SB_14.814B

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
8 Charakterisierung der Fügezone<br />
8.1 Lichtmikroskopie<br />
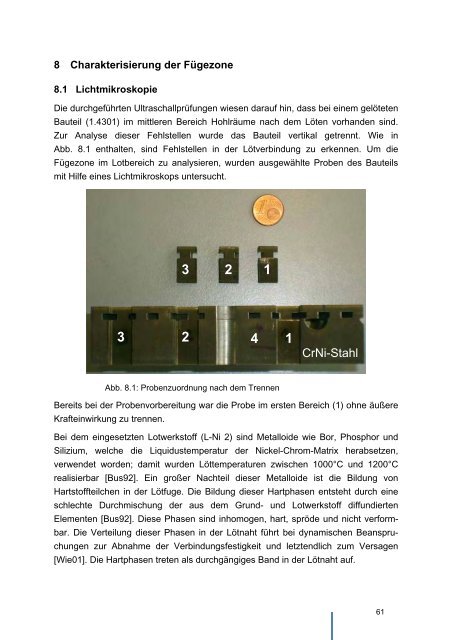
Die durchgeführten Ultraschallprüfungen wiesen darauf hin, dass bei einem gelöteten<br />
Bauteil (1.4301) im mittleren Bereich Hohlräume nach dem Löten vorhanden sind.<br />
Zur Analyse dieser Fehlstellen wurde das Bauteil vertikal getrennt. Wie in<br />
Abb. 8.1 enthalten, sind Fehlstellen in der Lötverbindung zu erkennen. Um die<br />
Fügezone im Lotbereich zu analysieren, wurden ausgewählte Proben des Bauteils<br />
mit Hilfe eines Lichtmikroskops untersucht.<br />
3 2 1<br />
3<br />
2<br />
4<br />
1<br />
CrNi-Stahl<br />
Abb. 8.1: Probenzuordnung nach dem Trennen<br />
Bereits bei der Probenvorbereitung war die Probe im ersten Bereich (1) ohne äußere<br />
Krafteinwirkung zu trennen.<br />
Bei dem eingesetzten Lotwerkstoff (L-Ni 2) sind Metalloide wie Bor, Phosphor und<br />
Silizium, welche die Liquidustemperatur der Nickel-Chrom-Matrix herabsetzen,<br />
verwendet worden; damit wurden Löttemperaturen zwischen 1000°C und 1200°C<br />
realisierbar [Bus92]. Ein großer Nachteil dieser Metalloide ist die Bildung von<br />
Hartstoffteilchen in der Lötfuge. Die Bildung dieser Hartphasen entsteht durch eine<br />
schlechte Durchmischung der aus dem Grund- und Lotwerkstoff diffundierten<br />
Elementen [Bus92]. Diese Phasen sind inhomogen, hart, spröde und nicht verformbar.<br />
Die Verteilung dieser Phasen in der Lötnaht führt bei dynamischen Beanspruchungen<br />
zur Abnahme der Verbindungsfestigkeit und letztendlich zum Versagen<br />
[Wie01]. Die Hartphasen treten als durchgängiges Band in der Lötnaht auf.<br />
61