Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
■<br />
SPRITZGIESSEN<br />
Bild 4. Genuteter E<strong>in</strong>zug e<strong>in</strong>es Plastifizierzyl<strong>in</strong>ders<br />
oberflächen, sondern der <strong>in</strong>nere Reibbeiwert<br />
der Schüttung. Solange e<strong>in</strong>e gewisse<br />
Scherspannung nicht überschritten<br />
wird und <strong>in</strong> der Scherebene zwischen Nut<br />
und Schneckenkanal die Granulatkörner<br />
nicht gegene<strong>in</strong>ander abgleiten, kann man<br />
von e<strong>in</strong>er so genannten Mutter-Sp<strong>in</strong>del-<br />
Förderung ausgehen, bei der das Material<br />
analog e<strong>in</strong>er am Mitdrehen geh<strong>in</strong>derten<br />
Mutter auf e<strong>in</strong>er Sp<strong>in</strong>del <strong>in</strong> Achsrichtung<br />
gefördert wird. Dies steigert den<br />
Durchsatz gegenüber glattwandigen Systemen<br />
erheblich. Die Mutter-Sp<strong>in</strong>del-<br />
Förderung erlaubt die Vorhersage zu erwartender<br />
Durchsätze auf der Basis bewährter,<br />
<strong>in</strong> der Extrusion angewandter<br />
Berechnungsmodelle zur Feststoffförderung<br />
<strong>in</strong> Nutbuchsenextrudern. Die gute<br />
Übere<strong>in</strong>stimmung zwischen Theorie und<br />
Praxis, die dabei erzielt wird, zeigt Bild 5.<br />
Mit dem höheren Durchsatz muss e<strong>in</strong>e<br />
wesentlich größere Menge an Kunststoff<br />
aufgeschmolzen und homogenisiert werden.Diese<br />
Aufgabe erfüllt beim HPX-Plastifiziersystem<br />
die mehrgängige Barriereschnecke.<br />
Im Gegensatz zu konventionellen<br />
Barriereschnecken verfügt die<br />
Schnecke über m<strong>in</strong>destens zwei Feststoffund<br />
Schmelzekanäle. Die Komb<strong>in</strong>ation<br />
von Mehrgängigkeit und Barrierepr<strong>in</strong>zip<br />
ermöglicht es, e<strong>in</strong>e größere Energiemenge<br />
durch Wärmeleitung vom Zyl<strong>in</strong>der auf das<br />
Granulat zu übertragen. Dies erhöht bei<br />
maximaler Auslastung des Systems zwar<br />
den Drehmomentbedarf, jedoch steigt die<br />
Plastifizierleistung <strong>in</strong> höherem Maße an,<br />
so dass letztendlich die spezifisch zugeführte<br />
mechanische Energie abnimmt. In<br />
der Praxis macht sich diese Tatsache <strong>in</strong> ei-<br />
i<br />
Hersteller<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik GmbH<br />
<strong>Krauss</strong>-<strong>Maffei</strong>-Straße 2<br />
D-80997 München<br />
Tel. +49 (0) 89/88 99-0<br />
Fax +49 (0) 89/88 99-2206<br />
www.krauss-maffei.de<br />
nem größeren Anteil der von den elektrischen<br />
Heizbändern abgegebenen Leistung<br />
an der Gesamtleistung bemerkbar. Bei geeigneter<br />
Schneckengeometrie mit ger<strong>in</strong>ger<br />
Scherbeanspruchung der Schmelze <strong>in</strong> der<br />
Barrierezone kann zudem die Schmelzetemperatur<br />
deutlich gesenkt werden.<br />
Diesen Effekt verdeutlicht Bild 6 für<br />
drei Anwendungen, die unter gleichen<br />
Verarbeitungsbed<strong>in</strong>gungen sowohl mit<br />
e<strong>in</strong>er HPX-E<strong>in</strong>heit als auch mit e<strong>in</strong>er<br />
konventionellen Hochleistungsschnecke<br />
nachgestellt wurden.<br />
Höhere Produktivität<br />
Das HPX-Plastifiziersystem ist unter verschiedenen<br />
Gesichtspunkten für den Anwender<br />
von hohem Nutzen. Zum e<strong>in</strong>en<br />
verr<strong>in</strong>gern sich aufgrund der ger<strong>in</strong>geren<br />
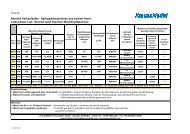
Anwendung Material<br />
Verpackungsartikel<br />
CD-Trays<br />
Basell Moplen<br />
EP548N<br />
PP<br />
MFI 12<br />
BASF PS 427 D<br />
PS<br />
MFI 8<br />
Massetemperaturen die Kühlzeiten. Dies<br />
kann <strong>in</strong> vielen Fällen direkt zu kürzeren<br />
Zykluszeiten und damit zu e<strong>in</strong>er höheren<br />
Produktionsleistung führen.<br />
E<strong>in</strong> weiterer wichtiger Aspekt ist die für<br />
kurze Zykluszeiten erforderliche Masch<strong>in</strong>enkonfiguration.<br />
Hierzu werden häufig<br />
elektromotorische Schneckenantriebe <strong>in</strong><br />
Verb<strong>in</strong>dung mit Verschlussdüsen verwendet.<br />
Diese Konfiguration erlaubt das Plas -<br />
tifizieren während der Werkzeugbewegungen.<br />
Durch die HPX-Plastifizierung kann<br />
die Plastifizierzeit deutlich reduziert werden,<br />
so dass die zusätzlichen Kosten für<br />
elektromotorischen Schneckenantrieb und<br />
Verschlusssystem <strong>in</strong> vielen Fällen entfallen.<br />
Die HPX-E<strong>in</strong>heit kann <strong>in</strong> bestehenden<br />
Masch<strong>in</strong>en e<strong>in</strong>gesetzt werden, <strong>in</strong>dem sie<br />
gegen konventionelle Plastifiziere<strong>in</strong>heiten<br />
ausgetauscht wird. Dazu s<strong>in</strong>d ke<strong>in</strong>e<br />
Umbauten am Masch<strong>in</strong>enbett oder am<br />
Schneckenantrieb erforderlich. Die Nachrüstung<br />
ist unkompliziert und kostengünstig.<br />
Beispiele aus der Praxis<br />
Die Eignung dieses Systems für den E<strong>in</strong>satz<br />
auf Spritzgießmasch<strong>in</strong>en wurde <strong>in</strong><br />
umfangreichen Versuchsreihen nachgewiesen.<br />
Dabei wurden verschiedene<br />
marktgängige Barriereschneckenkonzepte<br />
und die HPX-E<strong>in</strong>heit unter den extremen<br />
Bed<strong>in</strong>gungen e<strong>in</strong>iger schnelllaufender<br />
Anwendungen mite<strong>in</strong>ander verglichen<br />
(Tabelle 1).Mit der HPX-E<strong>in</strong>heit ließ<br />
sich gleichzeitig der Durchsatz erhöhen<br />
und die Schmelzetemperatur verr<strong>in</strong>gern.<br />
Durchsatzsteigerung im<br />
Vergleich zu konventionellerHochleistungsschnecke<br />
Reduzierung<br />
der Massetemperatur<br />
80 % 16 °C<br />
40 % 5 °C<br />
Die im Technikumsmaßstab erzielten<br />
Ergebnisse wurden mittlerweile erfolgreich<br />
<strong>in</strong> die Praxis übertragen. Unter anderem<br />
bef<strong>in</strong>den sich vier E<strong>in</strong>heiten mit<br />
Schneckendurchmesser 130 mm und e<strong>in</strong>er<br />
wirksamen Schneckenlänge von 23 D<br />
im E<strong>in</strong>satz. Mit diesen E<strong>in</strong>heiten werden<br />
auf Spritzgießmasch<strong>in</strong>en des Typs<br />
KM2700/14700MC Pkw-Tür<strong>in</strong>nenverkleidungen<br />
aus unverstärktem Polypropylen<br />
hergestellt. Der E<strong>in</strong>satz der<br />
HPX-E<strong>in</strong>heit ließ die Plastifizierleistung<br />
im Vergleich zu e<strong>in</strong>er konventionellen<br />
Hochleistungse<strong>in</strong>heit um 80 % steigen.<br />
Gleichzeitig erhöhte sich der Drehmomentbedarf<br />
nur um 40 %. Dieser<br />
verhältnismäßig ger<strong>in</strong>ge Anstieg der<br />
Antriebsleistung ist auf die beschrie-<br />
98 © Carl Hanser Verlag, München Kunststoffe 6/2004<br />
Eimer<br />
BP Amoco<br />
300CA06<br />
PP<br />
MFI 6<br />
120 % 20 °C<br />
Tabelle 1. Vergleich e<strong>in</strong>er HPX-E<strong>in</strong>heit (SP1900C3 D70) mit e<strong>in</strong>er konventionellen Hochleistungsschnecke<br />
an drei Anwendungsbeispielen