- Seite 1:
Integrierte Vermeidung und Verminde
- Seite 4 und 5:
Durchführung der Übersetzung in d
- Seite 6 und 7:
Zusammenfassung Die wichtigsten Aus
- Seite 8 und 9:
Zusammenfassung Extraktion, D
- Seite 10 und 11:
Zusammenfassung � kontinuierliche
- Seite 12 und 13:
Zusammenfassung Für Niederschlagsw
- Seite 14 und 15:
Zusammenfassung dies von der Adapti
- Seite 16 und 17:
Zusammenfassung Bei den Abgasquelle
- Seite 18 und 19:
Zusammenfassung BVT-spezifische Emi
- Seite 21 und 22:
VORWORT 1. Status des Dokuments Vor
- Seite 23:
Abwasser- und Abgasbehandlung xix V
- Seite 26 und 27:
2.2.3.1 Risk Assessment…………
- Seite 28 und 29:
4 BEST AVAILABLE TECHNIQUES FOR WAS
- Seite 30 und 31:
Abbildung 3.51: Kryogenes Rückgewi
- Seite 33 und 34:
ANWENDUNGSBEREICH Anwendungsbereich
- Seite 35:
Anwendungsbereich Dementsprechend u
- Seite 38 und 39:
Kapitel 1 � Rauchgaswäsche bei V
- Seite 40 und 41:
Kapitel 1 Die wichtigsten Luftschad
- Seite 42 und 43:
Kapitel 1 Eine detaillierte Beschre
- Seite 44 und 45:
Kapitel 1 1.3.2 End-of-pipe-Technik
- Seite 46 und 47:
Kapitel 1 Vorteile [cww/tm/82] eine
- Seite 48 und 49:
Kapitel 1 Verfahren/Aggregat 100 [N
- Seite 50 und 51:
Kapitel 1 Zusätzlich zu Fackeln un
- Seite 52 und 53:
Kapitel 2 Abbildung 2.1: Der Kreisl
- Seite 54 und 55:
Kapitel 2 � was ist oder könnte
- Seite 56 und 57:
Kapitel 2 2.2.1.2 Bestandsaufnahme
- Seite 58 und 59:
Kapitel 2 � Akute Toxizität �
- Seite 60 und 61:
Kapitel 2 � Zurückverfolgen der
- Seite 62 und 63:
Kapitel 2 Sammlung und Abgleich von
- Seite 64 und 65:
Kapitel 2 � Die Emissionen aus de
- Seite 66 und 67:
Kapitel 2 d. h. es sollte ein optim
- Seite 68 und 69:
Kapitel 2 � die Charakteristiken
- Seite 70 und 71:
Kapitel 2 Der Prozesswasserverbrauc
- Seite 72 und 73:
Kapitel 2 2.2.2.3.2 Wahl des Abgasb
- Seite 74 und 75:
Kapitel 2 Einschränkungen bei der
- Seite 76 und 77:
Kapitel 2 2.2.2.5 Ausführung der g
- Seite 78 und 79:
Kapitel 2 BESCHÄFTIGTE STOFFE VERF
- Seite 80 und 81:
Kapitel 2 2.2.3.2 Benchmarking Benc
- Seite 82 und 83:
Kapitel 2 Abschnitt 2.2.3.1). Der B
- Seite 85 und 86:
3 ANGEWANDTE BEHANDLUNGSTECHNOLOGIE
- Seite 87 und 88:
Kapitel 3 Der relative oder absolut
- Seite 89 und 90:
Kapitel 3 3.2.4 Gestehungskosten f
- Seite 91 und 92:
3.3.1.4 Abwasserfreie Verfahren der
- Seite 93 und 94:
Kapitel 3 [cww/tm/132]. Der Pufferb
- Seite 95 und 96:
Prozesswasser Kanalisationssystem E
- Seite 97 und 98:
Kapitel 3 Feststofffreies Abwasser
- Seite 99 und 100:
Kapitel 3 � der belüftete Sandfa
- Seite 101 und 102:
Kapitel 3 Abbildung 3.9: Sedimentat
- Seite 103 und 104:
Anwendungsgrenzen and Beschränkung
- Seite 105 und 106:
Kapitel 3 Abhängig von den Abwasse
- Seite 107 und 108:
Erreichbare Emissionswerte/ Wirkung
- Seite 109 und 110:
3.3.4.1.4 Filtration Beschreibung K
- Seite 111 und 112:
Abbildung 3.16: Rotationsvakuumfilt
- Seite 113 und 114:
Überwachung Kapitel 3 Um einen ver
- Seite 115 und 116:
Anwendungsgrenzen und Beschränkung
- Seite 117 und 118:
Kapitel 3 und nachfolgender Trennun
- Seite 119 und 120:
Erreichbare Emissionswerte/ Wirkung
- Seite 121 und 122:
Zur Unterstützung der weiteren Tre
- Seite 123 und 124:
Ökonomische Daten Art der Kosten K
- Seite 125 und 126:
Anwendung Kapitel 3 In den meisten
- Seite 127 und 128:
� Chlor, � Natrium- oder Calciu
- Seite 129 und 130:
Weitere erreichbare Eliminationsgra
- Seite 131 und 132:
Ausrüstung und Konstruktion des Ni
- Seite 133 und 134:
Erreichbare Emissionswerte / Wirkun
- Seite 135 und 136:
Zulauf Abwasser Behälter Pumpe fü
- Seite 137 und 138:
3.3.4.2.6 Chemische Reduktion Besch
- Seite 139 und 140:
3.3.4.2.7 Hydrolyse Beschreibung Ka
- Seite 141 und 142:
Überwachung Während des Hydrolyse
- Seite 143 und 144:
Kapitel 3 Abbildung 3.24: Anordnung
- Seite 145 und 146:
Kapitel 3 Bei organischen Stoffen k
- Seite 147 und 148:
Abbildung 3.25: Betrieb von 2 in Re
- Seite 149 und 150:
Der Einfluss der Polarität wird in
- Seite 151 und 152:
Verbrauchsmaterialien sind: Verbrau
- Seite 153 und 154:
Kapitel 3 Ionenaustausch ist als en
- Seite 155 und 156:
Kapitel 3 � gute Trennung der Ver
- Seite 157 und 158:
Anwendung Kapitel 3 Die Destillatio
- Seite 159 und 160:
� Zugabe von Säuren, Laugen etc.
- Seite 161 und 162:
� Adsorption auf GAK, Zeolit oder
- Seite 163 und 164:
Medienübergreifende Wirkungen Kapi
- Seite 165 und 166:
Kapitel 3 Abwasser mit geringer Ver
- Seite 167 und 168:
Kapitel 3 In Abbildung 3.27 ist die
- Seite 169 und 170:
Kapitel 3 Beim Wirbelbett-Verfahren
- Seite 171 und 172:
Verbrauchsmaterialien sind: Überwa
- Seite 173 und 174: Kapitel 3 Wenn der Zulauf neutralis
- Seite 175 und 176: Stoff Hemmkonzentration [mg/l] Cadm
- Seite 177 und 178: Kapitel 3 aeroben aerobe Bakterien
- Seite 179 und 180: Kapitel 3 Das vollständig durchmis
- Seite 181 und 182: Parameter Vollständig durchmischte
- Seite 183 und 184: Verbindung Hemmkonzentration [mg/l]
- Seite 185 und 186: Zulauf Sauerstoff Nitrifikationsbec
- Seite 187 und 188: 3.3.4.3.5 Zentrale Biologische Abwa
- Seite 189 und 190: Parameter Elimination [%] Erreichba
- Seite 191 und 192: 3.3.4.4.1 Rückhaltebecken Beschrei
- Seite 193 und 194: Erreichbare Emissionswerte / Wirkun
- Seite 195 und 196: 3.4.1 Schlammeindickung und Entwäs
- Seite 197 und 198: Kapitel 3 Abbildung 3.42: Plattenfi
- Seite 199 und 200: Medienübergreifende Wirkungen Kapi
- Seite 201 und 202: Vorteile und Nachteile Vorteile Nac
- Seite 203 und 204: Kapitel 3 Verbrennung durchgeführt
- Seite 205 und 206: Kapitel 3 Die Verbrennung zusammen
- Seite 207 und 208: 3.5 Abgas-End-of-pipe-Behandlungste
- Seite 209 und 210: � Rückgewinnungs- und Behandlung
- Seite 211 und 212: Abbildung 3.48: Anwendung des Membr
- Seite 213 und 214: 3.5.1.2 Kondensation Beschreibung K
- Seite 215 und 216: Abbildung 3.51: Kryogenes Rückgewi
- Seite 217 und 218: Anwendungsgrenzen und Beschränkung
- Seite 219 und 220: Überwachung Kapitel 3 Der Wirkungs
- Seite 221 und 222: Kapitel 3 Wirbelschicht-Verfahren (
- Seite 223: Kapitel 3 Vakuum Regeneration ermö
- Seite 227 und 228: Kapitel 3 Eine optimale Bauart des
- Seite 229 und 230: Abbildung 3.58: Prallplatten-Wäsch
- Seite 231 und 232: Abbildung 3.60: Typisches Absorptio
- Seite 233 und 234: Vorteile Nachteile Prallplattenwäs
- Seite 235 und 236: Kapitel 3 Ein Eingriff durch das Be
- Seite 237 und 238: Kapitel 3 Befeuchtung des Filtermat
- Seite 239 und 240: Medienübergreifende Wirkungen Die
- Seite 241 und 242: Abbildung 3.64: Typisches Biowasch-
- Seite 243 und 244: Vorteile und Nachteile Vorteile Nac
- Seite 245 und 246: Kapitel 3 tig werden Überschusssch
- Seite 247 und 248: Erreichbare Emissionswerte / Wirkun
- Seite 249 und 250: Kapitel 3 Beispiele für regenerati
- Seite 251 und 252: Anwendung Kapitel 3 Die thermischen
- Seite 253 und 254: Kapitel 3 Ein weiterer wichtiger Ü
- Seite 255 und 256: Kapitel 3 Oxidationskatalysatoren f
- Seite 257 und 258: Vorteile und Nachteile Vorteile Nac
- Seite 259 und 260: 3.5.2.6 Fackeln Beschreibung Kapite
- Seite 261 und 262: Kapitel 3 lenmonoxid und Ammoniak e
- Seite 263 und 264: Kapitel 3 Wie in [cww/tm/153] beric
- Seite 265 und 266: Kapitel 3 Der Verbrennungslärm ist
- Seite 267 und 268: Anwendungsgrenzen und Beschränkung
- Seite 269 und 270: Anwendung Kapitel 3 Zyklone werden
- Seite 271 und 272: Ökonomische Daten Kostenart Konven
- Seite 273 und 274: Kapitel 3 die Anlage. Ein Teil des
- Seite 275 und 276:
Vorteile und Nachteile Vorteile Nac
- Seite 277 und 278:
Kapitel 3 � Sprühtürme Siehe Ab
- Seite 279 und 280:
Faserpackung Wanderbett Platte Spr
- Seite 281 und 282:
Parameter Faserpackung Wanderbett W
- Seite 283 und 284:
Kapitel 3 Auswahl des a/c-Verhältn
- Seite 285 und 286:
Vorteile und Nachteile Vorteile Nac
- Seite 287 und 288:
Kapitel 3 Der katalytische Filter b
- Seite 289 und 290:
Ökonomische Daten Kostenart Kosten
- Seite 291 und 292:
Erreichbare Emissionswerte / Wirkun
- Seite 293 und 294:
Kapitel 3 HEPA Filter benötigen ei
- Seite 295 und 296:
Medienübergreifende Wirkungen Verb
- Seite 297 und 298:
Medienübergreifende Wirkungen Verb
- Seite 299 und 300:
Allgemein verwendete Einspritzstell
- Seite 301 und 302:
Kapitel 3 Die entsprechende Behandl
- Seite 303 und 304:
Kapitel 3 Über einen Einfluss auf
- Seite 305 und 306:
Kapitel 3 � Desonox Prozess, bei
- Seite 307 und 308:
Kapitel 4 4 BESTE VERFÜGBARE TECHN
- Seite 309 und 310:
Kapitel 4 Offensichtlich ist es abe
- Seite 311 und 312:
Kapitel 4 Gefährdungspotential fü
- Seite 313 und 314:
Kapitel 4 BVT für das Sammeln von
- Seite 315 und 316:
BVT für Abwasserbehandlung Die Abw
- Seite 317 und 318:
Kapitel 4 � Freies Öl / Kohlenwa
- Seite 319 und 320:
Zweck Klärung des gesammeltem Nied
- Seite 321 und 322:
Zweck Fällung / Sedimentation oder
- Seite 323 und 324:
Kapitel 4 � Schadstoffe, die sich
- Seite 325 und 326:
Zweck Umsetzung von Schadstoffen mi
- Seite 327 und 328:
Zweck Überführung flüchtiger Sch
- Seite 329 und 330:
Kapitel 4 � Abwassereinleitung in
- Seite 331 und 332:
Kapitel 4 � BVT für Schlammbehan
- Seite 333 und 334:
Kapitel 4 gemäß der vorgegebenen
- Seite 335 und 336:
Abwasser- und Abgasbehandlung 299 K
- Seite 337 und 338:
Abwasser- und Abgasbehandlung 301 K
- Seite 339:
Kapitel 4 BVT für die Rauchgasbeha
- Seite 343 und 344:
6 ABSCHLIESSENDE BEMERKUNGEN Die Th
- Seite 345:
Kapitel 6 � Ein einheitlicherer A
- Seite 348 und 349:
References [cww/tm/70] Tauw, Feb 20
- Seite 350 und 351:
References [cww/tm/94] Environment
- Seite 352 und 353:
References [cww/tm/122] EPA-CICA Fa
- Seite 354 und 355:
References [cww/tm/153] World Oil M
- Seite 357 und 358:
7 ANNEXES The Annexes supplement th
- Seite 359 und 360:
Influent Buffer I + II Industrial W
- Seite 361 und 362:
Annexes Its concept is to define an
- Seite 363 und 364:
7.3 Annex III. Monitoring of a Cent
- Seite 365 und 366:
Annexes Parameter Domain Standards
- Seite 367 und 368:
Annexes Parameter Domain Standards
- Seite 369 und 370:
Annexes 7.6 Annex VI. Examples of W
- Seite 371 und 372:
Example III Example IV Sludge [kg d
- Seite 373 und 374:
Example IX Production production mi
- Seite 375 und 376:
Production polymers, fibres, optica
- Seite 377 und 378:
Example XX Exhaust air treatment of
- Seite 379 und 380:
Example XXII Annexes Central waste
- Seite 381 und 382:
7.6.4 Examples of Heavy Metal Disch
- Seite 383 und 384:
(Plant Nr.) Characterisation Hg [µ
- Seite 385 und 386:
Example 3 Highly effective SCR to c
- Seite 387 und 388:
) Oil-fired plants Annexes There ar
- Seite 389 und 390:
Annexes Luftreinhaltegesetz and
- Seite 391 und 392:
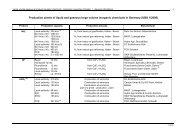
Emission standards for the producti
- Seite 393 und 394:
Annexes The ordinance “Verordnung
- Seite 395 und 396:
Annexes 7. CHEMICALS (see also sect
- Seite 397 und 398:
Annexes 17 Hazardous Products 1 (di
- Seite 399 und 400:
Annexes 3. with respect to BFCs, no
- Seite 401 und 402:
Art. 5.7.2.2 Annexes § 1. The dump
- Seite 403 und 404:
Annexes sponding to the conversion
- Seite 405 und 406:
Annexes § 2. The waste gases of pl
- Seite 407 und 408:
Section 5.7.11 The production of po
- Seite 409 und 410:
Annexes From 1 January 2002, and as
- Seite 411 und 412:
Art. 5.17.1.3 Annexes § 1. Unless
- Seite 413 und 414:
Annexes an equivalent fire-resistan
- Seite 415 und 416:
Annexes § 2. The register or alter
- Seite 417 und 418:
Annexes a) provide sufficient stren
- Seite 419 und 420:
Annexes § 4. In the event of possi
- Seite 421 und 422:
Art. 5.17.2.5 § 1. Storage in cont
- Seite 423 und 424:
Annexes § 2. Except for containers
- Seite 425 und 426:
Annexes 1. single-walled containers
- Seite 427 und 428:
Art. 5.17.3.5 Annexes § 1. An iden
- Seite 429 und 430:
Annexes 1. the storage must be prot
- Seite 431 und 432:
Art. 5.17.3.15 Annexes § 1. The op
- Seite 433 und 434:
Annexes These containers continue t
- Seite 435 und 436:
Annexes 2. from 1 January 2002 for
- Seite 437 und 438:
Art. 5.17.5.5 Annexes Fuelling plac
- Seite 439 und 440:
Annexes For new, large heating inst
- Seite 441 und 442:
Annexes § 5. To guarantee complian
- Seite 443 und 444:
Art. 5.20.3.10 Existing installatio
- Seite 445 und 446:
5. FRANCE The legislation for the c
- Seite 447 und 448:
Annexes Specific emission control r
- Seite 449 und 450:
Annexes b) more than 750 mg/l, a CO
- Seite 451 und 452:
Annexes (4) Notwithstanding part D,
- Seite 453 und 454:
Emission Limit Values for Fertilise
- Seite 455 und 456:
Annexes d Fugitive solvent emission
- Seite 457 und 458:
ANNEX 2 (SPECIFIC EMISSION LIMITS F
- Seite 459 und 460:
Benzo(a)anthracene Benzo(b)fl
- Seite 461 und 462:
Class III Annexes If the mass flow
- Seite 463 und 464:
Class IV If the mass flow equals or
- Seite 465 und 466:
Parameter Unit Discharge into surfa
- Seite 467 und 468:
Annexes General Environmental Perfo
- Seite 469 und 470:
Annexes Classification of organic s
- Seite 471 und 472:
GLOSSAR DER BEGRIFFE UND ABKÜRZUNG
- Seite 473 und 474:
Ω ohm = Ohm Glossar Abkürzungen /
- Seite 475 und 476:
Glossar PSA Pressure-swing Adsorpti
- Seite 477:
Fugitive emissions = Emission von f