Download gesamter Alu Report 1/2011 - Austria Metall AG
Download gesamter Alu Report 1/2011 - Austria Metall AG
Download gesamter Alu Report 1/2011 - Austria Metall AG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Alu</strong><strong>Report</strong><br />
AM<strong>AG</strong> Kunden- und Marktinformation 1/<strong>2011</strong><br />
Big enough to dare,<br />
small enough to care.<br />
Interview<br />
Hochfest und leicht 04<br />
AM<strong>AG</strong> TopForm ® UHS 08<br />
Legierungsentwicklung:<br />
Warmfeste Gusslegierungen 12<br />
Besuchen Sie unsere<br />
neue Website!<br />
www.amag.at
02<br />
Inhalt 01/<strong>2011</strong><br />
Editorial 02<br />
EAA-Workshop 03<br />
Interview<br />
Hochfest und leicht<br />
im Automobilbau 04<br />
Legierung 6013 für Automobil 07<br />
AM<strong>AG</strong> TopForm ® UHS 08<br />
Luftfahrt<br />
Beständigkeit gegen<br />
interkristalline Korrosion 10<br />
Recycling 11<br />
Legierungsentwicklung:<br />
Warmfeste Gusslegierungen 12<br />
Arbeitssicherheit 13<br />
AM<strong>AG</strong> TopPlate ® 14<br />
Impressum: AM<strong>AG</strong> <strong>Austria</strong> <strong>Metall</strong> GmbH,<br />
Postfach 3, 5282 Ranshofen, <strong>Austria</strong>,<br />
Tel.: 0043 7722 801-0, Fax: 0043 7722<br />
809-498, holding@amag.at, www.amag.at<br />
Design: Rauscher & Partner, Salzburg<br />
Editorial<br />
Liebe Leserinnen und Leser,<br />
geschätzte Kunden und Partner,<br />
der Erfolg der AM<strong>AG</strong> am Markt ist im<br />
Wesentlichen bestimmt durch die ausgeprägten<br />
Stärken in den einzelnen Produktfeldern.<br />
Dazu gehört beispielsweise die<br />
umfangreiche Expertise im Gießen, Umformen<br />
und Wärmebehandeln von hochfesten<br />
<strong>Alu</strong>miniumlegierungen. Dadurch konnte<br />
sich die AM<strong>AG</strong> sehr rasch als Lieferant von<br />
<strong>Alu</strong>miniumblechen und -platten höchster<br />
Güte bei allen namhaften Flugzeugherstellern<br />
dieser Welt qualifizieren.<br />
Motiviert durch die steigenden Anforderungen<br />
an den Werkstoff <strong>Alu</strong>minium, vor allem<br />
im Leichtbau, werden ständig neue Legierungsvarianten<br />
auf Anforderung der Kunden<br />
aus den unterschiedlichen Branchen<br />
entwickelt. Dabei kommt der AM<strong>AG</strong> die<br />
Konzentration aller technologischen Kompetenzen<br />
am Standort Ranshofen zugute.<br />
In effizienter Weise werden grundlegende<br />
technologische Erkenntnisse und Betriebserfahrungen<br />
aus einem Produktfeld in andere<br />
Felder transferiert.<br />
So wird nun ein neues Kapitel der Erfolgsgeschichte<br />
von hochfesten <strong>Alu</strong>miniumlegierungen<br />
aufgeschlagen. Dabei geht es<br />
um den Transfer von Luftfahrtwerkstoffen<br />
in die Automobilindustrie und in andere<br />
Bereiche des Leichtbaus. Ein großer Teil<br />
dieses Hefts ist somit den aushärtbaren<br />
<strong>Alu</strong>miniumlegierungen mit besonders hoher<br />
Festigkeit gewidmet.<br />
Erfreulich ist, dass diese Werkstoffe mit<br />
hohen Anteilen von Recyclingmaterial ge-<br />
fertigt werden können. Und gerade das Recyceln<br />
und somit die umwelt- und ressourcenschonende<br />
Verarbeitung unterschiedlichster<br />
Arten von <strong>Alu</strong>miniumschrott ist<br />
wieder eine besondere Stärke der AM<strong>AG</strong>.<br />
Dazu wird auch weiterhin in neueste Verarbeitungstechnologien<br />
investiert. Ein Bericht<br />
in dieser Ausgabe ist der Legierungsentwicklung<br />
von warmfesten Recycling-Gusslegierungen<br />
gewidmet.<br />
Um alle diese Entwicklungen vorantreiben<br />
zu können, ist die Vernetzung mit Wissenschaft<br />
und Forschung für ein innovatives<br />
Unternehmen wie die AM<strong>AG</strong> von höchster<br />
Bedeutung. So hat sich Anfang Februar<br />
<strong>2011</strong> ein hochkarätiges Team auf Einladung<br />
der EAA in Ranshofen getroffen, um<br />
über metallurgische Prozesse beim Walzen<br />
von <strong>Alu</strong>minium zu beraten. Mehr dazu lesen<br />
Sie im ersten Artikel dieser Ausgabe.<br />
Die starke Nachfrage aus dem Markt<br />
nach gefrästen Guss- und Walzplatten mit<br />
engsten Dimensionstoleranzen hat zur Entscheidung<br />
geführt eine hochmoderne Präzisionsplattenfertigung<br />
zu installieren. Diese<br />
Anlage wurde plangemäß zu Jahresbeginn<br />
<strong>2011</strong> in Betrieb genommen. Die Vorteile<br />
der neuen AM<strong>AG</strong> TopPlate ® Produkte sind<br />
in dieser Ausgabe zusammengefasst.<br />
„Unsere Arbeit ist niemals so eilig oder so<br />
wichtig, dass wir uns nicht die Zeit nehmen<br />
könnten, sie sicher zu tun!“ (AM<strong>AG</strong> Sicherheitsgrundsatz).<br />
Nach diesem Grundsatz hat<br />
die Arbeitssicherheit höchsten Stellenwert<br />
im Unternehmen. Den neusten Entwicklungen<br />
im Bereich Sicherheit an den Anlagen<br />
sowie in den zugrundliegenden Prozessen<br />
ist ebenfalls ein Bericht gewidmet.<br />
Die AM<strong>AG</strong> ist somit ständig in Bewegung,<br />
um die Ansprüche an einen Produzenten<br />
von hoch qualitativen <strong>Alu</strong>miniumlegierungen<br />
mit starkem Fokus auf umweltfreundliche<br />
und sichere Produktion zu erfüllen.<br />
Dipl.-Ing. Gerhard Falch<br />
Vorsitzender des Vorstandes
<strong>Alu</strong>miniumindustrie<br />
trifft Wissenschaft<br />
Unternehmen<br />
Auf Einladung der European <strong>Alu</strong>minium Association (EAA) treffen sich jährlich die Experten aus der Europäischen <strong>Alu</strong>miniumindustrie<br />
sowie Universitäts- und Forschungspartner, um sich über Forschung und technische Entwicklungen in<br />
der <strong>Alu</strong>minium-Branche auszutauschen. Heuer war erstmalig die AM<strong>AG</strong> der Gastgeber und freute sich, die Teilnehmer<br />
des vierten EAA-Workshops, bei dem über den aktuellen Stand der Modellierung von Ausscheidungsprozessen beim<br />
Walzvorgang berichtet wurde, am Standort Ranshofen begrüßen zu dürfen.<br />
Vor einigen Jahren wurde unter der<br />
Führung der EAA zur Durchführung gemeinsamer,<br />
abgestimmter F&E-Projekte<br />
zwischen Industrie und Wissenschaft<br />
die European <strong>Alu</strong>minium Technology<br />
Platform (EATP) gegründet. Neben gemeinsamen<br />
F&E-Projekten ist die Ausbildung<br />
von qualifiziertem Nachwuchs<br />
für Industrie und Wissenschaft eine der<br />
Kernaufgaben der EATP-Initiative. Innerhalb<br />
der EATP gibt es verschiedene<br />
Arbeitsgruppen die sich u. a. mit der <strong>Alu</strong>miniumerzeugung,<br />
der Gießtechnologie,<br />
der Oberflächentechnologie & Korrosion<br />
sowie der Modellierung der <strong>Alu</strong>minium-<br />
Mikrostruktur beschäftigen.<br />
Prof. Ernst Kozeschnik<br />
Institut für Werkstoffwissenschaft und<br />
Werkstofftechnologie der TU Wien, ausgewiesener<br />
Experte in der Modellierung<br />
von Gefüge- und Phasenumwandlungen<br />
bei <strong>Metall</strong>en sowie maßgeblicher Entwickler<br />
der Software „MatCalc”, verstärkt<br />
zukünftig auch den neuen wissenschaftlichen<br />
Beirat der AM<strong>AG</strong>.<br />
Als aktives Mitglied der EATP-Arbeitsgruppe<br />
5 hat die AM<strong>AG</strong> am 2. Februar<br />
<strong>2011</strong> das vierte Arbeitstreffen zum Thema<br />
„Modellierung von Ausscheidungen“ veranstaltet.<br />
Seitens der Industrie nahmen<br />
neben Mitarbeitern der AM<strong>AG</strong> Vertreter<br />
von Aleris, Alcan, Hydro <strong>Alu</strong>minium, Novelis<br />
und Sapa als auch wissenschaftliche<br />
Partner wie das Leichtmetallkompetenzzentrum<br />
Ranshofen (LKR), Montanuniversität<br />
Leoben, TU Wien, HMI Berlin, NTNU<br />
& SINTEF Norwegen, RWTH Aachen, TU<br />
Delft und die Universität Manchester teil.<br />
Sowohl wissenschaftliche Partner als auch<br />
Industriepartner präsentierten hochinter-<br />
essante Modellierungsansätze und Softwareimplementierungen<br />
zur Beschreibung<br />
der Bildung und Auflösung sowie der Verteilung<br />
und Morphologie von Ausscheidungen<br />
in <strong>Alu</strong>miniumlegierungen. Dadurch<br />
werden wesentliche Beiträge zum detaillierten<br />
Werkstoffverständnis und somit<br />
zum Verkürzen von Entwicklungszeiten für<br />
innovative <strong>Alu</strong>miniumwerkstoffe geleistet.<br />
Insbesondere die Auswirkungen komplexer<br />
Wärmebehandlungsprozesse unter<br />
industriellen Randbedingungen lassen sich<br />
zunehmend besser und genauer modellieren,<br />
sodass vor allem teure Praxisversuche<br />
unter Serienbedingungen auf eine geringere<br />
Anzahl reduziert werden können.<br />
Vortragende:<br />
Prof. Dr. Jürgen Hirsch, Hydro <strong>Alu</strong>minium<br />
Dr. Christophe Sigli, Alcan CRV<br />
Prof. Dr. John Banhart, HMI Berlin<br />
Dr. Ole Runar Myhr, Hydro <strong>Alu</strong>minium<br />
Dr. Alexis Miroux, TU Delft<br />
Prof. Ernst Kozeschnik, TU Wien<br />
Dr. Joe Robson, University of Manchester<br />
Dr. Volker Mohles, IMM – RWTH Aachen<br />
Dr. Yanjun Li, SINTEF<br />
03<br />
<strong>Alu</strong><strong>Report</strong>
04 Interview<br />
Hochfest und leicht<br />
im Automobilbau<br />
<strong>Alu</strong><strong>Report</strong> spricht mit Professor Dr. Peter Uggowitzer, ETH Zürich, und Priv. Doz. Dr. Helmut Kaufmann, Technikvorstand<br />
der AM<strong>AG</strong>, über das Leichtbaupotenzial von hochfesten <strong>Alu</strong>miniumlegierungen und die Absicht der AM<strong>AG</strong>, die Einführung<br />
solcher Blechwerkstoffe im Automobilbau durch umfangreiche F&E-Tätigkeit als Pionier zu begleiten.<br />
Im Zuge der Debatte über Leichtbau<br />
zur Senkung des CO 2 –Ausstoßes von<br />
Fahrzeugen aller Art wird der Ruf nach<br />
hochfesten <strong>Alu</strong>miniumlegierungen<br />
immer lauter. Besonders die Automobilindustrie<br />
scheint damit eine Alternative<br />
zu hochfesten Stählen und zu<br />
CFK zu fordern. Wo steht die AM<strong>AG</strong>?<br />
Kaufmann: Lassen Sie mich bitte zuerst<br />
kommentieren, dass der Blick auf die Festigkeit<br />
eines Werkstoffs in Hinblick auf<br />
sein Leichtbaupotenzial bei Weitem zu kurz<br />
greift. In der Regel sind die technischen<br />
Anforderungen an ein Bauteil komplex,<br />
sodass es notwendig ist, für das jeweilige<br />
Bauteil im Verband mit anderen Bauteilen<br />
in der gesamten Leichtbaukonstruktion<br />
den geeigneten Werkstoff auszuwählen.<br />
Dabei haben Leichtbaulösungen aus<br />
<strong>Alu</strong>minium sehr gute Voraussetzungen,<br />
weil es mittlerweile eine große Zahl an<br />
Legierungen gibt, die auch noch auf den<br />
konkreten Anwendungsfall hin optimiert<br />
werden können. Zurück zu Ihrer Frage: Es<br />
gibt schon seit Jahren hochfeste <strong>Alu</strong>miniumlegierungen,<br />
die im Flugzeugbau oder<br />
in Sportgeräten zur Anwendung kommen,<br />
jedoch den Sprung in die Automobil-Serienfertigung<br />
noch nicht geschafft haben.<br />
Die AM<strong>AG</strong> ist ein Spezialist für hochfeste<br />
<strong>Alu</strong>minium-Werkstoffe und verfügt über<br />
mehrere Jahrzehnte Erfahrung auf diesem<br />
Gebiet. Schon 1979 erhielt die AM<strong>AG</strong> die<br />
erste Zulassung als Luftfahrtlieferant. Nun<br />
will die AM<strong>AG</strong> bei der Einführung dieser<br />
hochfesten Werkstoffe im Automobilbau<br />
gemeinsam mit Partnern aus der Automobilindustrie<br />
und der Zulieferindustrie eine<br />
Pionierrolle übernehmen.<br />
Nun wurde das komplexe Anforderungsprofil<br />
an solche Werkstoffe angesprochen.<br />
Herr Prof. Uggowitzer,<br />
können Sie uns kurz erklären, welche<br />
<strong>Alu</strong>miniumlegierungen als „hochfest“<br />
bezeichnet werden und welche Eigenschaften<br />
sie sonst noch mitbringen?<br />
Uggowitzer: In der European <strong>Alu</strong>minium<br />
Association (EAA) hat man sich darauf<br />
verständigt, dass Legierungen mit einer<br />
Streckgrenze größer 300 MPa als „hochfest“<br />
und solche mit einer Streckgrenze<br />
größer 400 MPa als „höchstfest“ eingestuft<br />
werden. Diese Grenzwerte werden<br />
nur von aushärtbaren Legierungen aus<br />
den Familien 2xxx (Al-Cu), 6xxx (Al-Mg-<br />
Si) und 7xxx (Al-Zn) überschritten, wobei<br />
die höchstfesten Legierungen aus dem<br />
Kreis der Al-Zn-Mg-Cu Legierungen kommen.<br />
Hier stecken nun schon zwei wichtige Informationen<br />
drinnen: Diese Legierungen<br />
erreichen ihre hohen Festigkeiten nach<br />
einer „Aushärtung“ in Form einer gezielten<br />
Wärmebehandlung. Mit der Wahl der<br />
Wärmebehandlungsparameter können
auch die Eigenschaften gezielt beeinflusst<br />
werden. Es sei darauf hingewiesen, dass<br />
mit einer Erhöhung der Festigkeit im Allgemeinen<br />
ein Verlust an Duktilität einhergeht,<br />
d. h., dass der Werkstoff spröder wird. Das<br />
erschwert die Umformbarkeit bei Raumtemperatur.<br />
Außerdem wurde gesagt,<br />
dass die höchstfesten Legierungen Kupfer<br />
als wesentliches festigkeitssteigerndes<br />
Element enthalten, was aber umgekehrt<br />
die Korrosionsbeständigkeit dieser Legierungen<br />
negativ beeinflusst.<br />
Bleiben wir beim Thema Korrosion.<br />
Warum werden dann die Legierungen<br />
der 2xxx- und 7xxx-Familien seit Jahrzehnten<br />
erfolgreich in der Luftfahrt<br />
eingesetzt?<br />
Kaufmann: Vereinfacht gesagt, weil es<br />
für das Voranschreiten von galvanischer<br />
Korrosion eines Elektrolyten bedarf, der<br />
im Straßenverkehr durch salznasse Fahrbahnen<br />
gegeben ist und im Flugverkehr<br />
praktisch nicht auftritt.<br />
Aber was kann man tun, um die kupferhaltigen<br />
Legierungen straßentauglich<br />
zu machen?<br />
Uggowitzer: Die Design-Strategie ist<br />
naheliegend – man könnte auf Kupfer als<br />
Legierungselement verzichten. Dann jedoch<br />
werden die Al-Zn-Mg Legierungen<br />
anfällig auf Spannungs-Riss-Korrosion.<br />
Der Grund dafür liegt in der Ausbildung<br />
unedler Korngrenzenphasen und dem<br />
gleichzeitigen Auftreten von sogenannten<br />
ausscheidungsfreien Zonen in der Umgebung<br />
der Korngrenze. Dem kann entgegengewirkt<br />
werden durch ein Zulegieren<br />
von wenigen Zehntel-Prozent Silber;<br />
die Korngrenzenausscheidungen werden<br />
durch den Einbau von Silber etwas edler<br />
und die Bildung von ausscheidungsfreien<br />
Zonen wird unterbunden, so dass die<br />
Empfindlichkeit gegen Spannungs-Riss-<br />
Korrosion signifikant verringert wird. Angesichts<br />
der hohen Kosten für das Legierungselement<br />
Silber scheidet aber dieser<br />
Lösungsweg – auch wenn er technisch<br />
noch so attraktiv erscheint – wirtschaftlich<br />
aus.<br />
Wir benötigen daher einen anderen Ansatz.<br />
Aber da hat die AM<strong>AG</strong> ja ein Stärkefeld,<br />
das sich anbietet …<br />
Wie kann die Lösung daher aussehen?<br />
Kaufmann: Aus heutiger Sicht erscheint<br />
uns das Aufbringen einer dünnen Schutzplattierung<br />
auf den 7xxx-Blechwerkstoff<br />
ein aussichtsreicher Weg zu sein. Die in<br />
Zusammensetzung und Dicke genau auf<br />
den Grundwerkstoff abgestimmte Schutzplattierung<br />
verhindert den Korrosionsangriff<br />
und erhält die wichtigen Leichtbaueigenschaften<br />
des 7xxx-Blechbauteils.<br />
AM<strong>AG</strong> hat die Expertise zum Walzplattieren<br />
im Haus und erste Versuche bestätigen<br />
auch schon, dass dieser Lösungsweg<br />
erfolgversprechend ist.<br />
Interview<br />
Sprechen wir das wichtige Thema<br />
der Umformbarkeit an. Herr Prof.<br />
Uggowitzer, Sie erwähnten, dass<br />
7xxx-Legierungen schlechter umformbar<br />
seien als andere <strong>Alu</strong>miniumlegierungen.<br />
Uggowitzer: Bei Raumtemperatur sind<br />
diese Legierungen schlechter umformbar<br />
als die im Automobilbau üblichen Legierungen<br />
der 5xxx- und 6xxx-Familien. Aber<br />
hier gibt es eine relativ einfache Lösung,<br />
denn schon bei 200° C zeigen die Legierungen<br />
der 7xxx-Familie ein hervorragendes<br />
Umformvermögen.<br />
Kaufmann: Der Lösungsansatz der<br />
AM<strong>AG</strong> lautet: Werkstoff AM<strong>AG</strong> Top-<br />
Form ® UHS in Kombination mit Halbwarmumformung.<br />
Das Blech aus der<br />
angepassten Legierung 7075 wird für<br />
den Zweck der Umformung nur kurz auf<br />
Temperatur gebracht, umgeformt und abgekühlt,<br />
sodass nur ein geringer Abfall der<br />
Festigkeit gegenüber dem höchstfesten<br />
T6-Zustand beobachtet wird (siehe dazu<br />
Beitrag auf Seite 8).<br />
Wie unterstützen die universitären<br />
Partner die Entwicklungsarbeit der<br />
AM<strong>AG</strong>?<br />
Uggowitzer: Wenn ich hier als Vorsitzender<br />
des wissenschaftlichen Beirats der<br />
AM<strong>AG</strong> auch für meine Kollegen sprechen<br />
darf, so sind das zwei Arten: Einmal durch<br />
enge Zusammenarbeit in den Forschungs-<br />
05<br />
<strong>Alu</strong><strong>Report</strong>
06 Interview<br />
projekten und zum Zweiten als Beirat, der<br />
das Projektportfolio und die Fortschritte<br />
genau unter die Lupe nimmt. Mich begeistert<br />
die zielgerichtete Aufstellung der<br />
Projekte. Der Fortschritt ist beeindruckend;<br />
ich darf dem Team hier meine Anerkennung<br />
aussprechen. Bedenken Sie,<br />
dass die AM<strong>AG</strong> allein in den vergangenen<br />
drei Jahren mehr als 50 Fachbeiträge in<br />
einschlägigen Zeitschriften und bei Konferenzen<br />
geliefert hat. Ich finde das für ein<br />
Industrieunternehmen dieser Größe als<br />
sehr beachtlich. Zumeist wurde in diesen<br />
Beiträgen über neue Guss- und Knetlegierungen,<br />
neue Wärmebehandlungsansätze,<br />
über optimierte Umformbarkeit, über<br />
hochfeste Mehrschicht-Bleche bis hin<br />
zu neuen Prüftechniken von hochfesten<br />
Legierungen berichtet. Das verdeutlicht<br />
die Kompetenz auf dem Gebiet der hochfesten<br />
Legierungen. Unser aktiver Anteil in<br />
den Projekten bezieht sich meist auf theoriegestützte<br />
Legierungs- und Prozess-<br />
entwicklung. Dabei werden aber durchaus<br />
auch die Werkzeuge, nämlich die Computerprogramme<br />
zur Simulation der Gefügeentwicklung<br />
und der Prozessführung,<br />
weiterentwickelt, um Wärmebehandlungsschritte<br />
oder Walzstiche zu optimieren. Dazu<br />
kommen noch die besonderen Werkstoffprüfeinrichtungen<br />
der Universitäten,<br />
die beim Abgleich von Simulation und Praxis<br />
benötigt werden.<br />
Kaufmann: Ich möchte hier ergänzen,<br />
dass uns die genannten Simulationspro-<br />
Prof. Peter J. Uggowitzer<br />
ist seit Mai 1996 Ad Hominem<br />
Professor am Departement Materialwissenschaft<br />
der ETH Zürich,<br />
wo er den Bereich „Leichtmetalle“<br />
am Laboratorium für<br />
<strong>Metall</strong>physik und Technologie leitet.<br />
Seit Anfang 2008 ist er Vorsitzender<br />
des wissenschaflich-technologischen<br />
Beirats der AM<strong>AG</strong>.<br />
gramme auch bei unserer Beratungstätigkeit<br />
für die Kunden unterstützen. Einleitend<br />
wurde ja schon angemerkt, dass der<br />
Werkstoff dem Anwendungsfall entsprechend<br />
ausgewählt und angepasst werden<br />
soll. Die Legierungszusammensetzung<br />
innerhalb einer gegebenen Normtoleranz,<br />
die konkreten Umformschritte, die<br />
konkreten Wärmebehandlungsparameter<br />
und mehr beeinflussen die Eigenschaften<br />
des Endprodukts und können – wenn die<br />
Zusammenhänge bekannt sind – gezielt<br />
optimiert werden. Mit dem sehr breiten<br />
Produktportfolio kann die AM<strong>AG</strong> dann zumeist<br />
die geeignete Lösung für den Kunden<br />
anbieten. Nicht automatisch ist dann<br />
eine höchstfeste Legierung aus der 7xxx-<br />
Familie als Strukturwerkstoff im Leichtbau<br />
die beste Lösung. Beispielsweise bietet<br />
die AM<strong>AG</strong> seit Kurzem auch eine Reihe<br />
von 6xxx-Legierungen an, die aufgrund<br />
einer speziellen Wärmebehandlung deutlich<br />
höhere Festigkeiten erzielen lassen<br />
als bei der üblichen T6-Behandlung. Darunter<br />
befindet sich die Legierung 6013,<br />
die aus der Luftfahrt bekannt ist und mit<br />
ihrem Eigenschaftsprofil besonders nach<br />
der speziellen Wärmebehandlung durchaus<br />
auch für den Automobilbau interessant<br />
sein kann (siehe dazu Beitrag auf Seite 7).<br />
Zur Verbesserung des Umformvermögens<br />
und der Korrosionseigenschaften<br />
von höchstfesten Legierungen<br />
der 7xxx-Familie gibt<br />
es offenbar schon ganz konkrete<br />
Lösungen, aber wie sieht es mit dem<br />
Fügen aus?<br />
Kaufmann: Gewöhnliche Schmelzschweißverfahren<br />
funktionieren für<br />
diese Legierungen bekanntermaßen<br />
nicht gut. Zuletzt konnten hervorragende<br />
Fortschritte beim Punktschweißen<br />
erzielt werden. Auch Reibrührschweißen<br />
(FSW) funktioniert klaglos.<br />
In Fahrzeugstrukturen wird aber wohl häufig<br />
Kleben das Mittel der Wahl sein. Hierzu bedarf<br />
es geeigneter Oberflächenvorbehand-<br />
lung – und auch damit befasst sich die<br />
Entwicklungsabteilung der AM<strong>AG</strong>. Wie<br />
schon mehrfach angekündigt, wird die<br />
AM<strong>AG</strong> Ende des Jahres eine moderne<br />
Oberflächenpassivierungsanlage in Betrieb<br />
nehmen. Natürlich werden wir uns<br />
dann auch dieses Themas annehmen.<br />
Hoch- und höchstfeste <strong>Alu</strong>miniumlegierungen<br />
sollen im Leichtbau<br />
Anwendung finden, um im Betrieb<br />
eines Fahrzeugs die CO 2 -Emissionen<br />
zu reduzieren. Wie aber sieht es aus<br />
mit Emissionen während der Herstellung<br />
der Legierungen?<br />
Kaufmann: Bekanntermaßen ist die AM<strong>AG</strong><br />
in Ranshofen ein führender <strong>Alu</strong>minium-Recyclingbetrieb.<br />
Mit modernsten Schmelzeinrichtungen<br />
werden jährlich mehr als<br />
200.000 t <strong>Alu</strong>miniumschrott in hochwertige<br />
Guss- und Knetlegierungen umgewandelt.<br />
Dabei werden nur 5% des Energieeinsatzes<br />
im Vergleich zur Primäraluminiumproduktion<br />
benötigt. Entsprechend fallen<br />
auch geringere CO 2 -Emissionen an. Und<br />
das Schöne ist, dass die höchstfesten Legierungen<br />
der AM<strong>AG</strong> als recyclingfreundlich<br />
betrachtet werden können.<br />
Uggowitzer: Die Optimierung der Legierungszusammensetzung<br />
hochfester<br />
<strong>Alu</strong>miniumlegierungen in Hinblick auf<br />
Recycling-Freundlichkeit wird eine spannende<br />
Aufgabe für die Forschungsarbeit<br />
der kommenden Jahre. Sie verlangt das<br />
enge Zusammenspiel von Automobilherstellern,<br />
<strong>Alu</strong>miniumproduzenten und Forschungseinrichtungen.<br />
Da sind wir schon<br />
auf einem sehr guten Weg!
R m und R p0,2 [MPa]<br />
Ziel einiger AM<strong>AG</strong> Forschungs- und<br />
Entwicklungsprojekte ist es, den Transfer<br />
von gut etablierten hochfesten Luftfahrtlegierungen<br />
in andere Bereiche<br />
des Leichtbaus, wie Automobilanwendungen,<br />
zu beschleunigen. Im Allgemeinen<br />
bedeutet dies Modifikationen<br />
am Material und am Produktionsprozess<br />
zur Anpassung an ein größeres<br />
Marktvolumen und die damit einhergehende<br />
strenge Kostenbetrachtung. Die<br />
hochfeste 6xxx-Legierung AA6013 ist<br />
ein Beispiel für die Anwendung eines<br />
bei AM<strong>AG</strong> neu entwickelten Wärme-<br />
behandlungsprozesses zur weiteren<br />
Verbesserung der mechanischen<br />
Kennwerte und Verkürzung der Wärme-<br />
behandlungszyklen nach der Blechumformung<br />
beim Kunden.<br />
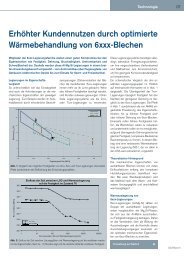
In früheren Veröffentlichungen wurde gezeigt,<br />
dass bei Anwendung einer Standard<br />
T6 Warmauslagerung bei 6xxx-Familien ein<br />
Zeitverzug von mehr als 90 min zwischen<br />
Lösungsglühen und Warmauslagern aufgrund<br />
der Kaltauslagerung zu stark verringerten<br />
mechanischen Kennwerten führt<br />
[1,2]. Allerdings konnte gezeigt werden,<br />
dass eine passende Stabilisierungsglühung,<br />
direkt anschließend an das Lösungsglühen,<br />
die negativen Auswirkungen einer<br />
Kaltauslagerung auf die Warmauslagerungskinetik<br />
effektiv reduziert und bei den<br />
Legierungen 6061 und 6082 zu einer Festigkeitssteigerung<br />
von bis zu 20 % führen<br />
kann. Der auf diese Art produzierte gut<br />
umformbare Zustand T4* benötigt nur eine<br />
sehr kurze Warmauslagerung zur Erreichung<br />
der maximalen Festigkeit.<br />
Die Legierung AA6013 unterscheidet sich<br />
von den Legierungen 6061 und 6082<br />
insbesondere im Cu-Gehalt, welcher wesentlich<br />
zur Festigkeitssteigerung beiträgt.<br />
In Abbildung 1 ist die Entwicklung der<br />
mechanischen Kennwerte in Abhängigkeit<br />
vom Ausgangszustand T4 und T4*<br />
als Funktion der Warmauslagerungszeit<br />
bei 205° C dargestellt. AM<strong>AG</strong>´s Stabilisierungsglühung<br />
nach dem Lösungsglühen<br />
von AA6013 führt zu einer höheren<br />
Zugfestigkeit (R m ) (Abb. 1) und Dehnung<br />
A 50 (Abb. 2) bei einer konstant hohen<br />
Dehngrenze (R p0,2 ) im warmausgelagerten<br />
Zustand T6. Diese verbesserten Materialeigenschaften<br />
sind bestens geeignet für<br />
Anwendungen in der Automobilindustrie,<br />
wo hohe Zugfestigkeit und hohe Dehnung<br />
benötigt wird, z. B. bei auf Crash-Belastung<br />
dimensionierten Bauteilen.<br />
Die benötigten minimalen mechanischen<br />
Kennwerte im Zustand T6 werden mit<br />
AA6013-T4* bereits mit dem in der Automobilindustrie<br />
angewandten typischen<br />
Warmauslagerungszyklus für Kupfer enthaltende<br />
6xxx-Legierungen von 60 min bei<br />
205° C erfüllt, anstelle der AA6013 Standardwarmauslagerung<br />
von 4h bei 190° C.<br />
Diese verbesserte Warmauslagerungskinetik<br />
spart Energie und reduziert so die<br />
Wärmebehandlungskosten der hergestell-<br />
Automobil<br />
Anpassung der Luftfahrtlegierung<br />
AA6013-T4 für Automobilanwendungen<br />
ten Bauteile. Darüber hinaus weisen diese<br />
Eigenschaften im warmausgelagerten Zustand<br />
T6 eine verbesserte Umformbarkeit<br />
auf. Dadurch können weniger komplizierte<br />
Bauteile durch Umformung im Zustand<br />
T6 realisiert werden, anstelle der Formgebung<br />
im Zustand T4 mit anschließender<br />
Warmauslagerung der Bauteile.<br />
Zusammenfassung:<br />
Mit kontrolliertem Kupfer- und Mangangehalt<br />
bietet die Legierung AA6013<br />
höhere Festigkeiten als die derzeit in<br />
der Automobilindustrie eingesetzten<br />
AlMgSi-Legierungen. Die gute Korrosionsbeständigkeit<br />
und Umformbarkeit<br />
werden beibehalten. Der kontrollierte<br />
Kupfergehalt ermöglicht eine feinkörnige<br />
Gefügestruktur für verbesserte<br />
Umformeigenschaften [3]. Das für die<br />
Serienproduktion von AM<strong>AG</strong> AA6013-<br />
T4* Blechen notwendige Wärmebehandlungsequipment<br />
ist bereits in der<br />
Fertigungslinie integriert.<br />
Literaturverzeichnis<br />
[1]. C. Zelger, J. Schnitzlbaumer, R. Prillhofer, J. Enser,<br />
C. Melzer: „Optimized Heat treatment sequences<br />
for AA6061“, Supplemental Proceedings, Volume 1,<br />
Materials Processing and Properties, TMS (The Minerals,<br />
Metals & Materials Society), 2010<br />
[2]. C. Zelger, P. Oberhauser, C. Melzer, P. Schulz:<br />
„Advanced 6xxx alloys for electronic applications“, Proceedings<br />
of EMC 2009, pp. 1419-1425, 2009<br />
[3]. J. Berneder, R. Prillhofer, J. Enser, P. Schulz, C.<br />
Melzer: “Study of the Artificial Aging Kinetics of different<br />
AA6013 heat treatment conditions“, Proceedings<br />
TMS <strong>2011</strong>, San Diego, USA<br />
Warmauslagerung bei 205° C Warmauslagerung bei 205° C<br />
Warmauslagerungszeit [h]<br />
Rm AA6013-T4<br />
Warmauslagerungszeit [h]<br />
Abbildung 1: R und R von AA6013-T4 und AA6013-T4*<br />
m p0,2<br />
als Funktion der Warmauslagerungszeit bei 205° C<br />
Rp0,2 Rm AA6013-T4<br />
AA6013-T4*<br />
AA6013-T4*<br />
Abbildung 2: Dehnung A von AA6013-T4 und AA6013-T4*<br />
50<br />
als Funktion der Warmauslagerungszeit bei 205° C<br />
R p0,2<br />
Dehnung A 50 [%]<br />
A 50 AA6013-T4<br />
A 50 AA6013-T4*<br />
07<br />
<strong>Alu</strong><strong>Report</strong>
08<br />
Automobil<br />
„Take-off“ für hochfestes<br />
<strong>Alu</strong>minium im Automobilbau<br />
Aushärtbare Legierungen der 7xxx-<br />
Familie werden seit vielen Jahren in<br />
der Luftfahrt eingesetzt und bieten<br />
aufgrund der extrem hohen spezifischen<br />
Festigkeit bisher ungeahntes<br />
Leichtbau-Potenzial für die Automobilindustrie.<br />
Die für Blechanwendungen im Automobilbau<br />
üblicherweise eingesetzten <strong>Alu</strong>miniumlegierungen<br />
sind naturharte Legierungen<br />
der 5xxx-Familie und aushärtbare Legierungen<br />
der 6xxx-Familie. Sie verbinden<br />
das Potenzial des Leichtbauwerkstoffes<br />
mit guter Umformbarkeit und Schweißbarkeit,<br />
erreichen jedoch nicht die absoluten<br />
Festigkeiten von höherfesten Stahlwerkstoffen.<br />
Typische Vertreter der 5xxx-Familie<br />
sind EN AW-5754 und 5182. Bekanntester<br />
Vertreter der 6xxx-Familie ist EN<br />
AW-6016. Neben der Kaltverfestigung<br />
Zugfestigkeit [MPa]<br />
Zugfestigkeit [MPa]<br />
500 500<br />
400 400<br />
300 300<br />
200 200<br />
100 100<br />
Abbildung 1: Einfluss der Umformtemperatur und der Dehngeschwindigkeit<br />
auf die Zugfestigkeit von AM<strong>AG</strong> TopForm ® UHS<br />
durch Umformung erfahren die 6xxx-Legierungen<br />
eine weitere Festigkeitssteigerung<br />
durch eine aushärtende Wärmebehandlung,<br />
die als Nebeneffekt einer Lacktrocknung<br />
der Karosserie erzielt wird. Die<br />
aushärtbaren 6xxx-Legierungen werden<br />
wegen der fließfigurenfreien Oberfläche<br />
auch im Außenhautbereich eingesetzt.<br />
Höhere Festigkeiten und damit ausgeweitetes<br />
Leichtbaupotenzial durch Blechdickenreduzierung<br />
können mit den höchstfesten<br />
AlZnMgCu-<strong>Alu</strong>miniumlegierungen<br />
der 7xxx-Familie erzielt werden. Diese Legierungen<br />
finden im Flugzeugbau bereits<br />
seit Jahrzehnten eine breite Anwendung,<br />
unter anderem auch als hochbelastete<br />
Bleche in der Rumpfstruktur und den Tragflächen.<br />
Die im Vergleich zu hochfestem<br />
Stahl höhere spezifische Beulsteifigkeit<br />
dieser <strong>Alu</strong>miniumlegierungen ermöglicht<br />
0,001 0,001 1/s 1/s<br />
1 1/s1<br />
1/s<br />
5 1/s5<br />
1/s<br />
0 0<br />
150 150 175 175 200 200<br />
Temperatur [°C] [°C]<br />
225 225 250 250<br />
Bruchdehnung [%]<br />
Bruchdehnung [%]<br />
60 60<br />
50 50<br />
40 40<br />
30 30<br />
20 20<br />
10 10<br />
deutliche Gewichtseinsparungen beim<br />
Einsatz in Strukturbauteilen. Darüber hinaus<br />
ermöglicht die hohe Festigkeit in Kombination<br />
mit einer Restdehnung von über<br />
10 % eine überlegene Energieabsorption<br />
beim Seitenaufprall.<br />
Eine reine Werkstoff-Substitution führt in<br />
der Regel nicht zu einem optimalen Konstruktionsergebnis<br />
– weder in technischer<br />
noch in ökonomischer Hinsicht. Eine optimale<br />
Konstruktionslösung betrifft die<br />
gesamte Prozesskette vom Halbzeug bis<br />
zur Baugruppe. Wie in anderen Werkstoffklassen<br />
gilt es, einen geeigneten Kompromiss<br />
zwischen Festigkeit und der zur<br />
Herstellung der Bauteile benötigten Umformbarkeit<br />
zu finden. Geeignete, prozesssichere<br />
Fügeverfahren sind eine weitere<br />
Grundvoraussetzung für den Einsatz. Darüber<br />
hinaus sind die aus dem Betrieb des<br />
0,001 0,001 1/s 1/s<br />
1 1/s1<br />
1/s<br />
5 1/s5<br />
1/s<br />
0 0<br />
150 150 175 175 200 200<br />
Temperatur [°C] [°C]<br />
225 225 250 250<br />
Abbildung 2: Einfluss der Umformtemperatur und der Dehngeschwindigkeit auf<br />
die Bruchdehnung von AM<strong>AG</strong> TopForm ® UHS
Fahrzeuges resultierenden Werkstoffanforderungen<br />
wie Korrosionsbeständigkeit,<br />
Wechselfestigkeit oder Verformungsverhalten<br />
beim Crash zu erfüllen.<br />
Die Legierungen der 7xxx-Familie weisen<br />
im hochfesten Wärmebehandlungszustand<br />
T6 eine stark eingeschränkte Umformbarkeit<br />
bei Raumtemperatur auf. Für Luftfahrtanwendungen<br />
wird daher in dieser<br />
Werkstoffklasse vielfach das Blech im weichen<br />
Werkstoffzustand umgeformt. Dies<br />
erfordert allerdings eine anschließende aufwendige<br />
Wärmebehandlung des gesamten<br />
Bauteiles und ist somit nicht praktikabel unter<br />
den Randbedingungen der automobilen<br />
Serienfertigung.<br />
Ein aussichtsreicher Ansatz zur Verbesserung<br />
des Umformvermögens der höchstfesten<br />
7xxx-<strong>Alu</strong>miniumlegierungen ist die<br />
Erhöhung der Temperatur in den Bereich<br />
des Halbwarm-Umformens. Im halbwarmen<br />
Temperaturbereich ab bereits 150° C<br />
steigen die Duktilität und die erreichbare<br />
Formänderung der 7xxx-Legierungen deutlich<br />
an. Gleichzeitig nimmt der Fließwiderstand<br />
ab. Unter dem Markennamen AM<strong>AG</strong><br />
TopForm ® UHS wurde eine für die Halbwarmumformung<br />
optimierte Variante der<br />
Normlegierung EN AW-7075 entwickelt.<br />
Die Abhängigkeit der Zugfestigkeit von der<br />
Umformtemperatur und der Umformgeschwindigkeit<br />
von AM<strong>AG</strong> TopForm ® UHS ist<br />
in Abb. 1 dargestellt. Die Zugfestigkeit im<br />
halbwarmen Bereich wird mit zunehmender<br />
Temperatur und abnehmender Dehnrate<br />
herabgesetzt und reduziert sich bereits bei<br />
170° C beträchtlich, die Bruchdehnung<br />
nimmt dagegen wie gewünscht zu, siehe<br />
Abb. 2.<br />
Abb. 3 zeigt das Grenzform-Änderungsdiagramm<br />
von AM<strong>AG</strong> TopForm ® UHS für<br />
verschiedene Temperaturen. Als Referenz<br />
dient die kalt umformbare Standard-<br />
Legierung 6016-T4. Erkennbar in dieser<br />
Darstellung ist die erwartungsgemäß engeschränkte<br />
Umformbarkeit von AM<strong>AG</strong> Top-<br />
Form ® UHS bei Raumtemperatur. Bereits<br />
ab 170° C ist die Umformbarkeit von AM<strong>AG</strong><br />
TopForm ® UHS vergleichbar mit der von<br />
6016-T4, bei einer Umformtemperatur von<br />
230° C ist die Umformbarkeit von AM<strong>AG</strong><br />
TopForm ® UHS deutlich besser als die Referenz<br />
6016-T4 – trotz drastisch höherer<br />
Festigkeit im umgeformten Bauteil. Die<br />
im Bauteil zu erwartende Festigkeit ergibt<br />
sich aus der Ausgangsfestigkeit von AM<strong>AG</strong><br />
TopForm ® UHS, die rund 550 MPa beträgt,<br />
und dem Festigkeitsverlust, der durch die<br />
Wärmeeinwirkung während der Umformung<br />
und einer eventuell im weiteren Fertigungsablauf<br />
durchgeführten Lackeinbrennung<br />
hervorgerufen wird. Diese Einflüsse sind in<br />
Abb. 4 dargestellt. Bei geeigneter schneller<br />
Prozessführung – die aus Gründen der Produktivität<br />
ohnehin erwünscht ist – kann der<br />
Einfluss einer kurzfristigen Wärmeeinwirkung<br />
bei Umformung nahezu vernachlässigt<br />
werden.<br />
Einen stärkeren Einfluss hat die Wärmeeinwirkung<br />
einer Lack-Trocknung, welche<br />
mit einem typischen Zeit-/Temperaturprofil<br />
von 20 – 30 Minuten bei 180 –<br />
190° C durchgeführt wird. Dabei kommt es<br />
zu einem moderaten Festigkeitsabfall und<br />
zur Einstellung eines sogenannten überalterten<br />
Zustandes. Je nach Anwendungsfall<br />
kann dies sogar wünschenswert sein, um<br />
andere Werkstoffeigenschaften wie z. B.<br />
Beständigkeit gegen Spannungs-Riss-Korrosion<br />
zu verbessern.<br />
Die Einordnung des halbwarm umgeformten<br />
AM<strong>AG</strong> TopForm ® UHS im Vergleich zu kalt<br />
umgeformten <strong>Alu</strong>miniumlegierungen zeigt<br />
das Festigkeits-Dehnungs-Diagramm in<br />
Abb. 5. Dies verdeutlicht, dass durch die<br />
Umformung bei moderaten Temperaturen<br />
eine Kombination aus Geometriekomplexität<br />
und Festigkeit erzielt werden kann, die<br />
der konventionellen Kaltumformung deutlich<br />
überlegen ist.<br />
Die Frage, welches Gewichtseinsparpotenzial<br />
durch den Einsatz hochfester <strong>Alu</strong>miniumbleche<br />
realisierbar ist, kann nicht pauschal<br />
beantwortet werden, da dies stark von der<br />
Konstruktionssituation und den spezifischen<br />
Anforderungen an das Bauteil abhängig ist.<br />
Sind jedoch hohe Festigkeit, Beulsteifigkeit<br />
und Energieabsorption bei geringem Gewicht<br />
gefordert, so stellt AM<strong>AG</strong> TopForm ®<br />
UHS eine erste Wahl dar. Hier kommen die<br />
Vorteile dieser Legierungsklasse – sehr hohe<br />
spezifische Streckgrenze und Festigkeit<br />
bei vergleichsweise hoher Restdehnung – in<br />
vollem Umfang zum Tragen. Die Halbwarm-<br />
Umformung bei moderaten Temperaturen<br />
ermöglicht eine große Designfreiheit bei<br />
überschaubarem Prozessaufwand.<br />
Die Herausforderung liegt in der wirtschaftlichen<br />
und prozesssicheren Umsetzung der<br />
für diese Legierungsklasse spezifischen<br />
Weiterverarbeitungsprozesse. Hier liegt gegenwärtig<br />
ein Schwerpunkt in den Entwicklungsleistungen<br />
der AM<strong>AG</strong> gemeinsam mit<br />
Partnern aus der Automobilindustrie.<br />
Hauptformänderung 1<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
-0,3 -0,2 -0,1 0,0 0,1<br />
Automobil<br />
Abb. 3: Temperaturabhängiges Grenzform-Änderungsdiagramm von AM<strong>AG</strong><br />
TopForm ® UHS. Als Referenz dient die für ihre gute Kaltumformbarkeit bekannte<br />
Standard-<strong>Alu</strong>miniumlegierung 6016-T4. Unterhalb der jeweiligen<br />
Kurve liegt der erzielbare Umformbereich, oberhalb tritt Werkstoffversagen<br />
durch Riss auf. Das Umformvermögen von AM<strong>AG</strong> TopForm ® UHS steigt<br />
signifikant mit zunehmender Temperatur und übertrifft bei 230° C die Kaltumformbarkeit<br />
von 6016-T4 deutlich.<br />
Abb. 5: Festigkeits-Dehnungs-Diagramm verschiedener Klassen von <strong>Alu</strong>miniumlegierungen.<br />
Dehnungswerte bei AM<strong>AG</strong> TopForm ® UHS bei 230° C.<br />
Warmauslagerungsöfen<br />
Nebenformänderung 1<br />
Blechdicke 2 mm<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 230°C<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 170°C<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 20°C<br />
6016 T4 - 20°C<br />
0,2 0,3 0,4 0,5 0,6 0,7<br />
Abb. 4: Auslagerungsverhalten (Überalterung) von AM<strong>AG</strong> TopForm ® UHS<br />
Bruchdehnung (%)<br />
50<br />
40<br />
30<br />
20<br />
10<br />
AM<strong>AG</strong> TopForm ® UHS<br />
(Typische Umformtemperatur 230° C)<br />
6xxx-er<br />
5xxx-er<br />
Kaltumformung<br />
7xxx-er<br />
09<br />
0<br />
0 100 200 300 400 500 600 700<br />
Zugfestigkeit Rm [MPa]<br />
<strong>Alu</strong><strong>Report</strong>
10<br />
Produkte<br />
Verbesserung der Korrosionsbeständigkeit<br />
von AA2024-T3<br />
Luftfahrtblechen<br />
Untersuchung des Einflusses der<br />
Korngröße und -form auf das Korrosionsverhalten<br />
von AA2024-T3 Blechen.<br />
Die Legierung AA2024 ist der wichtigste<br />
Blechwerkstoff für die Luftfahrtindustrie.<br />
Allerdings ist AA2024 anfällig für interkristalline<br />
Korrosion (IK). IK ist ein lokaler<br />
Korrosionsangriff entlang der Korngrenzen<br />
oder angrenzend an die Korngrenzen,<br />
während das Korninnere weitgehend unberührt<br />
bleibt. In einer kürzlich erfolgten<br />
Veröffentlichung wurde der Einfluss der<br />
Korngröße und der Kornform auf die „damage<br />
tolerance“-Eigenschaften und auf die<br />
Korrosionseigenschaften von AA2024-T3<br />
Blechen untersucht [1]. Zwei verschiedene<br />
Zustände mit Variation der Mikrostruktur<br />
wurden im industriellen Maßstab hergestellt.<br />
Die Korngröße von Zustand „A“ ist<br />
feinkörniger und globulitischer als von Zustand<br />
„B“, der eine grobe und in Walzrichtung<br />
(L) gestreckte Kornstruktur aufweist.<br />
Der feinkörnige Zustand „A“ zeigt Lochfraß<br />
und interkristalline Korrosion,<br />
während der grob-<br />
körnige Zustand „B“ nur<br />
Lochfraß mit vereinzeltem<br />
interkristallinen Korrosionsangriff<br />
zeigt (Abb.1).<br />
Offenbar hat das grobe<br />
und in Walzrichtung gestreckte<br />
Korngefüge von<br />
Zustand „B“ eine bessere<br />
Beständigkeit gegen<br />
interkristallinen Korrosionsangriff<br />
als das feinkörnige<br />
und globulitische<br />
Gefüge von Zustand „A“.<br />
Die Lösungsglühung mit<br />
anschließender Wasserabschreckung<br />
war ident<br />
für Zustand „A“ und „B“,<br />
weswegen ein geometrischer<br />
Faktor für das<br />
unterschiedliche IK-Verhalten<br />
verantwortlich gemacht<br />
wird.<br />
Das „Brick Wall Modell“<br />
erklärt die unterschied-<br />
Zustand A<br />
Zustand B<br />
liche IK-Sensibilität in stark texturierten Mikrostrukturen<br />
(Abb. 2):<br />
Der Korrosionsangriff ist anisotrop, mit der<br />
schnellsten IK-Wachstumsgeschwindigkeit<br />
in der Längsrichtung (L) und der gerings-<br />
ten in der Dickenrichtung (S). Dies wird<br />
mit dem geradlinigen interkristallinen Pfad<br />
entlang der L-Richtung und dem stark verzweigten<br />
Pfad in der Dickenrichtung erklärt<br />
[2,3]. Da es sinnvoll erscheint, die lokale<br />
IK-Wachstumsrate überall als konstant zu<br />
betrachten, kann angenommen werden,<br />
dass der stärkste IK-Angriff der minimalen<br />
IK-Pfadlänge entspricht. In unseren Experimenten<br />
ist dies der Fall für Zustand „A“<br />
(Abb. 2).<br />
Zusammenfassung:<br />
Der Widerstand gegen lokalen Korrosionsangriff<br />
wie interkristalline Korrosion<br />
kann durch Veränderung der<br />
Mikrostruktur von einem feinkörnigen<br />
und globulitischen hin zu einem groben<br />
und in Walzrichtung gestreckten<br />
Abbildung 1: Typisches Erscheinungsbild von Lochfraß und<br />
interkristalliner Korrosion im Zustand „A” und „B”<br />
Gefüge erhöht werden. Diese Maßnahmen<br />
tragen zu einer erhöhten<br />
Betriebssicherheit in der Anwendung<br />
von Bauteilen gefertigt aus AM<strong>AG</strong><br />
2xxx-Legierungen bei. AM<strong>AG</strong> deckt in<br />
der Produktion alle gängigen 2xxx-Legierungen<br />
und deren Wärmebehandlungszustände<br />
ab und kann daher die<br />
meisten Kundenwünsche umgehend<br />
erfüllen.<br />
Literaturverzeichnis<br />
[1] J. Berneder, R. Rachlitz, C. Melzer, H. Antrekowitsch,<br />
P.J. Uggowitzer: “Influence of the Grain size<br />
on the IGC, crack propagation and fracture toughness<br />
behavior of AA2024-T3 sheet material”, Proceedings<br />
TMS 2010, Seattle, USA.<br />
[2] S. Zhao, A. Douglas, T. Huang, G.S. Frankel: “Generalized<br />
model for IGC growth in aluminium alloys”,<br />
Journal of Statistical Planning and Interference 137<br />
(2007), pp. 2405-2412.<br />
[3] M.J. Robinson, N.C. Jackson: “The Influence of<br />
grain structure and intergranular corrosion rate on exfoliation<br />
and stress corrosion cracking of high strength<br />
Al-Cu-Mg alloys”, Corrosion Science 41, 1999, pp.<br />
1013-1028.<br />
Abbildung 2: Schematische Darstellung<br />
des „Brick Wall Modells” [2]
Recycling<br />
<strong>Alu</strong>minium-Recycling – eine wesentliche<br />
Säule des AM<strong>AG</strong> Konzerns<br />
Um den ökologischen Fußabdruck so gering wie möglich zu halten, führen die Hersteller von einzelnen Bauteilen oder<br />
komplexen Bauteilsystemen vermehrt sogenannte Ökobilanzen (engl. Life Cycle Analysis) durch, und berücksichtigen<br />
die Ergebnisse auch in der Werkstoffauswahl. Dabei werden systematisch die Umweltauswirkungen während der Produktion,<br />
der Nutzungsphase und der Entsorgung von Produkten erfasst.<br />
Im Leichtbau (z. B. von Fahrzeugen) liefern<br />
<strong>Alu</strong>miniumlegierungen durch den mit der<br />
Gewichtsreduktion verbundenen verringerten<br />
Treibstoffverbrauch zumeist einen sehr<br />
positiven Beitrag zur Ökobilanz in der Nutzungsphase.<br />
In der Herstellung von Primäraluminium<br />
schlägt jedoch ein hoher Energieverbrauch<br />
zu Buche (ca. 14 MWh/t).<br />
Beim Recycling von <strong>Alu</strong>miniumlegierungen<br />
werden dagegen nur mehr 5 % des ursprünglichen<br />
Energieeinsatzes für die Primärerzeugung<br />
benötigt, wodurch ein sehr<br />
guter Beitrag zur nachhaltigen Produktion<br />
von Bauteilen geleistet wird.<br />
Deshalb ist die AM<strong>AG</strong> auch eines der größten<br />
Al-Recyclingunternehmen in Europa,<br />
mit einer Verarbeitungsmenge von mehr<br />
als 200.000 t <strong>Alu</strong>miniumschrott pro Jahr.<br />
In Ranshofen kann aufgrund geeigneter<br />
Schmelzaggregate ein sehr breites Spektrum<br />
an Einsatzstoffen verarbeitet werden.<br />
Somit kann die AM<strong>AG</strong> von sauberen, blanken<br />
Schrotten über kunststoffbehaftete<br />
Profile bis hin zu stark oxidhaltiger Ofenkrätze<br />
nahezu alle Schrotte verarbeiten.<br />
Die breite Aufstellung ist strategisch insofern<br />
bedeutsam, als in Zukunft verstärkt<br />
mit einem Export von sauberen Schrotten<br />
in Nicht-EU-Länder zu rechnen ist. Die<br />
AM<strong>AG</strong> verstärkt daher sukzessive ihr Recycling<br />
Center Ranshofen (AM<strong>AG</strong>-RCR) mit<br />
Aufbereitungskompetenz, um die Vorzüge<br />
des Wertstoffes Schrott in der Ökobilanz<br />
von <strong>Alu</strong>miniumprodukten voll zu nutzen.<br />
Als erster Schritt wurde im Jänner <strong>2011</strong><br />
ein Schrottzerkleinerer neuester Bauart in<br />
Betrieb genommen. Der „Red Giant – Blue<br />
Edition“ bringt sperrige Schrotte in ofengerechte<br />
Form und scheidet anhaftende sowie<br />
freie Eisenbestandteile ab (Bild 1). Dadurch<br />
können große Vorteile mit besserer Ausbeute<br />
und höherer <strong>Metall</strong>reinheit erzielt werden.<br />
Was bringt das für die Kunden der<br />
AM<strong>AG</strong>?<br />
Aufgrund von umfangreicher Kompetenz<br />
und modernster Infrastruktur kann AM<strong>AG</strong><br />
den Kunden professionelle Unterstützung<br />
über die gesamte Wertschöpfungskette<br />
vom Schrott bis zum Halbzeug anbieten.<br />
Die AM<strong>AG</strong> ist in der Lage, alle <strong>Alu</strong>miniumschrotte<br />
der Kunden logistisch zu übernehmen,<br />
aufzubereiten und als hochwertige<br />
Guss- und Knetlegierungen in Form von<br />
Bild 1: Neuer Schredder der AM<strong>AG</strong> Casting GmbH<br />
Blechen, Shates, Platten, Flüssigaluminium,<br />
Masseln oder Sows an die Kunden<br />
zurückzuliefern („Closed Loop“) – und das<br />
alles aus einer Hand.<br />
Die Gusslegierungen aus dem<br />
Hause AM<strong>AG</strong> sind nahezu 100 %<br />
aus Recyclingmaterial hergestellt<br />
– auch die speziell auf Kundenanforderungen<br />
abgestimmten<br />
Legierungen der AM<strong>AG</strong> TopCast ®<br />
-Produktreihe. Die Walzprodukte<br />
der AM<strong>AG</strong> werden mit einem<br />
hohen durchschnittlichen Recyclinggehalt<br />
gefertigt, was besonders<br />
für die angebotenen hochfesten<br />
Legierungen gilt. Daher<br />
kann die AM<strong>AG</strong> die Erwartungen<br />
an „Green <strong>Alu</strong>minium“ bestens<br />
erfüllen.<br />
11<br />
<strong>Alu</strong><strong>Report</strong>
12<br />
Automobil<br />
Legierungsentwicklung:<br />
Erhöhung der Warmfestigkeit<br />
von Gusslegierungen<br />
Al-Gusslegierungen finden in der Automobilbranche<br />
ein immer breiter werdendes<br />
Anwendungsfeld. Neben dem<br />
Einsatz in Strukturbauteilen haben sie<br />
auch einen festen Platz als Werkstoffe<br />
für Kurbelgehäuse und Zylinderköpfe.<br />
Das könnte sich allerdings ändern,<br />
wenn die Entwicklung warmfester<br />
<strong>Alu</strong>miniumlegierungen nicht vorangetrieben<br />
wird: Durch das von den Automobilherstellern<br />
forcierte Downsizing<br />
der Motoren steigen die Ansprüche an<br />
die jeweiligen Werkstoffe.<br />
Klassische „warmfeste“ Legierungen wie<br />
AlSi4CuTi oder AlSi17Cu4Ti weisen zwar<br />
gute mechanische Eigenschaften bei erhöhten<br />
Temperaturen auf, ihre Schwächen<br />
liegen jedoch im Bereich der Gießbarkeit<br />
bzw. in der späteren Bearbeitung.<br />
Die AM<strong>AG</strong> casting GmbH beschäftigt sich<br />
intensiv mit der Thematik „Warmfestigkeit“<br />
und erarbeitet im Rahmen eines mehrjährigen<br />
FFG-Projektes und intensiver Zusammenarbeit<br />
mit der ETH Zürich, MU Leoben<br />
und TU Wien das Verständnis jener Mechanismen,<br />
die bei einer Temperaturbe-<br />
anspruchung des Werkstoffs <strong>Alu</strong>minium<br />
wirksam werden. Ziel ist die Entwicklung<br />
einer gussfreundlichen, preislich kompetitiven<br />
warmfesten AlSi-Legierung im nah-<br />
bzw. hypoeutektischen Bereich, die mittels<br />
hohem Schrotteinsatz hergestellt werden<br />
kann. Hierbei stellt sich die Frage: Was<br />
macht einen Werkstoff „warmfest“?<br />
Trivial ausgedrückt kann die Verformung<br />
von <strong>Metall</strong>en als „Bewegung von Versetzungen“<br />
beschrieben werden. Um diese<br />
zu erschweren, d. h. die Festigkeit einer<br />
Legierung zu steigern, ist es nötig, die<br />
Bewegungsfreiheit von Versetzungen einzuschränken.<br />
Das Prinzip der Ausscheidungshärtung<br />
ist Stand der Technik und<br />
wird bei aushärtbaren Legierungen erfolgreich<br />
angewendet. Im Rahmen einer entsprechenden<br />
Wärmebehandlung kommt<br />
es zur Ausscheidung feinster Sekundärphasen,<br />
welche die Versetzungsbewegung<br />
signifikant behindern.<br />
Bei erhöhten Temperaturen tritt jedoch<br />
(zeitbedingt) Ostwald-Reifung, d. h. eine<br />
starke Vergröberung der festigkeitssteigernden<br />
Teilchen auf, wodurch deren<br />
Beitrag an der Verfestigung sinkt.<br />
Bei warmfesten Werkstoffen muss daher<br />
durch geeignete Legierungsmaßnahmen<br />
die Bildung von solchen Sekundärphasen<br />
forciert werden, die bei den erhöhten Einsatztemperaturen<br />
nicht vergröbern. Zur<br />
Unterstützung der Entwicklungsarbeiten<br />
werden in der AM<strong>AG</strong> Simulationsprogramme<br />
verwendet. Dabei ist zum einen die Erstarrungscharakteristik<br />
zu berücksichtigen<br />
(z. B. Simulationstool Pandat) und zum anderen<br />
die Kinetik bei einer Wärmebehandlung<br />
bzw. im Gebrauch bei erhöhten Temperaturen<br />
(z. B. Simulationstool MatCalc).<br />
Eine weitere Methode, die Warmfestigkeit<br />
zu steigern, ist das „Pinnen“ von Korngrenzen.<br />
Hier soll eine Relativbewegung<br />
zwischen den Körnern verhindert oder<br />
deutlich verringert werden, was durch<br />
die Ausscheidung grober, plattenförmiger<br />
Phasen erreicht werden kann. Bei Al-Si-<br />
Legierungen spielt das a-Si-Eutektikum<br />
eine signifikante Rolle als tragendes Gerüst<br />
zur Überführung auftretender Spannungen.<br />
Der gezielte Einsatz „gerüsterhaltender“<br />
Elemente steigert dabei die Warmfestigkeit.<br />
Wärmebehandlungen können<br />
das Festigkeitsniveau von Al-Gusslegierungen<br />
ebenfalls beeinflussen, jedoch kann<br />
die falsche Wahl der Wärmebehandlungs-<br />
parameter eine Verschlechterung der<br />
Warmfesteigenschaften zur Folge haben.<br />
<strong>2011</strong> startet die AM<strong>AG</strong> zum Thema<br />
„Warmfestigkeit“ eine Veröffentlichungsoffensive<br />
bei Konferenzen<br />
und in Zeitschriften, bei<br />
der auf die Ergebnisse der Untersuchungen<br />
eingegangen wird.<br />
Terminlich fixiert sind bereits die<br />
LMT <strong>2011</strong>, Lüneburg/D, vom 19. –<br />
22. Juli <strong>2011</strong> und die ECAA <strong>2011</strong>,<br />
Bremen/D, vom 5. – 7. Oktober<br />
<strong>2011</strong>. Die Beiträge für Zeitschriften<br />
befinden sich im Reviewprozess.<br />
Recycling-Gusslegierungen für crashrelevante<br />
Strukturbauteile<br />
Derzeit werden in der Automobilindustrie<br />
für Strukturbauteile <strong>Alu</strong>minium- Primärlegierungen<br />
mit stark eingeschränkten<br />
Gehalten an Eisen, Kupfer und Zink verwendet.<br />
Für deren Herstellung ist ein hoher<br />
Energieverbrauch notwendig, der mit<br />
hohem CO 2 -Austoß einhergeht. AM<strong>AG</strong><br />
Casting entwickelt derzeit zusammen mit<br />
führenden OEMs Recyclinglegierungen, die<br />
für den genannten Anwendungsfall das gewünschte<br />
Eigenschaftsprofil aufweisen und<br />
dabei deutlich umweltfreundlicher sind. Neben<br />
der Analyse des Einflusses der Hauptlegierungselemente<br />
Si und Mg auf die<br />
mechanischen und gießtechnologischen<br />
Eigenschaften, werden insbesondere die<br />
zulässigen Grenzwerte für Verunreinigungen<br />
(z. B. Fe, Cu und Zn) untersucht, um<br />
sicher zu stellen, dass die neuen Legierungen<br />
mit hohen Recyclinganteilen produziert<br />
werden können. Die Legierungsentwicklung<br />
findet unter besonderer Beachtung der<br />
Wechselwirkung der Elemente untereinander<br />
statt. Zusätzlich werden gemeinsam mit<br />
den OEMs korrosions-, verarbeitungs- und<br />
crashrelevante Eigenschaften analysiert.
Arbeitssicherheit – eine Voraussetzung<br />
für den AM<strong>AG</strong> Erfolg<br />
Für die AM<strong>AG</strong> ist ein hoher Standard<br />
bei der Arbeitssicherheit ein Grundsatz<br />
in der Unternehmenspolitik.<br />
Die AM<strong>AG</strong> Sicherheitsstrategie beruht auf<br />
den Festlegungen der gesetzlichen Anforderungen<br />
sowie der Norm OHSAS 18001,<br />
Fassung 2007 (Occupational Health and<br />
Safety Assessment Series), nach der die<br />
AM<strong>AG</strong> zertifiziert ist und in welcher die Anforderungen<br />
an ein Arbeits- und Gesundheitsschutzmanagementsystem<br />
definiert<br />
sind. Das Arbeitssicherheitssystem ist ein<br />
integrativer Bestandteil des AM<strong>AG</strong> Managementsystems.<br />
Die Umsetzung der Anforderungen erfolgt<br />
auf der Grundlage der AM<strong>AG</strong> Arbeitssicherheitsrichtlinie<br />
und den nachgeschalteten<br />
Arbeitssicherheitsvorschriften und<br />
Anweisungen. Im täglichen Ablauf versucht<br />
AM<strong>AG</strong>, zielorientiert sicherheitsrelevante<br />
Risiken zu beseitigen bzw. zu minimieren.<br />
Nach dem „TOP Prinzip“ werden Gefährdungspotenziale<br />
systematisch abgearbeitet.<br />
1. Priorität: T Technische Lösung zur Gefährdungsbeseitigung<br />
2. Priorität: O Organisatorische Lösung<br />
zur Gefährdungsminimierung<br />
3. Priorität: P Persönliche Schutzausrüstung<br />
Aufgrund der Vielzahl von Herstellungsschritten<br />
und der hohen Komplexität der<br />
Produktionsabläufe ergeben sich bei<br />
AM<strong>AG</strong> viele Ansatzpunkte sicherheitssteigernder<br />
Maßnahmen:<br />
Neue Maschinen und Anlagen<br />
Zukauf von Maschinen und Ausrüstungen<br />
mit optimierten Sicherheitseinrichtungen<br />
(baulich, konstruktiv, regelungstechnisch,<br />
organisatorisch), die ausnahmslos der EG-<br />
Maschinenrichtlinie entsprechen.<br />
Bestehende Anlagen<br />
werden laufend den sich ändernden Gesetzgebungen<br />
bezüglich Sicherheitsnormen<br />
angepasst. Das Hausherrnprinzip* im Bereich<br />
der Sicherheitsarbeit ist ebenfalls<br />
eine Grundlage für die Verbesserung der<br />
Arbeitssicherheit. Die Vielzahl der in den<br />
letzten zwei Jahren realisierten Projekte<br />
zeigt das große Engagement der AM<strong>AG</strong><br />
Mitarbeiter und Mitarbeiterinnen bei diesem<br />
Thema. Stellvertretend werden hier<br />
einige in jüngster Vergangenheit umgesetzte<br />
Projekte angeführt:<br />
AM<strong>AG</strong> rolling<br />
• Modernisierung Bandstreckrichtanlage<br />
inkl. neuester Sicherheitstechnik<br />
• Modernisierung Glanzduo 1 inklusive<br />
neuester Sicherheitstechnik<br />
AM<strong>AG</strong> casting<br />
• Trockene Lagerung aller Schrotte, die<br />
direkt in die Öfen eingesetzt werden<br />
• Vollautomatisches Handling von kaltriss-<br />
empfindlichen Werkstoffen vor der Homo-<br />
genisierung<br />
Sicherheitsgerechtes Verhalten<br />
und Arbeiten<br />
Potenzial für Arbeitsunfälle entsteht dadurch,<br />
dass Unfallgefahren bei Bedienungs-<br />
und Wartungsaktivitäten nicht<br />
erkannt werden beziehungsweise dass<br />
Unfälle durch nicht vorhersehbare Arbeitsabläufe<br />
ausgelöst werden. Die Arbeitsplatz-<br />
* Das Hausherrnprinzip regelt die Aufgaben und Verantwortlichkeit des jeweiligen „Hausherrn" (Bereichsleiter/<br />
Meister) mit Bereichsabgrenzungen sowie die Arbeitserlaubnis im Produktionsbereich für Fremdfirmen.<br />
Sicherheit<br />
evaluierung unter Einbezug der Mitarbeiter<br />
versucht alle Arbeitsabläufe hinsichtlich<br />
möglicher Gefährdungen zu analysieren,<br />
entsprechend zu bewerten und festgestellte<br />
Gefährdungspotenziale mit geeigneten<br />
Verbesserungsmaßnahmen zu beseitigen.<br />
Selbstverständlich wird auch die<br />
Einhaltung der Sicherheitsvorschriften von<br />
Fremdfirmenmitarbeitern eingefordert.<br />
Sicherheitsaudits<br />
Durch eine Vielzahl von Sicherheitsaudits<br />
wird laufend die Einhaltung der Sicherheitsvorgaben<br />
überprüft. Zusätzlich wird<br />
bei KVP-Workshops das sicherheitsgerechte<br />
Verhalten beim Arbeiten analysiert<br />
und weiter verbessert. Mit den in den letzten<br />
Jahren eingeleiteten und umgesetzten<br />
Maßnahmen war es möglich, die Unfallrate<br />
in der letzten Dekade um 50 % zu reduzieren.<br />
Die Ausfallstunden konnten im gleichen<br />
Zeitraum auf 1/3 reduziert werden.<br />
Obwohl der Trend erfreulich ist, gibt es<br />
auch für die Zukunft viel zu tun, um unserem<br />
Leitspruch - „Ziel: null Unfälle“ - kontinuierlich<br />
näher zu kommen.<br />
AM<strong>AG</strong> SICHERHEITSGRUNDSäTZE<br />
„Alle Unfälle sind vermeidbar“<br />
Unsere Arbeit ist niemals so eilig oder<br />
so wichtig, dass wir uns nicht die Zeit<br />
nehmen könnten, sie sicher zu tun!<br />
„Jeder Vorgesetzte und Mitarbeiter<br />
ist dafür verantwortlich, dass Unfälle<br />
vermieden werden“<br />
Alle Mitarbeiter sind so zu schulen, dass<br />
sie sicher arbeiten und verstehen, dass<br />
dies zu ihrem eigenen Vorteil ist. Jeder<br />
Mitarbeiter ist für sein Tun verantwortlich<br />
– unsichere Zustände rechtfertigen<br />
nicht unsicheres Handeln!<br />
13<br />
<strong>Alu</strong><strong>Report</strong>
14<br />
Anwendungen<br />
AM<strong>AG</strong> TopPlate ® –<br />
ein neuer Maßstab in der<br />
Präzisionsplattenfertigung<br />
Mit Jahresbeginn <strong>2011</strong> nahm AM<strong>AG</strong><br />
rolling das neue Fertigungszentrum<br />
für Präzisionsplatten [1] in Betrieb.<br />
Auf der Anlage werden AM<strong>AG</strong> Top<br />
Plate ® -Produkte – feinstgefräste Guss-<br />
und Walzplatten in verschiedensten<br />
Legierungen in höchster Qualität produziert.<br />
Das neue Plattencenter zeichnet sich<br />
durch modernste Fertigungstechnologien<br />
und einen zukunftsweisenden Automatisierungsgrad<br />
aus. In Zusammenarbeit mit<br />
den Lieferfirmen Fill GmbH, Fooke GmbH<br />
und Erbo GmbH, wurden anwendungsspezifische<br />
Lösungen entwickelt, um neue<br />
Maßstäbe hinsichtlich Produktqualität und<br />
Qualitätssicherung zu setzen. Die hoch automatisierte<br />
Plattenfertigung beinhaltet viele<br />
Schlüsseltechnologien der Bearbeitungstechnik,<br />
Fördertechnik und Inline-Qualitätskontrolle.<br />
Die Vielzahl der Formate bedingt<br />
größtmögliche Flexibilität und ein einwandfreies<br />
Endprodukt bedarf Sauberkeit und<br />
absoluter Spänefreiheit. Das Plattencenter<br />
besteht aus einer Reihe verketteter Anlagen<br />
und ist im Automatisierungsgrad sowie<br />
in der Materialverfolgung den hohen<br />
Standards des Walzwerkes angepasst und<br />
in dessen strenge Qualitätssicherungssysteme<br />
integriert. Erweiterten Kundennutzen<br />
liefern Synergien zur Walzwerkstechnologie<br />
wie beispielsweise zusätzlich mögliche Ultraschallprüfungen<br />
und andere spezifische<br />
Produktions- und Qualitätssicherungsmaßnahmen,<br />
wie sie etwa in der Luftfahrtindustrie<br />
etabliert sind. Aufgrund langjähriger<br />
Erfahrung in den unterschiedlichsten Industrien<br />
sowie als Vormateriallieferant für Produzenten<br />
von Präzisionsplatten konnte die<br />
AM<strong>AG</strong> breites kundenbezogenes Knowhow<br />
entwickeln. AM<strong>AG</strong> TopPlate ® hebt<br />
sich vom Wettbewerb dadurch ab, dass<br />
die gesamte Produktionskette am Standort<br />
in Ranshofen verankert ist. In der eigenen<br />
Gießerei werden z. B. mittels EMC-Verfahren<br />
(electro magnetic casting) die Blöcke<br />
gegossen und anschließend anwendungsbezogen<br />
homogenisiert.<br />
Neues Fertigungszentrum für Präzisionsplatten<br />
Der EMC-Guss liefert homogene Materialstrukturen<br />
und dadurch eine<br />
gleichmäßigere Festigkeitsverteilung<br />
als andere Gießverfahren. Technologisch<br />
optimierte Barrendimensionen<br />
liefern gleichmäßige physikalische<br />
Eigenschaften über das gesamte Dickenprofil.<br />
Durch kontinuierliche metallografische und<br />
physikalische Prüfungen am Barren nach<br />
dem Homogenisieren wird höchster Qualitätsstandard<br />
sichergestellt.<br />
Auch die Umwelt profitiert von AM<strong>AG</strong><br />
TopPlate ® : Da speziell die 5xxx-Legierungen<br />
zu fast 100 % aus wiederverwertetem<br />
Schrott hergestellt werden, kann die<br />
CO 2 -Bilanz bei der Produktion von AM<strong>AG</strong><br />
Präzisionsplatten verbessert werden –<br />
„Green <strong>Alu</strong>minium“ eben.<br />
[1] Das Projekt „Präzisionsplattenfertigung" wurde aus Mitteln des Europäischen Fonds für Regionale<br />
Entwicklung (EFRE) sowie aus Landesmitteln gefördert.
• AM<strong>AG</strong> TopPlate ® C - Gussplatte, gesägt<br />
• AM<strong>AG</strong> TopPlate ® CM - Gussplatte gesägt, Ober- und Unterseite feinst gefräst<br />
• AM<strong>AG</strong> TopPlate ® RM - Walzplatte, Ober- und Unterseite feinst gefräst<br />
1) Dicken auf Anfrage 2) Breite auf Anfrage<br />
Für zusätzliche Informationen kontaktieren Sie bitte unsere Vertriebsmitarbeiter.<br />
Anwendungen<br />
Barrensäge<br />
Die Barrensäge stellt den ersten wichtigen<br />
Schritt in der Produktionskette dar. Höchste<br />
Maßgenauigkeit und geringster Abfall werden<br />
durch Dünnschnitt-Technologie und exakte sowie<br />
stabile Führung des Sägebandes erzielt.<br />
Präzisionsfräse/ Lasermessung<br />
Die Präzisionsfräse mit einem Fräskopfdurchmesser<br />
von 2.500 mm ist mit sonderbeschichteten<br />
Schneidplatten bestückt. Die integrierte<br />
Inline-Laser-Vermessung stellt den hohen Qualitätsstandard<br />
während der Bearbeitung sicher<br />
und archiviert die Messdaten jeder einzelnen<br />
Platte. Diese dienen der Qualitätssicherung zur<br />
Prozessüberwachung und permanenten Überprüfung<br />
der Produktqualität.<br />
Folierstation/Längs- und Quersäge/<br />
Abstapelung und Verpackung<br />
AM<strong>AG</strong> TopPlate ® wird an der Folierstation standardmäßig<br />
beidseitig foliert, an der Längs- und<br />
darauffolgenden Quersäge auf Format gesägt,<br />
anschließend in die Liefereinheiten abgestapelt<br />
und für den Transport sicher verpackt. Mittels<br />
Etikett/Barcode ist eine lückenlose Rückverfolgung<br />
von Material und Prozess gewährleistet.<br />
Ausführung AM<strong>AG</strong> TopPlate ® C AM<strong>AG</strong> TopPlate ® CM AM<strong>AG</strong> TopPlate ® RM<br />
Dicke (mm) 8 - 210 [5-7] 1) 8 - 210 [5-7] 1) 8 - 100<br />
Breite (mm) 1020, 1270, 1520 [2020] 2) 1020, 1270, 1520 [2020] 2) 1000 - 1520<br />
Länge (mm) 2000 - 6050 2000 – 6050 2000 – 6500<br />
15<br />
<strong>Alu</strong><strong>Report</strong>
Unternehmensgruppe & Standorte<br />
<strong>Austria</strong> <strong>Metall</strong> GmbH<br />
Postfach 3<br />
5282 Ranshofen<br />
ÖSTERREICH<br />
T +43 7722 801 0<br />
F +43 7722 809 498<br />
holding@amag.at<br />
www.amag.at<br />
Operative Gesellschaften von AM<strong>AG</strong><br />
AM<strong>AG</strong> rolling GmbH<br />
Postfach 32<br />
5282 Ranshofen<br />
ÖSTERREICH<br />
T +43 7722 801 0<br />
F +43 7722 809 406<br />
rolling@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> metal GmbH<br />
Postfach 36<br />
5282 Ranshofen<br />
ÖSTERREICH<br />
T +43 7722 801 0<br />
F +43 7722 809 479<br />
metal@amag.at<br />
www.amag.at<br />
<strong>Alu</strong>minium <strong>Austria</strong> <strong>Metall</strong><br />
(Québec) Inc.<br />
1010 Sherbrooke ouest<br />
# 2414, Montréal, QC. H3A 2R7<br />
KANADA<br />
T +1 514 844 1079<br />
F +1 514 844 2960<br />
aamqc@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> Deutschland GmbH<br />
Mülheimer Str. 43<br />
47058 Duisburg<br />
DEUTSCHLAND<br />
T +49 2033 93780 0<br />
F +49 2033 93780 20<br />
amag.deutschland@amag.at<br />
AM<strong>AG</strong> FRANCE SARL<br />
65, Rue Jean Jacques Rousseau<br />
92150 Suresnes<br />
FRANKREICH<br />
T +33 141 448 481<br />
F +33 141 380 507<br />
amag.france@amag.at<br />
AM<strong>AG</strong> U.K. LTD.<br />
Beckley Lodge<br />
Leatherhead Road<br />
Great Bookham<br />
Surrey KT 23 4RN<br />
GROSSBRITANNIEN<br />
T +44 1372 450661<br />
F +44 1372 450833<br />
amag.uk@amag.at<br />
Office Tschechien<br />
David Bicovsky<br />
Marie Podvalove 929/5<br />
196 00 Prag 9 - Cakovice<br />
TSCHECHIEN<br />
T +42 0725 002 993<br />
d.bicovsky@amag.at<br />
AM<strong>AG</strong> casting GmbH<br />
Postfach 35<br />
5282 Ranshofen<br />
ÖSTERREICH<br />
T +43 7722 801 0<br />
F +43 7722 809 415<br />
casting@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> service GmbH<br />
Postfach 39<br />
5282 Ranshofen<br />
ÖSTERREICH<br />
T +43 7722 801 0<br />
F +43 7722 809 402<br />
service@amag.at<br />
www.amag.at<br />
Vertriebstöchter der AM<strong>AG</strong> rolling GmbH<br />
www.amag.at<br />
AM<strong>AG</strong> BENELUX B.V.<br />
Burgwal 47<br />
2611 GG Delft<br />
NIEDERLANDE<br />
T +31 15 21 33 222<br />
F +31 15 21 25 795<br />
amag.benelux@amag.at<br />
AM<strong>AG</strong> ITALIA S.r.l.<br />
Via Pantano 2<br />
20122 Milano<br />
ITALIEN<br />
T +39 02 720 016 63<br />
F +39 02 720 942 54<br />
amag.italia@amag.at<br />
AM<strong>AG</strong> USA Corp.<br />
600 East Crescent Ave, Suite 207<br />
Upper Saddle River<br />
NJ 07458-1827, USA<br />
T +1 201 9627105<br />
F +1 972 4991100<br />
amag.usa@amag.at<br />
Office China<br />
PH Tay<br />
c/o H&N Packaging (Suzhou) Co, Ltd.<br />
No: 18, Xingye Road, Taicang<br />
Development Area<br />
Juangsu P.R. CHINA<br />
T +86 512 5344 2355<br />
ph.tay@amag.at<br />
Handelsvertretungen der AM<strong>AG</strong> rolling GmbH<br />
Bulgarien/Kathodenbleche<br />
Bulmet<br />
Blvd. Slivnitza 212, vh.D,<br />
et.6, ap.17<br />
1202 Sofia<br />
BULGARIEN<br />
T +35 929 83 1936<br />
F +35 929 83 2651<br />
blumet@data.bg<br />
Dänemark<br />
P. Funder & Son ApS<br />
Vimmelskaftet 36 B, st. th.<br />
1161 Kobenhavn K.<br />
DÄNEMARK<br />
T +45 39 63 89 83<br />
F +45 39 63 89 70<br />
of1@mail.dk<br />
Israel<br />
Bino Trading<br />
Haziporen 14<br />
30500 Binyamina<br />
ISRAEL<br />
T +972 4 6389992<br />
F +972 4 638939<br />
zadok@bino-trading.com<br />
Italien/Luftfahrt<br />
Aerospace Engineering<br />
Via Rimassa, 41/6<br />
16129 Genova<br />
ITALIEN<br />
T +39 010 55 08 51<br />
F +39 010 574 0311<br />
paolo@aereng.it<br />
Korea/Handel<br />
GST Corporation<br />
137-858, # Hanwha Obelisk,<br />
1327-27 Seocho 2 Dong<br />
Seocho-Ku, Seoul<br />
KOREA<br />
T +82 2 597 7330<br />
F +82 2 597 7350<br />
pkwanho@kornet.net<br />
Korea/OEM<br />
Hanvit Metals & Energy Ltd.<br />
Room 508, Mokdong Daelim<br />
Acrotel 2, 324 Shinjeong-dong<br />
Yangcheon-gu<br />
Seoul 158-739<br />
KOREA<br />
T +82 70 7698 7875<br />
F +82 2 6008 7075<br />
joechoo@hanafos.com<br />
Mexiko<br />
Intercontinental de Metales,<br />
S.A. de C.V.<br />
Cto. Historiadores No. 2A<br />
Cd. Satelite, Naucalpan de Juarez<br />
Edo. Mex., ZC 53100<br />
MEXIKO<br />
T +11 5255 5374 2272<br />
F +11 5255 5374 2271<br />
rserrano@intermetalic.com<br />
Polen<br />
Nonferrometal<br />
ul. Kilińskiego 4/114<br />
32-600 Os´wi cim<br />
POLEN<br />
T +48 502 643 003<br />
F +48 33 8 433 299<br />
office@nonferrometal.com<br />
Schweden, Norwegen, Finnland<br />
Danubia <strong>Metall</strong>kontor AB<br />
Linnégatan 76<br />
115 23 Stockholm<br />
SCHWEDEN<br />
T +46 8 704 95 95<br />
F +46 8 704 28 20<br />
danubia@danubia.se<br />
Schweiz<br />
R. Fischbacher <strong>AG</strong><br />
Hagackerstrasse 10<br />
8953 Dietikon<br />
SCHWEIZ<br />
T +41 44 740 59 00<br />
F +41 44 740 00 19<br />
info@fimet.ch<br />
Südostasien<br />
Mirax International Pte. Ltd.<br />
101, Upper Cross Street #04-48,<br />
People´s Park Centre<br />
(Reg no. 2002 07045E)<br />
SINGAPUR 058357<br />
T +65 9879 7150<br />
F +65 6891 3518<br />
cheewee@mirax.com.sg<br />
Spanien/Handel<br />
Euromet Metales y<br />
Transformades, S.A.<br />
C/. Orense, 16-5oF<br />
28020 Madrid<br />
SPANIEN<br />
T +34 639 770 672<br />
F +34 609 014 665<br />
driera@euromet.es<br />
Spanien/OEM<br />
Glintek, ingeniería y aplicaciones<br />
del aluminio, SL<br />
Carrer Lleó XIII 11 bis baixos<br />
08022 Barcelona<br />
SPANIEN<br />
T +34 93 418 39 06<br />
F +34 93 418 39 06<br />
vllario@glintek.com<br />
Taiwan<br />
De Pont Intern. Company<br />
No. 1, Lane 961<br />
Song Vun Road<br />
Tali City 41283, Taichung<br />
TAIWAN<br />
T +886 (0) 4 240 69 421<br />
F +886 (0) 4 240 69 422<br />
jack0107@ms56.hinet.net