Ganzheitliche Reinraum- planung für Medizinprodukte - Krauss Maffei
Ganzheitliche Reinraum- planung für Medizinprodukte - Krauss Maffei
Ganzheitliche Reinraum- planung für Medizinprodukte - Krauss Maffei

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
■<br />
MEDIZINTECHNIK<br />
Bild 1. Die Herstellung von <strong>Medizinprodukte</strong>n unterliegt bei weitem schärferen Spielregeln als die technischer Teile<br />
<strong>Ganzheitliche</strong> <strong>Reinraum</strong><strong>planung</strong><br />
<strong>für</strong> <strong>Medizinprodukte</strong><br />
Risiken bei Nichtbeachtung der Regelwerke. Ob aus Unkenntnis oder wider<br />
besseren Wissens, nicht wenige Kunststoffverarbeiter meinen, beim Aufbau<br />
einer <strong>Reinraum</strong>fertigung <strong>für</strong> die Herstellung von <strong>Medizinprodukte</strong>n sei es mit der<br />
Installation passender Filter- und Klimaeinrichtungen getan. Doch die Nicht-<br />
beachtung der einschlägigen Regelwerke ist mit unkalkulierbaren Risiken und<br />
Nebenwirkungen verbunden.<br />
P lanung,<br />
ERWIN BÜRKLE<br />
GERNOD DITTEL<br />
Konzeption und der Betrieb<br />
von Reinräumen unterliegen<br />
bekanntermaßen zahlreichen Normen<br />
und Richtlinien. Das gilt aus nahe<br />
liegenden Gründen besonders <strong>für</strong> Anlagen,<br />
in denen Erzeugnisse <strong>für</strong> medizinische<br />
oder pharmazeutische Zwecke (auch<br />
<strong>Medizinprodukte</strong> genannt) hergestellt<br />
werden sollen. Hier spielt der so genannte<br />
„EG-Leitfaden einer Guten Herstellungspraxis<br />
<strong>für</strong> Arzneimittel und Wirkstoffe“,<br />
besser bekannt unter der Bezeichnung<br />
GMP (Good Manufacturing<br />
Practice), eine entscheidende Rolle [1, 2].<br />
Um einen möglicherweise bestehenden<br />
Irrtum gleich auszuräumen: Die GMP-<br />
Richtlinien sind rechtsverbindlich. Das<br />
bedeutet: Die EU-Mitgliedstaaten sind<br />
verpflichtet, in ihren Hoheitsgebieten die<br />
Einhaltung der GMP-Grundsätze und<br />
Leitlinien bei der (erlaubnispflichtigen)<br />
Arzneimittelherstellung obligatorisch<br />
vorzuschreiben.<br />
Verbindliche und scharfe<br />
Richtlinien<br />
Weil die GMP-Richtlinien laut Schlussbestimmungen<br />
auch <strong>für</strong> die Medizinpro-<br />
dukte-Richtlinie Anwendung finden, ist<br />
der Begriff „Arzneimittel“ als Oberbegriff<br />
zu verstehen. In den Begriffsbestimmungen<br />
des Leitfadens heißt es dazu: „Stoffe<br />
oder Zubereitungen aus Stoffen, die zur<br />
Anwendung an Menschen oder Tieren<br />
bestimmt sind, um eine medizinische<br />
Diagnose zu stellen, oder um physiologische<br />
Funktionen bei Mensch oder Tier<br />
wiederherzustellen, zu verbessern oder zu<br />
verändern, werden gleichermaßen als<br />
Arzneimittel angesehen.“<br />
Damit ist geklärt, dass beispielsweise<br />
auch Produkte wie Einwegspritzen, Petrischalen,<br />
Inhalatoren oder Sprayventile<br />
nach GMP als Arzneimittel definiert sind<br />
42 © Carl Hanser Verlag, München Kunststoffe 4/2004
(Bild 1). Und bei der Herstellung dieser<br />
<strong>Medizinprodukte</strong> gelten zwangsläufig<br />
weitaus schärfere Spielregeln als etwa bei<br />
technischen Teilen <strong>für</strong> optische oder mikroelektronische<br />
Anwendungen. Schließlich<br />
haben die Abnehmer, also die Patienten,<br />
den berechtigten Anspruch, dass<br />
die Wirkung dieser Produkte gewährleistet<br />
ist und mögliche Risiken kalkulierbar<br />
sind [3]. Demzufolge müssen der Auftraggeber,<br />
bei GMP „Hersteller“ genannt,<br />
wie auch dessen Zulieferer (hier der<br />
Kunststoffverarbeiter) auf eine sichere<br />
und regelkonforme Herstellung achten,<br />
um die Produkte in der erforderlichen<br />
Qualität zu fertigen.<br />
Partikelfrei genügt nicht<br />
Im Unterschied zu rein technischen Anwendungen<br />
ist <strong>für</strong> medizinische und<br />
pharmazeutische Anwendungen nicht<br />
nur die Partikelfreiheit, sondern zusätzlich<br />
die Keimfreiheit von Bedeutung. Deshalb<br />
sind bei der Planung und Konzeption<br />
einer <strong>Medizinprodukte</strong>-Fertigung<br />
weitergehende Kriterien zu berücksichtigen,<br />
als es vordergründig den Anschein<br />
hat. Weshalb allein die Planung so komplex<br />
ist und sein muss, geht aus Bild 2 hervor.<br />
So sind einmal die vielfältigen, auf die<br />
Produktion in einem <strong>Reinraum</strong> einwirkenden<br />
Einflüsse zu berücksichtigen –<br />
und alle zusammen zudem in Einklang<br />
mit den verbindlichen Vorgaben der GMP<br />
und weiteren Regelwerken zu bringen.<br />
Dabei wirken sich die in der GMP-<br />
Richtlinie aufgeführten Grundsätze und<br />
Leitlinien der Guten Herstellungspraxis<br />
sehr weitreichend aus, wie schon die Kapitelüberschriften<br />
andeuten (Tabelle 1).<br />
Kunststoffe 4/2004<br />
Bild 2. Faktoren, die Planung und Betrieb eines <strong>Reinraum</strong>s beeinflussen<br />
Zum besseren Verständnis seien hier drei<br />
Grundsätze auszugsweise wiedergegeben.<br />
Aus Artikel 6, Qualitätssicherungssystem:<br />
„Jeder Hersteller muss ein funktionstüchtiges<br />
pharmazeutisches Qualitätssicherungssystem,<br />
das die aktive Beteiligung<br />
der Geschäftsführung und des<br />
Personals der verschiedenen betroffenen<br />
Bereiche einbezieht, einführen und betreiben.“<br />
Aus Artikel 8, Räumlichkeiten und<br />
Ausrüstung: „Räumlichkeiten und Ausrüstung<br />
müssen so angeordnet, ausgelegt,<br />
ausgeführt, nachgerüstet und instandgehalten<br />
sein, dass sie sich <strong>für</strong> die beabsich-<br />
Bild 3. <strong>Reinraum</strong> der Reinheitsklasse<br />
ISO 5, GMP A zur vollautomatischen<br />
Herstellung von Einmal-Saugern<br />
mit integriertem Gewinde<br />
in Zweikomponententechnik.<br />
Der Hersteller Mapa muss<br />
die Sauger wegen des hohen<br />
Reinheitsgrades abschließend<br />
nicht mehr getrennt sterilisieren<br />
MEDIZINTECHNIK ■<br />
tigten Zwecke eignen. Sie müssen so ausgelegt,<br />
gestaltet und genutzt werden, dass<br />
das Risiko von Fehlern minimal und eine<br />
gründliche Reinigung und Wartung<br />
möglich ist, um (...) jeden die Qualität des<br />
Produkts beeinträchtigenden Effekt zu<br />
vermeiden. Räumlichkeiten und Ausrüstung,<br />
die zur Verwendung <strong>für</strong> hinsichtlich<br />
der Produktqualität kritische Herstellungsvorgänge<br />
bestimmt sind, müssen<br />
hinsichtlich ihrer Eignung überprüft<br />
werden (Qualifizierung).“<br />
Aus Artikel 10,Produktion: „Die einzelnen<br />
Herstellungsvorgänge müssen nach<br />
vorher erstellten Anweisungen und Verfahrensbeschreibungen<br />
und in Übereinstimmung<br />
mit der Guten Herstellungspraxis<br />
durchgeführt werden. Jedes neue<br />
Herstellungsverfahren und jede wesentliche<br />
Änderung eines bestehenden Verfahrens<br />
müssen validiert werden. Kritische<br />
Phasen eines Herstellungsverfahrens<br />
müssen regelmäßig revalidiert werden.“<br />
Schon diese Zitate verdeutlichen, wie<br />
strikt die GMP sind. Aber auch die<br />
übrigen Grundsätze, u. a. das Personal<br />
(Qualifikation, Ausbildung und Verhal-<br />
V<br />
43
■<br />
MEDIZINTECHNIK<br />
ten), die Qualitätskontrolle (Ausstattung,<br />
Häufigkeit) und natürlich Qualifizierung<br />
und Validierung betreffend, lassen in ihrer<br />
eindeutigen Aussagekraft keine Zweifel<br />
zu.<br />
Vertragswerk <strong>für</strong> Lohnspritzer<br />
Für Kunststoffverarbeiter, die mehrheitlich<br />
als Zulieferer mit der Herstellung von<br />
<strong>Medizinprodukte</strong>n befasst sein dürften,<br />
ist zusätzlich Artikel 12 „Herstellung und<br />
Prüfung im Lohnauftrag“ von Bedeutung:<br />
■ Für jeden Herstellungsvorgang oder jeden<br />
mit der Herstellung verbundenen<br />
Vorgang, der im Auftrag ausgeführt<br />
wird, muss ein schriftlicher Vertrag<br />
zwischen Auftraggeber und Auftragnehmer<br />
bestehen.<br />
■ In dem Vertrag müssen die Verantwortlichkeiten<br />
jeder Seite klar festgelegt<br />
und die Einhaltung der Regeln der<br />
Guten Herstellungspraxis durch den<br />
Auftragnehmer sowie die Art und Weise,<br />
wie die sachkundige Person, die <strong>für</strong><br />
die Freigabe jeder Charge zuständig ist,<br />
ihrer Verantwortung voll gerecht wird,<br />
geregelt sein.<br />
■ Ein Auftragnehmer darf keine ihm<br />
vertraglich übertragene Arbeit ohne<br />
DIN EN<br />
ISO 14644-1<br />
1<br />
schriftliche Genehmigung des Auftraggebers<br />
an Dritte weitergeben.<br />
■ Der Auftragnehmer muss die Grundsätze<br />
und Leitlinien der Guten Herstellungspraxis<br />
einhalten und sich<br />
den in Artikel 26 der Richtlinie<br />
75/319/EWG vorgesehenen Inspektionen<br />
durch die zuständigen Behörden<br />
unterwerfen.<br />
In den ergänzenden Leitlinien zu Artikel<br />
12 wird die Richtlinie u. a. hinsichtlich der<br />
Pflichten des Auftragnehmers deutlicher:<br />
■ Der Auftraggeber ist verantwortlich <strong>für</strong><br />
die Beurteilung, ob der Auftragnehmer<br />
kompetent ist, die erforderlichen Arbeiten<br />
erfolgreich auszuführen. Er hat<br />
durch den Vertrag sicherzustellen, dass<br />
die in diesem Leitfaden beschriebenen<br />
Anforderungen der Guten Herstellungspraxis<br />
befolgt werden.<br />
■ Der Auftraggeber sollte sicherstellen,<br />
dass der Auftragnehmer sich über alle<br />
Probleme im Klaren ist, die mit dem<br />
Produkt oder der Arbeit in Zusammenhang<br />
stehen.<br />
■ Der Auftragnehmer muss über geeignete<br />
Räumlichkeiten und die erforderliche<br />
Ausrüstung, ausreichende Sachkenntnis<br />
und Erfahrung sowie über<br />
kompetentes Personal verfügen, um<br />
die ihm vom Auftraggeber übertra-<br />
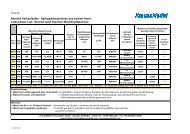
Klassifizierung<br />
der Partikelreinheitsklassen nach EG-GMP-Leitfaden<br />
Nomenklatur Höchstwert der Partikelkonzentration je Kubikmeter Luft<br />
Alte <strong>Reinraum</strong>-Klasse<br />
US Fed. Std.<br />
2 0 4<br />
3 1<br />
4 10<br />
5 100<br />
6 1000<br />
7 10 000<br />
8 100 000<br />
≥0,5 µm ≥5,0 µm Klasse<br />
35<br />
35<br />
352<br />
353<br />
3520<br />
3500<br />
3530<br />
35 200<br />
35 300<br />
352 000<br />
350 000<br />
353 000<br />
3 520 000<br />
3 500 000<br />
3 530 000<br />
29<br />
0<br />
293<br />
247<br />
2930<br />
2000<br />
2470<br />
29 300<br />
20 000<br />
24 700<br />
9 35 200 000 293 000<br />
Tabelle 2. Klassifizierung der Reinheitsklassen<br />
genen Arbeiten zufriedenstellend ausführen<br />
zu können.<br />
■ Der Vertrag sollte dem Auftraggeber<br />
gestatten, die Einrichtungen des Auftragnehmers<br />
zu besichtigen.<br />
■ Im Falle der Prüfung im Lohnauftrag<br />
sollte sich der Auftragnehmer darüber<br />
im Klaren sein, dass er der Inspektion<br />
durch die zuständigen Behörden unterworfen<br />
ist.<br />
Besonders die beiden letzten Punkte dürften<br />
im einen oder anderen Fall Unmut<br />
auslösen. Doch auch der Schutz von Betriebsgeheimnissen<br />
rechtfertigt es in diesem<br />
Zusammenhang nicht, von den Anforderungen<br />
der GMP-Richtlinien abzu-<br />
Leerlauf Fertigung<br />
≥0,5 µm ≥5,0 µm ≥0,5 µm ≥5,0 µm<br />
44 © Carl Hanser Verlag, München Kunststoffe 4/2004<br />
A<br />
B<br />
3500<br />
3500<br />
Neun Artikel regeln die Grundsätze und<br />
Leitlinien der Guten Herstellungspraxis<br />
• Qualitätssicherungssystem<br />
• Personal<br />
• Räumlichkeiten und Ausrüstung<br />
• Dokumentation<br />
• Produktion<br />
• Qualitätskontrolle<br />
• Auftragsherstellung<br />
• Beanstandungen und Produktrückruf<br />
• Selbstinspektion<br />
Tabelle 1. Grundsätze und Leitlinien der Guten<br />
Herstellungspraxis<br />
0<br />
0<br />
3500<br />
350 000<br />
0<br />
2000<br />
C 350 000 2000 3 500 000 20 000<br />
D 3 500 000 20 000 nicht festgelegt nicht festgelegt
weichen, denn die Belange der Arzneimittelsicherheit<br />
haben Vorrang [4].<br />
Exemplarischer Auftrag<br />
Aus den vorstehenden Erläuterungen wird<br />
deutlich, dass die Herstellung von <strong>Medizinprodukte</strong>n<br />
schon aus formaljuristischer<br />
Sicht kein Kinderspiel ist (Bild 3). Aber<br />
auch hinsichtlich der technischen Umsetzung<br />
werden die GMP-Richtlinien vielfach<br />
unterschätzt, obwohl die Lieferanten von<br />
Medizinartikeln von ihren Auftraggebern<br />
in der Regel eindeutige Vorgaben erhalten.<br />
Diese können exemplarisch lauten: „Fertige<br />
das Produkt X in der näher spezifizierten<br />
Ausführung im Einklang mit den<br />
GMP-Richtlinien in Reinheitsklasse ISO 7<br />
/ GMP C. Das Produkt soll anschließend<br />
zweifach verpackt zur Sterilisation gelie-<br />
fert werden.Alle Herstellungsschritte sind<br />
zu dokumentieren, was auch die geeignete<br />
Qualität der Rohstoffe und des Verpackungsmaterials<br />
einschließt.“<br />
Das bedeutet, dass in der Fertigung die<br />
gemäß ISO 14644-1 zulässige Zahl an<br />
Partikeln (Staub) nicht überschritten<br />
Kunststoffe 4/2004<br />
MEDIZINTECHNIK ■<br />
werden darf und zudem die Grenzwerte<br />
<strong>für</strong> eine mikrobiologische Kontaminierung<br />
– auch keimbildenden Einheiten<br />
(KBE) genannt – gemäß GMP einzuhalten<br />
sind (Tabellen 2 und 3). Die Einhaltung<br />
der Grenzwerte muss nachgewiesen<br />
werden, wobei neben der Selbstkontrolle<br />
auch noch Fremdkontrollen durch Behörden<br />
durchgeführt werden können.<br />
Überdies gelten automatisch auch alle<br />
übrigen in den GMP niedergelegten Vorschriften.<br />
Der beste Weg zu Straftat und<br />
Investitionsverlust<br />
Damit sind dem Verarbeiter eindeutige,<br />
verbindlich einzuhaltende Rahmenbedingungen<br />
vorgegeben. Dessen ungeachtet<br />
glauben dennoch nicht wenige Unter-<br />
Bild 4. Von Menschen geht ein hohes Kontaminationsrisiko aus, weshalb Schulungen, Verhaltensrichtlinien<br />
sowie Hygiene- und Reinigungspläne sorgfältig auszuarbeiten und einzuhalten sind<br />
Info online<br />
Der EG-Leitfaden der Guten Herstellungspraxis<br />
sowie weitere Informationen zum<br />
Thema können im Internet über folgenden<br />
Link heruntergeladen werden:<br />
www.gmp-navigator.com<br />
nehmen, sie könnten die Richtlinien umgehen<br />
und versuchen auf eigene Faust mit<br />
einer Minimallösung ihr Glück. Eine Einstellung,<br />
die unweigerlich zu einem Desaster<br />
führen wird. Abgesehen vom<br />
Imageschaden riskiert ein Verarbeiter mit<br />
der Einfachstlösung nicht nur eine teure<br />
Fehlinvestition, er begeht im härtesten<br />
Fall sogar eine Ordnungswidrigkeit, sollte<br />
er ohne nachgewiesene GMP-Konformität<br />
und damit ohne Freigabe die Produktion<br />
aufnehmen und Teile als GMPkonform<br />
deklariert ausliefern.<br />
Nun lassen sich so genannte „reine Bereiche“<br />
durchaus mit reduziertem Aufwand,<br />
etwa einfachen Einhausungen oder<br />
gar Vorhängen, aufbauen. Das mag V
■<br />
MEDIZINTECHNIK<br />
zwar <strong>für</strong> technische Zwecke durchaus zu<br />
vertreten sein, nicht jedoch, wenn Medizin<br />
oder Pharma involviert sind. Denn die<br />
Grundkonzepte der Qualitätssicherung,<br />
der GMP und der Qualitätskontrolle sind<br />
sehr eng miteinander verflochten. Schon<br />
deshalb sollte eine <strong>Reinraum</strong>fertigung anforderungsgerecht<br />
und GMP-konform<br />
durchgeplant und umgesetzt werden. Eine<br />
ganzheitliche Planung berücksichtigt<br />
die GMP-Richtlinien und technische Belange<br />
und minimiert dadurch das Fehlerrisiko.<br />
Wegen der komplexen Zusammenhänge<br />
bedarf es dabei allerdings professioneller<br />
Unterstützung. Nicht ohne<br />
Grund beschäftigen sowohl Planungsbüros<br />
als auch die großen Komplettanbieter<br />
Spezialisten der unterschiedlichsten<br />
Fachrichtungen, darunter aus Versorgungs-<br />
und Verfahrenstechnik, Bauwesen,<br />
Statik, Maschinenbau, Physik,<br />
Chemie und mittlerweile auch Kunststofftechnik.<br />
Die Systematik der<br />
<strong>Reinraum</strong><strong>planung</strong><br />
Üblicherweise folgt die <strong>Reinraum</strong><strong>planung</strong><br />
einer transparenten, logischen Systematik.<br />
Aus der Spezifikation des Produkts<br />
und unter Einbeziehung der Stückzahl<br />
sowie eventueller Weiterbearbeitungsschritte<br />
werden der Platzbedarf und<br />
die erforderlichen Maschinen und Ein-<br />
Klasse Luftprobe<br />
KBE/m 3<br />
Petrischale 1)<br />
KBE/4 h<br />
Bild 5. Räumlichkeiten, Maschinen und Einrichtungen müssen reinraumgerecht<br />
konstruiert und gestaltet sein. Decken, Wände und Böden müssen spezifische Kriterien erfüllen,<br />
ebenso die Beleuchtung (Fotos: <strong>Krauss</strong>-<strong>Maffei</strong>)<br />
richtungen ermittelt und ein erstes Layout<br />
entwickelt. Steht das Konzept, erfolgt<br />
eine Risikoanalyse, um die Schwachstellen<br />
aufzuzeigen. Die daraus resultierenden<br />
Änderungen gehen direkt in die Planung<br />
ein.<br />
Um nun Wechselwirkungen zu vermeiden<br />
sowie Risiken und Nebenwirkungen<br />
weitestgehend auszuschließen<br />
bzw. zu minimieren, sind unter Berücksichtigung<br />
der zahlreichen Kontaminati-<br />
Kontaktplatte 2)<br />
KBE/Platte<br />
Handschuh 3)<br />
KBE/Handschuh<br />
A < 1 < 1 < 1 < 1<br />
B 10 5 5 5<br />
C 100 50 25 –<br />
D 200 100 50 –<br />
1) einzelne Petrischalen können mehr als 4 Stunden exponiert sein<br />
2) Durchmesser 55 mm<br />
3) 5 Finger<br />
Tabelle 3. “Koloniebildende Einheiten” (KBE) – Empfohlene Grenzwerte <strong>für</strong> die mikrobiologische<br />
Kontaminierung (Durchschnittswerte)<br />
Menschliche<br />
Tätigkeiten<br />
Partikelemissionen durch Menschen und Maschinen<br />
Werkzeugbewegungen<br />
einer Spritzgießmaschine<br />
(Zweiplatten-Schließkonzept,<br />
gemessen im Werkzeugeinbauraum)<br />
Sitzen oder Stehen ohne Bewegung<br />
Sitzen mit leichter Handbewegung<br />
Sitzen mit mittlerer Körper- und Armbewegung<br />
Abwechselnd Stehen und Sitzen<br />
Gehen<br />
Schnelles Gehen<br />
Schließgeschwindigkeit mm/s<br />
250<br />
450<br />
700<br />
Tabelle 4. Partikelemission durch Menschen und Spritzgießmaschinen<br />
Anzahl der Partikel<br />
≥ 0,3 µm/min<br />
100 000<br />
500 000<br />
1 000 000<br />
2 500 000<br />
5 000 000<br />
10 000 000<br />
onsrisiken verschiedene Einflussgrößen<br />
aufeinander abzustimmen.<br />
Weil etwa Verunreinigungen vorwiegend<br />
auf dem Luftweg übertragen werden,<br />
muss der Anlagenbetreiber besonders<br />
die Belüftungs- und Klimatisierungseinrichtungen<br />
einschließlich der<br />
Luftfilter anforderungsgerecht auslegen.<br />
Üblicherweise werden die Luftströme dazu<br />
von oben nach unten geleitet, um die<br />
Partikel „abzuspülen“. Ein Risiko beim<br />
Spritzgießen geht beispielsweise vom<br />
Werkzeugbereich aus, weil die Partikel<br />
von der warmen Luft nach oben getragen<br />
und verwirbelt werden – mit der nahe liegenden<br />
Nebenwirkung, dass das Kontaminationsrisiko<br />
steigt. Dem kann der Verarbeiter<br />
nur mit einer ausgeklügelten<br />
Luftführung begegnen.<br />
Sowohl die Räumlichkeiten als auch<br />
die eingesetzten Maschinen und Einrichtungen<br />
müssen reinraumgerecht konstruiert<br />
und gestaltet sein. Decken, Wände<br />
und Böden müssen spezifische Kriterien<br />
erfüllen, ebenso die Beleuchtung.<br />
Einfach den Boden mit einer ansprechenden<br />
Farbe zu streichen, reicht nicht<br />
aus. Überdies spielt die Beschaffenheit des<br />
Untergrunds ein wichtige Rolle, insbesondere<br />
wenn schwere Maschinen darauf<br />
stehen. Erforderlich sind glatte, leicht zu<br />
reinigende Oberflächen und Verkleidungen;<br />
die Materialien müssen abriebfest<br />
und beständig gegen die vorgeschriebenen<br />
Reinigungsmittel sein. Vorsprünge<br />
und Absätze, etwa an Fenstereinfassungen<br />
oder Türen, sind unzulässig, denn<br />
andernfalls besteht das Risiko, dass sich<br />
unerwünschte Ablagerungen und<br />
Schmutzecken einstellen. Maschinen und<br />
46 © Carl Hanser Verlag, München Kunststoffe 4/2004<br />
6500<br />
28 500<br />
90 000
Geräte benötigen eine entsprechende Verkleidung.<br />
Die Anschlüsse <strong>für</strong> die Medienversorgung<br />
sind nach unten zu verlegen,<br />
und soweit bewegliche Schlauchleitungen<br />
offen verlegt sind, muss deren<br />
Oberfläche abriebfest und chemikalienbeständig<br />
sein. Temperatur, Feuchtigkeit<br />
und Belüftung dürfen die Produktion<br />
nicht beeinträchtigen.<br />
Vor dem Produktionsstart muss das<br />
Personal auf seine Aufgaben vorbereitet<br />
werden (Bild 4). Gerade weil von Menschen<br />
ein hohes Kontaminationsrisiko<br />
ausgeht, sind beispielsweise Schulungen,<br />
Verhaltensrichtlinien sowie Hygiene- und<br />
Reinigungspläne sorgfältig auszuarbeiten<br />
und zu befolgen (Tabelle 4). Die Bekleidungsvorschriften<br />
sind einzuhalten, wobei<br />
die GMP-Leitlinien hier explizit auch<br />
Führungskräfte und Besucher erwähnen.<br />
Horizontale Flächen sowie der Boden<br />
sind abhängig von der Reinheitsklasse<br />
täglich zu reinigen, wie regelmäßige Zählungen<br />
der KBE selbstverständlich sind.<br />
Weitere, bei einer ganzheitlichen Planung<br />
zu berücksichtigende Aspekte betreffen<br />
den Material- und Personalfluss in<br />
und aus dem <strong>Reinraum</strong>bereich, Arbeitsbereiche<br />
im <strong>Reinraum</strong>, aber auch Wartungsbereiche<br />
außerhalb des <strong>Reinraum</strong>s<br />
etwa <strong>für</strong> die Werkzeugpflege. Eine vorausschauende<br />
Planung wird auch eventuelle<br />
Produktionserweiterungen unter<br />
Einbeziehung der vorhandenen <strong>Reinraum</strong>systeme<br />
berücksichtigen.<br />
Qualifizierung zum Nachweis<br />
der <strong>Reinraum</strong>tauglichkeit<br />
Ob die Einrichtungen, das heißt die Maschinen<br />
und Geräte, überhaupt reinraumtauglich<br />
sind, ist im Rahmen einer<br />
entsprechenden Qualifizierung nachzuweisen<br />
(Bild 5). Mit anderen Worten: Eine<br />
bereits vorhandene Spritzgießfertigung<br />
lässt sich nicht in eine reinraumgerechte<br />
Produktion umgestalten. Auch<br />
wenn Maschinen- oder Gerätelieferanten<br />
die reinraumgerechte Qualifikation ihrer<br />
Produkte nachweisen müssen: Die Spezifikation<br />
hier<strong>für</strong> hat letztlich der Verarbeiter<br />
zu formulieren, was mit Unterstützung<br />
von Fachleuten leichter und sicherer<br />
sein dürfte.<br />
Sind schließlich alle benötigten Maschinen<br />
und Geräte installiert, ist im Rahmen<br />
einer Validierung in Übereinstimmung<br />
mit den Grundsätzen der<br />
Guten Herstellungspraxis der Nachweis zu<br />
erbringen, dass Verfahren, Prozesse,<br />
Ausrüstungsgegenstände,Materialien,Arbeitsgänge<br />
oder Systeme tatsächlich zu<br />
den erwarteten Ergebnissen führen.<br />
Kunststoffe 4/2004<br />
Der Aufbau eines GMP-konformen<br />
Monitorings sowie die umfangreiche Dokumentation<br />
sind weitere Kriterien. Gerade<br />
bei Neueinsteigern dürfte hier die<br />
Begleitung durch Spezialisten von Vorteil<br />
sein. So versteht die <strong>Reinraum</strong>welt unter<br />
Monitoring die permanente Erfassung,<br />
Aufzeichnung und Archivierung der<br />
tatsächlichen Prozessdaten, wobei die<br />
da<strong>für</strong> eingesetzten Messgeräte unabhängig<br />
von den <strong>für</strong> die Regelung verwendeten<br />
Messgeräten sein müssen.<br />
Nutzwert<br />
professioneller Planung<br />
Natürlich spielen bei der Entscheidung<br />
pro oder contra professioneller Planung<br />
die Kosten eine ausschlaggebende Rolle.<br />
Ungeachtet der komplexen Zusammenhänge<br />
kann durchaus angenommen werden,<br />
dass sich die Planungskosten wegen<br />
des schnelleren, termingerechten Produktionsstarts,<br />
der stabilen, störungsfreien<br />
Produktion sowie dem ebenso stabilen<br />
Qualitätsniveau schnell amortisieren<br />
werden.<br />
Umgekehrt dürfte es erheblich teurer<br />
werden. Alleine weil GMP die Qualifizierung<br />
und Validierung vorschreibt, muss<br />
nach jeder Änderung der Produktion das<br />
gesamte Prozedere erneut durchlaufen<br />
werden. Zu den da<strong>für</strong> entstehenden Kosten<br />
sind zu addieren die längeren Stillstandszeiten,<br />
der Produktionsausfall und<br />
nicht zuletzt das erhöhte Risiko wegen<br />
möglicherweise nicht erkannter Wechselwirkungen.<br />
In Zukunft werden sich die Kunststoffverarbeiter<br />
weitaus intensiver als bislang<br />
mit Planung, Bau und Betrieb reiner<br />
Fertigungen auseinandersetzen müssen.<br />
Auftraggeber aus dem Medizinbereich gehen<br />
beispielsweise dazu über, die Produkte<br />
in einer völlig keimfreien, hermetisch<br />
abgeschotteten Umgebung, in so genannten<br />
Isolatoren, herzustellen oder<br />
herstellen zu lassen, weil dann die Sterilisation<br />
weitestgehend entfallen kann. Ein<br />
entscheidender Vorteil ist, dass auch alle<br />
übrigen Kontaminationsquellen minimiert<br />
werden, und sich die Produktion<br />
aus Sicht der Qualitätssicherung stabili-<br />
MEDIZINTECHNIK ■<br />
siert. Auch wenn die Investitionskosten<br />
zunächst höher sind, lassen sich unter<br />
dem Strich Kosten einsparen. Daher ist<br />
es eine Frage der Zeit, bis das Isolatorenkonzept<br />
auch auf technische Anwendungen<br />
übertragen wird. ■<br />
LITERATUR<br />
1 Richtlinie der Kommission (der Europäischen Gemeinschaften)<br />
zur Festlegung der Grundsätze und<br />
Leitlinien der Guten Herstellungspraxis <strong>für</strong> zur Anwendung<br />
beim Menschen bestimmte Arzneimittel<br />
2 EG-Leitfaden einer Guten Herstellungspraxis <strong>für</strong><br />
Arzneimittel<br />
3 Bürkle, E.; Dittel, G.: Leitfaden zum Aufbau einer<br />
praxisgerechten <strong>Reinraum</strong>fertigung. Kunststoffe<br />
93 (2003) 11, S. 19-26<br />
4 Will, H.-G.: Der EG-Leitfaden einer Guten Herstellungspraxis<br />
<strong>für</strong> Arzneimittel im Gesamtzusammenhang<br />
der GMP-Harmonisierung. Beitrag aus „EG-<br />
Leitfaden einer Guten Herstellungspraxis <strong>für</strong> Arzneimittel<br />
und Wirkstoffe“, Editio Cantor Verlag,<br />
Aulendorf, 7. Auflage 2003<br />
DIE AUTOREN<br />
GERNOD DITTEL, geb. 1957, ist Geschäftsführer<br />
der Dittel Cleanroom Engineering, Kochel am<br />
See/Ried.<br />
DR.-ING. ERWIN BÜRKLE, geb. 1942, ist Leiter<br />
Vorentwicklung bei der <strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik<br />
GmbH, München.<br />
SUMMARY PLAST EUROPE<br />
HOLISTIC CLEANROOM<br />
PLANNING FOR<br />
MEDICAL PRODUCTS<br />
RISKS OF IGNORING RULES. Planning, execution<br />
and operation of cleanrooms and facilities for the<br />
production of medical articles are subject to special<br />
mandatory standards and directives. There are also<br />
many interdependent technical aspects that need to<br />
be taken into consideration. Although holistic planning<br />
may be more complicated, it is ultimately more<br />
economical, especially where there may be plans to<br />
expand production at a future date.<br />
NOTE: You can read the complete article<br />
by entering the document number PE102866<br />
on our website at www.kunststoffe.de/pe<br />
47