

STAHL + TECHNIK 01/2019
- Stahlindustrie: thyssenkrupp gibt Führungsstrukturen für zukünftige Unternehmen bekannt - Stahltechnik: Ultradünnes Warmband mit nur 0,6 mm Dicke hergestellt - Stahlhandel: Klöckner & Co schließt strategische Partnerschaft mit Axel Springer - Additive Fertigung: German Design Award für einen 3D-Sprühkopf für das Gesenkschmieden
- Stahlindustrie: thyssenkrupp gibt Führungsstrukturen für zukünftige Unternehmen bekannt
- Stahltechnik: Ultradünnes Warmband mit nur 0,6 mm Dicke hergestellt
- Stahlhandel: Klöckner & Co schließt strategische Partnerschaft mit Axel Springer
- Additive Fertigung: German Design Award für einen 3D-Sprühkopf für das Gesenkschmieden

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>STAHL</strong>VERARBEITUNG | 75<br />
Der Grund dafür liegt in der intermetallischen<br />
Phase, die sich beim Schweißen von<br />
Stahl und Aluminium an der Stelle bildet,<br />
wo sich die beiden Materialien berühren<br />
und miteinander verschmelzen. Die Schicht<br />
ist spröde sowie anfällig für Risse und Poren<br />
– das beeinträchtigt die Stabilität der<br />
Verbindung.<br />
„Kalter“ Schweißprozess mit<br />
digitaler Prozessregelung<br />
Mit diesem Problem befasste sich auch der<br />
internationale Automobilzulieferer Magna<br />
Steyr. Das Unternehmen mit Hauptsitz<br />
im österreichischen Graz entwickelt und<br />
produziert Einzelkomponenten sowie<br />
komplette Fahrzeuge und setzt bei seinen<br />
Karosserien ebenfalls auf Leichtbau. Um<br />
die Kosten für die Fertigung von Stahl-<br />
Aluminium- Schweißteilen zu senken, untersuchte<br />
Magna Steyr den Fügeprozess<br />
detailliert und kam zu dem Ergebnis, dass<br />
dabei die Temperatur einen entscheidenden<br />
Einfluss auf die Nahtqualität hat.<br />
Der Wärmeeintrag während des<br />
Schweißens bestimmt maßgeblich die<br />
Dicke der intermetallischen Phase. In<br />
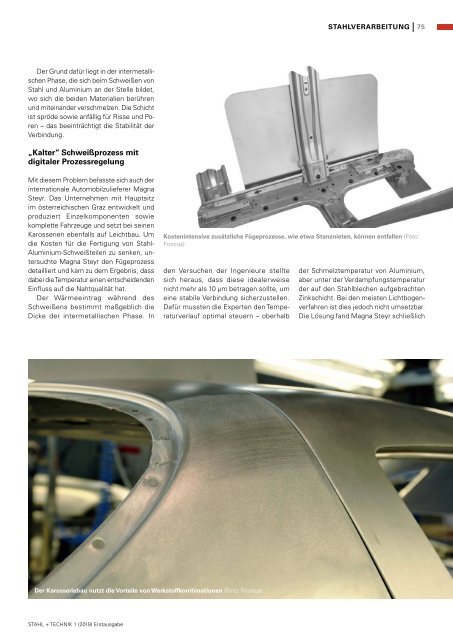
Kostenintensive zusätzliche Fügeprozesse, wie etwa Stanznieten, können entfallen (Foto:<br />
Fronius)<br />
den Versuchen der Ingenieure stellte<br />
sich heraus, dass diese idealerweise<br />
nicht mehr als 10 µm betragen sollte, um<br />
eine stabile Verbindung sicherzustellen.<br />
Dafür mussten die Experten den Temperaturverlauf<br />
optimal steuern – oberhalb<br />
der Schmelztemperatur von Aluminium,<br />
aber unter der Verdampfungstemperatur<br />
der auf den Stahlblechen aufgebrachten<br />
Zinkschicht. Bei den meisten Lichtbogenverfahren<br />
ist dies jedoch nicht umsetzbar.<br />
Die Lösung fand Magna Steyr schließlich<br />
Der Karosseriebau nutzt die Vorteile von Werkstoffkombinationen (Foto: Fronius)<br />
<strong>STAHL</strong> + <strong>TECHNIK</strong> 1 (2<strong>01</strong>9) Erstausgabe














