Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei
Plastifizieren in kürzester Zeit - Krauss Maffei

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
■<br />
SPRITZGIESSEN<br />
<strong>Plastifizieren</strong> <strong>in</strong><br />
<strong>kürzester</strong> <strong>Zeit</strong><br />
Schnecken. Die Vorteile von Barriereschnecken, mehr-<br />
gängigen Schnecken und genuteten Zyl<strong>in</strong>dern wurden <strong>in</strong><br />
e<strong>in</strong>em <strong>in</strong>novativen Hochleistungs-Plastifiziersystem zusammengeführt. Die<br />
Plastifizierleistung kann deutlich gesteigert werden, ohne die Schneckenlänge oder<br />
die Antriebsleistung zu verändern. Bestehende Spritzgießmasch<strong>in</strong>en lassen sich<br />
daher kostengünstig und unkompliziert umrüsten.<br />
D ie<br />
MARTIN WÜRTELE<br />
CHRISTOPH LANGE<br />
THOMAS HUNGERKAMP<br />
stetige Weiterentwicklung der<br />
Werkzeug- und Temperiertechnik<br />
sowie der Materialeigenschaften<br />
stellt neue Herausforderungen an die Masch<strong>in</strong>enhersteller.<br />
Vor allem im Bereich<br />
der Verpackungsanwendungen führen<br />
große Kavitätenzahlen und Etagenwerkzeuge<br />
dazu, dass sich bei nahezu gleicher<br />
Masch<strong>in</strong>engröße das Schussvolumen vervielfacht.<br />
Die Entwicklung von sehr leicht<br />
fließenden Materialien ermöglicht e<strong>in</strong><br />
deutlich größeres Verhältnis von Fließweg<br />
zu Wanddicke und damit e<strong>in</strong>e zusätzliche<br />
Zykluszeitreduktion. Die<br />
Verwendung schnell kristallisierender<br />
Materialien<br />
verr<strong>in</strong>gert die Restkühlzeit<br />
und die Zykluszeit weiter.<br />
Auch <strong>in</strong>novative Technologien<br />
wie Impulskühlung,<br />
konturgenaue Kühlsysteme<br />
oder die Kühlung mit flüssigem<br />
CO2 verkürzen die<br />
Kühlzeit bei gleichzeitig<br />
hoher Formteilqualität.<br />
Neue Gestaltungsmethoden<br />
und -hilfsmittel, beispielsweise<br />
die Simulation<br />
der Formfüll-,Abkühl- und<br />
Schw<strong>in</strong>dungsbed<strong>in</strong>gungen,<br />
unterstützen die Konstrukteure<br />
dabei, den Verarbeitungsprozess<br />
zu beschleunigen.<br />
Schon im Vorfeld<br />
lassen sich mit Rechnerunterstützung<br />
Verzugsprobleme besser erfassen. Im Idealfall<br />
kann der Verarbeiter mit e<strong>in</strong>er höheren<br />
Wärmeformstabilität der Formteile<br />
e<strong>in</strong>e schnellere Entformung erreichen.<br />
Diese Entwicklungen ermöglichen<br />
schnellere Zyklen und höhere Produktivität.<br />
Gleichzeitig bewirken sie aber auch,<br />
dass für den Dosier- und Aufschmelzvorgang<br />
weniger <strong>Zeit</strong> zur Verfügung steht<br />
und höhere Plastifizierleistungen bei gleicher<br />
Schmelzequalität gefordert s<strong>in</strong>d.<br />
Schnelle Zyklen,<br />
kurze Verweilzeiten<br />
Glatte Drei-Zonen-Schnecken können<br />
die besonderen Anforderungen schnell-<br />
Aufschmelzprozess<br />
Bild 1. Energiee<strong>in</strong>trag <strong>in</strong> die Schmelze durch Heizung und Schneckenantrieb<br />
laufender Anwendungen <strong>in</strong> der Regel<br />
nicht erfüllen. Hohe Schneckenumfangs-<br />
Geschw<strong>in</strong>digkeiten von mehr als 1 m/s <strong>in</strong><br />
Verb<strong>in</strong>dung mit kurzen Verweilzeiten<br />
führen dazu, dass nahezu die gesamte<br />
Energie zum Aufschmelzen des Kunststoffs<br />
<strong>in</strong> Form von Dissipationsenergie<br />
aufgebracht werden muss. Konvektionsund<br />
Wärmeleitungsanteile nehmen <strong>in</strong>folge<br />
der ger<strong>in</strong>geren Verweilzeit ab.<br />
Temperatur-Inhomogenitäten, die aus<br />
der axialen Verschiebung der Schnecke<br />
während des Dosiervorgangs und der dabei<br />
abnehmenden wirksamen Schneckenlänge<br />
resultieren, werden kaum noch<br />
durch thermische Vorgänge ausgeglichen.<br />
Viskositätsunterschiede, ungenügend dispergierte<br />
Pigmente bis h<strong>in</strong> zu nicht aufgeschmolzenen<br />
Feststoffpartikeln<br />
s<strong>in</strong>d die Folge.Bild 1 zeigt,dass die<br />
Verkürzung der Plastifizierzeit (n0<br />
nach n1) und/oder der Zykluszeit<br />
an e<strong>in</strong>en Betriebspunkt führen<br />
kann, <strong>in</strong> dem die Energiezufuhr<br />
nicht mehr ausreicht, um den<br />
Kunststoff aufzuschmelzen.<br />
Die Masch<strong>in</strong>enhersteller bieten<br />
daher Hochleistungsschnecken<br />
an, deren wirksame Schneckenlänge<br />
mehr als 23 D beträgt.<br />
Dies vergrößert die mittlere Verweilzeit<br />
im Vergleich zu Standardplastifiziere<strong>in</strong>heiten.Zusätzlich<br />
wird der Aufschmelzvorgang<br />
durch e<strong>in</strong>e Steigerung<br />
der Wärmeleitung (Heizung)<br />
und der <strong>in</strong>neren viskosen Reibung<br />
(Schneckenantrieb) beschleunigt.<br />
96 © Carl Hanser Verlag, München Kunststoffe 6/2004
Aufgrund der größeren<br />
Verweilzeit und<br />
der verbesserten Aufschmelzleistung<br />
lässt<br />
sich der Plastifizierstrom<br />
ohne Qualitätse<strong>in</strong>bußen<br />
steigern, <strong>in</strong>dem<br />
entweder die Schneckendrehzahl<br />
oder der spezifische Durchsatz<br />
der Schnecke erhöht wird. Mit<br />
zunehmender Schneckendrehzahl verschiebt<br />
sich jedoch der Betriebspunkt zu<br />
e<strong>in</strong>er höheren Schneckenantriebsleistung,<br />
während der Energiee<strong>in</strong>trag durch<br />
die Heizung s<strong>in</strong>kt. Dieser Entwicklung<br />
s<strong>in</strong>d wirtschaftliche, konstruktive und<br />
verfahrenstechnische Grenzen gesetzt.<br />
Um die Durchsatz- und Aufschmelzleistung<br />
weiter zu steigern, müssen vorhandene<br />
Schneckenkonzepte so modifiziert<br />
werden, dass die Energiezufuhr über den<br />
Zyl<strong>in</strong>der verbessert wird.<br />
Mehrgängige Schnecken<br />
Der Wärmeübergang vom Zyl<strong>in</strong>der <strong>in</strong> den<br />
Feststoff verhält sich umgekehrt proportional<br />
zur Dicke des Schmelzefilms. Bei<br />
mehrgängigen Schnecken verteilt sich der<br />
Schmelzefilm auf mehrere Gänge und ist<br />
Bild 2. Vergleich der Schmelzefilmdicken<br />
von e<strong>in</strong>gängigen und mehrgängigen Schnecken<br />
daher dünner (Bild 2). Die Aufschmelzleistung<br />
und auch die Plastifizierleistung<br />
wird dadurch deutlich verbessert. Auch<br />
die Schubspannung und somit die Dissipation<br />
im Schmelzefilm erhöhen sich.Gerade<br />
bei Materialien mit schlechter Wärmeleitfähigkeit<br />
wie Polypropylen kann<br />
durch den dünneren Schmelzefilm mehr<br />
Energie aus der Zyl<strong>in</strong>derheizung <strong>in</strong> das<br />
Feststoffbett übertragen werden. Allerd<strong>in</strong>gs<br />
verr<strong>in</strong>gert sich mit e<strong>in</strong>em zweiten<br />
Kunststoffe 6/2004<br />
Steg der E<strong>in</strong>rieselquerschnitt, so dass es<br />
besonders bei hohen Umfangsgeschw<strong>in</strong>digkeiten<br />
zu e<strong>in</strong>er Teilfüllung der<br />
Schneckengänge und zu Lufte<strong>in</strong>schlüssen<br />
im Formteil kommen kann.<br />
Barriereschnecken<br />
Bei der Barriereschnecke separiert e<strong>in</strong> so<br />
genannter Barrieresteg das aufgeschmolzene<br />
Material vom Feststoff. Der Spalt<br />
zwischen Barrieresteg und Zyl<strong>in</strong>der<strong>in</strong>nenwand<br />
lässt nur aufgeschmolzenes Material<br />
oder angeschmolzene Granulatkörner<br />
passieren, die <strong>in</strong> m<strong>in</strong>destens e<strong>in</strong>er<br />
Richtung kle<strong>in</strong>er s<strong>in</strong>d als der Spalt<br />
(Bild 3). Bei Barriereschnecken haben<br />
sich solche Konzepte durchgesetzt, die<br />
den Feststoff- und Schmelzekanal mit<br />
konstanter Gangbreite (Gangsteigung)<br />
ausgeführt sehen. Dadurch wird die für<br />
den Wärmeübergang zur Verfügung stehende<br />
Fläche nicht reduziert. Im Gegensatz<br />
dazu reduziert bei konventionellen<br />
Schnecken die Zunahme des Schmelzepools<br />
auf der aktiven Stegflanke stetig die<br />
Kontaktfläche zwischen Feststoff und Zyl<strong>in</strong>der<strong>in</strong>nenwand.<br />
Durch das Abschöpfen der aufgeschmolzenen<br />
Formmasse im Schmelze-<br />
kanal stellt sich ebenso wie bei der -<br />
Mehrgängigkeit e<strong>in</strong>e ger<strong>in</strong>gere Schmelzefilmdicke<br />
mit den oben beschriebenen<br />
Vorteilen e<strong>in</strong>.Mit zunehmendem Schmelzeanteil<br />
nimmt die Querschnittsfläche des<br />
Feststoffkanals kont<strong>in</strong>uierlich ab,während<br />
die Querschnittsfläche des Schmelzekanals<br />
zunimmt. Auf diese Weise wird e<strong>in</strong>e ger<strong>in</strong>ge<br />
Scherbeanspruchung der Schmelze<br />
sichergestellt. Der kontrollierte Übertritt<br />
von angeschmolzenen Granulatkörnern<br />
hat zusätzlich e<strong>in</strong>en positiven Effekt auf<br />
das Temperaturniveau der Schmelze.<br />
Genutete Zyl<strong>in</strong>der<br />
Barriereschnecken mit gekühlten Nutbuchsen<br />
ermöglichen <strong>in</strong> der Extrusion<br />
sehr hohe spezifische Durchsätze. Allerd<strong>in</strong>gs<br />
s<strong>in</strong>d deutlich höhere Antriebsmomente<br />
und längere Schnecken erforderlich,<br />
um auch bei großen Durchsätzen die<br />
m<strong>in</strong>imale Verweilzeit e<strong>in</strong>zuhalten. Schneckenlängen<br />
von mehr als 30 D s<strong>in</strong>d nach<br />
dem heutigen Stand der Technik üblich.<br />
Solche Schneckenlängen s<strong>in</strong>d im Spritzgießmasch<strong>in</strong>enbau<br />
jedoch nur realisierbar,<br />
wenn auch das Masch<strong>in</strong>enbett entsprechend<br />
verlängert wird. Deshalb<br />
konnten sich genutete Zyl<strong>in</strong>der im Spritzgießen<br />
nicht durchsetzen.<br />
Komb<strong>in</strong>ation der Vorteile<br />
Das neue HPX-Plastifiziersystem der<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik GmbH,<br />
München, vere<strong>in</strong>t die Vorteile der beschriebenen<br />
Systeme <strong>in</strong> e<strong>in</strong>er neuen Generation<br />
von Plastifiziere<strong>in</strong>heiten für<br />
Spritzgießmasch<strong>in</strong>en. Das System besteht<br />
aus e<strong>in</strong>er mehrgängigen Barriereschnecke<br />
Bild 3. Vergleich der Schmelzefilmdicken<br />
von e<strong>in</strong>gängigen Schnecken und Barriereschnecken<br />
SPRITZGIESSEN ■<br />
und e<strong>in</strong>em Plastifizierzyl<strong>in</strong>der,der im E<strong>in</strong>zugsbereich<br />
mit Nuten <strong>in</strong> Achsrichtung<br />
versehen ist (Bild 4). Während die genutete<br />
E<strong>in</strong>zugszone e<strong>in</strong>en sehr hohen Materialdurchsatz<br />
ermöglicht, garantiert die<br />
Komb<strong>in</strong>ation aus Mehrgängigkeit und<br />
Barrierepr<strong>in</strong>zip die optimale Schmelzequalität.<br />
Bei genuteten Systemen bestimmt den<br />
Durchsatz nicht <strong>in</strong> erster L<strong>in</strong>ie der Reibbeiwert<br />
zwischen Granulat und Stahl-<br />
V<br />
97
■<br />
SPRITZGIESSEN<br />
Bild 4. Genuteter E<strong>in</strong>zug e<strong>in</strong>es Plastifizierzyl<strong>in</strong>ders<br />
oberflächen, sondern der <strong>in</strong>nere Reibbeiwert<br />
der Schüttung. Solange e<strong>in</strong>e gewisse<br />
Scherspannung nicht überschritten<br />
wird und <strong>in</strong> der Scherebene zwischen Nut<br />
und Schneckenkanal die Granulatkörner<br />
nicht gegene<strong>in</strong>ander abgleiten, kann man<br />
von e<strong>in</strong>er so genannten Mutter-Sp<strong>in</strong>del-<br />
Förderung ausgehen, bei der das Material<br />
analog e<strong>in</strong>er am Mitdrehen geh<strong>in</strong>derten<br />
Mutter auf e<strong>in</strong>er Sp<strong>in</strong>del <strong>in</strong> Achsrichtung<br />
gefördert wird. Dies steigert den<br />
Durchsatz gegenüber glattwandigen Systemen<br />
erheblich. Die Mutter-Sp<strong>in</strong>del-<br />
Förderung erlaubt die Vorhersage zu erwartender<br />
Durchsätze auf der Basis bewährter,<br />
<strong>in</strong> der Extrusion angewandter<br />
Berechnungsmodelle zur Feststoffförderung<br />
<strong>in</strong> Nutbuchsenextrudern. Die gute<br />
Übere<strong>in</strong>stimmung zwischen Theorie und<br />
Praxis, die dabei erzielt wird, zeigt Bild 5.<br />
Mit dem höheren Durchsatz muss e<strong>in</strong>e<br />
wesentlich größere Menge an Kunststoff<br />
aufgeschmolzen und homogenisiert werden.Diese<br />
Aufgabe erfüllt beim HPX-Plastifiziersystem<br />
die mehrgängige Barriereschnecke.<br />
Im Gegensatz zu konventionellen<br />
Barriereschnecken verfügt die<br />
Schnecke über m<strong>in</strong>destens zwei Feststoffund<br />
Schmelzekanäle. Die Komb<strong>in</strong>ation<br />
von Mehrgängigkeit und Barrierepr<strong>in</strong>zip<br />
ermöglicht es, e<strong>in</strong>e größere Energiemenge<br />
durch Wärmeleitung vom Zyl<strong>in</strong>der auf das<br />
Granulat zu übertragen. Dies erhöht bei<br />
maximaler Auslastung des Systems zwar<br />
den Drehmomentbedarf, jedoch steigt die<br />
Plastifizierleistung <strong>in</strong> höherem Maße an,<br />
so dass letztendlich die spezifisch zugeführte<br />
mechanische Energie abnimmt. In<br />
der Praxis macht sich diese Tatsache <strong>in</strong> ei-<br />
i<br />
Hersteller<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik GmbH<br />
<strong>Krauss</strong>-<strong>Maffei</strong>-Straße 2<br />
D-80997 München<br />
Tel. +49 (0) 89/88 99-0<br />
Fax +49 (0) 89/88 99-2206<br />
www.krauss-maffei.de<br />
nem größeren Anteil der von den elektrischen<br />
Heizbändern abgegebenen Leistung<br />
an der Gesamtleistung bemerkbar. Bei geeigneter<br />
Schneckengeometrie mit ger<strong>in</strong>ger<br />
Scherbeanspruchung der Schmelze <strong>in</strong> der<br />
Barrierezone kann zudem die Schmelzetemperatur<br />
deutlich gesenkt werden.<br />
Diesen Effekt verdeutlicht Bild 6 für<br />
drei Anwendungen, die unter gleichen<br />
Verarbeitungsbed<strong>in</strong>gungen sowohl mit<br />
e<strong>in</strong>er HPX-E<strong>in</strong>heit als auch mit e<strong>in</strong>er<br />
konventionellen Hochleistungsschnecke<br />
nachgestellt wurden.<br />
Höhere Produktivität<br />
Das HPX-Plastifiziersystem ist unter verschiedenen<br />
Gesichtspunkten für den Anwender<br />
von hohem Nutzen. Zum e<strong>in</strong>en<br />
verr<strong>in</strong>gern sich aufgrund der ger<strong>in</strong>geren<br />
Anwendung Material<br />
Verpackungsartikel<br />
CD-Trays<br />
Basell Moplen<br />
EP548N<br />
PP<br />
MFI 12<br />
BASF PS 427 D<br />
PS<br />
MFI 8<br />
Massetemperaturen die Kühlzeiten. Dies<br />
kann <strong>in</strong> vielen Fällen direkt zu kürzeren<br />
Zykluszeiten und damit zu e<strong>in</strong>er höheren<br />
Produktionsleistung führen.<br />
E<strong>in</strong> weiterer wichtiger Aspekt ist die für<br />
kurze Zykluszeiten erforderliche Masch<strong>in</strong>enkonfiguration.<br />
Hierzu werden häufig<br />
elektromotorische Schneckenantriebe <strong>in</strong><br />
Verb<strong>in</strong>dung mit Verschlussdüsen verwendet.<br />
Diese Konfiguration erlaubt das Plas -<br />
tifizieren während der Werkzeugbewegungen.<br />
Durch die HPX-Plastifizierung kann<br />
die Plastifizierzeit deutlich reduziert werden,<br />
so dass die zusätzlichen Kosten für<br />
elektromotorischen Schneckenantrieb und<br />
Verschlusssystem <strong>in</strong> vielen Fällen entfallen.<br />
Die HPX-E<strong>in</strong>heit kann <strong>in</strong> bestehenden<br />
Masch<strong>in</strong>en e<strong>in</strong>gesetzt werden, <strong>in</strong>dem sie<br />
gegen konventionelle Plastifiziere<strong>in</strong>heiten<br />
ausgetauscht wird. Dazu s<strong>in</strong>d ke<strong>in</strong>e<br />
Umbauten am Masch<strong>in</strong>enbett oder am<br />
Schneckenantrieb erforderlich. Die Nachrüstung<br />
ist unkompliziert und kostengünstig.<br />
Beispiele aus der Praxis<br />
Die Eignung dieses Systems für den E<strong>in</strong>satz<br />
auf Spritzgießmasch<strong>in</strong>en wurde <strong>in</strong><br />
umfangreichen Versuchsreihen nachgewiesen.<br />
Dabei wurden verschiedene<br />
marktgängige Barriereschneckenkonzepte<br />
und die HPX-E<strong>in</strong>heit unter den extremen<br />
Bed<strong>in</strong>gungen e<strong>in</strong>iger schnelllaufender<br />
Anwendungen mite<strong>in</strong>ander verglichen<br />
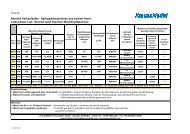
(Tabelle 1).Mit der HPX-E<strong>in</strong>heit ließ<br />
sich gleichzeitig der Durchsatz erhöhen<br />
und die Schmelzetemperatur verr<strong>in</strong>gern.<br />
Durchsatzsteigerung im<br />
Vergleich zu konventionellerHochleistungsschnecke<br />
Reduzierung<br />
der Massetemperatur<br />
80 % 16 °C<br />
40 % 5 °C<br />
Die im Technikumsmaßstab erzielten<br />
Ergebnisse wurden mittlerweile erfolgreich<br />
<strong>in</strong> die Praxis übertragen. Unter anderem<br />
bef<strong>in</strong>den sich vier E<strong>in</strong>heiten mit<br />
Schneckendurchmesser 130 mm und e<strong>in</strong>er<br />
wirksamen Schneckenlänge von 23 D<br />
im E<strong>in</strong>satz. Mit diesen E<strong>in</strong>heiten werden<br />
auf Spritzgießmasch<strong>in</strong>en des Typs<br />
KM2700/14700MC Pkw-Tür<strong>in</strong>nenverkleidungen<br />
aus unverstärktem Polypropylen<br />
hergestellt. Der E<strong>in</strong>satz der<br />
HPX-E<strong>in</strong>heit ließ die Plastifizierleistung<br />
im Vergleich zu e<strong>in</strong>er konventionellen<br />
Hochleistungse<strong>in</strong>heit um 80 % steigen.<br />
Gleichzeitig erhöhte sich der Drehmomentbedarf<br />
nur um 40 %. Dieser<br />
verhältnismäßig ger<strong>in</strong>ge Anstieg der<br />
Antriebsleistung ist auf die beschrie-<br />
98 © Carl Hanser Verlag, München Kunststoffe 6/2004<br />
Eimer<br />
BP Amoco<br />
300CA06<br />
PP<br />
MFI 6<br />
120 % 20 °C<br />
Tabelle 1. Vergleich e<strong>in</strong>er HPX-E<strong>in</strong>heit (SP1900C3 D70) mit e<strong>in</strong>er konventionellen Hochleistungsschnecke<br />
an drei Anwendungsbeispielen
Massedurchsatz<br />
Bild 5. Gegenüberstellung berechneter und im Versuch ermittelter Massedurchsätze<br />
für e<strong>in</strong>e HPX-E<strong>in</strong>heit D90<br />
bene bessere Ausnutzung der <strong>in</strong>stallierten<br />
elektrischen Heizleistung zurückzuführen.<br />
Aufgrund der drastischen<br />
Erhöhung der Plastifizierleistung konnte<br />
die erforderliche Plastifizierzeit deutlich<br />
reduziert werden.<br />
Bei der Herstellung von Verschlusskappen<br />
konnte die Plastifizierzeit von 2,8 s<br />
mit Barriereschnecke <strong>in</strong> glattwandigem<br />
Zyl<strong>in</strong>der auf 1,6 s mit HPX-E<strong>in</strong>heit reduziert<br />
werden (Schneckendurchmesser jeweils<br />
70 mm). Diese Anhebung der Plastifizierleistung<br />
verkürzte die Zykluszeit<br />
von 5,9 auf 5,2 s, also um mehr als 10 %.<br />
Bild 6.<br />
Gegenüberstellung<br />
der Wärmeleitungsanteile<br />
bei HPX-E<strong>in</strong>heiten<br />
und konventionellen<br />
E<strong>in</strong>heiten<br />
für verschiedene<br />
Materialien<br />
Kunststoffe 6/2004<br />
In beiden Fällen konnte das Potenzial<br />
e<strong>in</strong>er weiteren Zykluszeitreduktion aufgrund<br />
der Senkung der Massetemperatur<br />
nicht ausgetestet werden. Hier ist bei optimierter<br />
Werkzeugtechnik mit weiteren<br />
Zykluszeite<strong>in</strong>sparungen zu rechnen.<br />
Fazit<br />
Wärmeleitung und Dissipation<br />
Bisherige Systeme für Hochleistungsplastifizierungen<br />
erreichen Durchsatzsteigerungen<br />
durch höhere Drehzahlen, längere<br />
Schnecken und stärkere Antriebe. Bei<br />
dem von <strong>Krauss</strong>-<strong>Maffei</strong> entwickelten<br />
SPRITZGIESSEN ■<br />
HPX-Plastifiziersystem wird die Plastifizierleistung<br />
deutlich erhöht,ohne diese Parameter<br />
zu verändern. Das System besteht<br />
aus e<strong>in</strong>er mehrgängigen Barriereschnecke<br />
und e<strong>in</strong>em Plastifizierzyl<strong>in</strong>der,der im E<strong>in</strong>zugsbereich<br />
mit Nuten <strong>in</strong> Achsrichtung<br />
versehen ist. Das verbesserte Aufschmelzverhalten<br />
erhöht den spezifischen Durchsatz<br />
der Schnecke. Dies ist neben den typischen<br />
Anwendungsgebieten der Dünnwandtechnik<br />
wie Behältern,Verschlüssen,<br />
Kisten auch für dünnwandige technische<br />
Artikel wie Automobilteile, Elektroartikel<br />
usw. von Bedeutung. Für die zu erwartenden<br />
Entwicklungen der Werkzeug-, Temperier-<br />
und Materialtechnik stellt die<br />
HPX-Plastifizierung e<strong>in</strong> hohes Maß an Reserve<br />
zur Verfügung, die es dem Verarbeiter<br />
erlaubt, all diese Maßnahmen zur Zykluszeitreduzierung<br />
Gew<strong>in</strong>n br<strong>in</strong>gend <strong>in</strong><br />
se<strong>in</strong>em Unternehmen umzusetzen. ■<br />
LITERATUR<br />
1 Bürkle, E.; Würtele, M.: <strong>Plastifizieren</strong> <strong>in</strong> Grenzbereichen<br />
– Potenzial der E<strong>in</strong>schnecke ausgeschöpft?<br />
Kunststoffe 92 (2002) 3, S. 38<br />
2 Bürkle, E.; Bauer, M; Würtele, M.: Spritzgießschnecken<br />
– Kompromisse def<strong>in</strong>ieren ihr E<strong>in</strong>satzspektrum.<br />
Kunststoffe 87 (1997) 10, S. 1272<br />
3 Mart<strong>in</strong>, G. A.: Der E<strong>in</strong>schneckenextruder: Grundlagen<br />
und Systemoptimierung. Hrsg.: Vere<strong>in</strong> Deutscher<br />
Ingenieure, VDI-Gesellschaft Kunststofftechnik,<br />
Düsseldorf 2001<br />
DIE AUTOREN<br />
DIPL.-ING. MARTIN WÜRTELE, geb. 1969, ist Leiter<br />
Konstruktion Plastifizierung Spritzgießen der<br />
<strong>Krauss</strong> <strong>Maffei</strong> Kunststofftechnik GmbH, München.<br />
DIPL.-ING. CHRISTOPH LANGE, geb. 1969, ist Produktmanager<br />
für Dünnwandtechnik bei <strong>Krauss</strong>-<strong>Maffei</strong>.<br />
DIPL.-ING. THOMAS HUNGERKAMP, geb. 1976,<br />
ist bei <strong>Krauss</strong>-<strong>Maffei</strong> <strong>in</strong> der verfahrenstechnischen<br />
Entwicklung Plastifizierung Spritzgießen tätig.<br />
Kontakt: plastifizierung@krauss-maffei.de<br />
SUMMARY PLAST EUROPE<br />
PLASTICATION IN RAPID TIME<br />
SCREWS. The HPX plastication system developed by<br />
<strong>Krauss</strong>-<strong>Maffei</strong> <strong>in</strong>creases the plastication rate without<br />
alter<strong>in</strong>g the screw length, screw speed and <strong>in</strong>stalled<br />
drive power. Injection mould<strong>in</strong>g mach<strong>in</strong>es can therefore<br />
be easily retooled. The system comprises a multi-flight<br />
barrier screw and a plastication system with a feed<br />
zone that is grooved <strong>in</strong> the axial direction. The improved<br />
melt<strong>in</strong>g behaviour <strong>in</strong>creases the specific screw throughput.<br />
This leads to shorter cycle times and <strong>in</strong>creased<br />
productivity particularly, <strong>in</strong> high-speed applications.<br />
NOTE: You can read the complete article<br />
by enter<strong>in</strong>g the document number PE102913<br />
on our website at www.kunststoffe.de/pe<br />
99