③ an<br />
der Hauptachse befestigt ist, in der Bohrung, aus der der Kegelstopfen mit dem<br />
Innensechskant ① entfernt wurde, Die Innensechskantschraube ② nicht<br />
herausschrauben.<br />
3) Prüfen, ob der Anschlag bewegt werden kann, wenn der Sechskantschlüssel, der an der<br />
Innensechskant-Befestigungsschraube ② angesetzt ist, gedreht wird. Den Anschlag<br />
③ bei langsamer Drehung des NC-Drehtisches an die gewünschte Position<br />
verschieben.<br />
4) Die Innensechskant-Befestigungsschraube ② nach dem Einstellen der Position<br />
wieder festziehen. Das Dichtungsband um die Innensechskantkegelkopfschraube ①<br />
24
wickeln und sicher befestigen.<br />
11-3. Sensormechanismus (siehe Abb.3)<br />
Der Sechskantschlüssel muss beim Drehen des<br />
NC-Drehtisches gesichert sein, damit er nicht herunterfällt.<br />
Den Näherungsschalter ④ festschrauben, bis der Näherungsschalter ④ die<br />
Außenumfangsfläche des Anschlags ③ erreicht.<br />
Der Näherungsschalter justieren und mit der Sicherungsmutter ⑤ sichern, nachdem von<br />
der Umfangsfläche des Anschlags ③ aus ein Abstand von ca. 0,75 mm eingestellt wurde<br />
(Gewindesteigung des Näherungsschalters ④ 1,00 mm).<br />
Innensechskantkopfschrauben ② Kegelstopfen mit Innensechkant ①<br />
Anschlagposition für<br />
die Erfassung<br />
VORSICHT<br />
Näherungsschalter ④<br />
Sicherungsmutter ⑤<br />
Etwa 0,75mm<br />
Anschlag ③<br />
25<br />
Abb.3
12. Auswechslung der Kohlebürste<br />
HINWEIS<br />
Abdeckung ②<br />
Die neue Kohlebürste ist 16 mm lang. Die Kohlebürste muss<br />
ausgewechselt werden, bevor sie auf eine Länge von 10<br />
mm abgenutzt ist. Wenn die Kohlebürste auf unter 10 mm<br />
abgenutzt ist, kann keine ausreichende Stromabnahme<br />
gewährleistet werden und es kommt zu einer<br />
Funktionsstörung des NC-Drehtisches. Die Länge der<br />
Kohlebürste einmal jährlich überprüfen, wobei allerdings<br />
erwähnt werden sollte, dass die Abnutzung sich nach der<br />
Einsatzhäufigkeit richtet.<br />
Senkschraube mit Kreuzschlitz ①<br />
O-ring ③<br />
Abb.4<br />
1) Die Kreuzschlitz-Seknkschrauben ① entfernen.<br />
2) Die Abdeckung ② entfernen.<br />
3) Die Bürstenkappe ④ abnehmen.<br />
4) Die Kohlebürste ⑤ entfernen.<br />
5) Die Bürstenkappe ④ anbringen.<br />
6) Die Abdeckung ② anbringen und die Kreuzschlitz-Senkschrauben ① einsetzen und<br />
festziehen.<br />
Beim Anbringen der Abdeckung ② darauf achten, dass die<br />
HINWEIS O-Ring ③ nicht beschädigt werden.<br />
26<br />
Kohlebürste ⑤<br />
Bürstenkappe ④
13. Motorgehäuse<br />
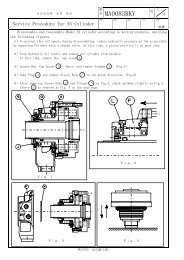
13-1. Abmontieren<br />
Muss der Motor ausgetauscht oder ausgebaut werden, ist wie folgt vorzugehen: (Siehe Abb.5)<br />
1) Den Bereich um das Motorgehäuse ④ säubern.<br />
2) Die Innensechskantkopfschrauben ②, mit denen das Motorgehäuse ④ befestigt ist,<br />
lösen und das Motorgehäuse ④ anheben. Langsam anheben, damit die Leitungen im<br />
Inneren gut erkennbar sind.<br />
3) Nach dem Herausnehmen der Leitungen und des Näherungsschalters etc. ① das<br />
Motorgehäuse ④ entfernen.<br />
Stecker ①<br />
Innensechskantkopfschrauben ②<br />
Abb.5<br />
13-2. Anbringen<br />
1) Die O-Ring-Einpassnuten , den Adapter ⑥ und das Motorgehäuse ④ säubern.<br />
2) Den O-Ring ⑤ einsetzen und das Motorgehäuse ④ durch Umkehrung der<br />
Reihenfolge der Schritte in Abschnitt 13-1 einbauen.<br />
27<br />
O-ring ⑤<br />
Adapter ⑥<br />
Motor ③ Motorgehäuse ④
VORSICHT<br />
13-3. Abdichten zum Schutz gegen Wasser<br />
Beim Wiederanbringen des Motorgehäuses ④ vorsichtig<br />
vorgehen, damit der O-Ring ⑤ nicht beschädigt wird. Bei<br />
Beschädigung des O-Rings ⑤ kann Schneidflüssigkeit in<br />
das Motorgehäuse eindringen.<br />
Zum Abhalten von Schneidflüssigkeit von außen wird der O-Ring ⑤ im Anschlussbereich<br />
zwischen Motorgehäuse ④ und dem Hauptkörper verwendet.<br />
28
14. Motor<br />
14-1. Abmontieren<br />
Muss der Motor zwecks Austausch ausgebaut werden, ist wie folgt vorzugehen: (Siehe Abb. 6)<br />
1) Das Schmiermittel aus der Ablassöffnung ablassen.<br />
2) Siehe Abschnitt 13-1 zum Entfernen des Motorgehäuses.<br />
3) Die Innensechskantkopfschrauben ⑤ , mit denen der Motor ④ am Adapter ⑦<br />
befestigt ist, herausschrauben.<br />
4) Den Motor ④ langsam nach oben herausnehmen.<br />
O-ring ②<br />
14-2. Anbringen<br />
1) Die O-Ring-Einpassnuten , den Adapter ⑦ und den Motor ④ säubern.<br />
2) Den O-Ring ② einsetzen und das Motorgehäuse ④ durch Umkehrung der<br />
Reihenfolge der Schritte in Abschnitt 14-1 einbauen.<br />
3) Nach dem Einbau das Spiel des Geradstirnrads ⑥ gemäß den Anweisungen in<br />
Abschnitt 8 einstellen.<br />
VORSICHT<br />
Stecker ①<br />
Abb.6<br />
Die Geradstirnräder ⑥ nach dem Anbringen vorsichtig<br />
säubern, so dass sie nicht beschädigt werden.<br />
29<br />
Stecker ③<br />
Motor ④<br />
Innensechskantkopfschrauben ⑤<br />
Geradstirnrad ⑥<br />
Adapter ⑦
VORSICHT<br />
VORSICHT<br />
Beim Wiederanbringen des Motors ④ vorsichtig vorgehen,<br />
damit der O-Ring ② nicht beschädigt wird. Bei<br />
Beschädigung des O-Rings kann Schneidflüssigkeit in das<br />
Motorgehäuse eindringen.<br />
Den Stecker ① gemäß Abschnitt 16-2 anschließen. Den<br />
Stecker ③ sicher und fest einstecken, damit es nicht zu<br />
Kontaktproblemen des Stifts kommt und damit keine Kabel<br />
verbogen oder gequetscht werden.<br />
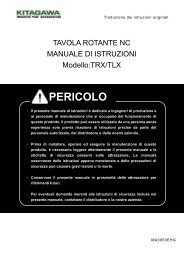
14-3. Anbringen von Geradstirnrädern<br />
Je nach Wellen- und Flanschdurchmesser ist die Anbringmethode für die Geradstirnrädern<br />
verschieden.<br />
Eine der drei folgenden Methoden wird zum Anbringen der Geradstirnräder empfohlen.<br />
○ Kegelwelle<br />
1) Den Staub, der sich an der Kegelwellenfläche und im Inneren der Geradstirnräder<br />
angesammelt hat, abwischen.<br />
2) Vor dem Anbringen des Geradstirnrads den Keil an der Welle anbringen.<br />
3) Die Unterlegscheibe anbringen und die Mutter sicher festziehen.<br />
Geradstirnrad<br />
Keil<br />
Mutter<br />
○ Gerader Schaft (mit Keil)<br />
1) Den Staub, der sich an der Fläche der geraden Welle und im Inneren der<br />
Geradstirnräder angesammelt hat, abwischen.<br />
2) Den Wellenkeil ausrichten.<br />
3) Geradstirnrad und Unterlegscheibe sicher anbringen und befestigen.<br />
4) Das Geradstirnrad und die Welle mit den Schrauben sicher anbringen und befestigen.<br />
30<br />
Motor<br />
Abb.7
Geradstirnrad<br />
Unterlegscheibe<br />
○ Gerader Schaft (mit Sperrelement)<br />
1) Staub, Schmierfett und Öl, die sich an der Fläche der geraden Welle und im Inneren der<br />
Geradstirnräder angesammelt haben, abwischen. Jedoch kein Schmiermittel auf<br />
Silikon- oder Molybdänbasis und kein Schmieröl oder -fett verwenden, dass ein<br />
Extremdruckadditiv enthält.<br />
2) Unterlegscheibe, Sperrelement, Distanzstück und Geradstirnrad in dieser Reihenfolge<br />
einsetzen.<br />
3) Beim Anbringen des Sperrelements (besteht aus Innen- und Außenring) auf die richtige<br />
Position von Innen- und Außenring achten.<br />
4) Die Schrauben an kreisförmigen Umfangsflächen stets kreuzweise festschrauben. In<br />
Bezug auf die Stirnfläche des Geradstirnrads und des Flansches müssen die Schrauben<br />
in gleichem Abstand zueinander angeordnet sein.<br />
5) Die Schrauben anziehen, bis die Axialbewegungen der Unterlegscheiben eingeschränkt<br />
wird und auf die Einbauposition des Geradstirnrads achten.<br />
6) Die Messuhr an der Stirnfläche des Geradstirnrads ansetzen und die Schrauben<br />
gleichmäßig anziehen. Das Geradstirnrad drehen und außerdem die Schrauben soweit<br />
anziehen, bis die an der Messuhr angezeigte Unrundheit nur noch max. 0,01 mm beträgt.<br />
7) Sicherstellen, dass die Geradstirnräder sicher und fest an der Welle angebracht sind.<br />
Messuhr<br />
Schraube<br />
Schraube<br />
Sperrelement<br />
Geradstirnrad<br />
Schraube<br />
Keil<br />
Druckflansch<br />
Abb.9<br />
31<br />
Motor<br />
Abb.8<br />
Außenring<br />
Distanzstück<br />
Innenring<br />
Vergrößerte Darstellung von A
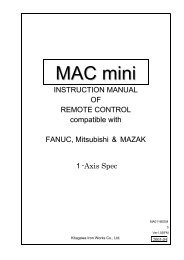
15. Rohrleitungen<br />
Müssen Rohrleitungen und Relaiskasten etc. ausgebaut werden, ist wie folgt vorzugehen:<br />
15-1. Abmontieren<br />
1) Gegen das Flanschelement des Rohranschlusses drücken und die Buchse ① lösen -<br />
in Richtung A.<br />
2) Das Rohr in Richtung B herausziehen, dabei die Buchse ① festhalten, damit sie nicht<br />
zurückgedreht werden kann.<br />
HINWEIS<br />
VORSICHT<br />
VORSICHT<br />
Buchse ①<br />
Wird nicht stark genug gegen die Buchse gedrückt, wird die<br />
Rohrleitung eingeklemmt.<br />
Muss die entfernte Rohrleitung wieder verwendet werden,<br />
den eingeklemmten Rohrabschnitt abtrennen.<br />
Das Rohr nicht bei eingeschalteter Druckluftzufuhr<br />
herausziehen.<br />
32<br />
Rohrleitung ②<br />
Abb.10
15-2. Anbringen<br />
1) Das Rohr ② langsam in Richtung A schieben.<br />
2) Dann das Rohr ② ganz leicht herausziehen und sicherstellen, dass es dabei nicht<br />
stark herausrutscht.<br />
3) Sicherstellen, dass das Rohr nicht geknickt oder auf Druck beansprucht wird.<br />
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
Rohrende<br />
Nur Rohre verwenden, die nicht beschädigt sind - dies gilt<br />
insbesondere für die Umfangsfläche.<br />
Sicherstellen, dass keine Fremdpartikel wie Staub in das<br />
Rohr gelangen.<br />
Das Rohr im rechten Winkel durchtrennen. Das Rohr kann<br />
nicht angeschlossen werden, wenn es schräg abgeschnitten<br />
ist oder flachgedrückt wurde. Dies führt zu zu lockerem Sitz<br />
und/oder Luftaustritt.<br />
Eine Rohrschneidevorrichtung zum Durchtrennen des<br />
Rohrs verwenden. (<strong>Kitagawa</strong> empfiehlt Typ TK-1 (Hersteller<br />
SMC). Keine Zangen oder Scheren zum Durchtrennen des<br />
Rohr verwenden.<br />
Keine Rohre mit Knicken oder Dellen verwenden.<br />
33<br />
Rohrleitung ②<br />
Abb.11
16. Stecker<br />
Beim Ausbau von Steckern (Hersteller MOLEX) von z.B. Näherungsschaltern, deren<br />
Entfernen beim Ausbau des Motorgehäuses unvermeidbar ist, empfiehlt es sich, wie folgt<br />
vorzugehen.<br />
16-1. Abmontieren<br />
1) Auf die Klaue ③ des Aufnahmegehäuses drücken und dabei Steckteilgehäuse ① und<br />
Buchsengehäuse ② entfernen.<br />
Steckergehäuse ①<br />
VORSICHT<br />
Kabel dürfen nicht überlastet oder mechanisch<br />
überbeansprucht werden.<br />
16-2. Anbringen<br />
1) Steckteilgehäuse ① und Aufnahmegehäuse ② müssen wie in der folgenden<br />
Zeichnung angeordnet werden.<br />
2) Das Aufnahmegehäuse ② in das Steckteilgehäuse ① drücken, bis ein Klickgeräusch<br />
(Einrastgeräusch) zu hören ist.<br />
3) Nach dem Zusammenbau leicht am Buchsengehäuse ② ziehen und sicherstellen,<br />
dass es dabei nicht herausgezogen wird.<br />
34<br />
Aufnahmegehäuse ②<br />
Klaue ③<br />
Abb.12<br />
Steckergehäuse ① Aufnahmegehäuse ②<br />
Abb.13
VORSICHT<br />
VORSICHT<br />
VORSICHT<br />
Vor dem Anschließen sicherstellen, dass alle Stecker und<br />
Kabel unbeschädigt und in einwandfreiem Zustand sind.<br />
Kabel nicht knicken oder mechanisch überbeanspruchen<br />
und keine beschädigten Kabel verwenden.<br />
Kabel dürfen nicht überlastet oder mechanisch<br />
überbeansprucht werden.<br />
35
17. Fehlersuche<br />
Wenn ein Fehler an der Vorrichtung vermutet wird, an der betreffenden Stelle in diesem<br />
Abschnitt nachschlagen und die entsprechenden Korrekturmaßnahmen ergreifen. Wenn der<br />
Fehler andauert, wenden Sie sich bitte an Ihre Verkaufsvertretung (Hersteller der Maschine)<br />
oder direkt an uns. Bei jeglicher Kontaktaufnahme nennen Sie uns bitte Produkttyp und<br />
Herstellungsnummer, die jeweils auf dem Typenschild am NC-Drehtisch genannt sind.<br />
Produkttyp<br />
Herstellungsdatum<br />
Typenschild<br />
Symptom ①: Tisch dreht sich nicht<br />
Mögliche Ursachen Behebung<br />
Kabel zwischen NC-Drehtisch und Kabel auf korrekten Anschluss untersuchen<br />
Steuerung nicht angeschlossen<br />
und anschließen<br />
Kabel zwischen NC-Drehtisch und Kabel auf Stromdurchgang untersuchen<br />
Steuerung beschädigt<br />
und ersetzen<br />
Lastmoment aufgrund außermittigen Aktuelle Einsatzbedingungen mit<br />
Werkstücks, überlasteter<br />
technischen Daten des NC-Drehtisches<br />
Spannvorrichtung und Reibungsmoment vergleichen und Verbesserungen<br />
von Lünette und Drehgelenk höher als<br />
Motordrehmoment<br />
vornehmen<br />
Verwendung der Vorrichtung außerhalb Umgebungstemperatur auf zulässigen<br />
des zulässigen Temperaturbereiches Wert bringen<br />
Symptom ②: Tisch dreht sich nicht, erzeugt aber Geräusche<br />
Mögliche Ursachen Behebung<br />
Motor erzeugt beim Versuch der Drehung Den NC-Drehtisch sofort außer Betrieb<br />
heulendes Geräusch<br />
→Festgefressene Zahnräder aufgrund<br />
fehlenden oder in seiner Qualität<br />
verminderten Schmieröls<br />
setzen.Bitte wenden Sie sich an Ihre<br />
Verkaufsvertretung.<br />
Zahnräder erzeugen Geräusche<br />
Den NC-Drehtisch sofort außer Betrieb<br />
→Fehlerhafte Drehung<br />
beschädigter Zahnräder<br />
aufgrund setzen.Bitte wenden Sie sich an Ihre<br />
Verkaufsvertretung.<br />
Vorrichtung gibt beim Anlauf Geräusche Schmieröl zuführen, bis Fremdstoffe aus<br />
von sich und stoppt dann schnell<br />
→Fehlerhafte Drehung aufgrund<br />
Verunreinigung des Ölbads mit<br />
Fremdstoffen<br />
der Ablassöffnung austreten.<br />
36<br />
Herstellungsnummer<br />
Produktgewicht
Symptom ③: Tisch dreht sich nicht gleichmäßig und erzeugt Geräusche<br />
Mögliche Ursachen Behebung<br />
Geräusche werden bei Drehung wiederholt<br />
erzeugt<br />
→Zahnräder sind beschädigt<br />
→Fehlerhafte Drehung der Zahnräder<br />
aufgrund Verunreinigung des<br />
Ölbads mit Fremdstoffen<br />
Durch Überlastung entstehende Last<br />
überschreitet die Motorleistung<br />
Schmierölmangel oder in seiner Qualität<br />
beeinträchtigtes Schmieröl verhindert<br />
gleichmäßige Drehung<br />
Den NC-Drehtisch sofort außer Betrieb<br />
setzen.Bitte wenden Sie sich an Ihre<br />
Verkaufsvertretung.<br />
Die Schmieröl-Ablassöffnung öffnen und<br />
Schmieröl zuführen, bis Fremdstoffe aus<br />
der Ablassöffnung austreten.<br />
Aktuelle Einsatzbedingungen mit<br />
technischen Daten des NC-Drehtisches<br />
vergleichen und Verbesserungen vornehmen<br />
Schmierölstand, Viskosität und<br />
Wechselintervall des Schmieröls<br />
kontrollieren<br />
Falsches Spiel Spiel auf korrekten Wert einstellen<br />
Symptom ④: Rattergeräusche während der EDM-Bearbeitung<br />
Mögliche Ursachen Behebung<br />
Fehlerhafte Arretierung der<br />
Nachstellen<br />
Schneckenradwelle bei der Spieleinstellung<br />
Fehler infolge Beschädigung des<br />
NC-Drehtisches oder abgelaufener<br />
Lebensdauer von Bauteilen<br />
Fehler tritt nur bei EDM-Bearbeitung im<br />
Dauerbetrieb auf<br />
→Schmierölmangel oder in seiner<br />
Qualität beeinträchtigtes Schmieröl<br />
verhindert gleichmäßige Drehung<br />
37<br />
Den NC-Drehtisch sofort außer Betrieb<br />
setzen.Bitte wenden Sie sich an Ihre<br />
Verkaufsvertretung.<br />
Schmierölstand, Ölviskosität und Datum des<br />
letzten Schmierölwechsels kontrollieren<br />
→Falsches Spiel Spiel auf korrekten Wert einstellen<br />
Ansammlung von Rückständen in<br />
Rückstände im Rahmen der täglichen<br />
Drehmechanismen des NC-Drehtisches<br />
Symptom ⑤: Schaltgenauigkeitsfehler<br />
Inspektion entfernen<br />
Mögliche Ursachen Behebung<br />
Überlastung der Vorrichtung während Aktuelle Einsatzbedingungen mit technischen<br />
der Drehung<br />
Daten des NC-Drehtisches vergleichen und<br />
Verbesserungen vornehmen<br />
Nullpunktrückstellposition hat sich Nullpunkt und Nullpunktverschiebungsbetrag<br />
infolge falscher Einstellung der<br />
Nullpunktverschiebung verschoben<br />
kontrollieren<br />
Falsche Positionseinstellung des<br />
Nullpunktanschlags<br />
Nullpunktanschlag richtig einstellen<br />
Defekte Signalvorrichtung für<br />
Signalvorrichtung für Verzögerung bei<br />
Verzögerung bei Nullpunktrückstellung Nullpunktrückstellung kontrollieren und<br />
Näherungsschalter auswechseln<br />
Falsches Spiel Spiel einstellen<br />
Falscher Spielausgleichsbetrag Spielausgleichsbetrag verändern<br />
Fehler bei Arretierung der Schneckenradwelle<br />
während der Spieleinstellung<br />
Nachstellen<br />
Überlastung der Vorrichtung während Den NC-Drehtisch sofort außer Betrieb<br />
der Drehung<br />
setzen.Bitte wenden Sie sich an Ihre<br />
Verkaufsvertretung.
18. Teileliste<br />
○ Hauptkörper<br />
MARKE BEZEICHNUNG DM(M)100 Anz. Hersteller<br />
01 Innensechskant-Kegelrohrstopfen SUS Rc1/4 1<br />
02<br />
Innensechskant-Bundkopfschraubenstopfen<br />
mit O-Ring<br />
38<br />
SFMS-M12 1 NBK<br />
03 Abdeckung (1) 1<br />
04 Innensechskant-kopfschraube SUS M5×10 4<br />
05 O-ring G105 1<br />
06 Abdeckung (2) 1<br />
07 Senkschraube mit Kreuzschlitz M4×6 2<br />
08 O-ring S40 1<br />
09<br />
Innensechskant-Stellschraube<br />
(mit Kegelkuppe)<br />
M5×16 4<br />
10 Innensechskant-kopfschraube M5×20 4<br />
11 Abdeckung (3) 1<br />
12 Senkschraube mit Kreuzschlitz SUS M5×10 2<br />
13 O-ring G85 1<br />
14 Bürstenkappe BHC-638 3 Kyoeidenki<br />
15 Kohlebürste MG638 3 Kyoeidenki
Detail A<br />
39
○ Motorgehäuse (für M-Signal)<br />
MARKE BEZEICHNUNG DM(M)100 Anz. Hersteller<br />
21 Motorgehäuse 1<br />
22 Innensechskant-kopfschraube SUS M6×16 4<br />
23 O-ring GS105 1<br />
24 Anschlussplatte 1<br />
25 Innensechskant-kopfschraube SUS M5×16 4<br />
26 O-ring G40 1<br />
Bei Spezifikation mit 4. Achse sehen Motorgehäuse und Kabel von der Abbildung oben ab.<br />
For detailed models, refer to attached outside view.<br />
40
○ Integrierte Nullpunktrückstellvorrichtung<br />
MARKE BEZEICHNUNG DM(M)100 Anz. Hersteller<br />
31 Halter für Näherungsschalter 1<br />
32 Maschinenschraube M6×8 1<br />
33 Näherungsschalter FL7M-2K6H 1 Yamatake<br />
34 O-ring P10 1<br />
35 Dichtungsscheibe DT-1-8 1 Mitsubishi Cable<br />
36 Unterlegscheibe 6 1<br />
Bei der Ausführung mit M-Signal ist kein Näherungsschalter vorgesehen.<br />
41
○ Zubehör<br />
MARKE BEZEICHNUNG DM(M)100 Anz. Hersteller<br />
41 Augenschraube M8 2<br />
42 Griff TH55NA×20 2 Imao<br />
43 Sechskant-kopfschraube SUS M8×30 2<br />
44 Unterlegscheibe SUS 8 2<br />
45 Schelle 2<br />
Bei anderen Spezifikationen weichen die Ausführungen von Schellen und Führungsblock von<br />
der Abbildung oben ab. Für Detailangaben zu den Modellen siehe die beigefügte Außenansicht.<br />
42
19. Lagerung<br />
HINWEIS<br />
20. Entsorgung des NC-Drehtisches<br />
Vor der Einlagerung des von der Werkzeugmaschine<br />
abmontierten NC-Drehtisches Späne und Kühlmittel von<br />
ihm abwischen und ihn auf einen stabilen Holzsockel setzen,<br />
damit die Genauigkeit nicht beeinträchtigt wird. Ferner den<br />
Tisch mit Rostschutzöl einfetten und eine Abdeckung oder<br />
Haube aus Holz, Vinyl etc. vorsehen, damit Wasser, Staub<br />
usw. nicht in ihn eintreten können. Kein unbehandeltes<br />
Frischholz als Kisten- oder Sockelmaterial nehmen. Da<br />
unbehandeltes Frischholz chemisch nicht neutral ist, mit<br />
Paraffin befeuchtetes (gewachstes) Holz verwenden.<br />
Bei der Entsorgung der Vorrichtung müssen die geltenden Gesetze und Bestimmungen des<br />
jeweiligen Landes beachtet werden. Die Missachtung einschlägiger Gesetze und<br />
Bestimmungen zur Entsorgung dieser Vorrichtung steht unter Strafe.<br />
43
21. Referenzdaten<br />
HINWEIS<br />
D: Werkstück (mm)<br />
α: Winkel (Bogensekunden)<br />
L: Lineare Länge am Tischumfang (mm)<br />
L α<br />
=<br />
π × D 360°<br />
× 60'×<br />
60"<br />
360×<br />
60×<br />
60×<br />
L 4,<br />
125×<br />
L × 10<br />
α =<br />
=<br />
π × D<br />
D<br />
α × π × D<br />
−6 L =<br />
= 2,<br />
424×<br />
10 × α × D<br />
360×<br />
60×<br />
60<br />
“ Wie groß ist die lineare Länge bei einem Tischumfang bei<br />
30 Bogensekunden kumulativer Indexiergenauigkeit?”<br />
“ Wie groß ist der Winkel bei einem kumulativen<br />
Steigungsfehler von 0,003 mm?” Um diese Fragen zu<br />
beantworten, verwenden Sie die folgende Formel, welche<br />
das Verhältnis zwischen dem Winkel und der linearen<br />
Länge am Tischumfang wiedergibt.<br />
・・・・・・・・・ ・・・・・・・・・・ ・・・・・・・・・・ ・・・・・・・・・・<br />
5<br />
・・・・・・・・・ ・・・・・・・・・・ ・・・・・・・・<br />
・・・・・・・・・ ・・・・・・・・・・ ・・・・・・・<br />
<br />
Unter Annahme, dass der Durchmesser des Werkstückes 40 mm beträgt und unter<br />
Verwendung der Formel (3), ist die kumulative Indexiergenauigkeit bei 30 Bogensekunden<br />
als lineare Länge am Tischumfang:<br />
−6<br />
L = 2,<br />
424×<br />
30×<br />
40×<br />
10 = 0,<br />
0029mm<br />
Daher beträgt die Länge etwa 0,0029mm.<br />
Und für die Umwandlung des kumulativen Steigungsfehlers von 0,003 mm zu einem Winkel<br />
verwenden Sie die Formel (2):<br />
5<br />
4,<br />
125×<br />
0,<br />
003×<br />
10<br />
α =<br />
= 30,<br />
94"<br />
100<br />
Daher beträgt der Winkel etwa 30 Bogensekunden.<br />
Somit können unter Verwendung der Formel (2) und (3) die Indexiergenauigkeiten und der<br />
Steigungsfehler von der linearen Länge in die Winkelgröße umgewandelt werden.<br />
44<br />
(1)<br />
(2)<br />
(3)
KITAGAWA IRON WORKS CO., LTD. Machine Tools and Accessories Division URL http://www.mta.kiw.co.jp/<br />
77-1 Motomachi Fuchu city, Hiroshima pref., 726-8610, Japan TEL +81-847-40-0526 FAX +81-847-45-8911<br />
■ Global Network<br />
America Contact<br />
<strong>Europe</strong> Contact<br />
Asia Contact<br />
Australia & New Zealand Contact<br />
KITAGAWA-NORTHTECH INC. http://www.kitagawa.com/<br />
301 E. Commerce Dr, Schaumburg, IL. 60173 USA<br />
TEL +1 847-310-8787 FAX +1 847-310-9484<br />
TECNARA TOOLING SYSTEMS, INC. http://www.tecnaratools.com/<br />
12535 McCann Drive, Santa Fe Springs, California 90670 USA<br />
TEL +1 562-941-2000 FAX +1 562-946-0506<br />
KITAGAWA EUROPE LTD. http://www.kitagawaeurope.com/<br />
Units 1 The Headlands, Downton, Salisbury, Wiltshire SP5 3JJ, United Kingdom<br />
TEL +44 1725-514000 FAX +44 1725-514001<br />
KITAGAWA EUROPE GmbH http://www.kitagawaeurope.de/<br />
Reeserstrasse 13, 40474, Dusseldorf Germany<br />
TEL +49 211-550294-0 FAX +49 211-55029479<br />
KITAGAWA EUROPE LTD. Poland Office<br />
TEL +48 607-39-8855 FAX +48 32 -49- 5918<br />
KITAGAWA INDIA PVT LTD.<br />
Lotus House East, Lane 'E' North Main Road, Koregaon Park, Pune, 411001, Maharashtra, India<br />
Tel: +91 20 6500 5981 Fax: +91 20 6500 5983<br />
KITAGAWA (THAILAND) CO., LTD. Bangkok Office<br />
9th FL, Home Place Office Building, 283/43 Sukhumvit 55Rd. (Thonglor 13),Klongton-Nua, Wattana, Bangkok 10110, Thailand<br />
TEL +66 2-712-7479 FAX +66 2-712-7481<br />
KITAGAWA IRON WORKS CO., LTD. Singapore Branch<br />
#02-01 One Fullerton, 1 Fullerton Road, Singapore 049213<br />
TEL +65 6838-4318 FAX +65-6408-3935<br />
KITAGAWA IRON WORKS CO., LTD. Shanghai Representative Office<br />
Room1315 13F Building B. Far East International Plaza,No.317 Xian Xia Road, Chang Ning, Shanghai, 200051China<br />
TEL +86 21-6295-5772 FAX +86 21-6295-5792<br />
DEAMARK LIMITED http://www.deamark.com.tw/<br />
No. 6, Lane 5, Lin Sen North Road, Taipei, Taiwan<br />
TEL +886 2-2393-1221 FAX +886 2-2395-1231<br />
KITAGAWA KOREA AGENT CO., LTD. http://www.kitagawa.co.kr/<br />
803 Ho, B-Dong, Woolim Lion's Valley, 371-28 Kansan-Dong,Kumcheon-Gu, Seoul, Korea<br />
TEL +82 2-2026-2222 FAX +82 2-2026-2113<br />
DIMAC TOOLING PTY LTD. http://www.dimac.com.au/<br />
61-65 Geddes Street, Mulgrave, Victoria, 3170 Australia<br />
TEL +61 3-9561-6155 FAX +61 3-9561-6705<br />
The products herein are controlled under Japanese Foreign Exchange and Foreign Trade Control Act. In the event of importing and/or exporting<br />
the products, you are obliged to consult KITAGAWA as well as your government for the related regulation prior to any transaction.<br />
A 2010.11.