Wertschöpfungskette - Krauss Maffei
Wertschöpfungskette - Krauss Maffei
Wertschöpfungskette - Krauss Maffei

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
1 ¦ 2008 made<br />
by<br />
Weltpremiere:<br />
Perfektes<br />
Technologietrio
02<br />
Dr. Dietmar Straub,<br />
CEO von <strong>Krauss</strong><strong>Maffei</strong>.<br />
Liebe Kunden, liebe Leser,<br />
EDITORIAL<br />
„Weltweit ist <strong>Krauss</strong><strong>Maffei</strong><br />
an den Standorten seiner<br />
Kunden präsent.“<br />
vor Ihnen liegt die zweite Ausgabe des Magazins made by <strong>Krauss</strong><strong>Maffei</strong>.<br />
Die Erstausgabe war 2007 erschienen, in einem für <strong>Krauss</strong><strong>Maffei</strong> bewegten<br />
und erfolgreichen Jahr. Von der Neuaufstellung des Unternehmens und<br />
der Zusammenführung unserer Extrusionsaktivitäten unter der neuen<br />
Marke <strong>Krauss</strong><strong>Maffei</strong> Berstorff profitieren Sie als unsere Kunden. Den<br />
Höhepunkt der letzten Monate bildete die Messe K2007, auf der wir viele<br />
von Ihnen als unsere Gäste begrüßen durften. Dort zeigte <strong>Krauss</strong><strong>Maffei</strong><br />
erstmals eine Maschine, bei der die drei Technologien Spritzgießen,<br />
Extrusion und Reaktionstechnik in einer einzigen Fertigungszelle integriert<br />
sind. Verfahren wie diese weisen in die Zukunft der Kunststofftechnologie.<br />
Daher widmen wir ihnen die Titelgeschichte in dieser Ausgabe unseres<br />
Magazins.<br />
Wenn ich auf das Geschäftsjahr 2007 zurückblicke, so freut es mich<br />
ebenfalls festzustellen, dass die <strong>Krauss</strong><strong>Maffei</strong>-Gruppe sehr erfolgreich<br />
war. Erstmals lag unser Auftragseingang bei über einer Milliarde Euro,<br />
der Umsatz bei 950 Millionen. Die Arbeitsplätze unserer Mitarbeiter<br />
konnten wir nicht nur sichern – ihre Zahl ist gegenüber dem vorangegangenen<br />
Geschäftsjahr sogar gestiegen, auf nunmehr 4.000 weltweit. Mit<br />
über 570 Servicemitarbeitern und einem Netzwerk von über 140 eigenen<br />
Gesellschaften und Vertretungen weltweit ist <strong>Krauss</strong><strong>Maffei</strong> global an den<br />
Standorten seiner Kunden präsent.<br />
Ich freue mich auf die weitere Zusammenarbeit mit Ihnen!<br />
Herzlich grüßt Sie<br />
Dr. Dietmar Straub<br />
IMPRESSUM<br />
made by <strong>Krauss</strong><strong>Maffei</strong><br />
Herausgeber: <strong>Krauss</strong><strong>Maffei</strong><br />
Technologies GmbH,<br />
<strong>Krauss</strong>-<strong>Maffei</strong>-Straße 2,<br />
80997 München,<br />
Telefon + 49/89/88 99 0,<br />
Telefax + 49/89/88 99 22 06,<br />
www.kraussmaffei.com<br />
Verantwortlich:<br />
Matthias Andreesen Viegas<br />
Verlag und Redaktion:<br />
mk publishing GmbH,<br />
Döllgaststraße 7–9, 86199 Augsburg,<br />
Telefon +49/821/3 44 57 0,<br />
Telefax +49/821/3 44 57 19,<br />
www.mkpublishing.de<br />
Bildnachweise: Biro, Bosch, Christophery,<br />
Continental, Jansen AG, Michael Kießling,<br />
<strong>Krauss</strong><strong>Maffei</strong>, mk publishing/mk Archiv,<br />
Pixelio/Richard<br />
TERMINE FÜR DIE BRANCHE<br />
Messen 2008<br />
08.–11.04. Plastimàgen Mexiko-Stadt,<br />
Mexiko<br />
17.–20.04. Chinaplas Shanghai, China<br />
23.–24.04. Kunststoffe Friedrichshafen,<br />
Medizintechnik Deutschland<br />
27.–30.05. Chemexpo Budapest, Ungarn<br />
26.–29.05. Aseanplas Singapur<br />
03.–05.09. PU China Shanghai, China<br />
18.–22.09. Taipeiplas Taipeh, Taiwan<br />
14.–18.10. Fakuma Friedrichshafen,<br />
Deutschland<br />
23.–26.10. Plastex Kairo, Ägypten<br />
20.–24.10. Equiplast Barcelona, Spanien<br />
19.–22.11. DMP Dongguan, China<br />
04.–06.12. Tyres & RubberTec Shanghai, China<br />
AUSZEICHNUNG FÜR DR. ERWIN BÜRKLE<br />
Jahrzehntelanges<br />
Engagement<br />
Am 20. Februar 2008 wurde Dr. Erwin Bürkle, Leiter<br />
Vorentwicklung Neue Technologien/Prozesstechnik<br />
Spritzgießtechnik bei <strong>Krauss</strong><strong>Maffei</strong>, in Aachen<br />
mit dem Georg-Menges-Preis geehrt. Er erhielt die<br />
Auszeichnung aus den Händen von Prof. Dr. Walter<br />
Michaeli, Leiter des Instituts für Kunststoffverarbeitung<br />
(IKV) an der RWTH Aachen, sowie Dr. Werner<br />
Feistkorn, 1. stellvertretender Vorsitzender der<br />
Fördervereinigung des IKV. Der Preis, der im Zweijahresrhythmus<br />
– 2008 zum sechsten Mal – verliehen<br />
wird, richtet sich an herausragende Persönlichkeiten,<br />
die sich bei der Umsetzung von Erkenntnissen aus<br />
Forschung und Entwicklung im Wechselfeld zwischen<br />
Wirtschaft und Wissenschaft verdient gemacht<br />
haben. Dr. Erwin Bürkle wurde diese Ehrung nicht<br />
zuletzt für seine Tätigkeit in zahlreichen Fachbeiräten<br />
zuteil, aber auch für die jahrzehntelange<br />
Förderung des Ingenieurnachwuchses, dem er ein<br />
wertvoller Ansprechpartner ist. p<br />
EDITORIAL | NEWS MADE BY KRAUSSMAFFEI 1 ¦ 2008
TECHNOLOGIESPARTE SPRITZGIESSTECHNIK<br />
Neuer Geschäftsführer<br />
Dr. Karlheinz Bourdon<br />
Mit Dr. Karlheinz Bourdon hat zum 1. Februar<br />
2008 ein Manager mit 22 Jahren Branchenerfahrung<br />
die Führung der Spritzgießtechnik (IMM) von<br />
<strong>Krauss</strong><strong>Maffei</strong> übernommen. Seit Promotionsbeginn<br />
am Institut für Kunststoffverarbeitung der RWTH<br />
Aachen im Jahr 1985 ist der heute 50-Jährige der<br />
Kunststoffindustrie eng verbunden. So war er auch<br />
für <strong>Krauss</strong><strong>Maffei</strong> bereits erfolgreich: Dr. Karlheinz<br />
Bourdon übernahm 1990 die Leitung des Bereichs<br />
Systemtechnik im Unternehmen. Anschließend<br />
arbeitete er für den Kunststoffmaschinenbauer<br />
Ferromatik Milacron, zuerst als Leiter der Entwicklung<br />
und Konstruktion, dann als Produktionssowie<br />
anschließend als Werksleiter. Im Jahr 2000<br />
wurde er zum Geschäftsführer der Ferromatik<br />
Milacron ernannt, ab 2001 war er für alle Maschinenbauaktivitäten<br />
von Milacron in Europa<br />
verantwortlich.<br />
Frank Peters (links)<br />
übernahm zum 1. April<br />
2008 die Nachfolge von<br />
Walter Tesche (rechts).<br />
Ab 2003 übernahm<br />
Dr. Karlheinz Bourdon<br />
die weltweite Verantwortung für den Milacron-<br />
Maschinenbau im Bereich des Spritzgießens,<br />
des Blasformens und der Extrusion. „Ich freue<br />
mich, dass wir mit Dr. Bourdon einen Manager<br />
mit internationaler Erfahrung und langjährigem<br />
Branchen-Know-how für <strong>Krauss</strong><strong>Maffei</strong> gewinnen<br />
konnten“, unterstreicht Dr. Dietmar Straub, CEO<br />
von <strong>Krauss</strong><strong>Maffei</strong>. „Er wird die hervorragende<br />
Marktposition unserer Spritzgießtechnik weiter<br />
ausbauen.“ Der besondere Dank von <strong>Krauss</strong><strong>Maffei</strong><br />
gilt Manfred Reichel, der die Spritzgießtechnik-<br />
Sparte seit August 2007 kommissarisch führte und<br />
sie mit seinem profunden Markt-Know-how auch<br />
in der nächsten Zeit strategisch unterstützen wird.<br />
Zudem verantwortet er auch in Zukunft weiter<br />
alle Extrusionsaktivitäten des Unternehmens. p<br />
Stabwechsel in der<br />
Reaktionstechnik<br />
Zum 1. April 2008 trat<br />
Frank Peters die Nachfolge<br />
von Walter Tesche an<br />
und verantwortet damit<br />
weltweit alle Aktivitäten in der Reaktionstechnik<br />
(RPM) von <strong>Krauss</strong><strong>Maffei</strong>. Der heute 41-jährige<br />
Diplom-Ingenieur begann seine Karriere bei<br />
<strong>Krauss</strong><strong>Maffei</strong> 1997 im Vertrieb Reaktionsmaschinen<br />
für den nordamerikanischen Markt. Von 1999 bis<br />
2003 leitete er das strategische Produktmanagement<br />
der GEA Lufttechnik, bevor er 2003 als Vertriebsleiter<br />
Reaktionstechnik zu <strong>Krauss</strong><strong>Maffei</strong> zurückkehrte.<br />
Seit 2006 führte er als Bereichsleiter bereits die<br />
Reaktionstechnik am Standort München.<br />
FRANK PETERS ÜBERNIMMT BEREICHSLEITUNG<br />
Mit der Erfahrung von<br />
über 20 Jahren in der<br />
Kunststoffindustrie:<br />
Dr. Karlheinz Bourdon,<br />
seit 1. Februar<br />
Geschäftsführer bei<br />
<strong>Krauss</strong><strong>Maffei</strong>.<br />
Dr. Dietmar Straub, CEO von <strong>Krauss</strong><strong>Maffei</strong>, wünscht<br />
dem neuen RPM-Chef einen erfolgreichen Start:<br />
„Frank Peters wird gemeinsam mit seiner Mannschaft<br />
unsere Reaktionstechnik auf der Erfolgsspur halten.<br />
Gleichzeitig geht mein besonderer Dank an Walter<br />
Tesche, der in mehr als 35 Jahren für <strong>Krauss</strong><strong>Maffei</strong><br />
Wegweisendes geleistet hat.“ Walter Tesche startet<br />
zur Jahresmitte in den Ruhestand. Der heute 63-Jährige<br />
war für <strong>Krauss</strong><strong>Maffei</strong> zunächst im internationalen<br />
Vertrieb von Spritzgießmaschinen tätig und leitete<br />
zwischen 1986 und 1999 nacheinander sowohl<br />
den Vertrieb der Extrusionstechnik als auch der<br />
Spritzgießtechnik. Seit 2000 hatte er die Führung<br />
des Geschäftsbereichs Reaktionstechnik inne. p<br />
NEWS<br />
03
Ein Verweis<br />
auf die Zukunft:<br />
Schwingungsdämpfer<br />
aus<br />
thermoplastischem<br />
Träger<br />
und gummi-ähnlichem<br />
TPU, beides<br />
reaktiv vernetzt<br />
zu TPU-X.<br />
INNOVATIVE KUNSTSTOFFTECHNOLOGIEN<br />
Kunststoffe sind ein äußerst vielfältiges Material,<br />
dessen Einsatzspektrum sich schon seit Jahrzehnten<br />
kontinuierlich erweitert. Hinter dieser<br />
Entwicklung stehen vor allem zwei treibende<br />
Kräfte: erstens die größeren Freiheitsgrade bei der<br />
Einstellung von Werkstoffeigenschaften gegenüber<br />
konventionellen Materialien wie etwa Metallen<br />
und zweitens das hohe Potenzial bei der Optimierung<br />
der Herstellkosten. Ein prominentes Beispiel<br />
ist die Mehrkomponententechnik. Zwar umfasst<br />
sie sehr komplexe Verfahren, bietet dafür aber<br />
verblüffende Einsparpotenziale. Diese entstehen,<br />
weil sich die Zahl der Bauteile verringert, was die<br />
Kosten für Fertigung und Montage senkt. Mehrere<br />
Kunststoffschmelzen in einem Werkzeug zu<br />
einem Spritzgießteil zu formen, kann dabei auf<br />
unterschiedliche Weise erfolgen, etwa in Form von<br />
Verbund-, Mehrfarben-, Sandwich- oder Montagespritzgießen.<br />
Für Dr. Erwin Bürkle, Leiter Vorentwicklung Neue<br />
Technologien/Prozesstechnik im Bereich Spritzgießtechnik<br />
bei <strong>Krauss</strong><strong>Maffei</strong>, ist in diesem Zusammenhang<br />
eine Feststellung besonders wichtig: „Erst die<br />
passende Kombination aus Maschine, Werkzeug<br />
Neue Einsatzfelder<br />
für die Zukunft<br />
<strong>Krauss</strong><strong>Maffei</strong> hat nicht nur das<br />
Know-how, modernste Anlagen für<br />
die drei wesentlichen Technologien<br />
der Kunststoffverarbeitung – Spritzgießen,<br />
Extrusion und Reaktion –<br />
zu bauen. Das Unternehmen entwickelt<br />
auch innovative Verfahren,<br />
die ganz neue Einsatzmöglichkeiten<br />
für Kunststoffbauteile eröffnen.<br />
und Verfahren bietet den notwendigen Rahmen für<br />
eine wirtschaftliche Produktion.“ Die eigentliche<br />
Maschine ist also nicht der einzige Faktor, auf den<br />
es bei der Weiterentwicklung von Kunststofftechnologien<br />
ankommt. Aber, wie Jochen Mitzler, Leiter<br />
Produkt- und Technologiemanagement Spritzgießtechnik<br />
bei <strong>Krauss</strong><strong>Maffei</strong>, feststellt: „Innovative<br />
Kunststoffe brauchen pfiffige Maschinentechnologie.<br />
Und für diese ist <strong>Krauss</strong><strong>Maffei</strong> ein kompetenter Entwicklungspartner.“<br />
Dies zeigt sich an wegweisenden<br />
Technologien, die unterschiedliche Verfahrenstechniken<br />
in sich vereinen. Ein Beispiel ist SkinForm,<br />
bei dem spritzgegossene Trägerbauteile mit einem<br />
weichen PUR-Gießsystem überflutet werden. So<br />
entstehen in einem Arbeitsschritt verschiedenartige,<br />
hochwertige Oberflächen, etwa auf Innenraumbauteilen<br />
für Automobile.<br />
X-Form statt Metall-Gummi-Verbund<br />
Ein aktuelles Beispiel für eine Mehrkomponententechnik,<br />
die mit Spritzgieß-, Extrusions- und<br />
Reaktionstechnik gleich drei Verfahren in sich<br />
vereint und dabei ein ganz neues Einsatzspektrum<br />
für Kunststoffe eröffnet, trägt den Namen X-Form.<br />
Fertigung in<br />
Drehtischtechnik<br />
ermöglicht niedrige<br />
Taktzeiten.<br />
04 FOCUS<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
Es wurde von <strong>Krauss</strong><strong>Maffei</strong> in Gemeinschaft mit<br />
der Elastrogran GmbH und der Mues Products &<br />
Moulds GmbH entwickelt. X-Form ist konzipiert<br />
für Anwendungen, in denen derzeit noch Metall-<br />
Gummi-Verbunde im Einsatz sind. Als mögliche<br />
Applikationen nennt Jochen Mitzler Gehäusedeckel<br />
mit integrierter Dichtung oder Motorlagerungen.<br />
Das Verfahren beruht darauf, dass ein<br />
neu entwickeltes thermoplastisches Polyurethan<br />
(TPU) vom Typ Elastollan des Herstellers Elastogran<br />
durch einen Reaktionsschritt während des<br />
Abkühlens zu TPU-X vernetzt wird. Dies vollzieht<br />
sich in einem Spritzgießcompounder, der wiederum<br />
die kontinuierliche Extrusion zum gleichmäßigen<br />
Einbringen des Vernetzungsmittels in die<br />
Schmelze mit dem diskontinuierlichen Prozess des<br />
Spritzgießens in sich vereint.<br />
Als praxisnahe Applikation entwickelten<br />
<strong>Krauss</strong><strong>Maffei</strong> und die Partner einen Schwingungsdämpfer,<br />
ein Bauteil, das prinzipiell in Maschinenlagern<br />
oder im Fahrwerk eines Automobils<br />
zum Einsatz kommt. Dieses Mehrkomponententeil<br />
wurde auf der K2007 im Live-Betrieb auf<br />
einem Spritzgießcompounder von <strong>Krauss</strong><strong>Maffei</strong><br />
gefertigt. Der Schwingungsdämpfer besteht aus<br />
zwei Komponentenarten: erstens einem glasfaserverstärkten<br />
thermoplastischen Träger mit Hülse,<br />
bestehend aus einem Ultramid CR von BASF.<br />
Und zweitens aus der zwischen Träger und Hülse<br />
befindlichen gummi-elastischen Schwingungsdämpfung<br />
aus TPU-X. Hinzu kommt noch eine<br />
umlaufende elastische Dichtung, ebenfalls aus<br />
TPU-X.<br />
KONTAKT<br />
Jochen Mitzler<br />
Leiter Produkt- und Technologiemanagement<br />
Spritzgießtechnik<br />
Telefon +49/89/8899 4410<br />
jochen.mitzler@kraussmaffei.com<br />
Vorteil: enormer Zeitgewinn<br />
Die herausragende Innovation der X-Form-Applikation<br />
ist ihre Zykluszeit von nur 60 Sekunden. Sie<br />
wird möglich durch die Herstellung der Teile in<br />
drei Arbeitstakten, die zeitgleich in der Fertigungszelle<br />
stattfinden. Im vierten Takt wird der Schwingungsdämpfer<br />
durch einen Linearroboter entnommen.<br />
Die Dämpfungsschicht des Bauteils soll starke<br />
Schwingungen aufnehmen und hat daher eine<br />
Wanddicke von 15 Millimetern. Bei einer derartigen<br />
Materialanhäufung wäre – bedingt durch die<br />
Kühlzeit – mit einer langen Taktzeit zu rechnen.<br />
Nur durch die Fertigung in Drehtischtechnik lässt<br />
sich ein Zyklus von 60 Sekunden realisieren. Im<br />
ersten Arbeitstakt entstehen Träger und Hülse<br />
aus Polyamid. Für jeden weiteren dreht sich das<br />
Werkzeug um 90 Grad. In der zweiten und dritten<br />
Station wird schichtweise die Weichkomponente<br />
mit TPU-X aufgebaut. Die vierte Station dient der<br />
Entnahme bei geschlossenem Werkzeug. Gegenüber<br />
der klassischen Elastomerverarbeitung verringert<br />
sich die Verarbeitungszeit um einen Faktor<br />
von vier bis sechs.<br />
Hervorzuheben ist, dass es sich beim X-Form-Verfahren<br />
um einen klassischen 2K-Thermoplast-Spritzgießprozess<br />
handelt. Für die<br />
Werkzeugtemperierung sind keine Heißund<br />
Kaltzonen erforderlich, wie man<br />
sie von Gummi-Thermoplast-Verbunden<br />
kennt. Dies<br />
vereinfacht die<br />
Prozessführung<br />
wesentlich. p<br />
Die Fertigungszelle:<br />
Spritzgießcompounder von <strong>Krauss</strong><strong>Maffei</strong>.<br />
ZEHN JAHRE<br />
SPRITZGIESS-<br />
COMPOUNDER<br />
Bereits 1998 zeigte<br />
<strong>Krauss</strong><strong>Maffei</strong> auf der<br />
Messe K eine revolutionäre<br />
Maschine: einen<br />
Spritzgießcompounder,<br />
abgekürzt IMC, der<br />
erstmals das diskontinuierliche<br />
Spritzgießen<br />
mit dem kontinuierlichen<br />
Prozess des Compoundierens<br />
in einer einzigen<br />
Fertigungszelle zusammenfasste.<br />
Bis heute<br />
erschließt der IMC immer<br />
neue Anwendungsbereiche<br />
und zeigt den Weg<br />
in die Zukunft – zum<br />
Beispiel mit dem X-Form-<br />
Verfahren.<br />
FOCUS<br />
05
06<br />
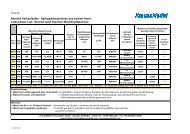
VOM ROHSTOFF ZUM ENDPRODUKT<br />
Die <strong>Wertschöpfungskette</strong><br />
aus einer Hand<br />
Der Herstellung von Kunststoffteilen liegen komplizierte Verfahren zugrunde.<br />
Da ist es für die Anwender naheliegend, alle Prozesse in der Technologie<br />
eines einzigen Maschinenherstellers zusammenzufassen. <strong>Krauss</strong><strong>Maffei</strong> leistet<br />
genau dies. Das Know-how des Unternehmens beginnt beim Rohstoff und<br />
zieht sich durch die gesamte <strong>Wertschöpfungskette</strong>.<br />
Am Anfang stehen<br />
Rohstoffherstellung und<br />
Compoundieren mittels<br />
Extrusionstechnik.<br />
FOCUS<br />
Neben seiner Kompetenz in den autarken Technologiesparten<br />
Spritzgieß-, Extrusions- und Reaktionstechnik<br />
ist <strong>Krauss</strong><strong>Maffei</strong> in der Lage,<br />
verschiedene Technologien bis hin zur Abdeckung<br />
der gesamten <strong>Wertschöpfungskette</strong> zusammenzufassen.<br />
Diese kann damit beginnen, dass ein<br />
Großextruder von <strong>Krauss</strong><strong>Maffei</strong> Berstorff das<br />
Rohgranulat innerhalb des Polymerisationsprozesses<br />
herstellt. Anschließend wird das Rohgranulat<br />
zu einem einsatzfähigen Halbzeug mit den<br />
geforderten mechanischen, physikalischen und<br />
chemischen Eigenschaften compoundiert. Das<br />
Halbzeug gelangt in einen Spritzgießprozess, ein<br />
thermoplastisches Kunststoffbauteil entsteht.<br />
Anschließend ist eine Oberflächenveredelung<br />
mittels PUR-Technik denkbar und schließlich<br />
kommt die Automationstechnik ins Spiel, wenn<br />
das Teil durch einen Roboter entnommen wird und<br />
in nachgeschalteten automatisierten Arbeitsschritten,<br />
zum Beispiel Beschnitt- oder Fügevorgängen,<br />
das Endprodukt entsteht. Ein Hersteller, der diesen<br />
komplexen Prozess in seiner Produktion abbilden<br />
möchte, hat normalerweise aufseiten der Maschinenhersteller<br />
mindestens zwei Ansprechpartner:<br />
einen beim Lieferanten für Compoundiermaschinen<br />
und einen weiteren beim Spritzgießmaschinenhersteller<br />
– es sei denn, der Kunde entscheidet sich<br />
für eine Komplettlösung von <strong>Krauss</strong><strong>Maffei</strong>.<br />
Fit für den Wettbewerb<br />
In vielen Branchen werden die Produktentwicklungszyklen<br />
immer kürzer, bei steigendem Kostendruck.<br />
Gleichzeitig erweitert sich das Einsatzspektrum<br />
von Kunststoffprodukten. Ein Markt, der<br />
geradezu als Paradebeispiel für diese Trends gelten<br />
kann, ist die Automobilproduktion mit ihrer<br />
Zulieferindustrie. „Für die Kunden in diesem<br />
Sektor ist das Abdecken der gesamten Prozesskette<br />
durch <strong>Krauss</strong><strong>Maffei</strong> weit mehr als eine komfortable<br />
Lösung in Sachen Maschinentechnologie“,<br />
erklärt Dr. Erwin Bürkle, Leiter Vorentwicklung<br />
Neue Technologien/Prozesstechnik Spritzgießtechnik<br />
bei <strong>Krauss</strong><strong>Maffei</strong>. „Es bildet eine Strategie mit<br />
den Eckpunkten Qualität steigern, Zeit gewinnen<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
Technologie<br />
Maschinentechnik<br />
Strategische<br />
und Kosten reduzieren.“ Oder kurz gesagt:<br />
Partnerschaft<br />
en <strong>Krauss</strong><strong>Maffei</strong> macht seine Kunden fit für den<br />
Wettbewerb.<br />
Optimales Preis-Leistungs-Verhältnis<br />
Die Fähigkeit, die gesamte <strong>Wertschöpfungskette</strong><br />
abdecken zu können, bildet ein Alleinstellungsmerkmal<br />
von <strong>Krauss</strong><strong>Maffei</strong>. Voraussetzung hierfür<br />
ist das Beherrschen der drei wesentlichen Maschinentechnologien<br />
Extrusion, Spritzgießen und<br />
Reaktionstechnik. <strong>Krauss</strong><strong>Maffei</strong> leistet dies als<br />
einziger Hersteller weltweit. „Neben seinem<br />
ausgeprägten Rezeptur- und Prozessverständnis<br />
kann <strong>Krauss</strong><strong>Maffei</strong> auch alles aus einer Hand<br />
bieten. So realisieren wir über die gesamte<br />
Prozesskette hinweg ein optimales Preis-Leistungs-<br />
KONTAKT<br />
ROHSTOFF<br />
Dr. Erwin Bürkle<br />
Leiter Vorentwicklung<br />
Neue Technologien/Prozesstechnik<br />
Spritzgießtechnik<br />
Telefon +49/89/8899 2799<br />
erwin.buerkle@kraussmaffei.com<br />
Dr. Jens Liebhold<br />
Leiter Geschäftsbereich<br />
Zweischneckenextruder<br />
Extrusionstechnik<br />
Telefon +49/511/5702 128<br />
jens.liebhold@kraussmaffei.com<br />
<strong>Wertschöpfungskette</strong><br />
ROHSTOFF COMPOUND / BLEND HALBZEUG ZWISCHENPRODUKT ENDPRODUKT<br />
Polyolefine<br />
Technische Thermoplaste<br />
PUR<br />
…<br />
Einschneckenextruder<br />
Unterwassergranulierung<br />
Polyurethantechnik<br />
Compoundierung /<br />
Blending<br />
COMPOUND / BLEND<br />
Gefüllte und verstärkte<br />
Compounds<br />
TPE’s<br />
Polymerblends<br />
Nanocompounds<br />
Biopolymere<br />
Naturfasercompounds<br />
…<br />
Zweischneckenextruder, gleichlaufend<br />
Formgebung Veredelung Montage etc.<br />
HALBZEUGE<br />
Granulate<br />
Folien<br />
Platten<br />
Profile<br />
Rohre<br />
Schaumprodukte<br />
…<br />
Injection Moulding Compounder (IMC)<br />
Einschneckenextruder<br />
Zweischneckenextruder,<br />
gegenläufig<br />
ZWISCHENPRODUKT<br />
Spritzgießteile<br />
Preforms<br />
Bauteile für komplexe<br />
Produkte<br />
Optische Datenträger<br />
…<br />
Spritzgießmaschine<br />
Polyurethantechnik<br />
Verhältnis für unsere Kunden“, erklärt Dr. Jens<br />
Liebhold, Leiter des Geschäftsbereichs Zweischneckenextruder<br />
bei <strong>Krauss</strong><strong>Maffei</strong> Berstorff.<br />
Denn: „Wir müssen keine Technologien hinzukaufen.<br />
Bei vielen Entwicklungsprojekten sitzt<br />
<strong>Krauss</strong><strong>Maffei</strong> als alleiniger Maschinenhersteller<br />
von Anfang an mit am Tisch. Reibungsverluste<br />
werden so ausgeschlossen.“ Prozesse wie die<br />
Substitution von Gummi-Metall-Verbunden durch<br />
reine Kunststofflösungen (vgl. S. 4/5) weisen den<br />
Weg in die Zukunft. Solche Beispiele zeigen das<br />
Potenzial, das in der Zusammenführung unterschiedlicher<br />
Maschinentechnologien steckt – die<br />
Abdeckung der gesamten Prozesskette für innovative<br />
und besonders rationell hergestellte Kunststoffprodukte.<br />
p<br />
ENDPRODUKTE FÜR<br />
Automobil<br />
Verpackung<br />
Life Science<br />
Freizeit und Sport<br />
Bauindustrie<br />
Elektrik und Elektronik<br />
Kommunikation<br />
Optische Industrie, Optik<br />
Haushaltsware (weiße)<br />
…<br />
Handling / Automation<br />
Spritzgießmaschinen<br />
bringen Kunststoffgranulat<br />
in Form.<br />
FOCUS<br />
07
Automobilkomponenten<br />
wie Hutablagen und Abdeckungen<br />
werden<br />
bereits aus Naturfasern<br />
hergestellt.<br />
Naturfasercompounds<br />
sind besonders bei<br />
Terrassenprofilen<br />
beliebt. Sie ähneln Holz,<br />
sind dabei aber formund<br />
feuchtebeständiger.<br />
NACHWACHSENDE ROHSTOFFE IN DER KUNSTSTOFFTECHNIK<br />
Ökonomisch und<br />
ökologisch sinnvoll<br />
Verbundwerkstoffe mit Naturfasern sind auf dem Vormarsch.<br />
Dafür sprechen so unterschiedliche Argumente<br />
wie geringes Gewicht, Ressourcenschonung und Wirtschaftlichkeit.<br />
<strong>Krauss</strong><strong>Maffei</strong> ist Vorreiter in der Maschinentechnologie<br />
zur Herstellung und Verarbeitung der<br />
innovativen Compounds.<br />
Naturfaserverstärkte Kunststoffbauteile sind<br />
ihren mit Glas, Aramid oder Polyester verstärkten<br />
Gegenstücken bei den mechanischen Eigenschaften<br />
in vielerlei Hinsicht überlegen. Das Material<br />
ist deutlich leichter und – besonders wichtig bei<br />
Automotive-Anwendungen – bricht bei einem<br />
Crash weniger scharfkantig als glasfaserverstärkte<br />
Materialien. Zudem weist es eine bessere Ökobilanz<br />
auf: Naturfasern werden mit vergleichsweise<br />
geringem Energieaufwand aus nachwachsenden<br />
Rohstoffen erzeugt, häufig aus Resten, wie sie<br />
etwa in der Holzindustrie anfallen. Während viele<br />
glasfaserverstärkte Formteile noch auf Deponien<br />
entsorgt werden, lassen sich solche aus Naturfasercompounds<br />
nahezu rückstandslos verbrennen.<br />
Hochschulkooperation<br />
Nachwachsende Rohstoffe in der Kunststofftechnik<br />
sind ohne Zweifel auf dem Vormarsch, jedoch ist<br />
ihr Praxiseinsatz ein vergleichbar junges Gebiet<br />
der Verfahrenstechnik. Vorreiter in der Entwicklung<br />
von Naturfasercompounds ist <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff. In Zusammenarbeit mit dem Fachbereich<br />
Bioverfahrenstechnik der Fachhochschule<br />
Hannover hat der Maschinenhersteller ein neues<br />
Zweischneckenextruderkonzept zur Produktion<br />
von Naturfasercompounds<br />
entwickelt, bei dem<br />
die Fasern direkt<br />
ohne energieintensive<br />
Vortrocknung<br />
verarbeitet werden.<br />
„Dabei kommen<br />
unsere patentierten<br />
Multi-Process-Elemente<br />
(MPE) zum<br />
Einsatz“, erklärt<br />
Gerhard Scheel,<br />
Projetktingenieur<br />
08 FEATURE<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
Entwicklung bei <strong>Krauss</strong><strong>Maffei</strong> Berstorff. „So ist<br />
eine besonders schonende und wirtschaftliche Einarbeitung<br />
der Naturfasern möglich.“ Darüber hinaus<br />
kann die Anlage optimal und je nach Feuchtigkeit<br />
auf das gewünschte Produkt eingestellt werden, je<br />
nachdem, ob Holzmehl, Holzfasern, Flachs oder<br />
Hanf verarbeitet werden sollen. Ein weiterer Vorteil:<br />
Durch die direkte Verarbeitung der Naturfasern<br />
ohne energieintensive Vortrocknung wird gleichzeitig<br />
die Gefahr einer Staubexplosion ausgeschlossen.<br />
Die Verarbeitung<br />
In einem ersten Verarbeitungsschritt wird das<br />
Polymer über eine gravimetrische Dosierung in<br />
die Füllzone gegeben und in der Plastifizierzone<br />
aufgeschmolzen. Zur Verbesserung der Produkteigenschaften<br />
werden neben dem Polymer noch<br />
verschiedene Additive in die Füllzone zugegeben.<br />
Die Dosierung der Naturfasern erfolgt über eine<br />
Seitenfüttereinrichtung stromab in die Schmelze.<br />
Mithilfe der MPEs lassen sich die Naturfasern<br />
besonders schonend in die Schmelze einarbeiten.<br />
Entlang des Verfahrensteils befinden sich mehrere<br />
Öffnungen, über die die in den Naturfasern enthaltene<br />
und freigesetzte Feuchtigkeit abgeführt wird.<br />
Nach der Naturfasereinarbeitung wird die Schmelze<br />
unter Vakuum entgast, um Feuchtigkeit und niedermolekulare<br />
Bestandteile vollständig zu entfernen. In<br />
einem letzten Schritt erfolgt dann der Druckaufbau<br />
für die Weiterverarbeitung der Schmelze.<br />
Kompetenz in der Reaktionstechnik<br />
Ideal geeignet für die Produktion naturfaserverstärkter<br />
Formteile ist die Polyurethantechnik.<br />
<strong>Krauss</strong><strong>Maffei</strong> hat hierfür in Abwandlung des<br />
LFI-Verfahrens das NFI-(Natural Fibre Injection)-<br />
Verfahren entwickelt. Dabei wird die Naturfaser<br />
vom Roving als Strang abgezogen und im Schneidwerk<br />
direkt am Mischkopf in einzelne Filamente<br />
mit definierter Länge zerschnitten. Diese werden<br />
im Auslaufrohr des Mischkopfs mit den in der<br />
Mischkammer vermischten Reaktionskomponenten<br />
benetzt. Anschließend trägt ein Roboter das PUR-<br />
Naturfasergemisch in das offene Werkzeug ein. Der<br />
Einsatz eines Naturfaserrovings anstatt einer Glasfasermatte<br />
ist aus mehreren Gründen kostengünstiger.<br />
Das manuelle Einlegen der Matten entfällt und<br />
auch der Abfall wird deutlich reduziert.<br />
Automotive und mehr<br />
Formteile aus Naturfasercompounds erfeuen sich<br />
zunehmender Beliebtheit, vor allem in der Automobilindustrie.<br />
In der S-Klasse von Mercedes-Benz<br />
ersetzten sie rund 23 Kilogramm herkömmlicher<br />
Materialien, etwa in Form der Hutablage sowie<br />
der Türinnenverkleidungen. Auch in der Bau- und<br />
Freizeitindustrie kommen Naturfasercompounds<br />
immer häufiger zum Einsatz. So werden sie etwa zu<br />
Terrassenböden und Gartenzäunen verarbeitet, die<br />
in ihrer Optik und Haptik dem Holz ähneln, dafür<br />
aber deutlich kostengünstiger und witterungsbeständiger<br />
sind. p<br />
KONTAKT<br />
Gerhard Scheel<br />
Projektingenieur Entwicklung<br />
Extrusionstechnik<br />
Telefon +49/511/5702 208<br />
gerhard.scheel@kraussmaffei.com<br />
Josef Renkl<br />
Leiter Forschung und Entwicklung<br />
Reaktionstechnik<br />
Telefon +49/89/8899 3288<br />
josef.renkl@kraussmaffei.com<br />
NATURFASERN ZUR<br />
COMPOUNDIERUNG<br />
Samenfasern<br />
• Baumwolle<br />
• Kapok<br />
Bastfasern<br />
• Bambus<br />
• Hanf<br />
• Jute<br />
Fruchtfasern<br />
• Kokos<br />
Hartfasern<br />
• Holz<br />
• Sisal<br />
FEATURE<br />
09
Manfred Reichel, Geschäftsführer<br />
Extrusionstechnik.<br />
Liebe Kunden, liebe Leser,<br />
10 KEYNOTE | NEWS EXTRUSION<br />
KEYNOTE<br />
„Die Zukunft gehört<br />
Kunststoffprodukten, die<br />
über die Kompetenz der<br />
einzelnen Technologiesparte<br />
hinausgehen.“<br />
2008 ist das erste neue Kalenderjahr, in das unsere Marke<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff gestartet ist. Zwar ist die Marke als solche<br />
noch jung, doch können wir bereits heute eine sehr positive Bilanz<br />
aus der Zusammenführung unserer Extrusionsaktivitäten ziehen.<br />
Diese liegt vor Ihnen: In der aktuellen Ausgabe unseres Magazins<br />
made by <strong>Krauss</strong><strong>Maffei</strong> erfahren Sie unter anderem, wie<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff durch unterschiedliche Extruderbauweise<br />
sowie flexible Glättwerkstechnik für die Folien- und Plattenextrusion<br />
breit aufgestellt ist.<br />
Die Zukunft gehört Kunststoffprodukten, die über die Kompetenz<br />
der einzelnen Technologiesparte hinausgehen. Auf diese<br />
Weise erschließen wir ganz neue Einsatzfelder für Kunststoffe.<br />
<strong>Krauss</strong><strong>Maffei</strong> ist der weltweit einzige Anbieter, der mit der Extrusions-,<br />
Spritzgieß- und Reaktionstechnik die drei wesentlichen<br />
Technologien für die Kunststoff- und Kautschukverarbeitung<br />
beherrscht. Und davon profitieren Sie! Unsere Komplettlösungen<br />
sparen Zeit und Kosten. Erstmals ist <strong>Krauss</strong><strong>Maffei</strong> in der Lage,<br />
die gesamte <strong>Wertschöpfungskette</strong> in der Herstellung von Kunststoffteilen<br />
aus einer Hand anzubieten – von der Herstellung des<br />
Rohgranulats bis zum Handling der Formteile durch Roboter.<br />
Natürlich bilden auch die autarken Technologiesparten weiterhin<br />
unser Kerngeschäft. Im Bereich der Extrusionstechnik sind es die<br />
Produktionsstandorte München und Hannover, wo die Experten<br />
von <strong>Krauss</strong><strong>Maffei</strong> Berstorff an den Technologielösungen für Ihre<br />
Ansprüche arbeiten. Und unsere Mitarbeiter im weltweiten Vertrieb<br />
haben stets ein offenes Ohr für Sie.<br />
Ihr Manfred Reichel,<br />
Geschäftsführer Extrusionstechnik<br />
RINGIER TECHNOLOGY AWARD<br />
Ausgezeichnete<br />
Technologie<br />
Franz Füreder<br />
(links) nahm den<br />
Ringier Technology<br />
Award mit Freude<br />
für <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff entgegen.<br />
Technologie von <strong>Krauss</strong><strong>Maffei</strong> Berstorff wird<br />
weltweit hoch geschätzt, auch im aufstrebenden<br />
Markt China. Das unterstrich die Verleihung des<br />
Ringier Technology Awards im Oktober 2007<br />
für QuickSwitch, das innovative System für den<br />
Inline-Dimensionswechsel in der Rohrextrusion.<br />
Entgegengenommen wurde der Preis in Shanghai<br />
von Franz Füreder, dem am Standort München<br />
zuständigen Vertriebsleiter Extrusion von<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff. Die Ringier Trade<br />
Publishing Ltd., ein Medienunternehmen mit<br />
Muttergesellschaft in der Schweiz, gibt Chinas<br />
führende Fachzeitschrift in Sachen Kunststofftechnik<br />
heraus. p<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff in Spanien<br />
Coscollola vertritt<br />
Extrusionstechnik<br />
Zum 1. Januar 2008 hat die Firma Coscollola<br />
die Vertretung von <strong>Krauss</strong><strong>Maffei</strong> Berstorff für<br />
Spanien übernommen. Bereits bisher betreute<br />
das Unternehmen mit Sitz in Barcelona den<br />
Vertrieb für Extrusionstechnik aus dem Standort<br />
Hannover. Die Ausweitung der Kooperation ist<br />
eine folgerichtige Konsequenz aus der erfolgreichen<br />
Zusammenlegung der Extrusionsaktivitäten<br />
von <strong>Krauss</strong><strong>Maffei</strong> und Berstorff zur Marke<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff. p<br />
Kontakt unter www.coscollola.com<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
NEUES MEETING CENTER MÜNCHEN<br />
Attraktiver Besucherbereich<br />
Seit Oktober 2007 bietet <strong>Krauss</strong><strong>Maffei</strong> Berstorff<br />
seinen Kunden in München mit dem Meeting Center<br />
eine neue, attraktive Anlaufstelle. Es umfasst<br />
vier Besprechungszimmer, deren Namen Bayern,<br />
Asien, Amerika und Europa für den Standort<br />
München des Extrusionsbereichs sowie für die<br />
Das Meeting Center bietet unter<br />
anderem vier Besprechungszimmer<br />
(oben) sowie einen Showroom.<br />
ROHRHERSTELLUNG<br />
Neuer Schaumkern-Rohrkopf<br />
senkt Materialkosten<br />
Bei der Produktion von Kunststoffrohren entfallen<br />
bis zu 80 Prozent der Herstellungskosten auf das<br />
Rohmaterial. Sehr enge Schichtdickenverteilungen<br />
und geringste Dichte, wie sie die Schaumkern-<br />
Rohrköpfe von <strong>Krauss</strong><strong>Maffei</strong> Berstorff ermöglichen,<br />
bedeuten hier ein erhebliches Einsparpotenzial.<br />
Das jüngste Beispiel ist der neue Rohrkopf<br />
KM-3L RK 43, der für die Herstellung von PVC-<br />
Schaumkernrohren im Durchmesserbereich<br />
zwischen 200 und 500 Millimetern eingesetzt wird.<br />
Er eignet sich für Wanddicken von 3,9 bis 14,6<br />
Millimetern und erreicht eine maximale Durchsatzleistung<br />
von 1.500 Kilogramm pro Stunde. Durch<br />
das Schäumen verringert sich die Dichte der Rohr-<br />
Kontinente stehen, in denen die Produktionsstätten<br />
des Unternehmens angesiedelt sind. Die Räume<br />
sind hierbei jeweils ihrer geografischen Zuordnung<br />
entsprechend gestaltet. Auch das Umfeld der Besprechungszimmer<br />
lädt die Besucher zum längeren<br />
Verweilen ein. So können sie sich im Showroom<br />
einen Überblick über die vielfältigen Endprodukte<br />
verschaffen, die auf den Extrusionsanlagen von<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff hergestellt werden. Zudem<br />
bietet die im Foyer in Form von Broschüren, Kundenzeitungen<br />
und Fachzeitschriften bereitliegende<br />
Fachliteratur den Kunden die Möglichkeit, eventuelle<br />
Wartezeiten ebenso angenehm wie nutzbringend<br />
zu überbrücken. p<br />
kernschicht auf bis zu<br />
0,6 Gramm pro<br />
Kubikzentimeter. Die Dichte des gesamten Rohrverbunds<br />
lässt sich so im Vergleich zu kompakten PVC-<br />
Rohren um bis zu 30 Prozent reduzieren. Für den<br />
dreischichtigen Rohrverbund mit kompakter Innenund<br />
Außenhaut kann eine Gesamtdichte von weniger<br />
als einem Gramm pro Kubikzentimeter erreicht<br />
werden. Mit dem neuen Rohrkopf vervollständigt<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff die Baureihe der PVC-Mehrschicht-Rohrköpfe<br />
im oberen Durchmesserbereich.<br />
Zusammen mit den Rohrköpfen KM-3L RK 41 und<br />
KM-3L RK 42 wird der Durch-messerbereich von<br />
32 bis 500 Millimetern abgedeckt. p<br />
Im Foyer bietet die<br />
ausgelegte Fachliteratur<br />
den Kunden die Möglichkeit,<br />
sich umfassend zu<br />
informieren.<br />
Der neue Schaumkern-<br />
Rohrkopf erreicht eine<br />
maximale Durchsatzleistung<br />
von 1.500 Kilogramm<br />
pro Stunde.<br />
NEWS EXTRUSION<br />
11
EXTRUSIONSANLAGEN FÜR FOLIEN UND PLATTEN<br />
Maßgeschneiderte<br />
Systemlösung für jedes Produkt<br />
Monoextrusionsanlage<br />
zur Herstellung optisch<br />
klarer Folien und Platten,<br />
bestehend aus Einschneckenextruder,Schmelzepumpe,<br />
Breitschlitzdüse,<br />
PlanetCalander und<br />
Rollenbahn.<br />
Prof. Dr. Bernd<br />
Poltersdorf.<br />
12 FOCUS EXTRUSION<br />
<strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff vereint<br />
an den Standorten<br />
München und Hannover<br />
ein breites Produktprogramm der Extrusionstechnik<br />
für die Kunststoff- und Kautschukverarbeitung.<br />
Dies eröffnet den Kunden des<br />
Unternehmens die Möglichkeit, ihre Folien-,<br />
Platten- oder Beschichtungsanlage optimal auf<br />
das Produkt und den Produktionsprozess hin zu<br />
konzipieren. Wenn Materialien wie PS, ABS, PE,<br />
PP, PMMA oder PET ohne weitere Zusätze mit<br />
INTERVIEW<br />
made by <strong>Krauss</strong><strong>Maffei</strong> sprach mit Prof. Dr. Bernd<br />
Poltersdorf, dem Leiter des Geschäftsbereichs<br />
Schaum-, Folien- und Plattenextrusionsanlagen<br />
bei <strong>Krauss</strong><strong>Maffei</strong> Berstorff, über die Stärken des<br />
Unternehmens auf diesem Gebiet.<br />
made by <strong>Krauss</strong><strong>Maffei</strong>: Was zeichnet <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff als Hersteller von Anlagen zur Folienund<br />
Plattenextrusion besonders aus?<br />
Prof. Dr. Bernd Poltersdorf: Das ist ganz eindeutig<br />
der Umstand, dass wir technologisch sehr breit auf-<br />
In Ein- oder Zweischneckenbauweise, als Extruderkombination,<br />
mit Standard- oder flexibler Glättwerkstechnik<br />
– <strong>Krauss</strong><strong>Maffei</strong> Berstorff bietet den Herstellern<br />
von Kunststofffolien und -platten für jeden Zweck die<br />
maßgeschneiderte Produktionstechnik.<br />
„Technologisch breit aufgestellt“<br />
einer Durchsatzleistung bis ca. 1.300 Kilogramm<br />
pro Stunde auf der Basis von Pre-Compounds<br />
verarbeitet werden sollen, kommen bevorzugt<br />
Einschneckenextruder von <strong>Krauss</strong><strong>Maffei</strong> Berstorff<br />
zum Einsatz. Mit ihrem einfachen und robusten<br />
Maschinendesign sowie geringem Wartungsbedarf<br />
bieten sie beispielsweise bei der Herstellung von<br />
Standard-Tiefziehfolien eine optimale Schmelzequalität<br />
und darauf aufbauend eine sehr gute<br />
Dickenverteilung mit geringen Toleranzen auch<br />
bei minimaler Foliendicke. Bei Folien- und<br />
Plattenanlagen im hohen Durchsatzbereich, mit<br />
gestellt sind. <strong>Krauss</strong><strong>Maffei</strong> Berstorff hat Einschnecken-<br />
und gegenläufige Doppelschneckenextruder<br />
ebenso im Programm wie gleichsinnig<br />
laufende Zweischneckenextruder und konstruktivtechnologisch<br />
unterschiedliche Glättwerkstechnologie.<br />
Möglich wurde das dadurch, dass unter<br />
dem Dach der Marke das Know-how von zwei<br />
außerordentlich starken Herstellern zusammengeführt<br />
wurde.<br />
made by <strong>Krauss</strong><strong>Maffei</strong>: Warum ist es wichtig, eine so<br />
breite technologische Basis zu haben?<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
Die 32D-Doppelschneckenextruder erreichen mit<br />
relativ kleinen Schneckendrehzahlen hohe Ausstoßleistungen.<br />
Dies erhöht die Flexibilität und führt zu<br />
einer schonenden Materialaufbereitung.<br />
Inline-Compoundierung oder bei der Verarbeitung<br />
von ungetrocknetem PET-Recyclat sind hingegen<br />
gleichsinnig drehende Zweischneckenextruder der<br />
ZE-Baureihe die optimale Lösung. Deutlich anders<br />
ist die Situation bei der PVC-Plattenproduktion, in<br />
der sich die 32D-Technologie mit den gegenläufigen<br />
Doppelschneckenextrudern KMD durchgesetzt<br />
hat. In Abhängigkeit von der Verarbeitungsaufgabe<br />
sind die genannten Technologien auch als<br />
Coextrusion verfügbar. Mit hohem Prozess-Knowhow<br />
deckt <strong>Krauss</strong><strong>Maffei</strong> Berstorff sowohl die<br />
Herstellung kompakter als auch chemisch verschäumter<br />
PVC- und Polyolefinplatten mit<br />
technologisch bewährten, wirtschaftlich ausgezeichneten<br />
und kompletten Systemlösungen ab.<br />
Neue Maßstäbe<br />
Dies gilt auch in Bezug auf die Glättwerkstechnik<br />
von <strong>Krauss</strong><strong>Maffei</strong> Berstorff, die mit zwei in vielen<br />
Varianten realisierbaren Systemen beste Folien-<br />
Prof. Dr. Bernd Poltersdorf: Sie ermöglicht es uns,<br />
für jede Anforderung die passgenaue und wirtschaftliche<br />
Anlagenlösung zu erarbeiten. Das richtet sich<br />
bei-spielsweise nach dem erforderlichen Materialdurchsatz,<br />
aber auch nach der Art des Materials. Ein<br />
hochaktuelles Beispiel sind Kunststoffe mit Beimischungen<br />
des nachwachsenden Rohstoffs Holz,<br />
sogenannte Wood Plastic Compounds (WPC). Solche<br />
Werkstoffe müssen sehr schonend verarbeitet<br />
werden. Während des Produktionsprozesses gilt es,<br />
die Restfeuchte zu entfernen und die Temperatur sehr<br />
präzise zu führen. Es hat sich gezeigt, dass hierfür<br />
gleichlaufende Zweischneckenextruder, ausgestattet<br />
mit sogenannten MP-Elementen, sehr gute Ergebnisse<br />
erzielen. Ein anderes Beispiel ist der Einsatz von PVC<br />
als Matrixmaterial in WPCs. In diesem Fall kommt<br />
und Plattenqualitäten bei höchstem Durchsatz<br />
ermöglicht. Mit steifen Rahmen- und Walzenkonstruktionen,<br />
individuell ausgelegten Temperiersystemen,<br />
hochgenauen Einzelantrieben für<br />
jede Walze sowie Ausführungen in horizontaler,<br />
geneigter oder vertikaler Walzenanordnung setzen<br />
diese Glättwerke neue Maßstäbe. Neben der festen<br />
Bauform bietet <strong>Krauss</strong><strong>Maffei</strong> Berstorff mit dem<br />
patentierten PlanetCalander das perfekte<br />
Werkzeug für die Herstellung von klaren<br />
KONTAKT<br />
Platten sowie Folien aus den Materialien<br />
PMMA, PC, PETG und COC in höchster Franz Füreder<br />
Vertriebsleiter Extrusion, verantwortlich<br />
optischer Qualität. Durch die variable<br />
für den Vertrieb Rohr, Profil und Platte,<br />
Anordnung der Walzen 1 und 3 vereint der Standort München<br />
Telefon +49/89/8899 4724<br />
PlanetCalander in sich alle verfahrenstech-<br />
franz.fuereder@kraussmaffei.com<br />
nischen Vorteile der horizontalen, schrägen<br />
und vertikalen Standardkonstruktionen. p<br />
Prof. Dr. Bernd Poltersdorf<br />
Leiter Geschäftsbereich<br />
Schaum-, Folien- und<br />
Plattenextrusionsanlagen<br />
Telefon +49/511/5702 575<br />
bernd.poltersdorf@kraussmaffei.com<br />
ein gegenläufiger Doppelschneckenextruder<br />
mit 32D Verfahrenslänge zum Einsatz. Dieses Verfahrenskonzept<br />
hat für diese Materialkombination ein<br />
größeres Verarbeitungsfenster, erhöht damit die Prozesssicherheit<br />
und sichert konstante Produktqualität.<br />
made by <strong>Krauss</strong><strong>Maffei</strong>: Wie gelingt es <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff, nicht nur die richtige Technologie zu<br />
wählen, sondern die Anlagen auch auf jede Kundenanforderung<br />
exakt abzustimmen?<br />
Prof. Dr. Bernd Poltersdorf: Extrusionsanlagen sind<br />
ja vergleichsweise langlebige und kapitalintensive<br />
Investitionsgüter. Wir stehen daher mit unseren Kunden<br />
in einem intensiven Dialog. In unserem Technikum<br />
testen wir unterschiedlichste Maschinenkonfigurationen<br />
mit dem Material unserer Kunden, bevor wir auf Basis<br />
der Ergebnisse die Produktionsanlagen auslegen.<br />
FOCUS EXTRUSION<br />
13
NEUE KONISCHE EXTRUDER-BAUREIHE<br />
Flexibel, platzsparend<br />
und leistungsfähig<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff hat seine konische Baureihe<br />
komplett überarbeitet. Auf der K2007 zeigte das für<br />
innovative Technik bekannte Unternehmen exemplarisch<br />
den neuen konischen Extruder KMD 63 K/P als<br />
Huckepackversion.<br />
Der neue konische<br />
Extruder<br />
KMD 63 K/P<br />
bietet ein großes<br />
Verarbeitungsfenster<br />
bei Einsatz<br />
unterschiedlichster<br />
Rezepturen.<br />
14 FEATURE<br />
Exakt auf die Anforderungen seiner Kunden und<br />
ihre Anwendungen ausgerichtet hat <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff seine neue konische Extruder-Baureihe<br />
konzipiert. Sie präsentiert sich leistungsfähig,<br />
flexibel, wartungsarm, platzsparend sowie wirtschaftlich<br />
und bietet ein großes Verarbeitungsfenster<br />
bei Einsatz unterschiedlichster Rezepturen.<br />
Durch ein deutlich verbessertes Schneckenkonzept<br />
ermöglicht die KMD 63 K/P eine gleichmäßige<br />
Materialaufbereitung. Bei gleichzeitig geringerer<br />
Gangtiefe der einfachen konischen Schnecke ist in<br />
diesem Bereich eine wesentlich bessere Wärmeübertragung<br />
über die Zylinderheizung gegeben. So lässt<br />
sich eine optimale Temperaturhomogenität des<br />
Pulvers in der Aufbereitungsphase erreichen.<br />
Gegenüber früheren Baureihen wurde insbesondere<br />
die Vorwärmlänge der Schnecke drastisch erhöht.<br />
Dies sorgt für eine hohe Verfahrenssicherheit bei<br />
optimaler Schmelzehomogenität.<br />
Das leistungsstarke Getriebe erlaubt eine Erhöhung<br />
des spezifischen Durchsatzes bei gleichbleibender<br />
Schneckendrehzahl und<br />
damit eine höhere<br />
Ausstoßleistung. Mit<br />
zwei Schneckengeometrien<br />
deckt dieser<br />
Extruder den Ausstoßbereich von 55 bis 220<br />
Kilogramm pro Stunde und damit den unteren bis<br />
mittleren Leistungsbereich der Profilextrusion ab.<br />
Optimale Temperaturführung und eine selbst<br />
regulierende interne Schneckentemperierung<br />
erlauben die Verarbeitung unterschiedlicher<br />
Materialien. Die Schnecken sind standardmäßig<br />
mit der von <strong>Krauss</strong><strong>Maffei</strong> Berstorff patentierten<br />
Schneckenpanzerung KRAMADEN ausgestattet.<br />
Zusammen mit dem luftgekühlten Zylinder und<br />
einem im Standard eingesetzten AC-Antrieb macht<br />
dies die KMD 63 K/P zu einer wartungsarmen<br />
Maschine.<br />
Für eine zukunftsorientierte Produktion<br />
Trotz der Verlängerung der Verfahrenseinheit erhöhte<br />
sich die Gesamtlänge des Extruders lediglich<br />
um 200 Millimeter. Dank dieser kompakten Bauart<br />
und des flexibel einsetzbaren Getriebes lassen sich<br />
raumsparende Co-Extrusions-Konzepte wie<br />
Huckepackausführungen unproblematisch realisieren.<br />
In jedem Fall unterstützt die hochmoderne<br />
C5-Steuerung mit ihren Steuer-, Regel- und Überwachungssystemen<br />
eine prozesssichere Produktion.<br />
Zudem zeichnet ein exzellentes Preis-Leistungs-<br />
Verhältnis die neue konische Baureihe aus. p<br />
KONTAKT<br />
Annette Beierling<br />
Produktmanagerin<br />
Telefon +49/89/8899 2611<br />
annette.beierling@kraussmaffei.com<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
WARMGESPEISTE GUMMIEXTRUDER<br />
Reibungslos<br />
rollende Reifen<br />
Der Fahrzeugreifen entwickelt sich zunehmend<br />
zum Hochleistungspräzisionsteil. <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff unterstützt die Reifenhersteller mit<br />
exakt auf ihre Anforderungen ausgerichtete<br />
Multiplex-Extrusionsanlagen.<br />
Nicht zuletzt bedingt durch die seit Jahren stetig<br />
steigenden Treibstoffpreise hat im Güterverkehr<br />
der Kraftstoffverbrauch den größten Anteil an den<br />
Betriebskosten eines Lkw. Dem neuesten technologischen<br />
Stand entsprechende Reifen können einen<br />
hohen Beitrag zur Senkung des Kraftstoffverbrauchs<br />
leisten. Mit der Optimierung der Kautschukmischung<br />
und der Reifenprofile versuchen die Reifenhersteller<br />
unter anderem permanent, den Rollwiderstand<br />
zu reduzieren und die Laufleistung des Reifens zu<br />
erhöhen. <strong>Krauss</strong><strong>Maffei</strong> Berstorff unterstützt sie bei<br />
diesen Bemühungen und entwickelt seine Multiplex-<br />
Extrusionsanlagen konsequent weiter – mit dem<br />
Ziel, neueste Mischungen verarbeiten oder noch<br />
genauere Profilgeometrien realisieren zu können.<br />
Speziell für Kautschukmischungen mit einem hohen<br />
Anteil von Naturkautschuk sind die warmgespeisten<br />
Kautschukextruder in den Anlagen ausgelegt, die mit<br />
hoher Durchsatzleistung und Prozessstabilität bei<br />
geringer Ausstoßpulsation überzeugen. Ein optimierter<br />
Einzugsbereich mit getrennt angetriebener<br />
Speisewalze sorgt für einen sicheren Einzug des<br />
vorgewärmten Materialstreifens. Durch die gleichmäßige<br />
Zuführung und eine spezielle Schneckengeometrie<br />
ist ein hoher und gleichmäßiger Füllgrad<br />
sichergestellt. Dies gewährleistet einen konstanten<br />
pulsationsfreien Ausstoß bei einer hohen Durchsatzleistung.<br />
Die Angebotspalette von <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff umfasst acht Baugrößen mit Schneckendurchmessern<br />
von 60 bis 350 Millimetern und maximalen<br />
Ausstoßleistungen von 120 bis 7.000 Kilogramm<br />
pro Stunde für die unterschiedlichsten<br />
Aufgaben.<br />
Speziell abgestimmte Materialzuführung<br />
In die Anlagensteuerung der Multiplex-Extrusionsanlage<br />
hat <strong>Krauss</strong><strong>Maffei</strong> Berstorff ein speziell<br />
entwickeltes Loop-System integriert, das zwei<br />
Aufgaben erfüllt: Zum einen sorgt es über einen<br />
Warenspeicher für eine gleichmäßige Materialzuführung<br />
von der Vorwärmeinrichtung zum<br />
Extruder, auch wenn die Schneckendrehzahl wegen<br />
eines Mischungs- oder Dimensionswechsels der<br />
Multiplexanlage geändert wird oder es zu Schwankungen<br />
der Vorwärmeinrichtung kommt. Zum<br />
anderen erlaubt es, wenn dies verfahrenstechnisch<br />
notwendig ist, die Kühlstrecke und damit die<br />
Massetemperatur<br />
zu<br />
verändern,<br />
um dadurch<br />
im Extrusionsprozess<br />
eine bessere<br />
Homogenität<br />
des Kautschuks<br />
zu<br />
erzielen. p<br />
KONTAKT<br />
Joachim Brodmann<br />
Vertrieb Extrusionsanlagen<br />
für die Reifenindustrie<br />
Telefon +49/511/5702 403<br />
joachim.brodmann@kraussmaffei.com<br />
Die Reifenhersteller<br />
optimieren permanent<br />
die Kautschukmischung,<br />
um den<br />
Rollwiderstand zu<br />
verbessern.<br />
Die warmgespeisten<br />
Kautschukextruder<br />
sind speziell für<br />
Mischungen mit<br />
einem hohen Naturkautschukanteil<br />
ausgelegt.<br />
FEATURE<br />
15
QUICKSWITCH FÜR TÜRKISCHE ROHRFABRIK<br />
Hocheffiziente<br />
Produktion nonstop<br />
Die landwirtschaftliche Unternehmensgruppe Konya ¸Seker zählt zu den<br />
größten Zuckerproduzenten der Türkei. Ihr Tochterunternehmen Pancar<br />
Yem setzt ab Juni 2008 das innovative Extrusionssystem QuickSwitch<br />
von <strong>Krauss</strong><strong>Maffei</strong> Berstorff für die Produktion von Zuleitungsrohren für<br />
Bewässerungszwecke ein.<br />
Konya S¸eker betreibt<br />
in Konya die<br />
größte Fabrik der<br />
Türkei zur Zuckerrübenverarbeitung.<br />
16 APPLICATION<br />
Nachdem sie 1954<br />
aus einer von Bauern<br />
gegründeten Genossenschafthervorgegangen<br />
war, befasste die<br />
Konya ¸Seker Industrie<br />
und Handel AG sich<br />
während mehrerer<br />
Jahrzehnte ausschließlich<br />
mit der landwirtschaftlichenProduktion<br />
von Zuckerrüben.<br />
2000 erweiterte das<br />
Unternehmen seine Aktivitäten und baute unter<br />
anderem in Konya die modernste Zuckerfabrik der<br />
Welt auf, in der es aus Zuckerrüben eine Vielzahl<br />
von Produkten herstellt. Die Unternehmenstochter<br />
Pancar Yem gründete 2007 die Rohrfabrik Panplast,<br />
die – ausgestattet mit modernster Technologie<br />
– Rohre für den Eigenbedarf des Konzerns<br />
zur Sprinkler- und Tröpfchenbewässerung von<br />
Nutzpflanzen produziert.<br />
Dimensionswechsel in kürzester Zeit<br />
Im Juni 2008 wird <strong>Krauss</strong><strong>Maffei</strong> Berstorff dort<br />
eine QuickSwitch-Anlage in Betrieb nehmen, die<br />
für die Herstellung einschichtiger Rohre aus PE-<br />
HD mit einem Durchmesser zwischen 70 und 160<br />
Millimetern ausgelegt ist. Der dabei eingesetzte<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff-Extruder KME 75-36 B/R<br />
erreicht einen Durchsatz von bis zu 700 Kilogramm<br />
pro Stunde. Neben den QuickSwitch-Kernkomponenten<br />
Rohrkopf, Saugglocke und Kalibrierkorb ist<br />
die Anlage mit einem Vakuumtank, Sprühbädern<br />
sowie einem Abzug und einer Trenneinrichtung in<br />
QuickSwitch-Ausführung und einer übergeordneten<br />
Anlagensteuerung ausgestattet.<br />
Diese Anlage ermöglicht Pancar Yem Dimensionswechsel<br />
innerhalb weniger Minuten, ohne<br />
die Produktion hierfür unterbrechen zu müssen.<br />
Zudem reduziert sie die durch Umbauarbeiten,<br />
Stillstandszeiten, Produktionsausfall, Anfahrprozesse<br />
und Ausschussproduktion verursachten Probleme<br />
konventioneller Rohrextrusionslinien auf ein<br />
absolutes Minimum.<br />
Damit entspricht das Extrusionssystem<br />
QuickSwitch genau den Anforderungen des<br />
türkischen Unternehmens, das seine Bewässerungssysteme<br />
den jeweiligen örtlichen Gegebenheiten<br />
anpasst und hierfür die Rohre in unterschiedlichen<br />
Dimensionen und in relativ kleinen Losgrößen<br />
herstellt. p<br />
KONTAKT<br />
Daniel Lachhammer<br />
Produktmanager Rohrextrusion<br />
Telefon +49/89/8899 3751<br />
daniel.lachhammer@kraussmaffei.com<br />
Herstellung von<br />
PE-HD-Rohren auf<br />
einem <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff-Extruder.<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
EXTRUSIONSANLAGE FÜR ALUMINIUMVERBUNDROHRE<br />
Schicht für<br />
Schicht Qualität<br />
Geschweißte Präzisionsstahlrohre, Stahlsysteme sowie Kunststoffprodukte<br />
für Bau und Industrie sind die Domäne der Schweizer Jansen AG. Anfang<br />
dieses Jahres nahm das in Oberriet ansässige Unternehmen erfolgreich eine<br />
neue Extrusionsanlage von <strong>Krauss</strong><strong>Maffei</strong> Berstorff für die Produktion von<br />
Aluminiumverbundrohren in Betrieb.<br />
Die 1923 gegründete Jansen AG und <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff verbindet seit Jahren eine enge Partnerschaft.<br />
Das Schweizer Unternehmen, das bezüglich<br />
Qualität höchste Anforderungen an sich und seine<br />
Lieferanten stellt, vertraute bereits bei der Installation<br />
mehrerer Extrusionslinien für die unterschiedlichsten<br />
Rohrtypen auf die Kompetenz und<br />
Erfahrung des deutschen Systemlieferanten.<br />
So auch 2007, als Jansen bei <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff eine Anlage zur Produktion von Aluminiumverbundrohren<br />
mit Durchmessern von 16 bis<br />
40 Millimetern orderte. Mittels eines Einschneckenextruders<br />
KME 45-36 B/R sowie eines Co-Extruders<br />
KME 30-25 D/C werden bei dieser Anlage<br />
in einem Schritt das Basisrohr aus PE-RT und die<br />
erste Haftvermittlerschicht produziert. Nach der<br />
Ummantelung des Basisrohrs mit Aluminiumband<br />
werden Haftvermittler und HDPE-Außenschicht<br />
über einen 2-Schicht-Querspritz-Rohrkopf auf<br />
den Rohrverbund aufgetragen. Hierfür kommen<br />
die Co-Extruder KME 30-25 D/C und KME 45-30<br />
B/C zum Einsatz. Sämtliche Extruder sind mit<br />
AC-Motoren ausgestattet, eine sowohl Energie als<br />
auch Instandhaltungskosten sparende Lösung. Alle<br />
Nachfolgeaggregate der für Produktionsgeschwindigkeiten<br />
bis zu 50 Metern pro Minute konzipierten<br />
Anlage sind in Baugröße 63 ausgelegt. Die<br />
Wandstärke des Basisrohrs wird mithilfe eines<br />
Ultraschallmessgeräts gemessen, während mehrere<br />
Lasermessgeräte dazu dienen, den Durchmesser<br />
des Rohrs nach jedem Bearbeitungsschritt zu<br />
ermitteln.<br />
Höchstgeschwindigkeit<br />
von Beginn an<br />
Bereits bei der Inbetriebnahme<br />
produzierte die<br />
neue Anlage, die mit<br />
einem Aluminiumteil<br />
der Schopfheimer Dreistern<br />
GmbH & Co. KG<br />
ausgestattet ist, TIGgeschweißteAluminiumverbundrohre<br />
bester<br />
Qualität bei höchsten<br />
Geschwindigkeiten.<br />
Damit ist die Extrusionsanlage<br />
perfekt auf<br />
die Bedürfnisse des nach<br />
wie vor wachsenden Markts für stumpfgeschweißte<br />
Aluminiumverbundrohre ausgelegt.<br />
Gegenüber anderen Rohrtypen für Heißwasseranwendungen<br />
zeichnen Aluminiumverbundrohre sich<br />
insbesondere durch Diffusionsdichtheit, Flexibilität,<br />
geringe Wärmeausdehnung, Korrosionsfreiheit,<br />
niedriges Gewicht, geringen Fließwiderstand sowie<br />
einfache Verlege- und Verbindetechnik aus. Insbesondere<br />
Rohre höchster Qualität werden auch in<br />
Zukunft stark nachgefragt sein. p<br />
KONTAKT<br />
Daniel Lachhammer<br />
Produktmanager Rohrextrusion<br />
Telefon +49/89/8899 3751<br />
daniel.lachhammer@kraussmaffei.com<br />
Die bei Jansen installierteExtrusionsanlage<br />
ist perfekt auf die<br />
Bedürfnisse des Markts<br />
für stumpfgeschweißte<br />
Aluminiumverbundrohre<br />
ausgelegt.<br />
APPLICATION<br />
17
IDEALE MASCHINENKOMBINATION ZUR HERSTELLUNG VON TPE-V<br />
Kein Umweg<br />
übers Granulat<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff vereint im innovativen Anlagenkonzept<br />
zur Herstellung von TPE-Vs (thermoplastischen<br />
Elastomer-Vulkanisaten) seine Kompetenzen aus Kautschukextrusion<br />
und Compoundierung.<br />
Ein Zweischneckenextruder<br />
vermischt die<br />
Kautschukkomponente<br />
mit einem Thermoplast<br />
zu TPE-V.<br />
Das innovative<br />
Konzept vereint<br />
Kompetenzen aus<br />
Kautschukextrusion<br />
und Compoundierung.<br />
18 FEATURE<br />
TPE-Vs gewinnen aufgrund ihrer guten Materialeigenschaften<br />
immer mehr an Bedeutung.<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff hat ein Konzept zu ihrer<br />
Herstellung entwickelt, bei dem auf die aufwendige<br />
und teure Vorgranulierung des Kautschukanteils<br />
verzichtet werden kann. Die Basis für die genaue<br />
Kautschukdosierung in den Compoundierextruder<br />
bildet dabei ein kurzer Kautschukextruder mit<br />
nachgeschalteter Zahnradpumpe. Dank seines guten<br />
Einzugsverhaltens können anstelle von Granulat zu<br />
Streifen gespaltene Ballenkautschuke direkt<br />
verarbeitet werden. Das macht das Verfahren<br />
effizienter und wirtschaftlicher – gerade bei weichen<br />
TPE-Vs. Hierfür werden häufig ölverstreckte<br />
EPDM-Kautschuke verwendet, deren Granulierung<br />
sich aufgrund der klebrigen Oberflächen und der<br />
zwingend erforderlichen Trennmittelbehandlung<br />
als sehr problematisch darstellt.<br />
Exakte Dosierung<br />
Eine Druckregelung passt die Drehzahl des Kautschukextruders<br />
so an, dass die nachfolgende<br />
Aufgrund ihrer Variabilität setzen<br />
sich TPE-Vs als innovativer<br />
Werkstoff zur designerischen und<br />
funktionellen Optimierung durch.<br />
Zahnradpumpe immer zu 100 Prozent gefüllt ist.<br />
Diese dosiert die Kautschukkomponente volumetrisch<br />
exakt in einen Zweischneckenextruder.<br />
Anschließend entsteht in diesem Compoundierextruder<br />
das TPE-V durch Mischung der Kautschukkomponente<br />
mit einem Thermoplast bei gleichzeitiger<br />
Vernetzung der Kautschukphase. Der<br />
Zweischneckenextruder bestimmt durch seinen<br />
verfahrenstechnischen Aufbau die Ausbildung der<br />
Phasenmorphologie und die damit verbundenen<br />
physikalischen Eigenschaften des Endprodukts.<br />
Im seinem ersten Abschnitt werden die Hauptrezepturbestandteile,<br />
üblicherweise EPDM und PP,<br />
plastifiziert und vermischt. Gleichzeitig werden<br />
Zusatzstoffe und Prozessöle eingearbeitet. Es folgen<br />
weitere Mischzonen zur dynamischen Vernetzung.<br />
Im letzten Verfahrensschritt wird das Produkt unter<br />
Vakuum entgast.<br />
Ebenfalls einsetzbar ist das neue System in Verbindung<br />
mit einem Innenmischer, der Kautschuk,<br />
Füllstoffe, Weichmacheröle oder Additive vorab<br />
mischt und sie als Streifenware dem Extruder<br />
zuführt. Nun muss dem Compoundierextruder nur<br />
noch der Thermoplastanteil und gegebenenfalls das<br />
Vernetzungssystem zudosiert sowie die dynamische<br />
Vulkanisation durchgeführt werden. p<br />
KONTAKT<br />
Dr. Dietmar Becker<br />
Verfahrenstechnik<br />
Zweischneckenextruder<br />
Telefon +49/511/5702 598<br />
dietmar.becker@kraussmaffei.com<br />
MADE BY KRAUSSMAFFEI 1 ¦ 2008
SCHAUMEX 60-ANLAGE PRODUZIERT WEINKORKEN<br />
Kunststoffkorken<br />
für Kenner<br />
Auf der Schaumex-Anlage zur physikalischen Verschäumung von Ethyl-<br />
Vinyl-Acetat (EVA) von <strong>Krauss</strong><strong>Maffei</strong> Berstorff können Kunststoffkorken<br />
für Weinflaschen produziert werden – so perfekt, dass sogar Weinkenner<br />
sie kaum vom Original unterscheiden können.<br />
Wein ist weit mehr als ein schlichtes Getränk, er<br />
wird als Kunstwerk der Natur zelebriert. Damit<br />
sein eigener Geschmack nicht getrübt wird, ist<br />
auch die Qualität des Korkens entscheidend. Zu<br />
viel Luftdurchlässigkeit lässt den Wein schnell<br />
wässrig werden, ein Korken mit schlechtem<br />
Geschmack kann ihn ungenießbar machen.<br />
Deshalb sucht die Industrie seit einigen Jahren<br />
nach einer Alternative, nicht nur weil die natürlichen<br />
Ressourcen des Rohstoffs Kork begrenzt<br />
sind. Schraubverschlüsse entsprechen in Form<br />
und Haptik nicht den sensitiven Ansprüchen des<br />
Weinkenners. Wie muss also ein Ersatz für den<br />
Naturkorken aussehen? „Er muss ihm in Form und<br />
Farbe ähneln, über lange Zeit gas- und flüssigkeitsdicht<br />
und zudem absolut geschmacksneutral sein“,<br />
erklärt Joachim Meyke, Produktleiter Schaumanlagen<br />
bei <strong>Krauss</strong><strong>Maffei</strong> Berstorff. „Darüber<br />
hinaus sollte er vergleichbare Rückstellkräfte, also<br />
Dichteigenschaften, wie der Standardkorken haben<br />
und sich ohne zu zerbröseln aus der Flasche ziehen<br />
lassen.“ Vielfältige Anforderungen also, so dass<br />
nur echte Hightech-Korken infrage kommen.<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff entwickelte eine Schaumex<br />
60-Anlage, die anstelle eines chemischen Treibmittels<br />
ein physikalisches Mittel in Kombination<br />
mit EVA verwendet. EVA ist aufgrund seiner<br />
elastischen Eigenschaften ein ideales Material für<br />
den Kunststoffkorken. Die nach einer sorgfältigen<br />
Erprobung gefundene optimale EVA-Rezeptur<br />
ist geschmacksneutral und weist hervorragende<br />
Rückstellkräfte in Kombination mit einer geschlossenen<br />
Oberfläche auf. Um Kunststoffkorken mit<br />
genau definiertem Durchmesser und den geforder-<br />
ten Rückstellkräften produzieren zu können, sind<br />
die von der Schaumex 60 erzielte Konstanz im<br />
Polymerdurchsatz und in der Kohlendioxidzufuhr<br />
sowie ein reibungsloser Übergang zu Abzugs- und<br />
Kühleinrichtungen von entscheidender Bedeutung.<br />
Optik und Haptik perfekt<br />
Die nach dem Verlassen der Kühlstrecke inline<br />
zugeschnittenen Schaumrohlinge, meist in der gleichen<br />
Farbe wie Naturkorken eingefärbt, werden<br />
später umlaufend mit dem Siegel des Weinherstellers<br />
bedruckt. Optional können die für Weinkorken<br />
typischen dunklen Poren und Punkte aufgedruckt<br />
werden. Den Weinkenner freut’s: Optik und<br />
Haptik des Kunststoffkorkens stimmen und im<br />
Glas landet nur der reine Wein. p<br />
KONTAKT<br />
Joachim Meyke<br />
Produktleiter Schaumanlagen<br />
Telefon +49/511/5702 236<br />
joachim.meyke@kraussmaffei.com<br />
Korkeichen: Die natürlichen<br />
Ressourcen<br />
des Rohstoffs Kork<br />
sind begrenzt.<br />
Gute Weinkorken<br />
aus Kunststoff<br />
sind auch vom<br />
Kenner kaum vom<br />
Naturprodukt zu<br />
unterscheiden.<br />
FEATURE<br />
19
QuickSwitch —<br />
mehr Flexibilität, geringere Kosten!<br />
Ihr Kunde braucht Rohre. In vielen Durchmessern.<br />
In verschiedenen Farben. Und zwar schon übermorgen.<br />
Kein Problem mit Ihrem Partner <strong>Krauss</strong><strong>Maffei</strong> Berstorff.<br />
Denn mit QuickSwitch sind Sie schnell und fl exibel wie noch nie.<br />
QuickSwitch ermöglicht den Dimensionswechsel ohne Unterbrechung<br />
des Produktionsprozesses – auf Knopfdruck in wenigen Minuten.<br />
Ihre Vorteile:<br />
· Mehr Flexibilität<br />
· Höhere Produktivität<br />
· Kürzere Lieferzeiten<br />
· Weniger Lagerhaltung<br />
· Mehr Gewinn<br />
Die originale und patentierte Technologie zum Dimensionswechsel in einer<br />
kompletten Rohranlage (Patent # EP 1 115 550 B1 and EP 1 249 331 B1)<br />
<strong>Krauss</strong><strong>Maffei</strong> Technologies GmbH ··· Telefon +49 89 8899-0<br />
info@kraussmaffei.com ··· www.kraussmaffei.com<br />
› SPRITZGIESSTECHNIK<br />
› REAKTIONSTECHNIIK<br />
› EXTRUSIONSTECHNIK
Bitte senden Sie mir Informationen zu folgenden Themen:<br />
Folien- und Plattenextrusion<br />
Bitte<br />
freimachen,<br />
falls Marke<br />
zur Hand<br />
Konische Extruder-Baureihe<br />
Warmgespeiste Gummiextruder<br />
Extrusionssystem QuickSwitch<br />
Schaumex-Anlagen<br />
Produktspektrum <strong>Krauss</strong><strong>Maffei</strong> Berstorff<br />
WÄRMEDÄMMUNG<br />
Sonstiges:<br />
Ich wünsche den Besuch eines<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff-Vertriebsmitarbeiters.<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff<br />
Extrusionstechnik<br />
Frau Annemarie Pabst<br />
<strong>Krauss</strong>-<strong>Maffei</strong>-Straße 2<br />
Name, Vorname<br />
Kunststoff hilft sparen<br />
Funktion<br />
Firma<br />
80997 München<br />
Straße, Haus-Nr.<br />
PLZ, Ort<br />
Hauswände mit Dämmplatten<br />
aus Kunststoff zu isolieren, spart<br />
Heizkosten und schont die Umwelt.<br />
Besonders, wenn die Platten auf<br />
einer Schaumex- oder Schaumtan-<br />
dex-Anlage XE von <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff hergestellt wurden. Auf<br />
diesen werden nämlich PS, PE und PP mit umweltverträglichem Treib-<br />
mittel physikalisch verschäumt. Da beginnt der Umweltschutz nicht erst<br />
mit der Kohlendioxideinsparung durch geringeren Heizbedarf, sondern<br />
schon in der Produktion.<br />
EXTRUSIONSTECHNIK<br />
Liebe Kunden, liebe Leser,<br />
als einziger Anbieter weltweit beherrschen<br />
wir drei wesentliche Technologien<br />
für die Kunststoff- und Kautschukverarbeitung.<br />
Und davon profitieren Sie! Unsere<br />
Komplettlösungen sparen Zeit und<br />
Kosten. Erstmals ist <strong>Krauss</strong><strong>Maffei</strong> in der<br />
Lage, die gesamte <strong>Wertschöpfungskette</strong><br />
aus einer Hand anzubieten. Im Bereich<br />
der Extrusionstechnik sind es die Produktionsstandorte<br />
München und Hannover,<br />
wo die Experten von <strong>Krauss</strong><strong>Maffei</strong><br />
Berstorff an den Technologielösungen<br />
für Ihre Ansprüche arbeiten. Und unsere<br />
Mitarbeiter im weltweiten Vertrieb haben<br />
stets ein offenes Ohr für Sie.<br />
Ihr Manfred Reichel<br />
Manfred Reichel,<br />
Geschäftsführer<br />
Extrusionstechnik.<br />
INHALT EXTRUSIONSTECHNIK 1¦ 2008<br />
12 FOCUS EXTRUSION<br />
Folien und Platten<br />
14 FEATURE<br />
Konische Extruder<br />
15 FEATURE<br />
Reifenextrusion<br />
17 APPLICATION<br />
Aluminiumverbundrohre<br />
19 FEATURE<br />
Schaumex-Anlage
EXTRUSIONSTECHNIK<br />
Geschäftsbereich<br />
Extrusionstechnik<br />
Der Geschäftsbereich Extrusionstechnik<br />
konzentriert sich auf die Produktion von<br />
Maschinen und Anlagen für die Herstellung<br />
und Verarbeitung von Kunststoffen<br />
und Kautschuk. Das Produktprogramm<br />
von <strong>Krauss</strong><strong>Maffei</strong> Berstorff reicht von<br />
Einschneckenextrudern, Doppelschneckenextrudern<br />
und Anlagen für die Profil-,<br />
Platten-, Rohr- und Folienextrusion sowie<br />
Kautschukverarbeitung, über Kalander,<br />
Rotationspressen, Schaumextrusionsanlagen,<br />
Keilriemenfertigungsmaschinen<br />
bis hin zu Granuliereinrichtungen. Seit<br />
dem Geschäftsjahr 2005/2006 fertigt der<br />
Geschäftsbereich erste Anlagen für die<br />
Profil- und Rohrextrusion in China.<br />
Unsere Service-Hotlines:<br />
Weltweit für Sie vor Ort<br />
<strong>Krauss</strong><strong>Maffei</strong> Technologies GmbH<br />
München, Deutschland<br />
Kundendienst<br />
Telefon +49/89/8899 2273 (Elektrik)<br />
Telefon +49/89/8899 4380 (Mechanik)<br />
E-Mail: service-ext.de@kraussmaffei.com<br />
Anwendungstechnik<br />
Telefon +49/89/8899 2318<br />
Telefon +49/89/8899 4094<br />
Telefax +49/89/8899 2161<br />
E-Mail: processing-ext.de@kraussmaffei.com<br />
<strong>Krauss</strong><strong>Maffei</strong> Berstorff GmbH<br />
Hannover, Deutschland<br />
Kundendienst<br />
Telefon +49/511/5702 533<br />
E-Mail: service-ext.ha@kraussmaffei.com<br />
Hotline Gummitechnik +49/172/511 9620<br />
Hotline Kunststofftechnik +49/172/511 9621<br />
Service-Hotline +49/172/511 962<br />
<strong>Krauss</strong>-<strong>Maffei</strong> (U.K. Ltd)<br />
Warrington, Großbritannien<br />
Telefon +44/1925 644100<br />
Telefax +44/1925 234284<br />
E-Mail: service-ext.uk@kraussmaffei.com<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Corporation<br />
Florence, USA<br />
Telefon +1 859 2834316<br />
Telefax +1 859 2830290<br />
E-Mail: service-ext.us@kraussmaffei.com<br />
�������� �������<br />
<strong>Krauss</strong><strong>Maffei</strong> Mexico<br />
Mexiko-Stadt, Mexiko<br />
Telefon +52/81 15211604<br />
Telefax +52/55 53081727<br />
E-Mail: service-ext.mx@<br />
kraussmaffei.com<br />
<strong>Krauss</strong> <strong>Maffei</strong> do Brasil Ltda<br />
Ltda São Paulo, Brasilien<br />
Telefon +55/11 56412273<br />
Telefax +55/11 56419337<br />
E-Mail: service-ext.br@<br />
kraussmaffei.com<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Italiana S.r.l.<br />
Rezzato, Italien<br />
Telefon +39/030 2590707<br />
Telefax +39/030 2592369<br />
E-Mail: service-ext.it@<br />
kraussmaffei.com<br />
��������������<br />
�����������<br />
���������������<br />
Berstorff<br />
<strong>Krauss</strong>-<strong>Maffei</strong> OOO<br />
Moskau, Russland<br />
Telefon +7/495 9377115<br />
Telefax +7/495 6265745<br />
E-Mail: service-ext.ru@<br />
kraussmaffei.com<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Extrusion<br />
Technology (Zhejiang) Co., Ltd.<br />
Jiaxing City, VR China<br />
Telefon +86/573 86973888<br />
Telefax +86/573 86967111<br />
E-Mail: service-ext.cn@<br />
kraussmaffei.com<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Asia Pacific Pte. Ltd.<br />
Singapur<br />
Telefon +65/65 535828<br />
Telefax +65/64 550419<br />
E-Mail: service-ext.sg@<br />
kraussmaffei.com