Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
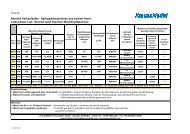
Massedurchsatz<br />
Bild 5. Gegenüberstellung berechneter und im Versuch ermittelter Massedurchsätze<br />
für e<strong>in</strong>e HPX-E<strong>in</strong>heit D90<br />
bene bessere Ausnutzung der <strong>in</strong>stallierten<br />
elektrischen Heizleistung zurückzuführen.<br />
Aufgrund der drastischen<br />
Erhöhung der Plastifizierleistung konnte<br />
die erforderliche Plastifizierzeit deutlich<br />
reduziert werden.<br />
Bei der Herstellung von Verschlusskappen<br />
konnte die Plastifizierzeit von 2,8 s<br />
mit Barriereschnecke <strong>in</strong> glattwandigem<br />
Zyl<strong>in</strong>der auf 1,6 s mit HPX-E<strong>in</strong>heit reduziert<br />
werden (Schneckendurchmesser jeweils<br />
70 mm). Diese Anhebung der Plastifizierleistung<br />
verkürzte die Zykluszeit<br />
von 5,9 auf 5,2 s, also um mehr als 10 %.<br />
Bild 6.<br />
Gegenüberstellung<br />
der Wärmeleitungsanteile<br />
bei HPX-E<strong>in</strong>heiten<br />
und konventionellen<br />
E<strong>in</strong>heiten<br />
für verschiedene<br />
Materialien<br />
Kunststoffe 6/2004<br />
In beiden Fällen konnte das Potenzial<br />
e<strong>in</strong>er weiteren Zykluszeitreduktion aufgrund<br />
der Senkung der Massetemperatur<br />
nicht ausgetestet werden. Hier ist bei optimierter<br />
Werkzeugtechnik mit weiteren<br />
Zykluszeite<strong>in</strong>sparungen zu rechnen.<br />
Fazit<br />
Wärmeleitung und Dissipation<br />
Bisherige Systeme für Hochleistungsplastifizierungen<br />
erreichen Durchsatzsteigerungen<br />
durch höhere Drehzahlen, längere<br />
Schnecken und stärkere Antriebe. Bei<br />
dem von <strong>Krauss</strong>-<strong>Maffei</strong> entwickelten<br />
SPRITZGIESSEN ■<br />
HPX-Plastifiziersystem wird die Plastifizierleistung<br />
deutlich erhöht,ohne diese Parameter<br />
zu verändern. Das System besteht<br />
aus e<strong>in</strong>er mehrgängigen Barriereschnecke<br />
und e<strong>in</strong>em Plastifizierzyl<strong>in</strong>der,der im E<strong>in</strong>zugsbereich<br />
mit Nuten <strong>in</strong> Achsrichtung<br />
versehen ist. Das verbesserte Aufschmelzverhalten<br />
erhöht den spezifischen Durchsatz<br />
der Schnecke. Dies ist neben den typischen<br />
Anwendungsgebieten der Dünnwandtechnik<br />
wie Behältern,Verschlüssen,<br />
Kisten auch für dünnwandige technische<br />
Artikel wie Automobilteile, Elektroartikel<br />
usw. von Bedeutung. Für die zu erwartenden<br />
Entwicklungen der Werkzeug-, Temperier-<br />
und Materialtechnik stellt die<br />
HPX-Plastifizierung e<strong>in</strong> hohes Maß an Reserve<br />
zur Verfügung, die es dem Verarbeiter<br />
erlaubt, all diese Maßnahmen zur Zykluszeitreduzierung<br />
Gew<strong>in</strong>n br<strong>in</strong>gend <strong>in</strong><br />
se<strong>in</strong>em Unternehmen umzusetzen. ■<br />
LITERATUR<br />
1 Bürkle, E.; Würtele, M.: <strong>Plastifizieren</strong> <strong>in</strong> Grenzbereichen<br />
– Potenzial der E<strong>in</strong>schnecke ausgeschöpft?<br />
Kunststoffe 92 (2002) 3, S. 38<br />
2 Bürkle, E.; Bauer, M; Würtele, M.: Spritzgießschnecken<br />
– Kompromisse def<strong>in</strong>ieren ihr E<strong>in</strong>satzspektrum.<br />
Kunststoffe 87 (1997) 10, S. 1272<br />
3 Mart<strong>in</strong>, G. A.: Der E<strong>in</strong>schneckenextruder: Grundlagen<br />
und Systemoptimierung. Hrsg.: Vere<strong>in</strong> Deutscher<br />
Ingenieure, VDI-Gesellschaft Kunststofftechnik,<br />
Düsseldorf 2001<br />
DIE AUTOREN<br />
DIPL.-ING. MARTIN WÜRTELE, geb. 1969, ist Leiter<br />
Konstruktion Plastifizierung Spritzgießen der<br />
<strong>Krauss</strong> <strong>Maffei</strong> Kunststofftechnik GmbH, München.<br />
DIPL.-ING. CHRISTOPH LANGE, geb. 1969, ist Produktmanager<br />
für Dünnwandtechnik bei <strong>Krauss</strong>-<strong>Maffei</strong>.<br />
DIPL.-ING. THOMAS HUNGERKAMP, geb. 1976,<br />
ist bei <strong>Krauss</strong>-<strong>Maffei</strong> <strong>in</strong> der verfahrenstechnischen<br />
Entwicklung Plastifizierung Spritzgießen tätig.<br />
Kontakt: plastifizierung@krauss-maffei.de<br />
SUMMARY PLAST EUROPE<br />
PLASTICATION IN RAPID TIME<br />
SCREWS. The HPX plastication system developed by<br />
<strong>Krauss</strong>-<strong>Maffei</strong> <strong>in</strong>creases the plastication rate without<br />
alter<strong>in</strong>g the screw length, screw speed and <strong>in</strong>stalled<br />
drive power. Injection mould<strong>in</strong>g mach<strong>in</strong>es can therefore<br />
be easily retooled. The system comprises a multi-flight<br />
barrier screw and a plastication system with a feed<br />
zone that is grooved <strong>in</strong> the axial direction. The improved<br />
melt<strong>in</strong>g behaviour <strong>in</strong>creases the specific screw throughput.<br />
This leads to shorter cycle times and <strong>in</strong>creased<br />
productivity particularly, <strong>in</strong> high-speed applications.<br />
NOTE: You can read the complete article<br />
by enter<strong>in</strong>g the document number PE102913<br />
on our website at www.kunststoffe.de/pe<br />
99