1 Prinzip, Ziele der Automatisierung
1 Prinzip, Ziele der Automatisierung
1 Prinzip, Ziele der Automatisierung

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, August 2012 1 <strong>Prinzip</strong>, <strong>Ziele</strong><br />
Grundlagen <strong>der</strong> <strong>Automatisierung</strong>ssysteme<br />
Die vorliegende Unterlage dient als Einführung und<br />
Übersicht in / über das Fach "<strong>Automatisierung</strong>ssysteme".<br />
Sie ist u.a. auf <strong>der</strong> Basis von H. Heckmann:<br />
"Grundlagen <strong>der</strong> Leittechnik" erarbeitet worden.<br />
Inhalt: Seite<br />
1 <strong>Prinzip</strong>, <strong>Ziele</strong> <strong>der</strong> Automation 1<br />
2 Normen, Begriffe<br />
2.1 Normen 3<br />
2.2 Begriffe 3<br />
3 Phasen / Ebenen - Modell 6<br />
4 Anwendungsgebiete und Merkmale 7<br />
5 Entstehung einer Anlage 7<br />
6 Datenarten und –Flüsse<br />
6.1 Konfigurationsdaten 9<br />
6.2 Prozessdaten 9<br />
6.3 Mensch- Maschine- Schnittstelle 9<br />
6.4 Datenübertragung 10<br />
7 Strukturen und Realisierungen<br />
6.1 Hierarchieebenen, Funktionen 11<br />
6.2 Realisierungen 13<br />
6.3 Hardware - Strukturen 14<br />
8 Anhang<br />
8.1 Aktuelle <strong>Automatisierung</strong>s- Systeme 15<br />
8.2 Historische Entwicklung 16<br />
8.3 Wichtige Normen <strong>der</strong> Automation 16<br />
8.4 Symbole (allgemein, Funktionsbausteine) 17<br />
siehe auch: "Abkürzungen und Begriffe“<br />
Zustand erfassen<br />
eingreifen<br />
verarbeiten<br />
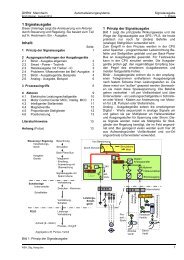
Bild 1.1: Anlagenbetrieb „von Hand“<br />
1 <strong>Prinzip</strong>, <strong>Ziele</strong> <strong>der</strong> <strong>Automatisierung</strong><br />
Die Karikatur in Bild 1 zeigt im unteren Teil den<br />
Betrieb einer technischen Anlage „von Hand“:<br />
- Zustände müssen erfaßt werden (hier: über örtliche<br />
Messungen),<br />
- diese müssen verarbeitet werden (hier: in den<br />
Köpfen <strong>der</strong> Menschen),<br />
- es muss korrigierend in den Prozess eingegriffen<br />
werden (hier: durch manuelle Verstellung von<br />
Stellglie<strong>der</strong>n / Schaltung von Aggregaten).<br />
Prozesse <strong>der</strong> Fertigung und <strong>der</strong> Verfahrenstechnik<br />
können so we<strong>der</strong> wirtschaftlich noch mit <strong>der</strong> notwendigen<br />
Qualität betrieben werden:<br />
- es würden zu viele gut ausgebildete Kräfte benötigt,<br />
die unter schlechten Bedingungen arbeiten<br />
müssten,<br />
- es könnte bestenfalls ein einigermaßen funktionieren<strong>der</strong>,<br />
nicht optimaler Betrieb erreicht werden.<br />
Auch eine den für die Details zuständigen Menschen<br />
übergeordnete Ebene (oben im Bild) wäre durch die<br />
Vielzahl <strong>der</strong> Informationen und Eingriffe überfor<strong>der</strong>t,<br />
denn große verfahrenstechnische Anlagen können<br />
mehrere tausend Messgrößen und über tausend<br />
Stellglie<strong>der</strong> und Aggregate besitzen.<br />
Eine Verbesserung ist durch selbsttätig ablaufende<br />
Vorgänge erreichbar, wobei die Entscheidungen in<br />
technischen Einrichtungen nach vorher in Ruhe von<br />
Fachleuten überlegten Algorithmen getroffen werden.<br />
Diese Einrichtungen können sich heute teilweise<br />
schon selbst durch „Betriebserfahrung“<br />
optimieren.<br />
Das meint „<strong>Automatisierung</strong>“.<br />
(nach einer Karikatur von Hr. Grüner, BBC MA)<br />
AS_Grdl.doc 1
Grundlagen <strong>Automatisierung</strong>ssysteme Berufsakademie Mannheim<br />
1 <strong>Prinzip</strong>, <strong>Ziele</strong> Erich Kleiner, Aug. 2010<br />
Bild 1.2 zeigt schematisch die Wirkungsweise von<br />
automatisierten Systemen, die aus drei „Partnern“<br />
bestehen:<br />
- Ein technischer Prozess produziert, d.h. Material,<br />
Energie und Information fließt zu, wird verän<strong>der</strong>t<br />
und fließt ab.<br />
- Eine Leiteinrichtung (Leitsystem) erfaßt Prozesszustände,<br />
verarbeitet sie u.a. durch Vergleich mit<br />
Vorgaben und greift in den Prozess ein.<br />
- Der Mensch gibt <strong>Ziele</strong> vor, beobachtet den Ablauf<br />
und greift nur notfalls ein.<br />
Der Wirkungskreis ist also normalerweise über die<br />
Leiteinrichtung geschlossen. Ihr Aufbau entspricht<br />
dem klassischen Aufbau eines Echtzeit- Rechnersystems<br />
(Bild 1.3).<br />
Bild 1.4 zeigt die Komponenten einer <strong>Automatisierung</strong><br />
detaillierter.<br />
Innerhalb <strong>der</strong> Leiteinrichtung dienen die Messgrößen<br />
als Rückkopplung (Wirkungskreis) für die<br />
Steuerungen und Regelungen, die in den Prozess<br />
eingreifen. Außerdem werden die Messgrößen für<br />
die Überwachung des Prozessablaufs benötigt, die<br />
sie mit festen o<strong>der</strong> variablen Grenzwerten o<strong>der</strong> Verläufen<br />
vergleicht, um frühzeitig auf fehlerhafte Zustände<br />
o<strong>der</strong> Abläufe aufmerksam zu machen und<br />
ggf. als Schutz <strong>der</strong> Anlage diese abzuschalten.<br />
Eine Leiteinrichtung kann bestehen aus<br />
- SPS (Speicher- programmierbare Steuerung), o<strong>der</strong><br />
- PAC (Programmable Automation Controller) o<strong>der</strong><br />
- PLS (Prozess- Leit- System).<br />
Ein- und Ausgabe- Einrichtungen werden als Teil<br />
<strong>der</strong> Leiteinrichtung betrachtet.<br />
Über Schnittstellen wird <strong>der</strong> Mensch als „Bediener“<br />
über Zustände und Abläufe informiert.<br />
Eine Datenverarbeitung gehört heute ebenfalls<br />
zum „Standard“. Über Schnittstellen analysiert,<br />
verdichtet und registriert sie die Messgrößen zur<br />
langfristigen Auswertung des Betriebsverlaufs und<br />
<strong>der</strong> Komponenten- Zustände. Hierzu werden ganz<br />
unterschiedliche Einrichtungen verwendet.<br />
<strong>Ziele</strong> <strong>der</strong> <strong>Automatisierung</strong> einer Produktionsanlage<br />
sind die Erhöhung von<br />
- Wirtschaftlichkeit, Produktivität, Verfügbarkeit,<br />
- Flexibilität,<br />
- Sicherheit <strong>der</strong> Produktionsanlage,<br />
- Produkt- Qualität,<br />
- Umweltschutz,<br />
- Bedienbarkeit, wobei je nach Anwendung auch<br />
- Personalreduzierung erreicht wird, insbeson<strong>der</strong>e<br />
<strong>der</strong> Wegfall niedrig qualifizierter o<strong>der</strong> <strong>der</strong> Gesundheit<br />
schädlicher Tätigkeiten.<br />
Neben <strong>der</strong> Verbesserung <strong>der</strong> Produktionsmethoden<br />
werden diese <strong>Ziele</strong> hauptsächlich durch <strong>Automatisierung</strong><br />
erreicht. Allerdings müssen die Prozesse<br />
dazu „automatisierbar“ konzipiert sein.<br />
Mensch<br />
Beobachten, <strong>Ziele</strong> notfalls<br />
vorgeben, eingreifen<br />
Technischer Prozeß<br />
Material -,<br />
produzieren<br />
Energie -<br />
o<strong>der</strong> Informations - Abfluss<br />
Material -,<br />
Energie - o<strong>der</strong><br />
Informations - Zufluss<br />
Im Vergleich zu einem Betrieb "von Hand" bedeutet<br />
<strong>Automatisierung</strong>:<br />
- quasi "gleichzeitige" Beachtung einer Vielzahl von<br />
Prozessdaten<br />
- Eingangssignal - Überwachung und teilweise<br />
Mehrkanaligkeit zum Erhalt <strong>der</strong> tatsächlichen<br />
Prozesszustände,<br />
- Detaillierte und trotzdem übersichtliche (weil struk-<br />
turierte) , Prozessdarstellung und Meldung von Zu<br />
ständen und Gefahren,<br />
- schnellere, exaktere automatische Befehlsgabe<br />
(Beispiele: Anfahren einer Notstromeinrichtung)<br />
- automatische Einleitung von Schutzauslösungen in<br />
Gefahrenzuständen (ohne Risiko "Mensch"),<br />
- transparente Geschäfts- und Produktionsprozesse<br />
durch Datenaustausch von <strong>der</strong> Unternehmens-<br />
leitung bis zur Produktion.<br />
2 AS_Grdl.doc<br />
Automation: 3 „Partner“<br />
verarbeiten<br />
Zustände erfassen<br />
eingreifen<br />
Leiteinrichtung,<br />
„Leitsystem“<br />
Bild 1.2: schematische Darstellung<br />
Bild 1.3: Aufbau<br />
Echtzeit- Rechner<br />
Mensch<br />
Beobachten, <strong>Ziele</strong><br />
vorgeben<br />
Schnittstelle<br />
Rück- Vor-<br />
Koppl. gaben<br />
Steuern, Regeln Überwachen<br />
Messen<br />
Ergebnis-Größen<br />
Technischer Prozeß<br />
Material -,<br />
Produzieren<br />
Energie -<br />
o<strong>der</strong> Informations - Abfluss<br />
CPU<br />
Eingabe Ausgabe<br />
Datenverarbeitung<br />
analysieren,<br />
registrieren<br />
Schützen<br />
Leiteinrichtung,<br />
„Leitsystem“<br />
SPS / PAC / PLS,<br />
einschließlich Busse,<br />
Ein / Ausgaben<br />
Material -,<br />
Energie - o<strong>der</strong><br />
Informations - Zufluss<br />
Bild 1.4: Komponenten <strong>der</strong> „Automation“
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Juni 2008 2. Normen, Begriffe<br />
2. Normen, Begriffe<br />
2.1 Normen<br />
Die in <strong>der</strong> <strong>Automatisierung</strong>stechnik verwendeten<br />
Begriffe sind größtenteils in „Normen“ festgelegt, die<br />
in nationalen und internationalen Normungsgremien<br />
erarbeitet und in einem bestimmten Land als „ange-<br />
paßte“ nationale Norm herausgegeben werden:<br />
- IEC: Norm <strong>der</strong> International Electrical Commission,<br />
- EN: Europäische Norm,<br />
- DIN Deutsche Industrie- Norm.<br />
Daneben gibt es die<br />
- VDE – Vorschriften und die<br />
- NAMUR- Empfehlungen (NEnnn),<br />
die für bestimmte Anwendungen wie Normen gelten.<br />
(NAMUR: Norm- Ausschuss Mess- und Regelungstechnik<br />
in Chemie, Pharma- Industrie, ...)<br />
Normen gibt es als „Entwürfe“ und „Vornormen“, bei<br />
IEC zusätzlich als „PAS“ (Publicly Available Specifi-<br />
cation) zur Information bei Beginn <strong>der</strong> Normung.<br />
Für die Veröffentlichung von deutschen Normen hat<br />
<strong>der</strong> Beuth- Vertrieb Berlin ein Monopol. Der Kaufpreis<br />
(bzw. Lizenzpreis zum Download) ist relativ<br />
hoch, weil hierüber die Normungsarbeit zum Teil<br />
finanziert wird. Es gibt aber öffentliche<br />
Auslegestellen, z.B. die Bibliothek <strong>der</strong> Hochschule<br />
Mannheim.<br />
2.2 Begriffe<br />
Begriffe <strong>der</strong> Automation sind im „Internationalen<br />
Elektrotechnischen Wörterbuch festgelegt: DIN IEC<br />
600050 Teil 351<br />
Die wichtigsten Grundbegriffe sind:<br />
Prozess (nach DIN IEC 60050-351):<br />
"Ein Prozess ist eine Gesamtheit von aufeinan<strong>der</strong><br />
einwirkenden Vorgängen in einem System, durch<br />
die Materie, Energie o<strong>der</strong> auch Information umgeformt,<br />
transportiert o<strong>der</strong> auch gespeichert wird".<br />
Dabei unterscheidet man verschiedene<br />
Prozessarten: (nach DIN EN 61512-1)<br />
- Kontinuierliche Prozesse (Fließprozesse)<br />
Verarbeitungsgut „fließt“ bei stationären Prozessbedingungen<br />
im stetigen Strom durch die Anlage<br />
(z.B. lfd. Methanol- Erzeugung über einem<br />
Katalysator, o<strong>der</strong> <strong>der</strong> Kraftwerksprozess)<br />
- Diskontinuierliche Prozesse (Chargenprozesse)<br />
Herstellung endlicher Mengen (Chargen) formloser<br />
Stoffe in definierter Folge von Schritten (z.B. Bier).<br />
- Stückgutprozesse<br />
Herstellung endlicher Anzahlen (Lose) einzelner<br />
Werkstücke in verschiedenen Arbeitsvorgängen<br />
(z.B. Mobiltelefone).<br />
automatisch (DIN IEC 60050-351): „einen Prozess<br />
o<strong>der</strong> eine Einrichtung bezeichnend, <strong>der</strong> / die unter<br />
festgelegten Bedingungen ohne menschliches<br />
Eingreifen abläuft o<strong>der</strong> arbeitet.<br />
automatisieren (DIN IEC 60050-351):<br />
„Mittel einsetzen, um selbsttätige Funktionen in<br />
einem System zu ermöglichen“.<br />
Leiten (nach DIN IEC 60050-351), en: Control<br />
"Zweckmäßige Maßnahmen an o<strong>der</strong> in einem<br />
Prozess, um vorgegebene <strong>Ziele</strong> zu erreichen"<br />
Leiteinrichtung (nach DIN IEC 60050-351):<br />
"Umfaßt die für die Aufgabe des Leitens<br />
verwendeten Geräte, Programme, Anweisungen".<br />
Je nach Anwendungsgebiet wird darunter die<br />
gesamte <strong>Automatisierung</strong>sausrüstung o<strong>der</strong> nur die<br />
oberste Ebene o<strong>der</strong> nur Bedienen / Beobachten<br />
verstanden.<br />
Man spricht von (siehe auch 6.2):<br />
- SPS (Speicher-Programmierbare Steuerung),<br />
Robuste, kompakte, im Preis vom Markt begrenzte<br />
Einrichtung für Steuerung und Regelung,<br />
daher begrenzter Komfort für<br />
Engineering und Diagnose<br />
- PLC (Programm. Logic Control), = SPS in englisch<br />
- PAC (Programmable Automation Controller),<br />
vereinigt HW <strong>der</strong> SPS mit Möglichkeiten des<br />
PCs, durchgängig für höhere Ebenen,<br />
Engineering- Plattform, Tag-Nr. orientiert<br />
- PLS (Prozess- Leit- System).<br />
Modulare Einrichtung für mittlere bis große<br />
Anlagen, hoher Komfort in Engineering und<br />
Diagnose.<br />
System (nach DIN IEC 60050-351): „Menge miteinan<strong>der</strong><br />
in Beziehung stehen<strong>der</strong> Elemente, die in<br />
einem bestimmten Zusammenhang als Ganzes gesehen<br />
und als von ihrer Umgebung abgegrenzt<br />
betrachtet werden“. (Sehr strapazierter Begriff)<br />
Dabei gibt es verschiedene Konzepte (nicht Norm):<br />
- geschlossenes System: spezielle Entwicklung,<br />
intern abgestimmt, jedoch Zugriff von außen nicht<br />
o<strong>der</strong> nur schwer möglich,<br />
- offenes System: externer Zugriff auf interne Parameter<br />
und Eigenschaften, sowie Zugriff auf Prozess<br />
- Daten über Standard - Schnittstellen möglich,<br />
heute verfügbar: Standard - Werkzeuge für<br />
Engineering (Verarbeitung und Kommunikation)<br />
Struktur (nach DIN IEC 60050-351): „Beziehungen<br />
zwischen den Elementen eines Systems“, z.B. als<br />
Blockschaltbild mit Befehlswegen dargestellt (siehe<br />
nächste Seite).<br />
AS_Grdl.doc 3
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
2. Normen, Begriffe Erich Kleiner, Aug. 2012<br />
Innerhalb eines Prozesses / Systems gibt es<br />
variable Größen: messbare phys. Größen / Zustände,<br />
<strong>der</strong>en Wert Än<strong>der</strong>ungen unterworfen ist, z.B. die<br />
Wassertemperatur in einer Rohrleitung.<br />
Wert ist <strong>der</strong> aktuelle Betrag einer var. Größe, also<br />
z.B. die Temperatur zu einem bestimmten Zeitpunkt.<br />
Signal ist eine physikalische Größe, bei <strong>der</strong> ein /<br />
mehrere Parameter Information über ein / mehrere<br />
var. Größen tragen, also z.B. die Übertragung <strong>der</strong><br />
Temperatur von einem Thermoelement.<br />
Man unterscheidet analoge, digitale und binäre<br />
Signale (DIN IEC 60050-351).<br />
Regelungstechnik: Alle Eingänge „u“, Ausg. „v“<br />
gemäß internationaler Norm IEC 60027-6<br />
Die Systemtheorie beschreibt Systeme (Prozesse)<br />
allgemein (abstrakt) als Ganzes, ohne Details. In <strong>der</strong><br />
<strong>Automatisierung</strong> werden für Teilsysteme und <strong>der</strong>en<br />
Kopplung Blockschaltbil<strong>der</strong> o<strong>der</strong> Signalgrafen verwendet.<br />
Hier gelten folgende Definitionen:<br />
Ein Signal (siehe oben) kann sein (Bild 2.1):<br />
- ein kontinuierliches Signal u, das fortlaufend als<br />
Real- Wert zur Verfügung steht, z.B. die Temperatur<br />
in einer Rohrleitung, und<br />
- das diskrete Signal v, das zu bestimmten Zeitpunkten<br />
Integer- Werte übermittelt, z.B. die Anzahl<br />
<strong>der</strong> eingeschalteten Brenner einer großen<br />
Heizanlage, also eine natürliche Zahl (Integer).<br />
Dekomposition<br />
y = S ( u )<br />
Eingangs-<br />
Ausgangs-<br />
Aggregation<br />
Signale<br />
Signale<br />
u dynamisches y<br />
System<br />
v<br />
w<br />
(Prozess)<br />
t<br />
t<br />
Bild 2.1: Dynam. System in <strong>der</strong> Systemtheorie<br />
In <strong>der</strong> Regelungstechnik gelten per internationaler<br />
Norm u für alle Eingangs- und v für Ausg.-Signale.<br />
Ein Prozess ist ein Vorgang, bei dem sich <strong>der</strong> Wert<br />
einer o<strong>der</strong> mehrerer Kenngrößen zeitlich än<strong>der</strong>t. Die<br />
sich än<strong>der</strong>nden Größen werden als Signale aufgefasst,<br />
so dass man unter einem Prozess auch die<br />
Wertän<strong>der</strong>ung eines o<strong>der</strong> mehrerer Signale<br />
verstehen kann. In Bild 2.1 verän<strong>der</strong>t <strong>der</strong> Prozess<br />
anhand <strong>der</strong> Eingangssignale die Ausgangssignale.<br />
Ein System ist eine Umgebung, in <strong>der</strong> sich Prozesse<br />
abspielen.<br />
Dargestellt wird ein System durch einen „Block“,<br />
einen abstrakten Kasten. Da <strong>der</strong> Inhalt nicht zu<br />
sehen ist, wird <strong>der</strong> Kasten auch „Black Box“<br />
genannt. Eingangs- und Ausgangssignale werden<br />
als Pfeile dargestellt, wodurch ihre Wirkungsrichtung<br />
angegeben ist.<br />
Bild 2.2 zeigt zur Erläuterung einen wohl allgemein<br />
bekannten Prozess: die Heizung eines Hauses. Die<br />
Temperatur des Heizungswassers, das den Heizkörpern<br />
zur Verfügung steht, wird durch die Heizleistung<br />
des Kessels bestimmt. Diese wird durch<br />
einen Regler anhand eines vorgegebenen Sollwertes<br />
und <strong>der</strong> Außentemperatur eingestellt.<br />
Bild 2.2: Beispiel: Haus- Heizung<br />
Bild 2.3: Blockschaltbild einer Haus- Heizung und<br />
Inhalt des Blocks „Vorlauf- Temp.- Regler“<br />
Diese Darstellung zeigt die „Verfahrenstechnik“, also<br />
die tatsächlich vorhandenen (realen) Komponenten<br />
Regler, Kessel und Heizkörper („Anlagenschema“).<br />
In Bild 2.3 ist oben die „Struktur“ dieses Systems<br />
als Blockschaltbild dargestellt, in dem bedeuten:<br />
- Kästchen: Teilprozesse (Teilsysteme),<br />
- Pfeile: Signale, über die die Teilsysteme miteinan<strong>der</strong><br />
gekoppelt sind. Der Pfeil zeigt die Wirkungsrichtung.<br />
Durch ein solches Blockschaltbild können Zusammenhänge<br />
dargestellt werden, um die Aufgaben<br />
einer <strong>Automatisierung</strong> erkennbar zu machen und<br />
grob zu planen. Hier zeigt z.B. die Abhängigkeit <strong>der</strong><br />
Raumtemperatur von <strong>der</strong> Außentemperatur den<br />
Sinn <strong>der</strong> Beeinflussung <strong>der</strong> Vorlaufregelung durch<br />
die Außentemperatur.<br />
Ein Blockschaltbild abstrahiert Details, damit zuerst<br />
<strong>der</strong> Gesamtzusammenhang sichtbar wird. In einem<br />
nächsten Schritt (Bild 2.3 unten) kann man nun den<br />
Inhalt <strong>der</strong> „Black Boxes“ zeigen, z.B. hier die Realisierung<br />
des Reglers. Hier werden einzelne „Funktionen“<br />
als Rechtecke dargestellt, die wie<strong>der</strong>um über<br />
Signale in Form von Linien o<strong>der</strong> Pfeilen gekoppelt<br />
sind. Block- und Funktionsschaltbil<strong>der</strong> sind in <strong>der</strong><br />
<strong>Automatisierung</strong>stechnik allgemein üblich und daher<br />
ist es sehr wichtig sie anwenden zu können.<br />
4 AS_Grdl.doc
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Aug. 2009 2. Normen, Begriffe<br />
Im Bild 1.2 sind „Drei Partner“ einer Automation<br />
dargestellt: <strong>der</strong> Mensch, die Leiteinrichtung und <strong>der</strong><br />
Prozess.<br />
Mensch: "Bediener", <strong>der</strong> das Prozessgeschehen<br />
über Beobachtungsgeräte (heute meist Bildschirme)<br />
verfolgt und per Bediengeräte (Maus o.ä.) über die<br />
Leiteinrichtung beeinflusst. Soweit Vorgänge durch<br />
die Leiteinrichtung selbsttätig (automatisch) ablaufen,<br />
hat <strong>der</strong> Bediener die Aufgabe, in Ausnahmesituationen<br />
einzugreifen.<br />
Leiteinrichtung (Leitsystem):<br />
System zur Informationserfassung, - Verarbeitung, -<br />
Darstellung und - Ausgabe.<br />
Es besteht aus:<br />
- Mikrorechner ("Prozessrechner") o<strong>der</strong><br />
- Industrie - PCs o<strong>der</strong> Standard - PCs, o<strong>der</strong><br />
- speziellen Mikroelektronik - Geräten als "Speicher-<br />
programmierbare Steuerungen" (SPS) o<strong>der</strong> in <strong>der</strong><br />
Fertigungsleittechnik als "Numerische Steuer-<br />
ungen" (NC = Numeric Control),<br />
- speziellen Mikroelektronik - Gerätesysteme als<br />
"Prozess - Leitsystem" (PLS),<br />
- internes Verbindungssystem, heute meist mit<br />
Bussen realisiert (Feldbusse, Systembusse),<br />
sowie geeignete Kommunikationseinrichtungen.<br />
"Verbindungsprogrammierte Steuerungen" (VPS)<br />
sind nur noch für sehr kleine Anwendungen üblich.<br />
Die Leiteinrichtung wird auch als "Prozess -<br />
<strong>Automatisierung</strong>ssystem", "Prozess - Leitsystem"<br />
o<strong>der</strong> "Prozessdatenverarbeitungssystem"<br />
bezeichnet.<br />
Technischer Prozess: Produktionsanlage o<strong>der</strong> Einrichtung<br />
zur Erhaltung o<strong>der</strong> Erzeugung eines bestimmten<br />
Zustandes o<strong>der</strong> Produkts, mit Sensoren<br />
(Gebern) zur Erfassung von Einflussgrößen (Prozesszuständen)<br />
und Aktoren (z.B. Pumpe, Ventil)<br />
zur Prozessbeeinflussung über Ergebnisgrößen.<br />
Die Leiteinrichtung erfüllt ihre Aufgaben durch Mess-<br />
Steuerungs-, Regelungs- Überwachungs- und<br />
Schutzfunktionen. Hierfür gelten die Definitionen<br />
nach DIN IEC 600050 Teil 351:<br />
"Steuerung ist ein Vorgang in einem System, bei<br />
dem eine o<strong>der</strong> mehrere var. Größen als Eingangsgrößen<br />
an<strong>der</strong>e Größen als Ausgangsgrößen aufgrund<br />
<strong>der</strong> dem System eigentümlichen Gesetzmäßigkeiten<br />
beeinflussen. Kennzeichen für das<br />
Steuern ist <strong>der</strong> offene Wirkungsweg o<strong>der</strong> ein<br />
geschlossener Wirkungsweg, bei dem die durch die<br />
Eingangsgrößen beeinflussten Ausgangsgrößen<br />
nicht fortlaufend und nicht wie<strong>der</strong> über dieselben<br />
Eingangsgrößen auf sich selbst wirken."<br />
"Regelung ist ein Vorgang, bei dem eine Größe,<br />
die Regelgröße (die zu regelnde Größe), fortlaufend<br />
erfaßt, mit einer an<strong>der</strong>en Größe, <strong>der</strong> Führungsgröße,<br />
verglichen und im Sinne einer Angleichung<br />
an die Führungsgröße beeinflußt wird. Kennzeichen<br />
für das Regeln ist <strong>der</strong> geschlossene Wirkungsablauf,<br />
bei dem die Regelgröße im Wirkungsweg des<br />
Regelkreises fortlaufend sich selbst beeinflusst."<br />
Bild 2.4 stellt Regelung und Steuerung im <strong>Prinzip</strong>,<br />
sowie Messen, Stellen und Prozess in einem Beispiel<br />
dar. Es zeigt, dass<br />
- Regelung mit analogen (bzw. digitalisierten) und<br />
Steuerung mit binären Signalen arbeitet, und<br />
- die Regelung die Regelgröße als Rückführung<br />
verwendet.<br />
Führungs -<br />
grösse<br />
(Sollwert) W<br />
Regelgrösse<br />
(Istwert) X<br />
Bild 2.4: Regeln und Steuern<br />
Eine weitere Aufgabe ist<br />
die "Überwachung" ausgewählter<br />
variabler (Prozess-)<br />
Größen auf<br />
Einhaltung ("Verletzung")<br />
fester o<strong>der</strong> aktuell errechneter<br />
Wertbereiche<br />
o<strong>der</strong> Schaltzustände,<br />
Bild 2.5: Überwachung<br />
z.B. zur Erzeugung von<br />
Meldungen.<br />
"Schützen" heißt, aufgrund<br />
von Überwachungsvorgängen<br />
in den Prozess einzugreifen, um<br />
Menschen nicht zu gefährden und die Anlage, das<br />
Produkt und die Umwelt nicht zu schädigen.<br />
Die Einrichtungen zur Darstellung von Prozesszuständen<br />
("Beobachten") bzw. zur Entgegennahme<br />
manueller Befehle ("Bedienung") werden zusammenfassend<br />
Mensch – Maschine – Schnittstelle<br />
genannt, engl.: HMI (Human – Machine - Interface).<br />
Das gilt ebenso für Einrichtungen zur Programmierung<br />
bzw. Parametrierung <strong>der</strong> Leiteinrichtung.<br />
AS_Grdl.doc 5<br />
<strong>Prinzip</strong><br />
Beispiel: Messen,<br />
Stellen, Prozess<br />
Regeln<br />
f(X, W)<br />
Messen Stellen<br />
Prozess<br />
I I<br />
P<br />
P<br />
Stell -<br />
grösse Y<br />
Bedien-<br />
Befehl,<br />
Bedingung,<br />
Rückmeldung<br />
P<br />
&<br />
S<br />
R<br />
Messen Stellen<br />
Prozess<br />
Steuern<br />
ZU OFFEN ZU AUF<br />
M<br />
Stell-<br />
Befehl
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
3. Phasen / Ebenen- Modell Erich Kleiner, Aug. 2009<br />
3 Phasen / Ebenen - Modell<br />
Mo<strong>der</strong>ne Leitsysteme kann man nur durch eine<br />
ganzheitliche Betrachtungsweise verstehen. Hierzu<br />
eignet sich das "Phasen - und Ebenen - Modell" für<br />
Informations- und Materialstrom in Industrieprozessen<br />
(schon älter, aber noch gültig: Bild 3.1):<br />
Dispositiv<br />
Operativ<br />
Roh - Material<br />
Führen des<br />
Unternehmens<br />
Führen des<br />
Betriebes<br />
U.-<br />
Leit-<br />
Ebene<br />
Betriebs-<br />
Leitebene<br />
Führen des Anlagen - Prozess-<br />
Prozesses<br />
Gruppen -<br />
Leitebene<br />
Einzel - Leitebene<br />
Prozess<br />
Bild 3.1: Phasen / Ebenen – Modell<br />
(nur kursive Begriffe genormt!)<br />
Unternehmens - /<br />
Management -<br />
Daten<br />
Betriebs - /<br />
Produktions -<br />
Daten<br />
Prozess -<br />
Daten<br />
Fertig - Material<br />
Info -<br />
Strom<br />
Material-<br />
Strom<br />
Das Material wird durch einen Prozeß bearbeitet.<br />
Dieser ist durch Aktoren (Eingriffe in den Prozeß)<br />
und Sensoren (Erfassung von Daten aus dem Prozess)<br />
mit dem Informationsstrom verbunden.<br />
Der Informationsstrom findet in verschiedenen<br />
Ebenen statt. Das Dreieck symbolisiert <strong>der</strong>en hierarchische<br />
Glie<strong>der</strong>ung, und damit die Integration von<br />
technologischen, technischen, logistischen, administrativen<br />
und betriebswirtschaftlichen Informationen.<br />
Die Prozessleitebene ist für den technisch einwandfreien<br />
Ablauf des Prozesses zuständig. Sie<br />
enthält die Einrichtungen zum Messen, Steuern,<br />
Regeln, Überwachen und zur Kommunikation für<br />
Bedienung und Wartung.<br />
Sie wird manchmal hierarchisch weiter unterteilt in<br />
Prozess - / Gruppen - und / Einzelleitebene.<br />
Dabei meint nach DIN IEC 60050-351:<br />
- Einzelleitebene: alle Teile <strong>der</strong> Leiteinrichtung,<br />
die unmittelbar auf die Stellglie-<br />
<strong>der</strong> wirken (Steuerg. / Regelung)<br />
- Gruppenleitebene: Teile <strong>der</strong> Leiteinrichtung, die<br />
jeweils auf einen bestimmten<br />
Teilbereich <strong>der</strong> Einzelleitebene<br />
wirken (Steuerung / Regelung<br />
von Stellglied- Gruppen)<br />
- Anlagenleitebene: Teile <strong>der</strong> Leiteinrichtung, die<br />
auf die Gruppenleitebene wir-<br />
ken, z.B. Steuerung / Regelung<br />
eines ganzen Kraftwerks.<br />
In <strong>der</strong> Gruppenleitebene spricht man auch von<br />
"Funktionsgruppen“<br />
In <strong>der</strong> Betriebsleitebene geht es um den ordnungsgemäßen<br />
Ablauf des gesamten Betriebes, z.B. An<br />
lieferung / Ablieferung des Materials, ggf. Mehrere<br />
Prozesse, und die Koordinierung dieser Prozesse.<br />
Der Unternehmensleitebene sind die Funktionen<br />
zur Führung des Gesamtunternehmens zugeordnet.<br />
Das betrifft sowohl administrative Aufgaben und<br />
Zielvorgaben als auch die Koordination mehrerer<br />
Betriebe.<br />
In <strong>der</strong> Unternehmensleitebene überwiegen<br />
dispositive Funktionen (Einplanung von Terminen,<br />
Mengen,..),<br />
in <strong>der</strong> Prozessleitebene operative Funktionen<br />
(Durchführung <strong>der</strong> Produktion).<br />
Für die Realisierung <strong>der</strong> Leittechnik ist wichtig, dass<br />
ihre Reaktionszeiten umso kürzer sein müssen, je<br />
näher eine Funktion dem Prozess ist.<br />
Das Modell zeigt, dass ein mo<strong>der</strong>nes Leitsystem die<br />
Aufgaben von Prozess-, Betriebs- und Unternehmensführung<br />
umfasst. Dazu müssen die unteren<br />
Ebenen den höheren die notwendigen Daten liefern.<br />
Alle Ebenen müssen also im Blick auf das ganze<br />
Modell realisiert werden. Für den Entwurf eines<br />
solchen Systems reicht es nicht aus, nur die Erfassung<br />
und Verarbeitung von Prozess - Signalen im<br />
Sinne von Steuerung und Regelung zu sehen, son<strong>der</strong>n<br />
es ist <strong>der</strong> gesamte Informationsfluss zu planen.<br />
Daher haben wir heute statt einer<br />
Signal- orientierten Mess-, Steuer- und<br />
Regelungstechnik<br />
6 AS_Grdl.doc<br />
eine<br />
Informations- orientierte Leittechnik<br />
Bezeichnungen und Bedeutung von Ebenen sind<br />
nicht in allen Anwendungsgebieten gleich (siehe Bild<br />
3.2) son<strong>der</strong>n "historisch" gewachsen und wegen des<br />
Fehlens allgemein gültiger Normen (noch) recht<br />
verschieden, hauptsächlich zwischen „Prozessautomatisierung“<br />
und „Fertigungsautomatisierung“.<br />
Leit-<br />
Ebene<br />
Prozess-<br />
Ebene<br />
Feld-<br />
Ebene<br />
- Übergeordnete Verarbeitungs- /<br />
Managementfunktionen,<br />
- Zentrale Bedienung<br />
- Verarbeitung<br />
(Steuerung / Regelung)<br />
- Sensoren / Aktoren<br />
Bild 3.2. Ebenen in <strong>der</strong> Fertigungsleittechnik<br />
In <strong>der</strong> Fertigungsleittechnik sind z.B. die Begriffe<br />
gemäß Bild 3.2 üblich, die genau genommen von<br />
<strong>der</strong> Definition für „Leittechnik“ in IEC 600050-351<br />
abweichen.
Berufsakademie Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Sept. 2005 4 Anwendungsgebiete, Merkmale<br />
4 Anwendungsgebiete und Merkmale<br />
Prozess - <strong>Automatisierung</strong>ssysteme werden in ganz<br />
verschiedenen Anwendungsgebieten eingesetzt, die<br />
man etwa so wie in Bild 4.1 dargestellt glie<strong>der</strong>n kann<br />
(DIN IEC 60050-351). In <strong>der</strong> Praxis wird meist<br />
zwischen „Fertigungs- Automation“ und „Prozess-<br />
Automation“ unterschieden.<br />
Leittechnik<br />
Produktionsleittechnik<br />
Fertigungsleittechnik<br />
Stückprozesse (Linienfertigung)<br />
Stückprozesse Werkstattfertigung<br />
Verfahrensleittechnik<br />
Fließprozesse<br />
Chargenprozesse<br />
Kraftwerksleittechnik<br />
Netzleittechnik<br />
Gebäudeleittechnik<br />
Verkehrsleittechnik<br />
Kommunikationsleittechnik<br />
Bild 4.1: Anwendungsgebiete <strong>der</strong> Leittechnik<br />
„Fertigungs-<br />
Automation“<br />
„Prozess-<br />
Automation“<br />
In <strong>der</strong> vorliegenden Unterlage werden Grundlagen<br />
<strong>der</strong>jenigen Systeme beschrieben, die in <strong>der</strong> Produktionsleittechnik<br />
und <strong>der</strong> Kraftwerksleittechnik angewandt<br />
werden.<br />
Fertigungsleittechnik beschäftigt sich mit dem Einsatz<br />
von Leitsystemen zur <strong>Automatisierung</strong> von<br />
Stückprozessen (<strong>der</strong> Produktion von Werkstücken<br />
o<strong>der</strong> Baugruppen). Für jedes Werkstück sind<br />
mehrere Arbeitsschritte nötig, ein solcher Vorgang<br />
wird daher "diskontinuierlich" genannt. Er kann in<br />
einer Linienfertigung o<strong>der</strong> einer flexiblen Fertigung<br />
ablaufen.<br />
Ein Linienprozess besteht aus einer Reihe von Vorrichtungen,<br />
die in einer "Linie" ein bestimmtes<br />
Produkt herstellen.<br />
Unter einem flexiblen Produktionssystem (FPS) ist<br />
eine Anordnung aus im Allgemeinen mehreren<br />
Produktionskapazitäten zu verstehen, die zur teilweisen<br />
o<strong>der</strong> vollständigen Herstellung unterschiedlicher<br />
Produkte nach einem Arbeitsplan im Rahmen<br />
einer Fertigung bzw. einer Montage dienen. Ein Arbeitsplan<br />
enthält in Arbeitsvorgängen die Vorschrift<br />
zur Fertigung eines Werkstückes. Eine Kapazitätseinheit<br />
stellt dazu Kapazität zur Verfügung, mit ein-<br />
5. Entstehung einer Automat.-Anlage<br />
Bild 5.1 (rechts) zeigt die „Lebensphasen“<br />
einer Anlage <strong>der</strong> Prozessautomation. Je nach<br />
Größe und Komplexität variieren die angegebenen<br />
Zeiten. Davor liegt die Entwicklung.<br />
Planung<br />
- Prozess,<br />
- Anlage<br />
- Leittechnik<br />
em mengenmäßigen Leistungsvermögen zur Durchführung<br />
Wert - steigern<strong>der</strong> Arbeitsvorgänge.<br />
Beispiele für Kapazitätseinheiten sind: Koordinatenmessgeräte,<br />
Spannplätze usw.<br />
Durch mechanische Bearbeitung (Drehmaschinen,<br />
Fräszentren, Schleifmaschinen) o<strong>der</strong> durch Fügeprozesse<br />
in Verbindung mit Transporteinrichtungen<br />
findet in einem FPS eine geometrische Gestaltung<br />
eines Werkstückes o<strong>der</strong> einer Baugruppe statt.<br />
Die Verfahrensleittechnik dient <strong>der</strong> <strong>Automatisierung</strong><br />
von kontinuierlichen und diskontinuierlichen<br />
Prozessen zur Herstellung von Produkten in einem<br />
Verfahren.<br />
Kontinuierliche Prozesse sind "Fließprozesse", z.B.<br />
die fortwährende Herstellung des gleichen chemischen<br />
Stoffes in einer dazu vorhandenen verfahrenstechnischen<br />
Anlage.<br />
Diskontinuierliche Prozesse in <strong>der</strong> Verfahrenstechnik<br />
sind Chargenprozesse zur automatischen Herstellung<br />
von Produkten nach Rezepten. Unter Rezept<br />
versteht man eine Vorschrift zur Herstellung<br />
eines Produkts, es ist also vergleichbar mit dem<br />
Arbeitsplan in <strong>der</strong> Fertigungsleittechnik. Rezepte<br />
basieren auf verfahrenstechnischen Grundoperationen<br />
wie z.B. Destillieren, Mischen, usw.<br />
Die Erstellung, die Verwaltung und insbeson<strong>der</strong>e die<br />
automatisierte Abarbeitung von Rezepten mittels<br />
Rezeptursteuerungen im Verfahrensleitsystem sind<br />
die gebräuchlichen Wege zur flexiblen Chargenproduktion<br />
in Mehrproduktanlagen.<br />
Kraftwerksprozesse sind kontinuierliche verfahrenstechnische<br />
Prozesse zur Energieumwandlung. An<br />
die Kraftwerksleittechnik werden aber beson<strong>der</strong>s<br />
hohe Anfor<strong>der</strong>ungen nach Sicherheit und Verfügbarkeit<br />
gestellt, so dass sie eine beson<strong>der</strong>e Stellung<br />
einnimmt. Dazu werden nicht nur leittechnische Einrichtungen<br />
son<strong>der</strong>n ganze Prozessteile mit ihrer<br />
Leittechnik redundant ausgeführt, die dann möglichst<br />
in getrennter HW realisiert werden. Außerdem<br />
werden Prozess und Leittechnik detailliert überwacht<br />
und Daten aufwändig ausgewertet und über Jahre<br />
gespeichert. Das bedeutet natürlich erhöhten Aufwand,<br />
<strong>der</strong> sich aber durch Verfügbarkeitserhöhung<br />
amortisiert.<br />
Netzleittechnik und Gebäudeleittechnik dienen<br />
<strong>der</strong> Aufrechterhaltung eines störungsfreien Betriebes,<br />
z.B. <strong>der</strong> Versorgung mit elektrischer Energie,<br />
und müssen sich anbahnende Störungen erkennen<br />
und melden, sowie im Störungsfall - wenn möglich -<br />
den Betrieb durch Umschalten auf redundante Einrichtungen<br />
aufrechterhalten.<br />
Insbeson<strong>der</strong>e die Gebäudeleittechnik steht unter<br />
Preisdruck, was zur Entwicklung wirtschaftlicher und<br />
dennoch technisch interessanter Lösungen geführt<br />
hat (siehe "Prozess-nahe Leittechnik", "Power Bus").<br />
Montage, Inbtriebnahme<br />
- Auf- - Erprobung,<br />
stellung, - Optimierung<br />
- Verkabelung<br />
Betrieb<br />
- Wartung,<br />
- Anpassung /<br />
Optimierung<br />
Außerbetriebnahme<br />
1 .. 24 Monate 0,5 .. 12 Monate bis 30 Jahre Monate /Jahre<br />
AS_Grdl.doc 7
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
5. Entstehung einer Anlage Erich Kleiner, Juli 2012<br />
Es gibt ganz unterschiedliche Arten von<br />
Automationssystemen, die unterschidlich<br />
viel Anlagen-Engineering benötigen (Bild<br />
5.2):<br />
- Komplettgeräte wie z.B. eine Waschmaschinensteuerung<br />
und –Regelung: Hier<br />
ist nur Geräteentwicklung erfor<strong>der</strong>lich.<br />
- Komponenten wie eine Antriebsregelung<br />
für Motion Control: Hier besteht das Anlagen-<br />
Engineering nur aus Parametrierung<br />
<strong>der</strong> Standard- Funktionsbausteine.<br />
- <strong>Automatisierung</strong>s-Anlagen mit modularen<br />
Geräten und HMI- Komponenten: Hier fallen<br />
Planungs- und Integrationsarbeiten an. Dies<br />
ist in Bild 5.1 gemeint.<br />
Die Entwicklung eines <strong>Automatisierung</strong>ssystems<br />
(Große Hersteller: alle Komponenten, ansonsten<br />
Zukauf o<strong>der</strong> nur einzelne Komponenten) erfolgt<br />
aufgrund von Vorgaben durch Vertrieb und Abwicklung<br />
bisheriger Systeme. Es werden Pflichtenhefte<br />
erstellt und abgestimmt, danach wird entwickelt und<br />
getestet. Dabei ist heute ein „Integrationstest“ beson<strong>der</strong>s<br />
wichtig: Zusammenspiel <strong>der</strong> Komponenten.<br />
Dann kann <strong>der</strong> Vertrieb ein System anbieten und<br />
übernimmt im Auftragsfall meist die Projektleitung<br />
(Bild 5.3).<br />
Die Planung eines Leitsystems erfor<strong>der</strong>t verschiedene<br />
Blickwinkel, und diese wie<strong>der</strong>um verschiedene<br />
Kenntnisse (Bild 5.4). Die Ergebnisse werden<br />
in verschiedenen Dokumenten dargestellt.<br />
Verfahrenstechniker bzw. Maschinenbauer mit Prozesskenntnis<br />
müssen den verfahrenstechnischen<br />
bzw. Fertigungs - Prozess entwerfen. Dies wird im<br />
„Grund- Fließschema“ dokumentiert (Bild 5.5a),<br />
das nur den Materialfluss darstellt..<br />
Daraus wird die „Anlage“ mit Rohrleitungen,<br />
Pumpen, usw. im „Verfahrens- Fließschema“<br />
entworfen (Bild 5.5b), auch „Anlagenschema“<br />
genannt. Wenn <strong>der</strong> Verfahrens- / Prozessablauf<br />
nicht allgemein bekannt ist werden (Prosa-)<br />
Anlagenbeschreibungen erstellt.<br />
In das Verfahrens- Fließschema tragen die Verfahrenstechniker<br />
o<strong>der</strong> Leittechniker mit zumindest<br />
Grundkenntnissen des Prozesses Messungen ein,<br />
wodurch das „R & I – Diagramm“ entsteht<br />
(„Rohrleitungen und Instrumentierung“), Bild 5.5c).<br />
Manchmal werden hier durch die Leittechniker<br />
zusätzlich Wirkungslinien zwischen Messungen und<br />
Regelungen eingetragen und <strong>der</strong> Plan „Mess- und<br />
Regelschema“ genannt.<br />
.<br />
Vertrieb<br />
- Gespräche mit Kunden<br />
- Marktanalysen<br />
Planung und<br />
Inbetriebnahme<br />
- Abwicklungserfahrungen<br />
Vertrieb<br />
- Akquisition<br />
- Projektleitung<br />
Bild 5.3: Entwicklung<br />
Zusätze<br />
Prozesstechnik<br />
Prozess-<br />
Know-how<br />
Anlagen-<br />
Schemata<br />
Abläufe<br />
(Mindest-)<br />
Prozess-<br />
Know-how<br />
Anlagentechnik<br />
Anlagen-<br />
Know-how<br />
R & I -<br />
Schemata<br />
Konzepte<br />
Verfahrenstechniker, Starkstromtechniker,<br />
Maschinenbauer Leittechniker,<br />
Bautechniker<br />
=D1<br />
Zerkleinerung<br />
=E1<br />
Roh-<br />
Stoff Trenn-<br />
=HP01 ungLösungsmittel<br />
Anlagen - Erstellung<br />
=H1<br />
Abgas<br />
Abgaswäsche<br />
=E2 =F1<br />
Reak<br />
tion<br />
Wünsche,<br />
For<strong>der</strong>ungen<br />
Abstimmung<br />
Bild 5.4: Anlagenplanung<br />
Destil-<br />
=EP01 lation<br />
=GP01<br />
=S1<br />
Elektr.<br />
Energieversorg.<br />
End-<br />
Produkt<br />
Chemieanlage 3 #CP3<br />
Grundfließschema &PFA<br />
Entwicklung<br />
Pflichtenheft<br />
(Mindest-)<br />
Prozess-<br />
Know-how<br />
Leittechnik<br />
Leittechnik-<br />
Know-how<br />
Funktions -<br />
Pläne<br />
Parameter<br />
Proz.Bil<strong>der</strong><br />
Leittechniker<br />
Engineering<br />
Messwertaufbereitung<br />
Steuerung /<br />
Regelung<br />
a) Grund-<br />
Fließschema<br />
b) Verfahrens-<br />
Fließschema<br />
Energie - und Leittechniker müssen nun Konzepte<br />
für die Realisierung <strong>der</strong> Schaltanlagen, <strong>der</strong> Leiteinrichtung,<br />
<strong>der</strong> Kommunikation und die Prozess -<br />
Schnittstellen (Verkabelung, Anordnung) festlegen.<br />
=BF01<br />
FRC<br />
Destillation =BT01<br />
#CP3=F1<br />
Verfahrensfließschema &PFB<br />
TRI<br />
=QM01 =QN01<br />
c) R&I-<br />
Diagramm<br />
Die Energietechniker entwerfen Übersichtspläne<br />
<strong>der</strong> elektrischen Versorgung, in denen Schienen,<br />
=BT02<br />
TR<br />
Bild 5.5<br />
Kupplungen, Transformatoren und Abgänge an<br />
Verfahrens-<br />
Verbraucher angegeben sind (Bild 5.6)<br />
Trennsystem #CP3=F1 HP01<br />
R&I-Fließschema &MFB Dokumente<br />
8 AS_Grdl.doc<br />
Abnahme<br />
Bild 5.2: Arten von<br />
Automationssystemen<br />
Entwicklung<br />
Test<br />
1. Anlage<br />
Prozess-<br />
Eingriff<br />
Bedienen /<br />
Beobachten<br />
Daten-<br />
Auswertung
Berufsakademie Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Aug. 2010 6. Datenarten, -Flüsse<br />
Die "innere Leittechnik", also die eigentliche Leiteinrichtung,<br />
ist von Leittechnikern im Detail festzulegen,<br />
heute meist in Form von Funktionsplänen. (Bild<br />
5.7). Außerdem müssen Parameter zumindest als<br />
Ausgangswerte für den Beginn <strong>der</strong> Inbetriebnahme<br />
festgelegt werden. Für die Kommunikation Mensch -<br />
Prozess sind die Prozessbil<strong>der</strong> für die Bildschirm-<br />
Bedienung im Detail zu erstellen (Entwürfe meist<br />
von den Verfahrenstechnikern). Auch hierfür sind<br />
zumindest Grundkenntnisse des Prozesses<br />
erfor<strong>der</strong>lich.<br />
Außerdem werden Anschluss- Schaltpläne für Ein-<br />
und Ausgabekanäle sowie Stromlaufpläne für die<br />
Schalteinrichtungen benötigt<br />
6. Datenarten und -Flüsse<br />
6.1 Konfigurationsdaten<br />
Bild 6.1 zeigt die Inhalte <strong>der</strong> Daten, die zur Erstellung<br />
/ Beschreibung eines leittechnischen Systems<br />
benötigt werden, und wer welche Daten<br />
erstellt. Dabei ist die Zuordnung <strong>der</strong> Planer<br />
abhängig vom Anwendungsgebiet. Beispiele:<br />
- Chemische Industrie: Planer meist beim Kunden,<br />
- Kraftwerke: Planer beim Hersteller<br />
(Der Kraftwerksprozess ist kein Betriebsgeheimnis).<br />
In <strong>der</strong> gesamten Verfahrenstechnik kommt <strong>der</strong><br />
Einsatz von Planungsfirmen ("Consultings") vor.<br />
Die Datenhaltung <strong>der</strong> Systemdaten erfolgt im Engineering<br />
- Werkzeug o<strong>der</strong> in <strong>der</strong> Leiteinrichtung<br />
selbst, meist in einer vom Fabrikat <strong>der</strong> Leiteinrichtung<br />
abhängigen Mischung.<br />
6.2 Prozessdaten<br />
Bild 6.2 zeigt grob die Daten, die während des<br />
Betriebes eines Leitsystems verwendet werden.<br />
Die Leiteinrichtung erhält vom Prozess die aktuellen<br />
Daten, die sie für ihre Prozesseingriffe benötigt, z.B.<br />
zur Erkennung einer Grenzwertverletzung zur<br />
Auslösung eines Schutzbefehls im Prozess.<br />
An die übergeordnete Betriebsleitebene (lila Box im<br />
Bild) werden größtenteils verknüpfte, bewertete<br />
Signale weitergegeben, z.B. die Betriebszeit eines<br />
Aggregates.<br />
Die Datenhaltung <strong>der</strong> aktuellen Prozessdaten erfolgt<br />
stets in <strong>der</strong> Leiteinrichtung. Vergangenheitsdaten<br />
(z.B. Messwerte für Kurvendarstellungen) werden oft<br />
in speziellen Rechnern höherer Ebenen gehalten.<br />
6.3 Mensch - Maschine – Schnittstelle (HMI)<br />
Über die Mensch - Maschine - Schnittstelle (Blaue<br />
Box im Bild 6.2 rechts)<br />
- erhält <strong>der</strong> Mensch aktuelle Informationen über den<br />
Prozesszustand (Messwerte, Grenzwertver-<br />
letzungen), bzw. Zustand <strong>der</strong> Leiteinrichtung, und<br />
- greift in den Prozess ein (Sollwertvorgabe,<br />
Stell - / Schalt - Befehle).<br />
Bild 6.3 zeigt die verschiedenen Datenflüsse über<br />
die Mensch- Maschine- Schnittstelle (HMI):<br />
= F1GP10BL01 ; M_Level_H<br />
= F1GP10QM01 ; I_Vent_ZU<br />
Konfigurationsdaten (Beschreibung / Parametrierung des Leitsystems):<br />
Systemsoftware / Firmware, erstellt durch Entwickler:<br />
- Betriebssystem,<br />
- Kommunikationssoftware (intern und Schnittstellen),<br />
- standardisierte Grundfunktionen (Funktionsbausteine, Makros)<br />
Anwen<strong>der</strong>programme (Funktionsalgorhythmus), erstellt durch Planer:<br />
- Anlagen - spezifische Programme zum Leiten <strong>der</strong> Anlage (MRS),<br />
- Parameter zur Darstellung / Handhabung von Meldungen,<br />
- Prozess - Darstellung (Prozessbil<strong>der</strong>)<br />
- Gerätedaten (ggfs. Im Engineering Tool)<br />
Anlagenparameter / Funktionsdaten, eingegeben durch Bediener /<br />
Instandhalter<br />
- Rezepturdaten, Bearbeitungsdaten,<br />
Bediener<br />
- Bedienen: - Eingeben von Parametern,<br />
- Auslösen von Prozesseingriffen<br />
- Beobachten: - Überwachen des Anlagenzustandes,<br />
- Dokumentation von Meldungen, Protokollen<br />
Instandhalter<br />
- Eingeben von Geräte - Parametern, Simulation<br />
- Funktionsprüfung, Fehlerbeseitigung<br />
- Diagnose, Funktionsüberwachung,<br />
- Fehlersuche<br />
Planer, Inbetriebnehmer<br />
- Projektierung, Programmierung, Dokumentation (neu),<br />
- Laden <strong>der</strong> Leiteinrichtung<br />
- Funktionstest, Dokumentation (Revision)<br />
AS_Grdl.doc 9<br />
UND<br />
&<br />
1<br />
Antr.St.<br />
FREIG_E<br />
FREIG_A<br />
AUTO_E<br />
AUTO_A<br />
....<br />
Pumpe 1 = F1GP10GP01<br />
Pumpe 2 = F1GP20GP01<br />
Bild 6.1: Konfigurationsdaten und ihre Ersteller<br />
Prozesszustand (bewertet, verknüpft),<br />
Statistik - Daten<br />
Grenzsignale,<br />
verknüpfte / berechnete Werte,<br />
Stellgrößen, Befehle<br />
Bild 6.2: Prozessdaten<br />
Zustände,<br />
Gefahren,<br />
Eingriffe<br />
Prozesszustand (analoge / binäre Signale)<br />
Prozesseingriffe (Stellgrößen / binäre Befehle)<br />
Bild 6.3: Datenflüsse über HMI<br />
Bild 5.6:<br />
Starkstrom-<br />
Übersichtsplan<br />
Bild 5.7:<br />
Funktionsplan<br />
Hersteller<br />
Kunde<br />
Consulting
Grundlagen <strong>Automatisierung</strong>ssysteme Berufsakademie Mannheim<br />
6 Datenarten, -Flüsse Erich Kleiner, Aug. 2010<br />
Der Planer benutzt ein Engineeringtool, mit dem er<br />
in <strong>der</strong> Regel zunächst offline arbeitet. Er sammelt<br />
Daten und erstellt die Steuerungs- und Regelungs -<br />
Algorithmen, das "Anwen<strong>der</strong> - Programm". Dabei<br />
o<strong>der</strong> - wenn es die Einrichtung ermöglicht - dadurch<br />
entsteht die Detaildokumentation.<br />
Später lädt er mit <strong>der</strong>selben o<strong>der</strong> einer an<strong>der</strong>en<br />
Einrichtung die Daten in die Leiteinrichtung. Der<br />
Planer o<strong>der</strong> ein Inbetriebnehmer testet die Wirkungsweise<br />
und passt Leiteinrichtung und Dokumentation<br />
an ("Revision").<br />
Hierzu dienen heute meist normale PCs mit Standard<br />
- Betriebssystem und – Schnittstellen.<br />
Der Instandhalter im Betrieb verwendet das gleiche<br />
Engineeringtool o<strong>der</strong> eine an<strong>der</strong>e Einrichtung, um<br />
Diagnoseinformationen und aktuelle Sign<br />
6.4 Datenübertragung<br />
Abhängig von Art und<br />
Verwendung <strong>der</strong> Daten<br />
werden verschiedene<br />
Methoden / Verfahren zu<br />
ihrer Übertragung eingesetzt<br />
(Bild 6.4).<br />
Leit-<br />
Einrichtung<br />
(Station 1)<br />
Datenverarbeitung<br />
In <strong>der</strong> untersten Ebene, <strong>der</strong><br />
Prozessleitebene bzw. ggf.<br />
<strong>der</strong> Einzel - Leitebene,<br />
müssen aktuelle Prozess-<br />
I<br />
werte als einzelne Signale<br />
schnell <strong>der</strong> Leiteinrichtung „Anlage“ (Prozess)<br />
zur Verfügung stehen, um<br />
z.B. Überschwingungen bei Bild 6.4 Datenübertragung<br />
Regelungen zu vermeiden<br />
o<strong>der</strong> im Gefahrenfall schnell genug einen Gegenbefehl<br />
auszulösen.<br />
Hierzu werden feste Verdrahtung, Bussysteme o<strong>der</strong><br />
immer mehr drahtlose Systeme verwendet, die in<br />
<strong>der</strong> Lage sind, schnell genug zu übertragen, z.B.<br />
Feldbusse (wie PROFIBUS), o<strong>der</strong> ein Produkt -<br />
spezifischer Prozessbus. Wegen <strong>der</strong> Vielzahl <strong>der</strong><br />
Signale und zur Gewährleistung <strong>der</strong> gefor<strong>der</strong>ten<br />
Geschwindigkeit werden meist mehrere Feldbus-<br />
Systeme in einem Leitsystem benutzt.<br />
Innerhalb <strong>der</strong> Leiteinrichtung sind ebenfalls schnelle<br />
Übertragungen einzelner Signale nötig, z.B. zwischen<br />
über- und untergeordneten Regelungen. Hier<br />
werden meist Produkt - spezifische Prozessbusse<br />
(„Systembus“) eingesetzt.<br />
Ganz an<strong>der</strong>s ist die Situation beim<br />
- Laden von Bil<strong>der</strong>n in Bedieneinrichtungen,<br />
- Konfigurieren von Leiteinrichtungen,<br />
- Übermitteln von Datenpaketen für Kurven und<br />
Protokolle an höhere Ebenen.<br />
Leit-<br />
Einrichtung<br />
(Station 2)<br />
aus <strong>der</strong> Leiteinrichtung zu erhalten. Nach Bedarf<br />
verän<strong>der</strong>t er Parameter o<strong>der</strong> Grenzwerte, simuliert<br />
Signale um Funktionen zu testen, und verän<strong>der</strong>t<br />
auch manchmal Anwen<strong>der</strong>programme. Auch hierzu<br />
werden heute meist normale PCs verwendet.<br />
Der Bediener erhält aktuelle Prozesswerte bzw.<br />
- Meldungen zur Beobachtung und interveniert ggf.<br />
mit Parameter / Sollwertän<strong>der</strong>ungen o<strong>der</strong> Befehlen.<br />
Dies wird "Bedienen und Beobachten" genannt, in<br />
Englisch: "Operating and Monitoring Serv." (OMS)<br />
Für Schichtleiter und Betriebsingenieure sind<br />
Langzeitbetrachtungen, Statistik, Dispositions-<br />
und Optimierungsaufgaben wichtig. Das bedeutet<br />
Handhabung von Information, englisch<br />
"Information Management Services" (IMS, o<strong>der</strong><br />
PIMS von „Process Information Management<br />
Services“)<br />
Mensch -<br />
Maschine -<br />
Schnittstelle<br />
System - Kommunikation:<br />
Aufbereitete Werte<br />
= Datenpakete<br />
nicht zeitkritisch<br />
Konfigurationsdaten, Bil<strong>der</strong><br />
Meldungen / Eingriffe<br />
-> Systembus<br />
z.B. Ethernet<br />
->verdrahtet<br />
-> Feldbus<br />
z.B. PROFIBUS<br />
-> wireless<br />
Hier geht es stets um größere Datenmengen, die<br />
nur zusammen verwendet werden können. Das ist<br />
die Stärke allgemein üblicher standardisierter Busse<br />
<strong>der</strong> Datenverarbeitung wie z.B. Ethernet, die daher<br />
hier als "Systembus" verwendet werden.<br />
Außerdem trägt dies zu <strong>der</strong> heute gefor<strong>der</strong>ten<br />
"Offenheit" eines Leitsystems bei, da die Daten dann<br />
leicht an an<strong>der</strong>e Rechnersysteme weitergegeben<br />
werden können. Die Übertragungszeit ist hier nicht<br />
mehr kritisch. Wertän<strong>der</strong>ungen, <strong>der</strong>en Zeitpunkt<br />
wichtig ist, werden bei <strong>der</strong> ersten Speicherung in <strong>der</strong><br />
Leiteinrichtung mit einem "Zeitstempel" versehen<br />
Um freien Zugriff von höheren Ebenen auf<br />
Prozessdaten zu haben und gleiche Schnittstellen<br />
(HW und SW) benutzen zu können wird immer mehr<br />
„Echtzeit – Ethernet“ (Industrial Ethernet) eingesetzt.<br />
(Mehr dazu siehe „Systemkommunikation“)<br />
10 AS_Grdl.doc
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Juli 2003 7 Strukturen, Realisierungen<br />
7. Strukturen und Realisierungen<br />
7.1 Hierarchie - Ebenen, Funktionen<br />
Größere Steuerungs- (und Regelungs-) Aufgaben<br />
umfassen Teilaufgaben, wie in Bild 7.1.1 am<br />
Beispiel einer einfachen Pumpensteuerung gezeigt:<br />
- Die Bedienung erfolgt z.B. über Tasten EIN / AUS<br />
(heute normalerweise über Bildschirm realisiert),<br />
- Da oft Bedingungen beachtet und Abläufe automatisiert<br />
werden, gehen die Bedienbefehle meist<br />
über eine „Signaleingabe“ (bzw. Schnittstelle) an<br />
ein programmierbares Logik - System (PLS),<br />
- Aus dem Prozess werden Zustände erfasst und<br />
dem PLS über Eingaben zugeführt.<br />
- Im PLS verknüpft die CPU gemäß Anwen<strong>der</strong> -<br />
Programm Befehle und Bedingungen.<br />
- Befehle werden z.B. als 230 V – Signale an eine<br />
Schalteinrichtung (Leistungsschütz) gegeben,<br />
- und diese schaltet die 400 V auf den Pumpenmotor<br />
(hier nicht einzeln dargestellt).<br />
Je mehr Objekte wie Pumpen, Absperrschieber,<br />
Regelventile usw. zu steuern sind, umso mehr<br />
empfiehlt es sich, die Aufgaben pro Objekt zu<br />
betrachten und zu „kapseln“, zumal diese meist viel<br />
aufwendiger sind als hier gezeigt und daher eine<br />
Standardisierung und Mehrfachverwendung Planungskosten<br />
spart und Fehler verringert.<br />
(<strong>Automatisierung</strong>slevel)<br />
Prozessebene<br />
Anlagen-<br />
Leitebene (Norm)<br />
Gruppen-<br />
Leitebene (Norm)<br />
Bedienung<br />
Einzel-<br />
Leitebene (Norm)<br />
- Steuerung,<br />
&<br />
Regelung<br />
- Messwertaufbereitung,<br />
- Befehsausgabe<br />
Feldebene<br />
- Messwerterfassung<br />
/<br />
- Prozesseingriffe<br />
- Prozess<br />
(Feld)<br />
Je umfangreicher eine Anlage ist, desto mehr lohnt<br />
sich eine <strong>Automatisierung</strong>. Dazu empfiehlt es sich,<br />
zusammengehörende Teile, wie z.B. Pumpensteuerung<br />
und -Regelung zu Gruppen zusammen zu<br />
fassen, ebenso auf höherer Ebene die beiden<br />
redundanten Pumpen und darüber Pumpenanlage<br />
und Gebläse für den Wärmetauscher.<br />
&<br />
Bedienung: EIN / AUS<br />
24V<br />
Schalteinrichtung<br />
Bild 7.1.1: vereinfachtes Steuerungsbeispiel: Pumpe<br />
So ergibt sich eine waagerechte Unterteilung des zu<br />
automatisierenden Prozesses in gesteuerte bzw.<br />
geregelte Objekte, die mit möglichst wenigen Typen<br />
(„Klassen“) realisiert werden, wie in Bild 7.1.2<br />
waagerecht dargestellt. Sie sind die „Ebene“ <strong>der</strong><br />
Einzelsteuerungen, die „Einzel – Leitebene“.<br />
So entsteht eine vertikale Glie<strong>der</strong>ung mit Ebenen,<br />
und zwar umso mehr, je höher <strong>der</strong> gewünschte<br />
<strong>Automatisierung</strong>sgrad ist. Dabei ist es sinnvoll,<br />
Aufgaben so weit wie möglich nach unten zu<br />
delegieren, damit die oberen Ebenen einfach<br />
bleiben. So gehört z.B. alles, was dem Schutz von<br />
Antrieben dient, in die Einzelleitebene.<br />
AS_Grdl.doc 11<br />
Eingabe<br />
Verarbeitung<br />
Ein/Ausgabe<br />
Messung<br />
Prozess<br />
PLS<br />
CPU<br />
Niveau<br />
> MIN<br />
digital<br />
#<br />
=<br />
4..20 4..20 mA mA<br />
= =<br />
# #<br />
&<br />
S R<br />
<strong>Automatisierung</strong>sgrad<br />
Anteil <strong>der</strong> selbsttätigen<br />
Funktionen<br />
& &<br />
<strong>Automatisierung</strong>sumfang (Anlagengröße)<br />
230V<br />
400V<br />
Bild 7.1.2:<br />
<strong>Automatisierung</strong>sgrad
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
7 Strukturen, Realisierungen Erich Kleiner, Sept. 2005<br />
Ebenen: Struktur:<br />
Unternehmens -<br />
Leitebene<br />
Fabrik-, Betriebs -<br />
leitebene<br />
Produktions-<br />
Leitebene<br />
Prozessebene<br />
(Alagen-,<br />
Gruppenleitebene,Einzelleitebene)<br />
- Steuerung,<br />
Regelung<br />
- Messwertaufbereitung,<br />
- Befehsausgabe<br />
& &<br />
Bild 7.1.3: Hierarchieebenen, Funktionen, Realisierung<br />
Als Detaillierung des Phasen / Ebenen - Modells<br />
zeigt Bild 7.1.3 eine fein geglie<strong>der</strong>te Struktur für Leitsysteme.<br />
Die Aufteilung <strong>der</strong> Gesamtaufgabe auf<br />
hierarchisch strukturierte Ebenen ist heute im <strong>Prinzip</strong><br />
allgemein üblich, tritt jedoch nur bei entsprechend<br />
umfangreichen Anwendungen auf, und wird<br />
auch nicht in allen Anwendungen vollständig benötigt.<br />
So ist in <strong>der</strong> Fertigungsautomation eine<br />
horizontale Struktur mit vernetzten, selbstständig<br />
agierenden Einheiten („Agenten“) sinnvoller.<br />
Für Unternehmens-, Fabrik- und Produktionsleitebene<br />
ergibt sich eine Unterteilung meist schon<br />
alleine durch die Anordnung <strong>der</strong> ausführenden<br />
Rechner bzw. <strong>der</strong> zuständigen Stellen.<br />
Alles, was direkt <strong>der</strong> Prozessbeeinflussung dient,<br />
wird „Prozessleitebene“ genannt. Die Unterteilung<br />
dieser Prozessleitebene hat folgende Vorteile:<br />
- leichtere Planung und Instandhaltung, da kleine,<br />
für sich abgeschlossene Funktionen leichter ver-<br />
ständlich sind als ein Dickicht von Abhängigkeiten<br />
in einer zusammengefassten Lösung.<br />
- Möglichkeit <strong>der</strong> Aufteilung auf verschiedene Hard-<br />
ware - Einrichtungen ("Verteilte Leittechnik") zur<br />
Erhöhung <strong>der</strong> Verfügbarkeit und ggf. Bildung von<br />
Redundanzen, für Prozess und Leittechnik.<br />
- Möglichkeit <strong>der</strong> räumlichen Verteilung insbeson-<br />
<strong>der</strong>e <strong>der</strong> Einrichtungen <strong>der</strong> Einzelleitebene, und<br />
damit kurze Verkabelungswege zu Sensoren und<br />
Aktoren.<br />
Funktionen:<br />
Marketing- u. Produktionsstrategien,<br />
Mittel-, langfristige Planung<br />
Auftragsverwaltung, -Planung, -Steuerung,<br />
Entwicklung, Konstruktion, Qualitätsplanung<br />
Fertigungs -, Werkstattsteuerung,<br />
Lagerverwaltung, Bestandhaltung<br />
Betreiben einer Produktionsanlage<br />
- gesamter Prozess<br />
- (Funktions-) Gruppen von Aggregaten<br />
Maschinen- / Aggregate -<br />
Steuerung / Regelung / Schutz,<br />
einschl. Diagnose, Simulation, Prüfung<br />
Grenzsignalbildung,<br />
Plausibilitätsprüfung, Simulation,<br />
Linearisierung, Berechnung (z.B. F aus �P)<br />
Messen<br />
(Physikalisch - elektrische Wandlung)<br />
Schalten, Stellen<br />
(Elektrisch - physikalische Wandlung)<br />
Realisierung durch:<br />
- Reduzierung <strong>der</strong> Signalverbindungen zwischen<br />
verteilten Einrichtungen, da Einzelsignale nur an<br />
eine Einrichtung gehen, und die höhere Ebene<br />
nur zusammengefasste Informationen erhält.<br />
So werden "<strong>Automatisierung</strong>s - Inseln" gebildet.<br />
- Möglichkeit <strong>der</strong> Zusammenfassung von Feld- und<br />
Einzelleitebene in dezentralen Strukturen,<br />
z.B. eine Einrichtung für ein Ventil, die Regelung,<br />
Ansteuerung und Messungen enthält, und nur über<br />
einen Feldbus mit <strong>der</strong> Gruppen / Prozessleitebene<br />
verbunden ist.<br />
Bild 7.1.3 zeigt rechts grob die Einsatzgebiete verschiedener<br />
Arten von Leiteinrichtungen:<br />
- NCs (Numerische Steuerungen in <strong>der</strong> Fertigung)<br />
enthalten meist nur die Einzelleitebene,<br />
- SPS (o<strong>der</strong> Industrie - PCs) enthalten meist Einzel -<br />
und ggf. Gruppenleitebene,<br />
- PLS reichen von Einzelleitebene bis Prozessleit-<br />
ebene, und sind meist "verteilt" angeordnet.<br />
Sie kommen auch in Kombination mit unterge-<br />
ordneten SPS vor.<br />
Die übergeordneten Ebenen lassen sich heute über<br />
Schnittstellen in allen Fällen ankoppeln. Interessant<br />
für die Kosten bei Erstellung und späterer Anpassung<br />
an betriebliche Erfor<strong>der</strong>nisse sind aber die<br />
Engineering – Möglichkeiten bezogen auf Durchgängigkeit<br />
durch alle Ebenen.<br />
12 AS_Grdl.doc<br />
Feldgeräte NC Spezielle Rechner<br />
SPS<br />
PLS<br />
PLS<br />
SPS<br />
PLS<br />
Prozess - nahe Leittechnik
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Juli 2012 6 Strukturen, Realisierungen<br />
7.2 Realisierungen<br />
Bild 7.2.1: Automationsaufgaben, -Anwendungen und -Systeme<br />
Im obigen Bild (7.2.1) sind heute gebräuchliche<br />
<strong>Automatisierung</strong>seinrichtungen bezogen auf Aufgaben<br />
und Anwendungen dargestellt.<br />
NC / CNC (Numerische Steuerungen, auch Computer<br />
– unterstützt) wurden für Werkzeugmaschinen-<br />
Steuerungen zur Positionierung / Bewegung von<br />
Werkzeug / Werkstück entwickelt. Sie kommen<br />
heute als spezielle, robuste HW o<strong>der</strong> als SW in<br />
einem Industrie – PC vor. Anwendung: z.B. eine<br />
automatisierte Drehbank.<br />
Mit Motion Control wird die koordinierte Drehzahlregelung<br />
von Antrieben an Produktionsmaschinen<br />
bezeichnet. Hier kommt es auf hohe Verarbeitungs<br />
– und Datenübertragungsgeschwindigkeit an.<br />
Leistungsmerkmale sind die Anzahl <strong>der</strong> koordinierten<br />
Achsen und die Genauigkeit. Kommt ebenfalls<br />
als spezielle HW (SPS – Variante) vor o<strong>der</strong> als SW-<br />
Paket auf IPCs. Anwendung: z.B.: Papiermaschine.<br />
Als RTU (Remote Terminal Unit) wird eine dezentrale<br />
Erfassung weniger Daten mit evtl. einfachen<br />
Prozesseingriffen verstanden (Umwandlung <strong>der</strong><br />
Prozesssignale in BUS – Telegramme zur Auswertung<br />
in <strong>der</strong> Leitebene). HW: Kompaktgeräte o<strong>der</strong><br />
PC. Anwendung: z.B. Pumpstation bei einem<br />
Brunnen in <strong>der</strong> Wasserversorgung.<br />
Die SPS (Speicher - Programmierbare Steuerung),<br />
englisch PLC (Programmable Logic Control) ist die<br />
allgemeine Lösung für <strong>Automatisierung</strong> in <strong>der</strong> Industrie.<br />
Sie kommt als spezielle robuste HW in einer<br />
großen Bandbreite von kleinen Kompaktgeräten bis<br />
zu modularen Systemen vor, läuft auf robusten<br />
Industrie – PC – Karten für Hutschienen- Montage,<br />
speziellen Karten in einem PC o<strong>der</strong> auf einem PC.<br />
Trotz des Namens „Steuerung“ enthalten sie teilweise<br />
auch Regelungsfunktionen (und An<strong>der</strong>es).<br />
Leistungsmerkmal ist z.B. die Anzahl <strong>der</strong> „E/A –<br />
Punkte“.<br />
Als RIO (Remote In / Output) werden dezentrale,<br />
also ausgelagerte Ein / Ausgabegeräte bezeichnet,<br />
die z.B. als Reihenklemmen mit Feldbuskopplung<br />
ausgeführt sind. Einsatz meist bei SPS.<br />
Zur Visualisierung für die Bedienung und Beobachtung<br />
werden bei größeren Einrichtungen spezielle<br />
Visualisierungssysteme eingesetzt. Viele, insbeson<strong>der</strong>e<br />
kleine SPS enthalten Displays o<strong>der</strong> Touch<br />
Screens.<br />
Unter PIMS (Process Information Management Service)<br />
versteht man die Auswertung <strong>der</strong> Prozessdaten<br />
für Statistik, Diagnose und Optimierung,<br />
z.B. über die Häufigkeit bestimmter Meldungen.<br />
Als PAC (Programmable Automation Controller)<br />
werden neuere SPS mit PC- Innenleben bezeichnet,<br />
die eine Plattform für alle Aufgaben bieten und Engineering<br />
mit einem Werkzeug und einem Datenbestand<br />
erlauben. Definitionen und Konstruktionen<br />
sind zwischen den Produkten noch verschieden. Sie<br />
sind das „High End“ <strong>der</strong> Systeme für Fertigungs-<br />
und Produktionsautomatisierung. Engineering z.B.<br />
mit LabView, Daten nach „Tag-Nr.“- organisiert.<br />
PLS (Prozess – Leit – Systeme) wurden für große<br />
Anlagen <strong>der</strong> Verfahrenstechnik mit hohen Anfor<strong>der</strong>ungen<br />
an Engineeringkomfort, Verfügbarkeit und<br />
Diagnoseunterstützung entwickelt, manchmal für<br />
spezielle Anwendungsgebiete, z.B. Kraftwerke. Sie<br />
sind modular aufgebaut und realisieren alle oben<br />
gezeigten Aufgaben. Für Visualisierung und PIMS<br />
werden spezielle o<strong>der</strong> integrierte Lösungen<br />
eingesetzt.<br />
Tabelle 7.2.1 zeigt die „Spannweite“ zwischen kleiner<br />
SPS und PLS am Beispiel <strong>der</strong> Eingangszahlen:<br />
Binäreingänge Analogeingänge<br />
Kleine SPS: 12 4<br />
Großes PLS: 10 000 2 000<br />
Intelligente Antriebe übernehmen immer öfter ihre<br />
Steuerung und Regelung selbst.<br />
AS_Grdl.doc 13
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
7 Strukturen, Realisierungen Erich Kleiner, Sept 2005<br />
7.3 Hardware - Strukturen<br />
Ebene Zentrale Struktur Verteilte Struktur mit Prozess - naher Verarbeitung<br />
z.B. SPS z.B. PLS am Feldbus<br />
Unternehmens -<br />
Leitebene<br />
Betriebs -<br />
leitebene<br />
Produktions-<br />
Leitebene<br />
Prozess-,<br />
(Gruppen-)<br />
leitebene<br />
Einzelleitebene<br />
- Steuerung,<br />
Regelung<br />
- Messwertaufbereitung,<br />
- Befehsausgabe<br />
Feldebene<br />
- Messwerterfassung<br />
/<br />
- Prozesseingriffe<br />
Öffentl.Netz,<br />
WAN<br />
Fabr.Netz,<br />
LAN<br />
Systembus<br />
LAN<br />
„Controller“<br />
Schnittstellen<br />
CPU<br />
(Verarbeitung)<br />
Schnittstellen<br />
- Prozess<br />
(Feld)<br />
Bild 6.2.1 Hardware - Strukturen<br />
Bild 7.3.1 zeigt übliche Strukturen <strong>der</strong> Hardware<br />
heutiger Leiteinrichtungen.<br />
Unternehmens-, Betriebs- und Produktionsleitebene<br />
werden immer durch Rechner realisiert, heute<br />
Standard - PCs o<strong>der</strong> Workstations. Je nach Art und<br />
Umfang <strong>der</strong> <strong>Automatisierung</strong>saufgabe laufen die<br />
Funktionen dieser Ebenen auf getrennten o<strong>der</strong> gemeinsamen<br />
Rechnern.<br />
Die darunter liegenden Ebenen können sehr verschieden<br />
realisiert werden.<br />
SPS und PC - Lösungen (sowie frühere "Prozessrechner"<br />
- Lösungen) haben eine zentrale Struktur:<br />
sie enthalten in einem "Controller" (spezielle Hardware)<br />
Einzel-, ggf. Gruppen- und Prozessleitebene,<br />
einschließlich <strong>der</strong> Ein / Ausgabegeräte für Messwertaufbereitung<br />
/ Befehlsgabe, für einen kompletten<br />
Prozess o<strong>der</strong> einen Teil davon.<br />
Die Datenverarbeitung (hier: Steuerung, Regelung, )<br />
erfolgt in einem Prozessorgerät (CPU), das Programm<br />
ist aber meist in verschiedene Teile ("Tasks")<br />
aufgeteilt, die auch mit verschiedenen Zykluszeiten<br />
und Prioritäten bearbeitet werden können. Die Software<br />
ist also "verteilt" strukturiert ("Objekt - bezogene<br />
Programmierung"). Eine solche Anordnung<br />
wird auch als "<strong>Automatisierung</strong>s - Insel" bezeichnet,<br />
da in einer CPU ein zusammengehöriger Teil <strong>der</strong><br />
verfahrenstechnischen Aufgabe realisiert wird.<br />
&<br />
Öffentl.Netz,<br />
WAN<br />
Fabr.Netz,<br />
LAN<br />
Systembus<br />
LAN<br />
&<br />
& Prozessbus<br />
(spez.Bus, Feldbus)<br />
&<br />
Feldbus<br />
Prozessleitsysteme (PLS) enthalten eine Anzahl<br />
zentral strukturierter <strong>Automatisierung</strong>sinseln o<strong>der</strong><br />
Controller mit mehreren CPUs o<strong>der</strong> eine größere<br />
Anzahl kleinerer Controller. Die Gesamtaufgabe ist<br />
hier auf viele kleinere Einrichtungen verteilt, das ist<br />
eine "verteilte" Struktur.<br />
Die Ein / Ausgabegeräte sind über spezielle Busse<br />
o<strong>der</strong> standardisierte Feldbusse angeschlossen.<br />
Letzteres erlaubt die Verwendung von "intelligenten"<br />
Feldgeräten: z.B. Messumformern mit integrierten<br />
Funktionen zur Messwertaufbereitung (hauptsächlich<br />
Plausibilitätsprüfung. Solche Geräte können<br />
über das Bus - System des PLS über spezielle<br />
Rechner o<strong>der</strong> über die Kommunikationseinrichtungen<br />
des PLS auch konfiguriert werden.<br />
Der Trend geht zur "dezentralen" o<strong>der</strong> "Prozess -<br />
nahen Struktur": Hier sind Messwerterfassung und<br />
komfortable Aufbereitung einerseits und / o<strong>der</strong><br />
Einzelsteuerung / Regelung und Prozesseingriff in<br />
kombinierten Einrichtungen zusammengefasst, die<br />
über einen Feldbus mit dem PLS verbunden sind, in<br />
dem nun nur die Aufgaben <strong>der</strong> Gruppen- und<br />
Prozeßleitebene realisiert sind (auch "Leitebene"<br />
genannt).<br />
Beispiel: Regelventil in einem Gehäuse für Messwerterfassung,<br />
Regelung, Leistungssteller, Ventil.<br />
Hier können z.B. Drehmomente analog gemessen<br />
und überwacht werden, einschl. Historie.<br />
14 AS_Grdl.doc<br />
&<br />
„intelligente“ Feldgeräte<br />
Öffentl.Netz,<br />
WAN<br />
Fabr.Netz,<br />
LAN<br />
Systembus<br />
LAN<br />
& & &<br />
Prozessbus<br />
Feldbus<br />
&
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, August 2012 8 Anhang<br />
Betrachtet man den Weltmarkt, so sind bis heute<br />
zwei verschiedene Philosophien festzustellen:<br />
In USA und den meisten (von den USA beeinflussten)<br />
asiatischen Län<strong>der</strong>n ist (noch) die zentrale<br />
Struktur mit redundanter CPU und einfachen Ein /<br />
Ausgabegeräten üblich, wobei alle Verarbeitungsfunktionen<br />
in <strong>der</strong> CPU realisiert werden.<br />
In Europa und Indien wird die verteilte bzw. dezentrale<br />
Struktur mit intelligenten Eingabegeräten sowie<br />
Ausgabegeräten mit den wichtigsten Absteuerungen<br />
8 Anhang<br />
8.1 Aktuelle <strong>Automatisierung</strong>ssysteme<br />
In Tabelle 8.1.1 sind einige aktuelle <strong>Automatisierung</strong>ssysteme<br />
als Beispiele zusammengestellt.<br />
Tab. 8.1.1 SPS - Beispiele<br />
Tab. 8.1.2: PLS - Beispiele<br />
bevorzugt. Bei <strong>der</strong> dezentralen Struktur gibt es bei<br />
deutschen Herstellern zwei Strömungen:<br />
a) nur zeitkritische Absteuerungen im Antrieb, o<strong>der</strong><br />
b) Einzelsteuerung und –Regelung im Antrieb.<br />
In manchen Anwendungsgebieten wird auch Prozess<br />
- Redundanz eingesetzt, <strong>der</strong>en höhere Verfügbarkeit<br />
durch eine dezentrale Struktur <strong>der</strong> Leittechnik<br />
unterstützt wird.<br />
Im Zuge <strong>der</strong> stärker werdenden Feldbus - Anwendung<br />
bzw. dem Vordringen des “Industrial Ethernet“<br />
(Echtzeit) ins Feld geht <strong>der</strong> Trend heute ganz klar zu<br />
dezentralen Lösungen ( a o<strong>der</strong> b).<br />
Zurzeit ist festzustellen, dass die bisher verschiedenen<br />
Leitsysteme für die verschiedenen Anwendungen<br />
zusammenwachsen, d.h. neue Systeme aus<br />
Kostengründen für möglichst viele Anwendungen<br />
entwickelt und aktualisiert werden.<br />
AS_Grdl.doc 15
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
8 Anhang Erich Kleiner, Juli 2003<br />
8.2 Historische Entwicklung <strong>der</strong><br />
<strong>Automatisierung</strong>stechnik<br />
Manche Begriffe und Methoden sind eigentlich nur<br />
verständlich, wenn man weiß, wie sich die<br />
<strong>Automatisierung</strong>stechnik im Laufe <strong>der</strong> Zeit entwickelt<br />
Zeit<br />
(grob)<br />
2000<br />
1990<br />
1980<br />
1970<br />
1960<br />
Bild 8.2.1: Historische Entwicklung <strong>der</strong> Leittechnik<br />
hat. Bild 8.2.1 gibt dazu eine grobe Übersicht.<br />
Die Jahreszahlen markieren, ab wann bestimmte<br />
Entwicklungen eingesetzt wurden. Das geschah oft<br />
nur in einzelnen Systemen o<strong>der</strong> gar Projekten, <strong>der</strong><br />
breite Einsatz kam oft viel später.<br />
Messung Steuerung Regelung Kommunikation Engineering<br />
Feldbus<br />
IT - Techniken<br />
standardisierte<br />
Betriebs - Optimierung Eng.-Werkzeuge<br />
Ethernet als Komm.Bus<br />
verteilt verteilt integrierte<br />
(Feldbus) (Feldbus) Integration OMS/IMS Eng.-Systeme<br />
(Produkt-spez.)<br />
Expertensysteme<br />
8.3 Wichtige Normen <strong>der</strong> MSR-Technik (Mess-, Steuerungs- und Regelungstechnik, = Leittechnik)<br />
DIN IEC 60050 „Internationales Elektrotechnisches Wörterbuch“, Teil 351 „Leittechnik“<br />
(DIN 19222 und 19226 sind zurückgezogen!)<br />
DIN 19235 MSR, Meldung von Betriebszuständen<br />
integrierte Leitsysteme (Steuerung, Regelung und Kommunikation) mit Systembus<br />
Bildschirmbedienung OMS FUP am<br />
(Bedienung, Beobachtung) Bildschirm<br />
Prozessbus Diagnose-Rechner<br />
HART - Protokoll Rechnergestützt<br />
(Tabellen)<br />
speicherprogrammierte Elektronik<br />
integrierte Leitsysteme (Steuerung und Regelung)<br />
Systemregler<br />
Schutzsysteme (Regelungssysteme)<br />
Prozessrechner für <strong>Automatisierung</strong> Prozessrechner für IMS<br />
steigende Zahl verbindungsprogramm. Verbindungsprogramm. (Information Management Funktionsplan (FUP)<br />
von „Fern - Elektronik Elektronik „Zeitfolgemel<strong>der</strong>“ (von Hand)<br />
messungen“<br />
Relaissteuerungen Kleinwartentechnik<br />
Stromlaufplan (KOP)<br />
Schütze, Relais Kompaktregler Bedientafeln Wirkschaltplan<br />
vor-Ort - Anzeigen (Schalter, Taster, Lampen)<br />
IDIN EN 60027-6 Formelzeichen für Regelungs- und Steuerungstechnik (international verbindlich)<br />
DIN EN 50178 (VDE 0160) Ausrüstung von Starkstromanlagen mit elektronischen Betriebsmitteln<br />
DIN EN 60617 Schaltzeichen (98) Teil12: Binäre Elemente<br />
(99-04) Teil13: Analoge Elemente<br />
DIN EN 60848 Entwurfssprache GRAFCET für<br />
Ablauf - Funktionspläne (92-02) (auch IEC) (ersetzt seit 2005 DIN 40719)<br />
DIN EN 61131 Speicherprogramm. Steuerungen Teil 1 Allgemeine Informationen<br />
(gemäß internationaler Norm IEC 61131) Teil 2 Betriebsmittelanfor<strong>der</strong>ungen und<br />
Prüfungen<br />
Teil 3 Programmiersprachen<br />
Teil 5 Kommunikation<br />
Teil 7 Programmierung von Fuzzy-Systemen<br />
Beiblatt 1 zu DIN EN 61131-1 Leitfaden für Anwen<strong>der</strong> (auch unter VDI/VDE 3696 Bl.2 95-10)<br />
Beiblatt 1 zu DIN EN 61131-3 Leitlinien für die Anwendung und Implementierung von Programmiersprachen<br />
16 AS_Grdl.doc
DHBW Mannheim <strong>Automatisierung</strong>ssysteme Grundlagen<br />
Erich Kleiner, Juli 2003 8 Anhang<br />
8.4 Symbole<br />
8.4.1 Elektrotechnische Symbole, hauptsächlich DIN 19227<br />
8.4.3 Schaltpläne, Binäre Elemente (IEC und DIN EN 60617-12)<br />
Allgemein:<br />
Binäre Verknüpfungsfunktionen:<br />
Form: Rechteck, &<br />
(„Kontur“) Seiten beliebig<br />
Funktion: Symbol,<br />
Name o<strong>der</strong><br />
AND<br />
eindeutige Abkürzungen S 1<br />
Wirkungs-<br />
R1<br />
Richtung: von links nach rechts,<br />
o<strong>der</strong> von oben nach unten,<br />
abweichend: Bez. od. Pfeil<br />
Signaldefinition:<br />
Dargestellte Funktion gilt<br />
für Logik- Zustand „1“ „1“<br />
(= „GUT“, „WAHR“) „1“<br />
&<br />
„1“<br />
alternativ auch mit den physikalischen<br />
Signalpegeln „H“/„L“ (H: höherer Wert)<br />
Signaleinwirkung ( = „1“<br />
statisch:<br />
E1 A<br />
E2 &<br />
E1<br />
E2<br />
A<br />
dynamisch: (hier E2 auf „Flanke“)<br />
E1 A<br />
E2 &<br />
negierend:<br />
P<br />
Umformung von / nach z.B.: I = Pressure / Strom (I), Anordnung: horizontal (vorzugsweise links -> rechts)<br />
o<strong>der</strong>: vertikal (vorzugsweise oben -> unten)<br />
E1<br />
E2<br />
A<br />
E 1 A E 1 A<br />
Freigabe: 0 an EN<br />
setzt alle Ausg. Auf 0<br />
E<br />
A<br />
EN<br />
Bild 8.4.3.1: Binäre Elemente (1)<br />
UND<br />
ODER<br />
Exclusiv-<br />
ODER<br />
E1 A<br />
E2 &<br />
E1 A<br />
>1<br />
E2<br />
E1 A<br />
=1<br />
E2<br />
Äqui- E1 A<br />
=<br />
valenz E2<br />
( = Antivalenz)<br />
E1<br />
E2<br />
A<br />
AS_Grdl.doc 17<br />
E1<br />
E2<br />
A<br />
E1<br />
E2<br />
A<br />
Kombinierte Binäre Funktionen:<br />
NAND<br />
NOR<br />
„Sperr-UND“<br />
Kombination<br />
von Konturen<br />
(Platzgründe)<br />
Anwendung: z.B. Messumformer, Eingabegerät (I/#) = Strom (analog) -> digital<br />
Kontakt, gezeichnet im nicht betätigten / spannungslosen Zustand (bzw. „kein Medium“) = „normally“<br />
als „Schliesser“ (NO = normally open) o<strong>der</strong> „Öffner“ (NC = normally Closed)<br />
Anordnung: horinzontal o<strong>der</strong> vertikal<br />
Anwendung: z.B. Druckgeber, Endschalter Relaiskontakt Taste<br />
Relais (Schütz), gezeichnet im spannungslosen Zustand, mit Schließer(n) und / o<strong>der</strong> Öffner(n)<br />
Anordnung vorzugsweise wie dargestellt<br />
Anwendung: z.B. Leistungsschalter für Motor<br />
Leistungssteller (elektronisch) Anwendung: z.B. Speisung für Drehzahl - geregelten Motor<br />
Bild 7.4.1:Allgemeine elektrotechnische Symbole<br />
8.4.2 Verfahrenstechnische Symbole nach EN ISO 10628 (in speziellen Anwendungen weitere spez. Symb.)<br />
Rohrleitung<br />
Apparate, z.B.:<br />
Pumpe Verdichter (Gebläse)<br />
Flussrichtung<br />
Wärme-<br />
Absperrarmatur allg. Schieber Ventil Hahn<br />
Armatur mit stetigem Stellverhalten<br />
Drei<br />
Wege<br />
Rührer Zerkleinerung<br />
Tauscher<br />
(für bestimmte Position bei Regelung) Antriebe: Allgemein, Elektromotor, Membran Magnet<br />
Rückschlagarmatur allg.<br />
(verhin<strong>der</strong>t Rückfluss)<br />
Rückschlag-<br />
Ventil<br />
M<br />
(pneum. / Hydr.)<br />
Absperrklappe (Anwendung: bei Gasen)<br />
z.B. an Ventil:<br />
Klappe mit stetigem Stellverhalten<br />
Rückschlagklappe (verhin<strong>der</strong>t Rückfluss)<br />
Bild 8.4.2: Verfahrenstechnische Symbole<br />
E1 A<br />
E2 &<br />
E1 A<br />
>1<br />
E2<br />
E1 A<br />
&<br />
E2<br />
&<br />
>1<br />
=<br />
E1<br />
E2<br />
A<br />
E1<br />
E2<br />
A<br />
E1<br />
E2<br />
A<br />
E1<br />
E2<br />
A<br />
&<br />
>1<br />
(1 Bit - ) Speicher:<br />
R/S - Flip-Flop (Rücksetzen / Setzen)<br />
Grundsymbol<br />
S<br />
S<br />
R R<br />
Ausg.<br />
?<br />
?<br />
Signal-Definition nach Einschalten<br />
<strong>der</strong> Speisespannung<br />
I = 0<br />
S<br />
S<br />
R R<br />
Ausg.<br />
?<br />
Definition <strong>der</strong> Dominanz<br />
(„Vorfahrt“, wenn S & R = 1)<br />
S 1<br />
R1<br />
S<br />
R<br />
Ausg.<br />
(über die Nr., hier „1“, Zuordnung<br />
des dominierenden Eingangs)<br />
Ausgang behält Zustand auch nach<br />
NV<br />
S<br />
R<br />
M<br />
Spannungs - Ausfall<br />
(Non Volatile)<br />
Darstellung des<br />
negierten Ausg.<br />
1 0 Alte Darstellung<br />
1 1 Lage nach Spann. EIN<br />
An<strong>der</strong>e FlipFlops wie „Master-Slave“<br />
und „J-K“ kommen kaum vor.<br />
M
Grundlagen <strong>Automatisierung</strong>ssysteme DHBW Mannheim<br />
8 Anhang Erich Kleiner, Juli 2003<br />
Die hier in den<br />
Bil<strong>der</strong>n 8.4.3…<br />
gezeigten Symbole<br />
sind ein<br />
Auszug aus <strong>der</strong><br />
Norm, die ganz<br />
allgemein gilt,<br />
auch für die<br />
Dokumentation<br />
von ICs.<br />
Die Norm ist<br />
aber so flexibel<br />
erstellt, dass<br />
die hier getroffenenFestlegungen<br />
auch für<br />
die Erstellung<br />
von Funktionsplänen<br />
gelten<br />
können.<br />
Für SPS gibt es<br />
eine spezielle<br />
Norm (DIN EN<br />
61131), die auf<br />
60617 aufbaut<br />
und auch die<br />
zumindest gefor<strong>der</strong>tenFunktionen<br />
und<br />
Funktionsbausteine<br />
festlegt.<br />
8.4.4 Schaltpläne, Analoge Elemente<br />
Die Beispiele in<br />
<strong>der</strong> Norm für<br />
analoge Elemente<br />
beziehen sich<br />
fast nur auf<br />
Operationsverstärker.<br />
Daher<br />
zeigt Bild 8.4.4 in<br />
Spalte 2 und 3<br />
analoge Funktionen,<br />
wie sie in<br />
PLS hauptsächlich<br />
für Regelungsaufgaben<br />
üblich sind.<br />
Zeitglie<strong>der</strong> (binär)<br />
Einschalt - Verzögerer<br />
Z.B. 2s<br />
Eingang E<br />
E<br />
T<br />
A<br />
2s 0<br />
Ausschalt - Verzögerer<br />
E<br />
T<br />
A<br />
Trigger / Blocker / One-Shot<br />
Monostabiles Element<br />
E<br />
T<br />
A<br />
Z.B. 2s<br />
Eingang E<br />
0 2s<br />
nachtriggerbar<br />
Z.B. 2s 2s<br />
Eingang E A<br />
1 nicht nachtrigg.bar<br />
Betriebsart „Abbruch“<br />
(nicht in <strong>der</strong> Norm):<br />
E<br />
T<br />
A<br />
A<br />
A<br />
Astabile Elemente<br />
Taktgenerator<br />
allgemein gesteuert / !G = synchronisiert<br />
G G = G<br />
Wandler<br />
Element mit Hysterese (Analog - binär)<br />
E<br />
. . .<br />
(<br />
Hyst.<br />
für „kleiner“)<br />
Digitale Funktionen<br />
Binär - Zähler, 14-stufig<br />
18 AS_Grdl.doc<br />
A<br />
Codierer, Code - Umsetzer<br />
. . .<br />
. . .<br />
allgemein<br />
X / Y<br />
. . .<br />
DEC/BCD<br />
0 1<br />
1 2<br />
.. 4<br />
9 8<br />
&<br />
Art <strong>der</strong> Umsetzung.<br />
- im Kennzeichen (X/Y)<br />
und Eing. / Ausg. Bez.<br />
- o<strong>der</strong> Tabelle<br />
Beispiel:<br />
von Dezimal<br />
nach BCD<br />
Multiplexer / Demultiplexer (spiegelb.)<br />
a<br />
b<br />
c<br />
d<br />
e<br />
f<br />
MUX<br />
0<br />
G --<br />
1<br />
0<br />
..<br />
4<br />
0<br />
4<br />
Bild 8.4.3.2: Binäre Elemente (2)<br />
Allgemein:<br />
Form, Wirkungsrichtung:<br />
wie bei binären Elementen<br />
Funktion: F(x1 .. Xn)<br />
A � f �x .. x � x1<br />
A<br />
#<br />
U<br />
#<br />
Analoger<br />
Eingang / Ausgang<br />
Digitaler<br />
Eingang / Ausgang<br />
(nicht in Norm, aber üblich:<br />
binärer Eingang / Ausgang)<br />
BIN in Umsetzern für binär<br />
// isolierend (z.B. U // U)<br />
X<br />
Zm<br />
m<br />
1<br />
n<br />
Beispiel:<br />
A � X � Y<br />
. . .<br />
xn<br />
XY<br />
X<br />
Y<br />
A<br />
Analoger Operand<br />
(vorzugsweise X, Y,<br />
aber auch an<strong>der</strong>e)<br />
Eingang Zm „zwingt“<br />
allen mit m markierten<br />
Ausgängen seinen<br />
Wert auf (m: Zahl)<br />
g<br />
Beispiel: 1 aus 4<br />
schaltet c .. f auf g<br />
(G: Abhängigkeit <strong>der</strong><br />
nachf. Ziffern (Eing.0 - 4)<br />
von G-Eing. 0 und 1<br />
vorw. Zählen<br />
Rücksetzen<br />
CTR14<br />
+ 0<br />
CT=0 1<br />
2<br />
CT 3<br />
4<br />
...<br />
13<br />
ZAE<br />
E A<br />
EW<br />
R<br />
Bit-Ausgänge,<br />
(Bei IC - Dok.<br />
ggf.nicht alle<br />
vorhanden)<br />
Nicht in <strong>der</strong> Norm, aber in PLS sinnvoll:<br />
Zähler auf Endwert EW<br />
(Puls-)<br />
Zähleingang<br />
Endwert<br />
Rücksetzen<br />
Bild 8.4.4: Analoge Elemente, Norm und PLS - Funktionsbausteine<br />
Endwert erreicht<br />
Schieberegister, 8 bit, serieller Ein / Ausg.<br />
Dateneingang (1)<br />
„Schiebe-Eingang“<br />
SRG8<br />
1D A<br />
C1/<br />
Daten -<br />
Ausgang<br />
(übernimmt mit 1 Flanke bit von D1)<br />
Hierbei oft verwendet: „Steuer - Block“<br />
EN<br />
Steuert darunter<br />
angeordnete<br />
Funktionsblöcke<br />
Analoge Funktionen (Beispiele) wie in PLS - Funktionsbeschreibungen verwendet<br />
Signalbereich: -100 ... +100 %<br />
E*: Eingangszahl erweiterbar<br />
Summierer<br />
(Addierer)<br />
Multiplizierer<br />
Summier-<br />
Multiplizierer<br />
E1 A<br />
E2*<br />
E1 A<br />
E2 x<br />
E1 A<br />
E2*<br />
K<br />
Dividierer E1 A<br />
E2 /<br />
Radizierer E A<br />
Kleinstwert-<br />
Glied<br />
(ebenso:<br />
Größtwert)<br />
Absoutwert-<br />
Bil<strong>der</strong><br />
MIN<br />
E1 A<br />
E2*<br />
ABS<br />
E1 A<br />
Begrenzer BEG<br />
OG<br />
UG<br />
E<br />
A �<br />
E1<br />
E2*<br />
A<br />
E1�<br />
E2<br />
100%<br />
E1<br />
A � �100%<br />
E2<br />
E<br />
A<br />
OG<br />
UG<br />
A � E1�<br />
E2<br />
*<br />
�E1 E2<br />
* �<br />
A � K �<br />
A � | E | �100<br />
E<br />
A<br />
Zeitglie<strong>der</strong> (analog)<br />
Verzögerungsglied<br />
Eingang<br />
Prop. Verst.<br />
Verz. Zeit<br />
Integrierer<br />
Eingang<br />
Integrationszeit.<br />
Rückstellung<br />
Differenzierer<br />
Eingang<br />
Prop. Verst.<br />
Diff. Zeit<br />
Diff. Verst.<br />
Umschalter<br />
o<strong>der</strong>: S<br />
E1 A<br />
E2<br />
PT1<br />
E A<br />
Kp<br />
T1<br />
INT<br />
E A<br />
Ti<br />
R<br />
PDT<br />
E A<br />
Kp<br />
T1<br />
Kd<br />
UMS<br />
X1<br />
1 1<br />
1<br />
E<br />
A<br />
E<br />
A<br />
E<br />
A<br />
KD<br />
KP<br />
=<br />
T1<br />
Ti<br />
(Abhängigkeitsnotation<br />
wie Norm)